

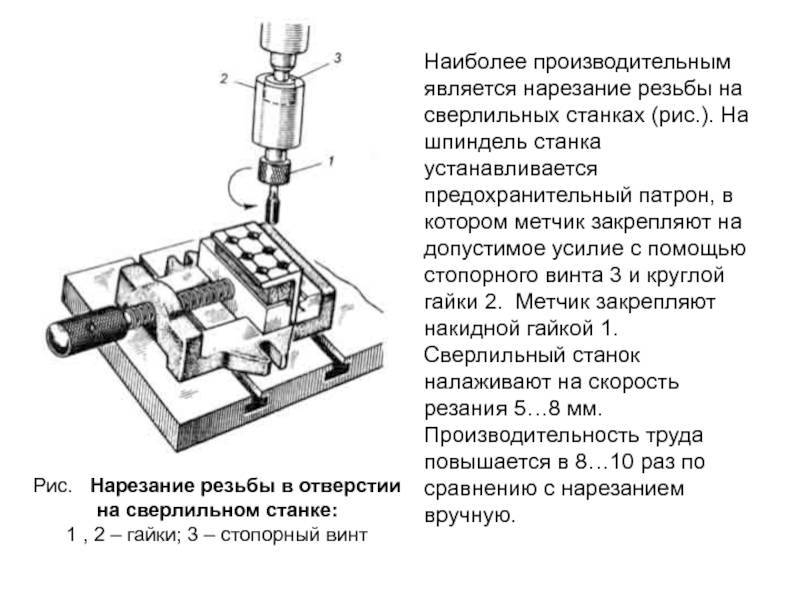
Конструкция
Производители постоянно совершенствуют модельный ряд метчиков, оптимизируя их геометрию под новые материалы и условия обработки. Но базовая стержневидная конструкция остается неизменной. На фото метчиков можно разглядеть ряд типовых решений, среди которых хвостовик, рабочая часть, канавки. Каждый из них имеет свое назначение:

Канавки образуют режущие кромки, отводят стружку, облегчают подвод СОЖ. Они ориентированы прямолинейно или по винтовой линии. Метчики с левонаправленными винтовыми углублениями применяют при резьбообразовании напроход. Глухие отверстия получают правосторонними винтами. Число канавок варьируется в диапазоне 2-6 шт.

Калибрующий участок направляет метчик, предотвращает разбивание отверстия и зачищает резьбу. Для уменьшения трения выполнен с обратным занижением диаметра до 0,1 мм.

Приемы нарезания резьбы резцами
После наладки станка, закрепления обрабатываемой детали, установки и закрепления резца, включают станок и начинают нарезать резьбу, незначительно углубив резец в металл. На поверхности детали получается винтовая риска, шаг которой проверяют линейкой, штангенциркулем или резьбомером. Перед началом следующего прохода резец углубляют по лимбу на требуемую величину.
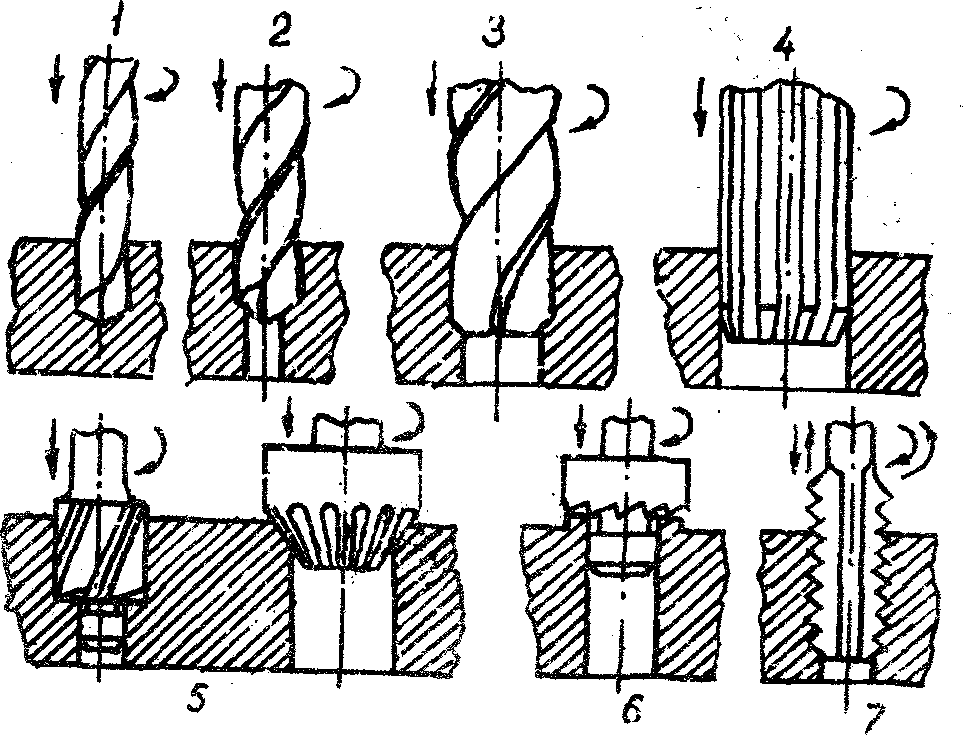
Нарезать профиль треугольной резьбы резцами можно следующими способами.
Первый способ.
Резец устанавливают перпендикулярно оси детали (рис. 224, а), пользуясь шаблоном, как показано на рис. 219.
Перед каждым новым проходом резец выводят из канавки, перемещая поперечный суппорт на себя. Затем дают станку обратный ход, возвращая продольные салазки суппорта в начальное положение. По возвращении продольных салазок резцу дают поперечное перемещение (рис. 224, б). Отсчет ведут по лимбу винта поперечной подачи. Так повторяют все эти приемы до тех пор, пока резьба не будет нарезана на полную глубину профиля.
Как видно из рис. 224, б, резьба в этом случае нарезается равномерно обеими режущими кромками. При черновом нарезании отделяющиеся толстые стружки мешают друг другу, поэтому возможно заедание резца и получение шероховатой, надорванной поверхности резьбы; при чистовом нарезании, когда снимается небольшая стружка, поверхность получается чистой.
Такой способ подачи резца применяется для нарезания резьб с шагом Sp меньше 2 мм; как на черновых, так и на чистовых проходах резец подается за каждый проход на глубину t = 0,05.. 0,2 мм.
Второй способ. Если шаг нарезаемой резьбы больше 2 мм, резьбу нарезают особым резцом (рис. 225, а). Его устанавливают в верхней части суппорта, повернутой на угол α/2 равный половине угла профиля резьбы, и подают боковым врезанием, перемещая верхнюю часть суппорта под углом к оси детали в направлении, указанном стрелкой. При такой установке резца резание осуществляется в основном левой режущей кромкой (рис. 225, б); правая режущая кромка снимает очень тонкую стружку, поэтому изнашивается медленно.
После каждого прохода резец выводят из канавки, перемещая поперечный суппорт на себя (верхнюю часть суппорта не трогают). Затем включают обратный ход станка и возвращают продольные салазки суппорта в их начальное положение. Перед каждым следующим проходом подают поперечный суппорт в прежнее положение (по лимбу, либо по упору). Углубляют резец перемещением верхней части суппорта по лимбу.
Для получения более точной резьбы окончательное нарезание выполняют по первому способу (см. рис. 224).
Канавки для выхода резьбового резца. При нарезании как наружной, так и внутренней резьбы у деталей с уступами необходимо предусматривать канавки для выхода резца, чтобы предохранить его от поломки (рис. 226 и 227). Глубина канавки должна быть немного больше глубины резьбы, а ширина канавки должна равняться 2—3 шагам резьбы.
Нарезание правой и левой резьб. При нарезании правой резьбы ходовой винт и шпиндель вращаются против часовой стрелки, а суппорт с резцом перемещаются от задней бабки к передней (см. рис. 193, а). При нарезании левой резьбы трензель должен быть установлен так, чтобы ходовой винт вращался в обратном направлении, т. е. по часовой стрелке при обычном направлении вращения шпинделя. При этом суппорт должен перемещаться к задней бабке (см. рис. 193, б), следовательно, нарезание левой резьбы должно начинаться с левого конца детали, т. е. ближайшего к передней бабке.
Охлаждение. Применение смазывающих и охлаждающих жидкостей при нарезании резьбы является обязательным. Обильное охлаждение предохраняет резец от затупления и способствует получению чистых боковых поверхностей резьбы. В качестве охлаждающих жидкостей при нарезании резьбы в стали и латуни рекомендуются эмульсии, сульфофрезол (дает лучшие результаты); чугунные детали можно нарезать всухую или с керосином.
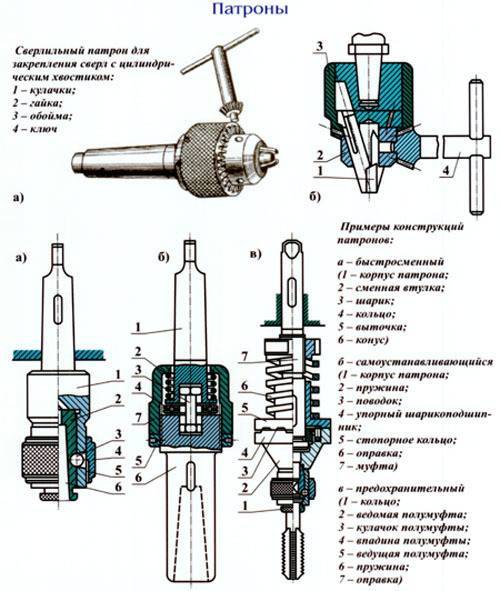
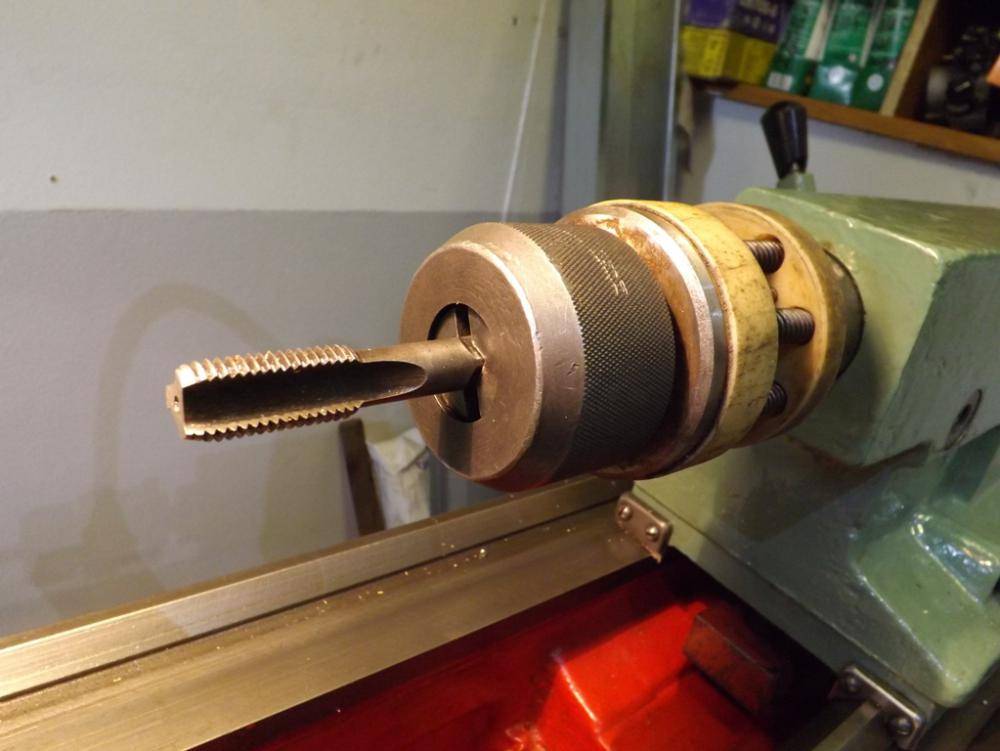
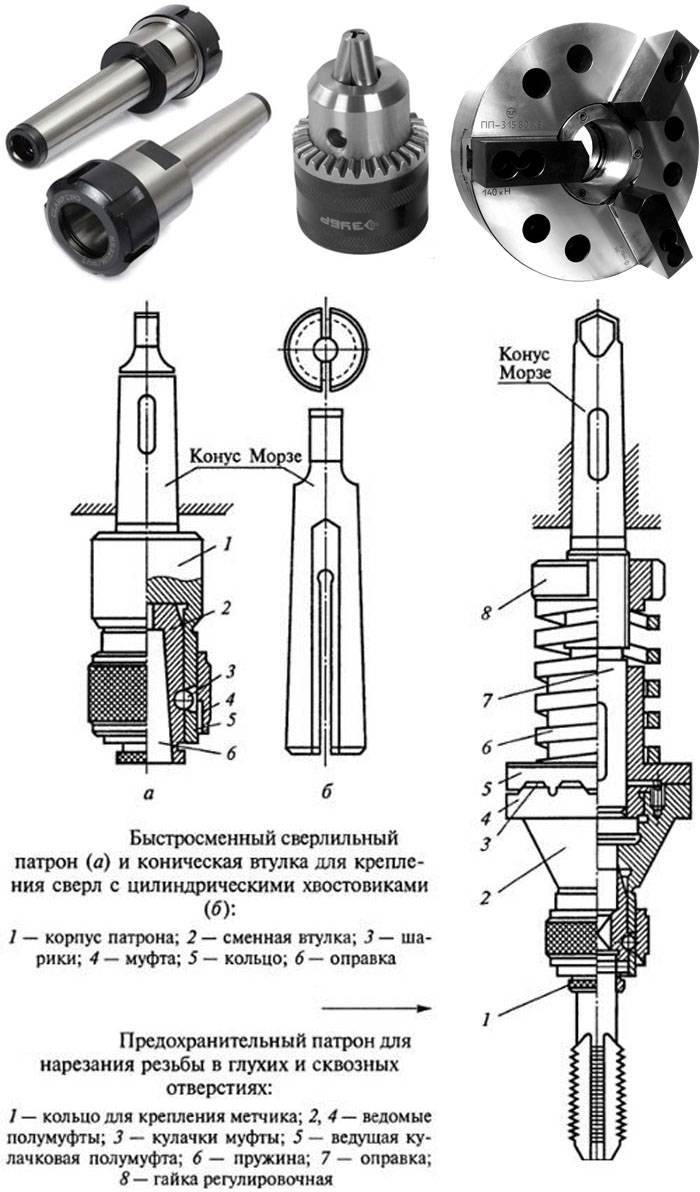
Принцип работы
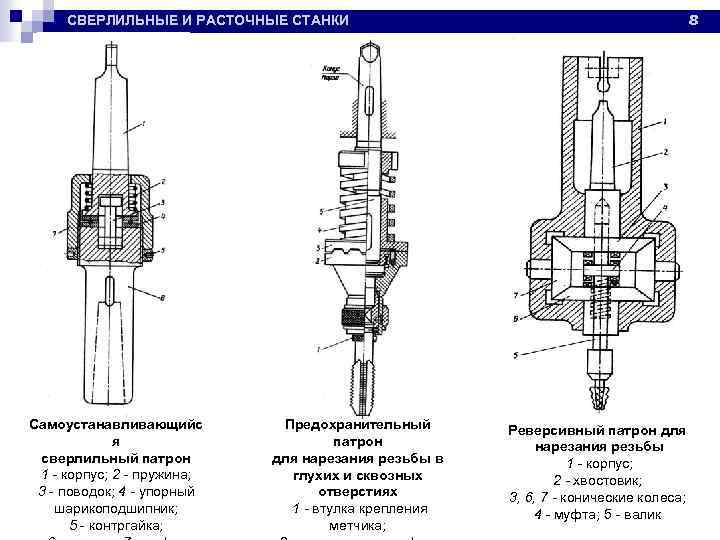
Предохранительные головки, которые используются при работе сверлильного станка, состоит из следующих элементов: металлического корпуса, поводка, втулки, нескольких шариков, тарельчатой пружины и обычной, гайки, гильзы, шайбы, замкового кольца.
Все составляющие позволяют создать предохранительную конструкцию для защиты режущего инструмента от сильного воздействия вращающей силы.
Принцип работы следующий:
- Для метчика есть специальное гнездо, которое имеет квадратную форму. Гнездо представлено отверстием в корпусе и специальной втулкой.
- Зажим режущего инструмента происходит за счет шариков и перемещения втулки под действием пружины.
- Основное движение, осевое, передает крутящий момент к корпусу через шарики и поводок, которые поджимаются тарельчатыми пружинами и кольцом.
- Специальная гайка изменяет показатель деформации тарельчатых пружин, что и обуславливает изменение показателя передаваемого крутящего момента.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Особенности нарезки внутренней резьбы
Над такой резьбой могут работать разные виды винторезной оснастки. В отличие от поверхностной внешней обработки, такие операции требуют изначального создания отверстия путем сверления. В некоторых случаях требуется и соответствующая расточка, которая позволит в дальнейшем использовать резьбу для сопряжения с деталями конкретного диаметра.
Но при неверных расчетах диаметра нарезание внутренней резьбы на токарном станке может испортить заготовку. Это бывает в случаях, когда изначальный диаметр сам по себе соответствует размерам целевой детали, которая должна интегрироваться в целевую полость. Избежать этого можно путем допуска технологического утолщения внутренних стенок перед сверлением. Этот допуск должен соответствовать высоте гребня резьбы.
Основные параметры питчевой резьбы
К параметрам, которые определяют характеристики питчевой резьбы, относятся:
- профиль витка (геометрия и угол наклона);
- шаг питчевой резьбы (расстояние между одноименными точками);
- размеры средней, внутренней и наружной окружностей;
- ход и срез резьбы.
Каждый из указанных параметров обладает собственными системами обозначений. Главная из них — единица измерения шага. Питчевая система предполагает использование питчей. При этом шаг резьбы, равный 2 питчам, соответствует 6,28 дм. Для систематизации существующих размеров питчевой резьбы и приведения их к привычным единицам измерения используются специальные таблицы.
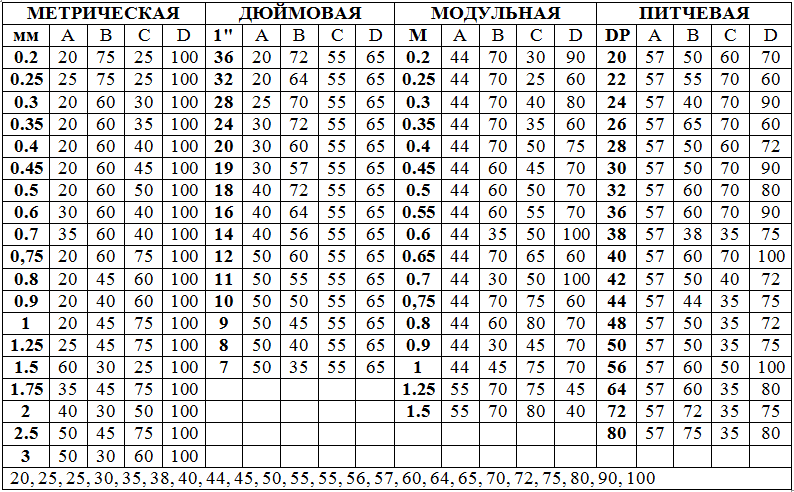
Таблица соответствия размеров метрической, дюймовой, модульной и питчевой резьб
Как модульные, так и питчевые резьбы классифицируется по профилю витков. Они бывают:
- в форме архимедовой спирали;
- в виде эвольвенты (то есть кривой второго порядка, каждая точка которой служит касательной к заданной окружности);
- трапециевидной формы.
Размеры витков зависят от сферы применения резьбы. Каждый диаметр определяют как диаметр воображаемого цилиндра. Так, средний диаметр определяют для цилиндра, радиус которого представляет половину расстояния от верхней до нижней точки резьбы. Измерить основные параметры можно штангенциркулем или другим измерительным инструментом.





Контроль качества нарезания резьбы
Станочник проверяет первую деталь на соответствие чертежу. Простейшее контрольное приспособление — шаблон. Для ходовых метрических и дюймовых типов резьбы шаблоны сгруппированы в набор. На просвет при наложении на деталь видны несоответствия профиля.
Калибром (в комплекте проходной и непроходной) комплексно оцениваются параметры профиля. Редкие виды специальной резьбы, изготовленные в единичном экземпляре, проверяются по ответной детали.
Создание внутренней и наружной возможно выполнить вручную. Остальные режутся только на станке с использованием резьбонарезного резца необходимого профиля.
Нарезание резьбы на токарных станках
Нарезание резьбы — обширная тема в металлообработке с использованием токарных станков. Эта технология применяется больше чем в 40% работ. От качества резьб зависит прочность соединения разъёмных элементов конструкций или механизмов. Подробнее об этом в статье.
Методы получения резьб
Резьбовые соединения используются в машиностроении и строительстве. Применение метизов с резьбой позволяет соединять детали механизмов и конструктивные элементы при строительстве посредством использования болтов, гаек, винтов, шпилек. Изделия с резьбой предназначены и для передачи усилий или движения в механизмах типа домкрат, редуктор, пресс, станок.
Домкраты и ходовые винты изготавливают с трапецеидальной резьбой.
Существуют следующие способы изготовления резьб:
- вручную (метчиком или плашкой);
- на станках: токарно-винторезном (мод. 16К20);
- резьбонакатных с применением роликов и плоских плашек;
- фрезерных (мод. РТС 161Ф4) для получения резьб с большой величиной шага;
- шлифовальных с использованием кругов с заданным профилем для изготовления мелких и точных резьб;
- винторезных (мод. 1622);
- для нарезки резьб на гайках (мод. 2064);
- обеспечивающих вихревое нарезание резьб с использованием многорезцовых головок.
Вихревое резание обеспечивается 4 резцами, расположенными во вращающейся головке, от своего двигателя. Это приспособление закрепляют на суппорте токарного станка. За счёт поочередного врезания резцов обеспечивается высокая скорость обработки, так как резцы нагреваются незначительно. Этим же обеспечивается меньшая шероховатость получаемой резьбовой поверхности и повышенная точность профиля.
Резьба — это винтовая линия, образуемая на поверхности тела вращения вершиной выступа определенной формы. Расстояние между близлежащими выступами равно шагу резьбы. Форма выступа зависит от её вида. Между двумя соседствующими выступами находится впадина.
Виды резьбовых признаков:
- Направление винтовой линии:
- правая (подъём её происходит слева направо, а завинчивание болта осуществляют по движению часовой стрелки);
- левая (завинчивание происходит против движения часовой стрелки).
- Формы выступа в виде:
- треугольника,
- трапеции,
- неравнобочной трапеции,
- прямоугольника,
- полукруга.
- Внешней поверхности детали (цилиндрической или конусной).
- Расположения на детали (внутренней или наружной).
- Число заходов (один, два, три);
- Назначение (крепежная и ходовая).
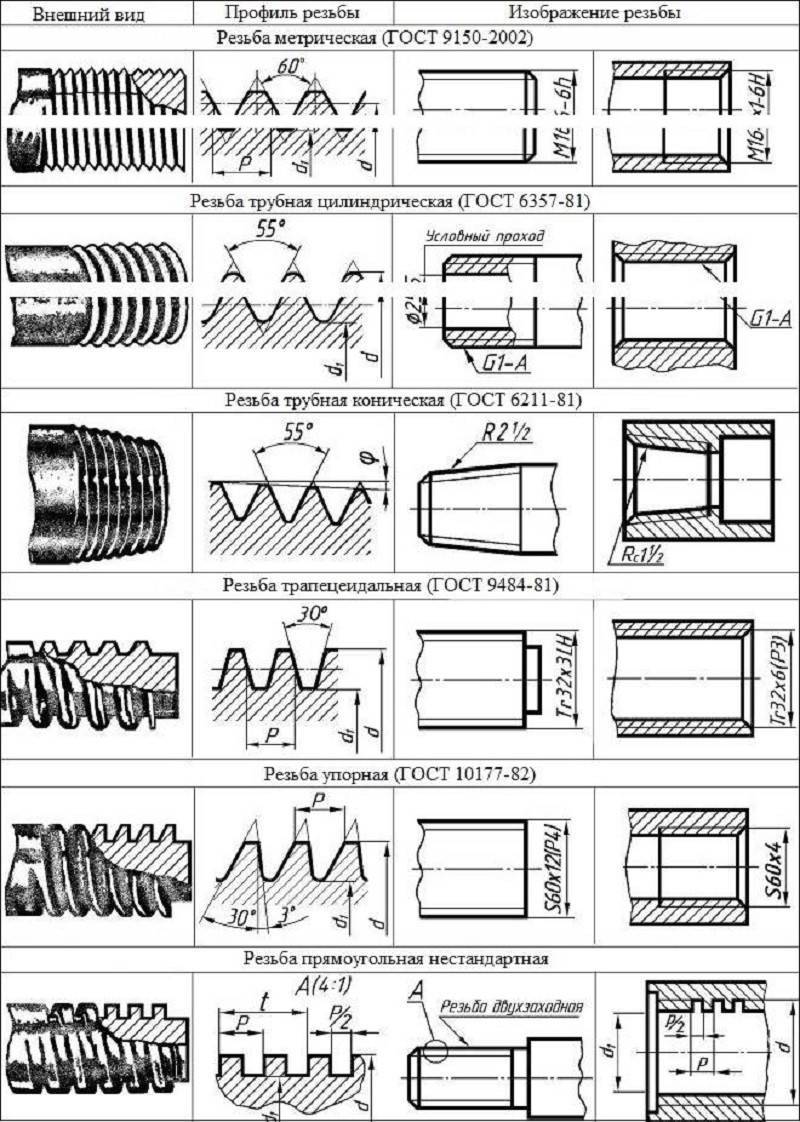
Резьбу подразделяют на виды:
- с углом профиля: 60⁰ (метрическая, коническая дюймовая);
- 55⁰ (трубная цилиндрическая, трубная коническая);
упорную;
круглую;
трапецеидальной формы (угол 30⁰).
Трапецеидальной резьбе присуща большая прочность, чем прямоугольной, при меньшей трудоемкости изготовления. Назначение трапецеидальной резьбы — преобразование вращательного движения в поступательное.
Общая информация о резьбонарезании
Выбирая инструмент для нарезания резьбы следует учитывать особенности резьбовых поверхностей. К ним можно отнести следующие моменты:
- Нарезание витков проводится механическим путем при применении специального оборудования. При снятии металла образуются канавки и витки, которые идеально сочетаются с поверхностью второго элемента.
- Все применяемые инструменты для нарезания резьбы и технологии можно условно разделить на две категории: ручные и автоматизированные. На протяжении длительного периода использовали станки токарно-винторезной группы.
- На момент использования ручных инструментов при резьбонарезании нужно использовать смазку. Она существенно продлевает срок службы приспособлений, упрощает сам процесс резьбонарезания.
Нарезание резьбы разными видами плашек
Стоит учитывать, что ручные варианты исполнения имеют внутреннюю поверхность, которая и определяет размеры витков и шах их расположения. В случае обработки на токарно-винторезном станке, параметры будущей резьбовой поверхности определяются подачей и скоростью перемещения суппорта.
Оборудование для нарезания резьбы
Револьверные станки, ЧПУ токарно-фрезерные (обрабатывающий центр) обеспечивают режимы резания, при которых профилирование без переходов укладывается в 1 цикл обработки.
Револьверная оснастка после установки на универсальный токарный станок не требует повторной установки инструмента в начальной позиции для многопроходного завершения операции. Используются многорезцовые резьбонарезные головки.
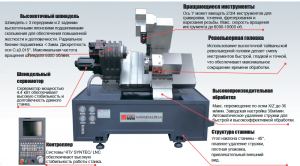 Токарно-фрезерный станок B8D
Токарно-фрезерный станок B8D
По завершении операции гребёнки разводятся, возвращаются в исходное положение без контакта с деталью. Используются тангенциальные, радиальные, круглые. Последние чаще вследствие простоты обслуживания и пригодности к переточкам.
Нарезание червяков и винтов большой протяжённости ведётся резцовыми головками, способными вести внутреннюю и внешнюю нарезку. Призматические гребёнки с заходным конусом на револьверном станке применяются для внутренней нарезки.
Кроме универсальных токарно-винторезных, револьверных, обрабатывающих центров применяются резьбонакатные станки, гайконарезные автоматы, ЧПУ для нарезки винтовых поверхностей большой глубины и площади методом вихревого фрезерования.
Технология использования метчиков и плашек
При помощи метчиков, представляющих собой винт с несколькими продольными канавками, которые формируют режущие кромки и способствуют отводу стружки, на токарном станке нарезают преимущественно метрические резьбы в отверстиях небольшого диаметра. Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход.
Машинные метчики отличаются от обычных тем, что они состоят из двух частей – заборной и калибровочной. Если для нарезания резьбы с помощью токарного станка используются обыкновенные метчики, то технология выполнения этого процесса предполагает применение набора инструментов. Набор для нарезания внутренней резьбы включает в себя три типа метчиков: черновой, который выполняет 60% работы, получистовой (30%), чистовой (10%). Иногда в таком наборе может быть два инструмента: черновой, выполняющий 75% работы, и чистовой, на который приходится 25% работы. Чтобы отличить черновой метчик от чистового, достаточно посмотреть на его заборную часть: она у него значительно длиннее, чем у чистового.
Конструкция метчика для нарезания резьбы
Скорость нарезания резьбы на токарном станке с использованием метчиков может быть достаточно высокой:
- 6–22 м в минуту – для деталей, изготовленных из чугуна, бронзы и алюминия;
- 5–12 м в минуту – для стальных заготовок.
При помощи плашек, представляющих собой кольцо с внутренней резьбой и несколькими стружечными канавками, наружную резьбу делают на винтах, болтах и шпильках. Поверхность детали должна быть предварительно обточена на величину требуемого диаметра, который обязательно должен учитывать допуск:
- 0,14–0,28 мм – для резьбы, диаметр которой составляет 20–30 мм;
- 0,12–0,24 мм – для резьбы с диаметром 11–18 мм;
- 0,1–0,2 мм – для резьбы, имеющей диаметр 6–10 мм.
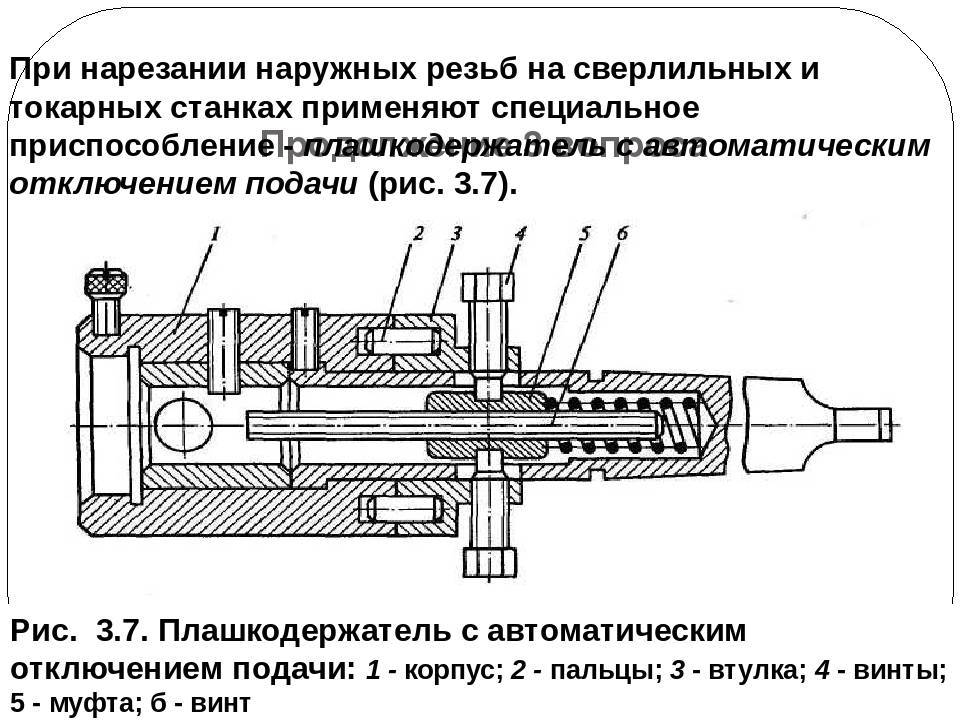
Плашки, которыми нарезается наружная резьба, закрепляются в специальном патроне (плашкодержателе), расположенном в пиноли задней бабки токарного станка.
Плашки для нарезания резьбы
Используя плашки, резьбу нарезают со следующими скоростями (их настройка также учитывает минимальный износ инструмента в ходе работы):
- 10–15 м в минуту – на изделиях, выполненных из латуни;
- 2–3 м в минуту – на чугунных деталях;
- 3–4 м в минуту – на заготовках из стали.
Разновидности резьбы
Резьбы по системе измерения подразделяют на метрические, выражаемые в миллиметрах, и дюймовые, измеряемые в соответствующих единицах. Оба этих вида могут выполняться как в цилиндрической, так и в конической формах.
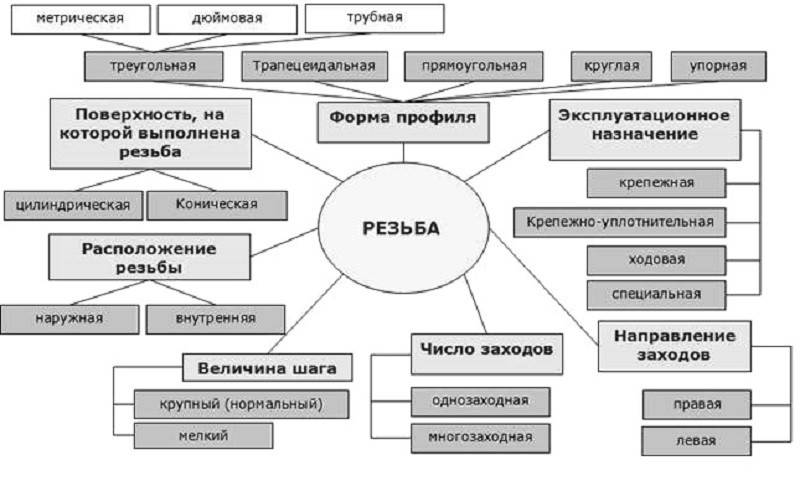
Классификация резьб
Они могут иметь профили различных форм: треугольные, трапецидальные, круглые; делиться по признаку применения: для крепежных деталей, сантехнических элементов, трубные и прочие.
Диаметры подготовительных отверстий под нарезание резьбы зависят от ее вида: метрическая, дюймовая или трубная, — это нормировано соответствующими документами.
Отверстия в трубных соединениях, выраженные в дюймах, прописаны в ГОСТ 21348-75 для цилиндрической формы и ГОСТ 21350-75 – для конической. Данные справедливы в случае использования меди и безникелиевых стальных сплавов. Нарезку осуществляют внутри вспомогательных деталей, в которые будут ввинчиваться трубы – сланцев, хомутов и прочих.






В ГОСТ 19257-73 приведены диаметры отверстий под нарезание метрической резьбы, где в таблицах показаны размерные ряды номинальных диаметров и шагов, а также параметры отверстий под метрическую резьбу с учетом значений предельных отклонений.
Типы резьбы по ГОСТам
Данные, приведенные в таблице ГОСТ19257-73 подтверждают расчет, приведенный выше, в которых параметры отверстий под метрические виды рассчитывают из номинального диаметра и шага.
ГОСТ 6111-52 нормирует диаметры отверстий под дюймовую коническую резьбу. В документе указаны два диаметра с расхождением на конус и один – без развертывания, а также глубины сверления, все величины, кроме номинального значения, выражены в миллиметрах.
3 Резьбовые гребенки для повышения производительности труда
Резцы для нарезания резьбы выполняют свою работу за 2–3, а иногда и больше проходов по детали. С точки зрения производительности труда это не всегда целесообразно. Исправить ситуацию позволяют специальные гребенки для резьбообразования, которые, по сути, являются набором нескольких резцов, объединенных в одну конструкцию.
Гребенки рекомендуется применять тогда, когда мелкая по шагу резьба нарезается в мягких металлах. Угол режущей зоны на гребенках обычно равняется 25–30 градусам. Делается это для того, чтобы нагрузка равномерно распределялась на все зубья инструмента.
 На фото – гребенки для резьбообразования
На фото – гребенки для резьбообразования
За счет такой конструкции отдельные зубья (их вершины) отдалены от оси детали на разные дистанции, что позволяет срезать обрабатываемый материал последовательно и эффективно. Отметим, что на гребенках предусмотрена калибрующая специальная зона (комплект зубьев одного вида в количестве 4–6 штук), которая требуется для зачистки резьбы.0000
Как и резьбовой резец по ГОСТам 18885 и 18876, гребенки бывают стержневыми, круглыми и призматическими. Чаще всего используются круглые приспособления. Их допускается перетачивать много раз, да и сам процесс производства такого инструмента достаточно прост.
Круглые гребенки бывают двух видов:
- с кольцевыми витками;
- с винтовой поверхностью (задней).
 Фото круглых гребенок
Фото круглых гребенок
Конструкция
Производители постоянно совершенствуют модельный ряд метчиков, оптимизируя их геометрию под новые материалы и условия обработки. Но базовая стержневидная конструкция остается неизменной. На фото метчиков можно разглядеть ряд типовых решений, среди которых хвостовик, рабочая часть, канавки. Каждый из них имеет свое назначение:
Канавки образуют режущие кромки, отводят стружку, облегчают подвод СОЖ. Они ориентированы прямолинейно или по винтовой линии. Метчики с левонаправленными винтовыми углублениями применяют при резьбообразовании напроход. Глухие отверстия получают правосторонними винтами. Число канавок варьируется в диапазоне 2-6 шт.
Калибрующий участок направляет метчик, предотвращает разбивание отверстия и зачищает резьбу. Для уменьшения трения выполнен с обратным занижением диаметра до 0,1 мм.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
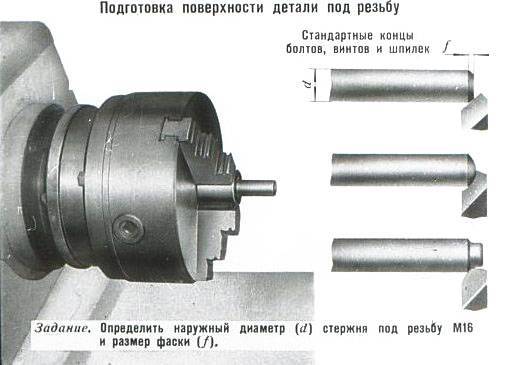
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
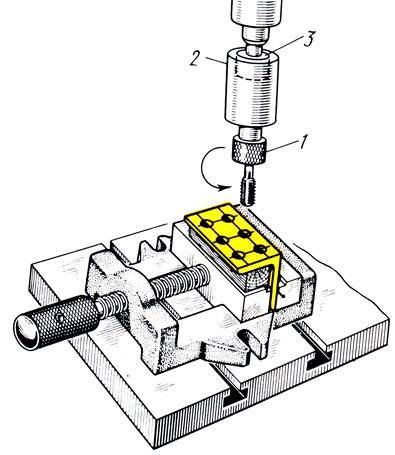
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 1400.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
| Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
| номинальный | минимальный | ||
| 5 | 0,8 | 4,92 | 4,82 |
| 6 | 1 | 5,89 | 5,79 |
| 8 | 1,25 | 7,87 | 7,76 |
| 10 | 1,5 | 9,85 | 9,73 |
| 12 | 1,75 | 11,83 | 11,7 |
| 14 | 2 | 13,8 | 13,67 |
| 16 | 2 | 15,8 | 15,67 |
| 18 | 2,5 | 17,8 | 17,62 |
| 20 | 2,5 | 19,8 | 19,62 |
| 22 | 2,5 | 21,8 | 21,62 |
| 24 | 3 | 23,79 | 23,57 |
| 27 | 3 | 26,79 | 26,57 |
| 30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.







Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Патрон сверлильный
Сверлильный патрон – это основной элемент оснастки сверлильных и токарных станков, а также электрического, пневматического и ручного инструмента, предназначенный для крепления металлорежущего инструмента с цилиндрическим хвостовиком на шпиндель. В основном это сверла различного диаметра, а также развертки, зенкера, фрезы, метчики и другой инструмент.
Конструкция сверлильных патронов
Если рассматривать конструкцию патрона кулачкового типа, то он включает следующие основные элементы:
- корпус;
- гайка с обоймой;
- винтовой хвостовик с левой резьбой;
- шарикоподшипник между гайкой и хвостовиком;
- кулачки.
В обойме профрезерованы три паза с кулачками (зажимами), также 3 Г-образных паза имеется и в верхней части винта. Последние обеспечивают подвижную радиальную связь зажимов и винта. Вращение осуществляется с помощью ключа, который входит в зубчатое зацепление с обоймой. Концевая часть ключа фиксируется в корпусе патрона.
При вращении хвостовой части винт совершает осевые движения, придавая зажимам патрона радиально-осевое перемещение. Кулачки осуществляют скольжение внутри корпуса и по бортику обоймы, обеспечивая фиксацию инструмента или освобождая его от действия сжимающих сил.
В процессе сверления хвостовик патрона проворачивается в его корпусе в направлении часовой стрелки. Тем самым на винт действует усилие затягивания, которое усиливает силу фиксации инструмента. При смене инструмента обойма вращается против часовой стрелки с помощью ключа, тем самым разжимая кулачки.
Виды фиксации инструмента
Существует несколько основных видов фиксаторов инструмента для сверлильных станков:
- Трехкулачковый патрон для зажима цилиндрического хвостовика.
- Двухкулачковый патрон. Применяется при малых нагрузках для инструментов небольшого диаметра.
- Быстросменные устройства с коническим хвостовиком.
- Самоустанавливающиеся фиксирующие устройства. Применяются для расточки предварительно просверленных отверстий.
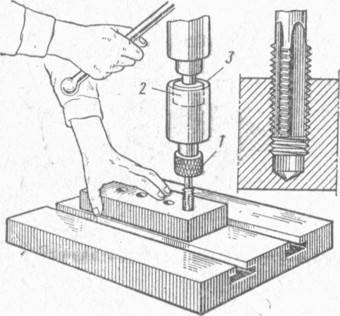
- Предохранительные фиксаторы применяются для работы с метчиками при подготовке резьб.
- Реверсивные патроны для сверлильных станков. Применяются при нарезании резьбы на оборудовании без обратного вращения шпинделя.
Возможности применения
Сверлильные патроны применяются для фиксации металлорежущего инструмента с хвостовиком диаметром до 20 мм. Конструкция и разнообразие вариантов исполнения оснастки позволяет использовать её для целого ряда технологических операций:
- Сверление отверстий в деталях. Возможна резка как сквозных отверстий, так и глухих требуемой длины.
- Рассверливание заранее просверленных отверстий под больший диаметр.
- Уменьшение шероховатости внутренней поверхности отверстия путем зенкерования.
- Развертка отверстий конической и цилиндрической формы.
- Подготовка фасок и выемок под шайбы и потайные головки путем зенкования.
- Раскатка отверстий с помощью оправки и закаленных тел качения (шариков и роликов) для получения плотной и гладкой поверхности с малой шероховатостью.
- Нарезание резьб метчиком на всю глубину или на её часть.
- Подрезание торцов для получения ровной поверхности под прямым углом к оси отверстия.
Также возможно развальцовывание полых заклепок и многие другие металлорежущие операции.
Общие правила эксплуатации
Для обеспечения точности при выполнении работ, долговечности оснастки, инструмента и оборудования рекомендуется следовать правилам безопасной эксплуатации:
Подбор патрона осуществляйте по минимальному и максимальному диаметру хвостовика инструмента.
При выборе патрона учтите его конструкцию, особе внимание уделите способам соединения со шпинделем (номеру конуса) и фиксации инструмента.
Используйте различные переходные конусные втулки для фиксации патрона и инструментов. При установке убедитесь в чистоте поверхности конуса.
Перед сверлением отметьте керном центр будущего отверстия.
При подборе сверла учтите вибрацию патрона, что увеличивает получаемый диаметр на 0,05 – 0,3 мм
Для высокоточного сверления используйте прецизионные патроны.
Применяйте тиски, призмы и прочие фиксаторы для обрабатываемых деталей.
Используйте СОЖ для охлаждения инструмента и продления срока его эксплуатации.
При сверлении отверстий большого диаметра используйте инструмент меньшего размера с последующим рассверливанием.
Действующие ГОСТы
Определяет основные размеры и прочие параметры трехкулачковых сверлильных патронов ГОСТ 8522. Быстросменную оснастку регулирует ГОСТ 14077-83. Также существуют и другие стандарты, определяющие параметры всех типов сверлильных патронов.





