Приемы сверления легких сплавов
Многие виды и марки легких сплавов характеризуются меньшим сопротивлением резанию, чем черные металлы. Поэтому их обрабатывают на повышенных скоростях резания инструментами из быстрорежущих сталей, оснащенными твердыми сплавами. При обработке отверстий, например в магниевых сплавах (МЛ4, МЛ5 и др.), на сверлильных станках следует учитывать, что экономичная величина скоростей при пользовании указанными инструментами значительно выше той, которую могут обеспечить сверлильные станки. Кроме того, при обработке магниевых сплавов на больших скоростях возникает опасность их самовоспламенения.
Учитывая специфику обработки легких сплавов, сверление их рекомендуется производить, соблюдая следующие правила:
- 1. Отверстия в заготовках из магниевых сплавов надо сверлить сверлами из углеродистых или легированных иструментальных сталей. На передней поверхности сверла делать фаску с передним углом, равным 5° (рис. 87), и шириной 0,2..0,6 мм в зависимости от диаметра сверла (фаски тем шире, чем больше диаметр сверла).
- 2. Для уменьшения осевой силы резания и получения дробленой стружки у этих же сверл следует подтачивать перемычку до толщины 0,08..1,0 диаметра сверла D; угол φ делать равным 45°, задний угол α ~ 15°.
- 3. У сверл для сверления отверстий в дюралевых сплавах марок Д1, Д16 и др. должна быть хромирована режущая часть. Это предохраняет от прилипания к сверлу мелких частиц металла, которые усложняют сход стружки, увеличивают шероховатость обработанной поверхности и ускоряют износ сверла.
- 4. Для сверления алюминиевых сплавов необходимо применять сверла с большими углами φ и ω, чем для сверления черных металлов; угол φ должен быть равен 66..70°, а угол наклона винтовых канавок ω равен 35..45°, задний угол α = 8..10°.
Электрооборудование и электрическая схема сверлильного станка 2Б118
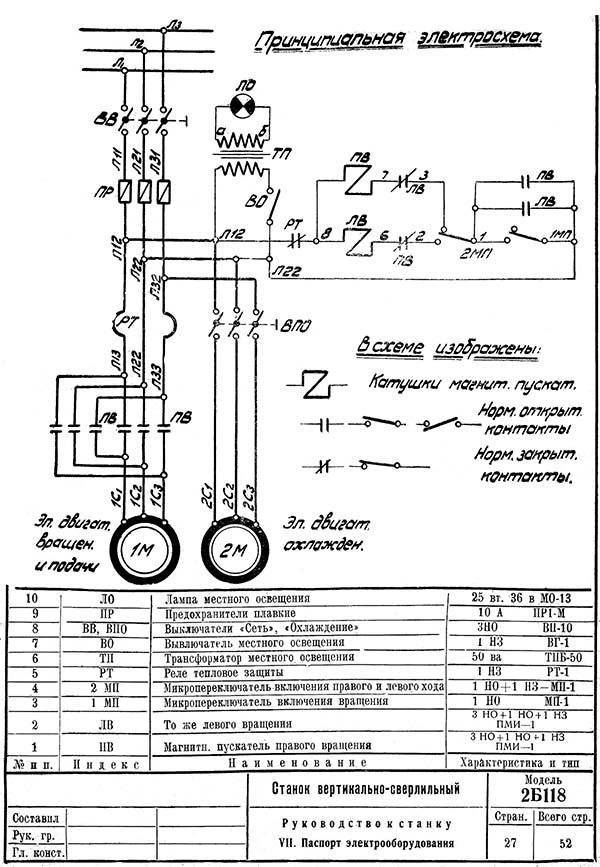
Электрическая схема сверлильного станка 2Б118
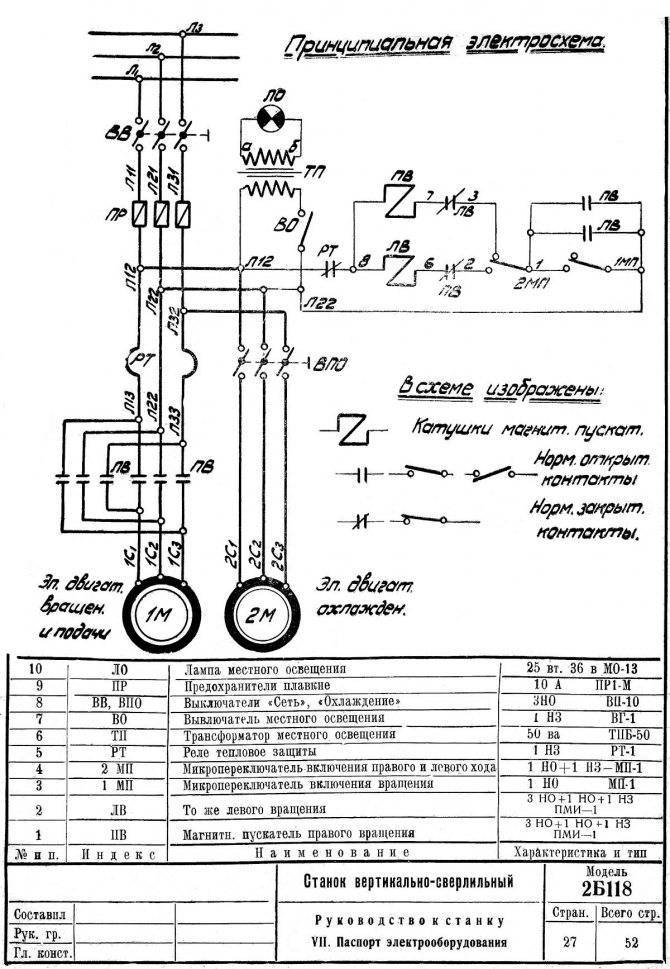
Электрооборудование станка состоит из следующих узлов:
- Электродвигателя вращения и рабочей подачи 1,7 кВт;
- Электронасоса охлаждения производительностью 22 л/мин 0,125 кВт;
- Пусковой аппаратуры, состоящей из 2-х пакетных выключателей и 2-х магнитных пускателей;
- Командной аппаратуры, состоящей из двух микропереключателей;
- Защитной аппаратуры, состоящей из плавких предохраните лей и теплового реле;
- Аппаратуры местного освещения, состоящей из понижающего трансформатора, однополюсного выключателя, кронштейна и лампы 36 В.
Вся пусковая и защитная аппаратура смонтирована в нише колонны на крышке. Проводка выполнена в металлорукавах, частично идущих внутри колонны.
Командоаппараты расположены с левой стороны кронштейна и управляются от рукоятки.
Аппараты ручного управления имеют выведенные наружу изолированные ручки или штифты.
Описание работы электросхемы
- 1. Поворотом выключателя „сеть» в положение „включено» подается напряжение на пусковую и защитную аппаратуру. Если необходимо охлаждение, то выключатель „охлаждение» ставится в положение „Включено»
- 2. Поворотом рукоятки в положение „Вправо» включается пускатель ПВ, катушка которого получает питание по цепи Л22—1-3-7-8—Л сначала через 1 МП, а затем через блок-контакты ЛБЛ20—1. Механическая часть электроуправления работает следующим образом: (см. рис. 7) вместе с рукояткой (1) поворачивается переключатель (2), который через шарик ведет сектор (3). Верхний шарик попадает в цековку сектора, освобождая пружину (4) и микропереключатель 2 МП. При дальнейшем повороте переключателя (2) и его скос нажимает на нижний шарик, отжимающий пружину (5). В результате этого замыкаются контакты 1 МП, происходит включение пускателя ПВ. При отпускании рукоятки переключатель (2) под действием фиксатора несколько отходит назад, освобождая 1 МП, но пускатель ПВ будет питаться через контакты ПВ.
- 3. Для останова рукоятка переводится в положение „Стоп». При этом переключатель через шарик ведет за собой сектор (3) верхний шарик выходит из цековки и через пружину (4) нажимает на 2 МП, контакты которого 1-3 размыкаются, отключая ПВ. Поворот сектора ограничен стопорным винтом (6).
- 4. Для включения левого вращения рукоятка переводится в положение „Влево». Сектор (3) повернут против часовой стрелки до упора в стопор (6), микропереключатель 2 МП нажат. Воздействие скоса переключателя через пружину и шарик на 1 МП вызывает включение ЛВ по цепи Л22—1-2-6-8—Л12В по цепи Л.
- 5. Стоп из этого положения получается за счет того, что при обратном движении рукоятки переключатель (2) через шарик ведет сектор (3),который поворачивается по часовой стрелке до упора в стопор (6). В этот момент верхний шарик попадает в цековку сектора (6). Вследствие этого пружина перестает воздействовать на 2 МП, контакты которого 1-2 размыкаются, вызывая отключение пускателя ЛВ.
- 6. Таким образом включение пускателей осуществляется микропереключателем 1 МП при пережиме рукоятки в любое крайнее положение с последующим освобождением 1 МП за счет фиксатора. Этим самым осуществляется нулевая защита. Отключение пускателей осуществляется за счет 2 МП, который срабатывает при движении рукоятки в положение „Стоп». Следует отметить, что срабатывание 2 МП происходит вначале движения рукоятки и заканчивается при повороте рукоятки из крайних положений через 8—10 градусов. При общем повороте рукоятки на 60 градусов остальные 50 градусов соответствуют положению „Стоп», что обеспечивает большую надежность отключения, вращения.
- 7. Местное освещение, питаемое с напряжением 36 в. имеет свой выключатель, установленный на крышке шкафа.
- 8. Защита. Схемой предусмотрена защита от коротких замыканий,: от перегрузки и нулевая защита.
- 9. Станок должен быть заземлен, согласно существующим правилам и нормам. Колонна станка имеет для этого специальный болт с двумя шайбами.
- 10. Уход за электрооборудованием — согласно типовым инструкциям в зависимости от окружающей среды.
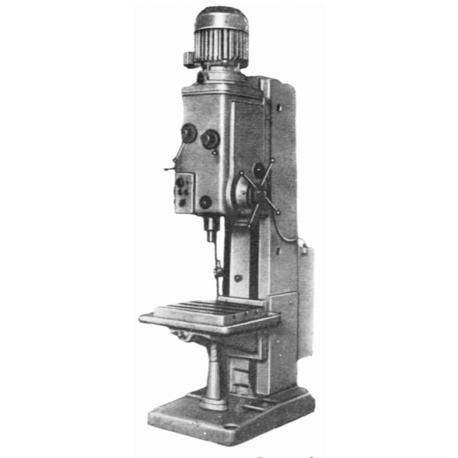
Вертикально-сверлильный станок 2н125 — обзор
Поиск идеального инструмента – это всегда непростая задача для профессионала. А если при покупке, помимо всего прочего, нужно уложиться в определенный бюджет, то и вовсе спектр возможных приобретений значительно сужается. В данной статье мы поговорим о сверлильных станках, в частности, о детище отечественного Стерлитамакского завода – агрегате 2н125.
Этот станок рассчитан на мелкосерийное или единичное производство и способен справиться с такими задачами, как сверление и рассверливание, зенкерование, развертывание и многое другое. Данная модель была спроектирована и впервые введена в эксплуатацию еще в середине прошлого века, однако надежность, обеспеченная простотой конструкции и качеством материалов, до сих пор возглавляет список преимуществ вертикально-сверлильных станков 2н125.
При этом технике свойственны такие плюсы как доступность (постсоветское оборудование всегда отличалось небольшой себестоимостью) и простота обслуживания. Другой вопрос, может ли конкурировать эта техника с западными аналогами по параметрам удобства в эксплуатации, безопасности и точности.
В общем, чтобы опытные мастера и любители, посещающие наш портал, получили максимально объективное представление о данной модели, рассмотрим подробнее сферу ее применения и технические характеристики.
Где используется?
Как и знаменитый агрегат 2Н135 модель 2Н125 рассчитана на невысокие объемы производства. Техника идеально подойдет как для установки в небольшом мелкосерийном цеху, так и для работы в бытовых условиях. Сверлильный станок 2н125 имеет условный диаметр сверления 25 миллиметров. С его помощью можно не только сверлить и рассверливать отверстия, но также выполнять ряд других операций.
При этом оператор станка может самостоятельно выбирать частоту оборотов и режим подачи шпинделя, что позволяет оптимально задействовать ресурсы техники для выполнения конкретной задачи. Станок способен работать с самыми разными отверстиями и материалами максимально эффективно, что также стоит отметить как преимущество модели. Оборудование относится к категории размещения 4 в соответствии с ГОСТ 15150-69.
Поскольку возраст этой модели составляет уже не одно десятилетие, было бы дико, если бы столь популярная техника за все время своего существования не подверглась бы ни единой модификации. В этом плане производитель позаботился об удовлетворении самых специфичных потребностей мастера, предложив несколько возможных вариаций сверлильного станка 2н125
Технические характеристики станка 2Б118
| Наименование параметра | 2Н118 | 2Б118 |
| Основные параметры станка | ||
| Наибольший условный диаметр сверления в стали σ = 50..60 кг*мм2, мм | 18 | 18 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0…650 | 50..650 |
| Наименьшее и наибольшее расстояние от торца шпинделя до фундаментной плиты, мм | 800..1150 | |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 200 | 200 |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 320 х 360 | 320 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 350 | 350 |
| Перемещение стола на один оборот рукоятки, мм | 2,4 | |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки (гильзы шпинделя), мм | 300 | 100 |
| Наибольшее осевое перемещение шпинделя, мм | 150 | 150 |
| Перемещение шпиндельной головки на один оборт маховичка, мм | 4,4 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 110 | |
| Частота вращения шпинделя, об/мин (количество скоростей) | 180..2800 (9) | 208..2040 (6) |
| Наибольший допустимый крутящий момент, кг*см | 880 | 880 |
| Наибольшее усилие подачи, кг | 500 | |
| Конус шпинделя | Морзе 2 | Морзе 2 |
| Механика станка | ||
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм (число подач) | 0,1..0,56 (6) | 0,1..0,4 (4) |
| Наибольшая допустимая сила подачи, кгс | 560 | 550 |
| Торможение шпинделя | есть | |
| Привод | ||
| Электродвигатель привода главного движения Тип | АОЛ2-22-4С2 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 1,5 (1420) | 1,7 (2850) |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22 |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 870 х 590 х 2080 | 727 х 625 х 1960 |
| Масса станка, кг | 450 | 450 |
Список литературы
Барун В.А. Работа на сверлильных станках,1963
Винников И.З., Френкель М.И. Сверловщик, 1971
Винников И.З. Сверлильные станки и работа на них, 1988
Лоскутов B.В Сверлильные и расточные станки, 1981
Панов Ф.С. Работа на станках с ЧПУ, 1984
Попов В.М., Гладилина И.И. Сверловщик, 1958
Сысоев В.И. Справочник молодого сверловщика,1962
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
- Заводы производители металлорежущих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
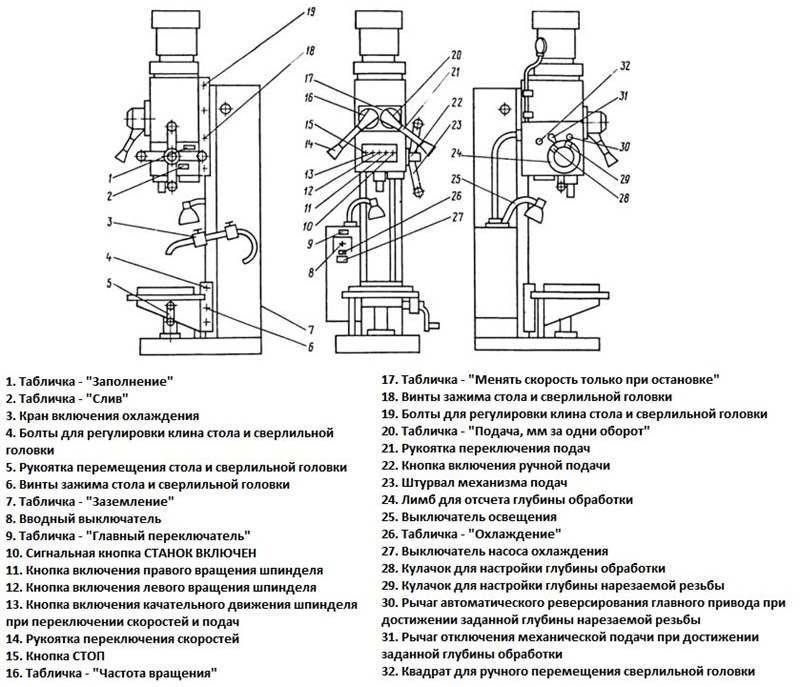
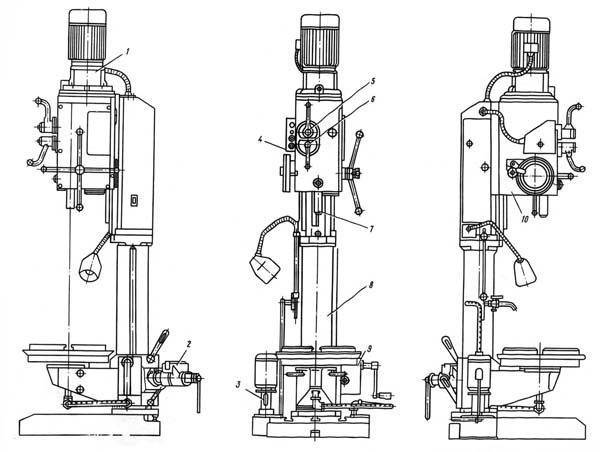
Элементы управления оборудованием
Существует ряд элементов агрегата:
- Автоматический выключатель питания.
- Тумблер освещения рабочей поверхности.
- Включатель насоса подачи жидкости в систему охлаждения.
- Рукоятка для регулировки подач.
- Кнопка для активации подачи.
- Регулятор выбора скоростей подачи.
- Блок управления и направления движения шпинделя.
- Регулятор частоты вращения головки сверления.
- Болты – фиксаторы клина рабочей головки.
- Рукоятка для фиксации зажима рабочего стола.
- Плата электрических контактов и питания сети.
- Для обеспечения вспомогательного управления используется ряд кнопок, пусковой автомат, ручной пускатель.
Это интересно: Цанговый патрон своими руками: комплектующие и порядок изготовления
Технические характеристики, описание и паспорт 2Н125
2н125 предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Класс точности Н Наибольший диаметр сверления в стали 45 ГОСТ 1050-74, мм 25 Размеры конуса шпинделя по ГОСТ 25557-82 Морзе 3 Расстояние от оси шпинделя до направляющих колонны, мм 250 Наибольший ход шпинделя, мм 200
Расстояние от торца шпинделя 2Н125, мм:
— до стола 60-700 — до плиты 690-1060
Наибольшее (установочное) перемещение сверлильной головки, мм 170 Перемещение шпинделя за один оборот штурвала, мм 122.46 Рабочая поверхность стола, мм 400×450 Наибольший ход стола, мм 270
Установочный размер Т-образных пазов в столе по ГОСТ 1574-75:
— центрального 14H9 — крайних 14H11
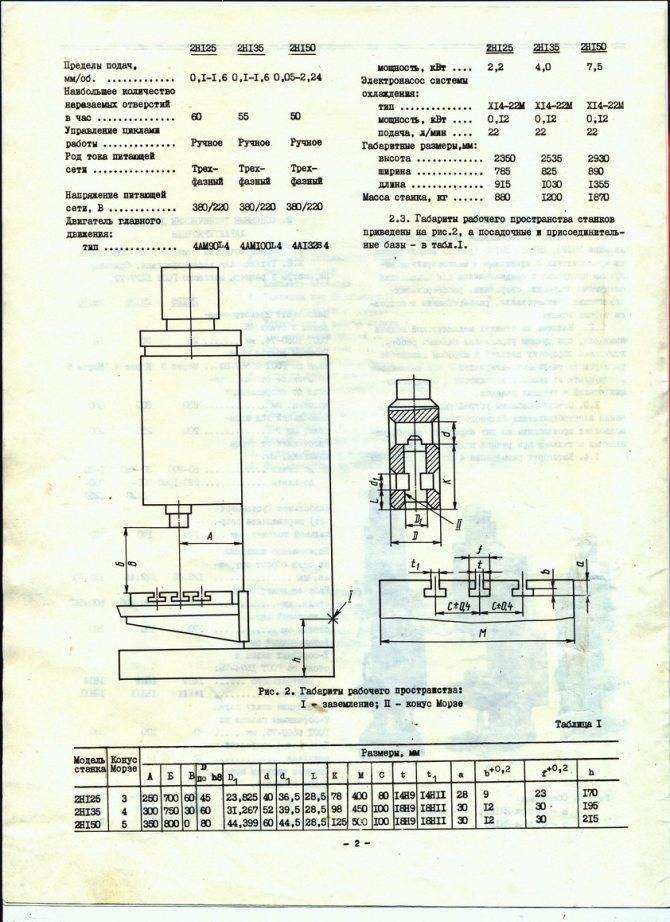
Расстояние между двумя Т-образными пазами по ГОСТ 6569-75, мм 80 Количество скоростей 12 Пределы частоты вращения шпинделя, 1/мин 45-2000 Количество подач 9 Пределы подач, мм/об 0.1-1.6 Наибольшее количество нарезаемых отверстий в час 60 Управление циклами работы Ручное Род тока питающей сети Трехфазный Напряжение питающей сети, В 380/220







Габаритные размеры, мм:
— высота 2350 — ширина 785 — длина 915
Масса станка, кг 880
2н125 предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Класс точности Н Наибольший диаметр сверления в стали 45 ГОСТ 1050-74, мм 25 Размеры конуса шпинделя по ГОСТ 25557-82 Морзе 3 Расстояние от оси шпинделя до направляющих колонны, мм 250 Наибольший ход шпинделя, мм 200
Расстояние от торца шпинделя 2Н125, мм:
— до стола 60-700 — до плиты 690-1060
Наибольшее (установочное) перемещение сверлильной головки, мм 170 Перемещение шпинделя за один оборот штурвала, мм 122.46 Рабочая поверхность стола, мм 400×450 Наибольший ход стола, мм 270
Установочный размер Т-образных пазов в столе по ГОСТ 1574-75:
— центрального 14H9 — крайних 14H11
Расстояние между двумя Т-образными пазами по ГОСТ 6569-75, мм 80 Количество скоростей 12 Пределы частоты вращения шпинделя, 1/мин 45-2000 Количество подач 9 Пределы подач, мм/об 0.1-1.6 Наибольшее количество нарезаемых отверстий в час 60 Управление циклами работы Ручное Род тока питающей сети Трехфазный Напряжение питающей сети, В 380/220
Габаритные размеры, мм:
— высота 2350 — ширина 785 — длина 915
Масса станка, кг 880
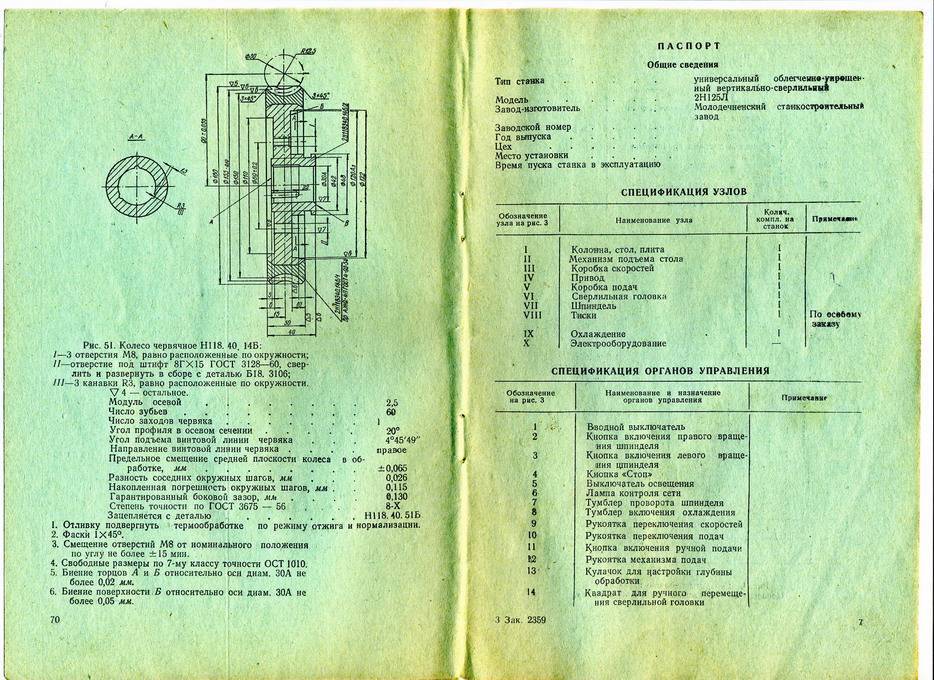
Паспорт 2Н125 | Паспорта на станки
ОПИСАНИЕ РАБОТЫ ЭЛЕКТРИЧЕСКОЙ СХЕМЫ
Краткая характеристика электрооборудования. Электрооборудование станков включает в себя трехфазный короткозамкнутый асинхронный электродвигатель вращения и рабочей подачи шпинделя, электронасос охлаждения, электроаппаратуру управления.
Величины напряжений переменного тока могут быть следующие:
Напряжение силовой цепи определяется заказчиком.
Сведения о первоначальном пуске. При первоначальном пуске станка необходимо освободить магнитные пускатели от клиньев, проверить надежность зажима проводов и заземления, целостность монтажа электрооборудования внешним осмотром.




После осмотра в электрошкафу управления вводным автоматом QI станок подключить к цеховой сети, при помощи кнопок и выключателей проверить четкость срабатывания магнитных пускателей и реле, правильность направления вращения электродвигателя M1. Проверку необходимо производить на холостом ходу.
Описание режимов работы. Включением вводного автомата Q1 подается напряжение на главные и вспомогательные цепи, на пульте загорается сигнальная лампа Н2. Если необходимо охлаждение и освещение, то соответствующие выключатели ставятся в положение ВКЛЮЧЕНО.
Нажатием кнопки S2 ВПРАВО катушка пускателя KI получает питание, главные контакты включают электродвигатель MI на правое вращение шпинделя. Через блок-контакты K1 включается пускатель К2, включающий электродвигатель М2 и реле задержки К7.
При нажатии кнопки S3 ВЛЕВО происходит отключение пускателя K1, электродвигателя MI, реле К7. После разряда конденсатора СЗ контакты реле К7 (28-26) замыкаются, и происходит включение пускателя КЗ и электродвигателя M1 на левое вращение шпинделя. Реле К7 включается снова.
pasportanastanki.ru
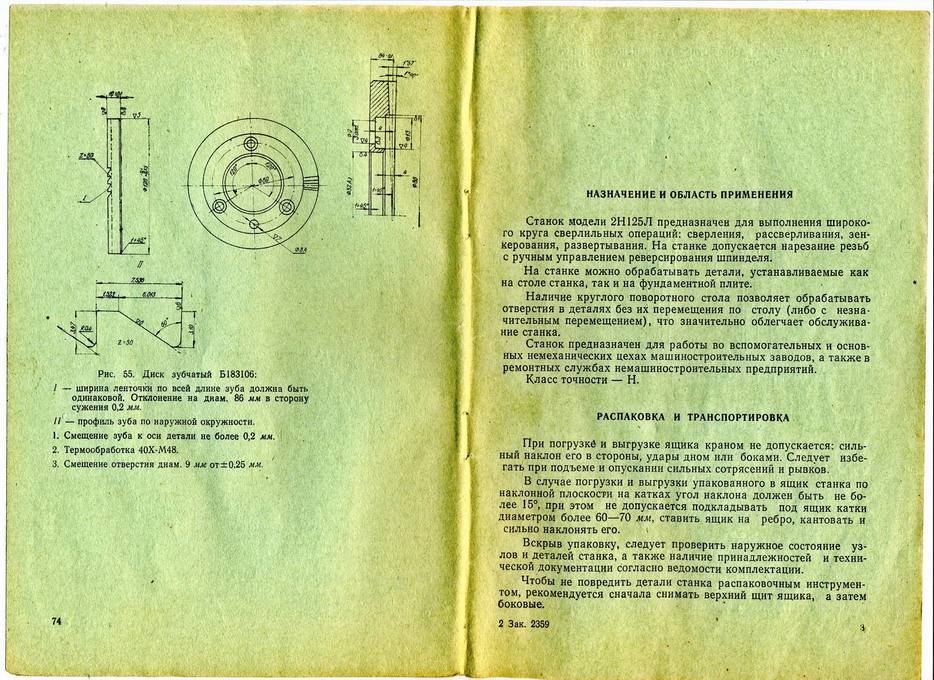
Сверлильная головка станка 2Н125

Чертеж сверлильной головки сверлильного станка 2Н125
Сверлильная головка представляет собой отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
- ручного подвода инструмента к детали;
- включения рабочей подача;
- ручного опережения подачи;
- выключения рабочей подачи;
- ручного отвода шпинделя вверх;
- ручной подача, используемой при нарезании резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полумуфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, и обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала-шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме – полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска, выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полумуфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
При ручном включении подачи штурвалом 14 (после поворота его на себя на угол 20°) зуб муфты 8 встает против впадины обоймы-полумуфты 7. Вследствие осевой силы и специальной пружины 12 обойма-полумуфта 7 смещается вправо и расцепляет зубчатые диски 5 и 6; механическая подача прекращается.
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт II передает крутящий момент от кулачковой муфты 8 на горизонтальный вал. На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработав и настройки кулачков.
Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары I. Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Сверлильная головка вертикально-сверлильного станка 2Н125Л

Сверлильная головка вертикально-сверлильного станка 2н125л
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.









Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
Шпиндель
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.









В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
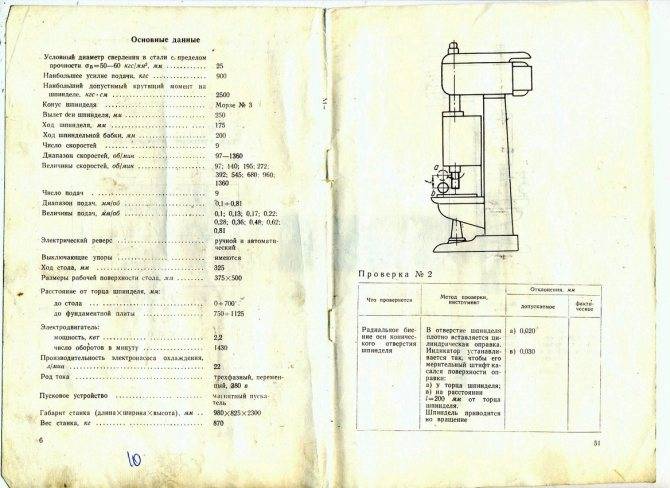
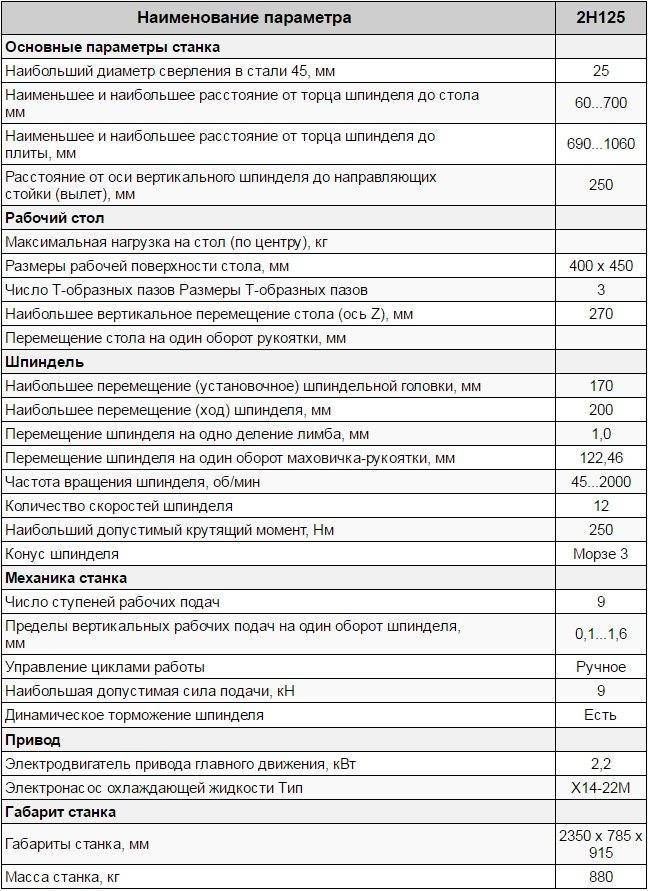
Технические характеристики станка 2Н125
| Наименование параметра | 2Н125 | 2Н135 | 2Н150 |
| Основные параметры станка | |||
| Наибольший диаметр сверления в стали 45, мм | 25 | 35 | 50 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 60…700 | 30…750 | 0…800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 690…1060 | 700…1120 | 700…1250 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 | 300 | 350 |
| Рабочий стол | |||
| Максимальная нагрузка на стол (по центру), кг | |||
| Размеры рабочей поверхности стола, мм | 400 х 450 | 450 х 500 | 500 х 560 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 270 | 300 | 360 |
| Перемещение стола на один оборот рукоятки, мм | |||
| Шпиндель | |||
| Наибольшее перемещение (установочное) шпиндельной головки, мм | 170 | 170 | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 200 | 250 | 300 |
| Перемещение шпинделя на одно деление лимба, мм | 1,0 | 1,0 | 1,0 |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 122,46 | 122,46 | 131,68 |
| Частота вращения шпинделя, об/мин | 45…2000 | 31,5…1400 | 22,4…1000 |
| Количество скоростей шпинделя | 12 | 12 | 12 |
| Наибольший допустимый крутящий момент, Нм | 250 | 400 | 800 |
| Конус шпинделя | Морзе 3 | Морзе 4 | Морзе 5 |
| Механика станка | |||
| Число ступеней рабочих подач | 9 | 9 | 12 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1…1,6 | 0,1…1,6 | 0,05…2,24 |
| Управление циклами работы | Ручное | Ручное | Ручное |
| Наибольшая допустимая сила подачи, кН | 9 | 15 | 23,5 |
| Динамическое торможение шпинделя | Есть | Есть | Есть |
| Привод | |||
| Электродвигатель привода главного движения, кВт | 2,2 | 4,0 | 7,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | Х14-22М | Х14-22М |
| Габарит станка | |||
| Габариты станка, мм | 2350 х 785 х 915 | 2535 х 825 х 1030 | 2930 х 890 х 1355 |
| Масса станка, кг | 880 | 1200 | 1870 |
Список литературы:
Станки универсальные вертикально-сверлильные 2Н125, 2Н135, 2Н150. Руководство по эксплуатации 2Н125.00.000 РЭ, 1987
Барун В.А. Работа на сверлильных станках,1963
Винников И.З., Френкель М.И. Сверловщик, 1971
Винников И.З. Сверлильные станки и работа на них, 1988
Лоскутов B.В Сверлильные и расточные станки, 1981
Панов Ф.С. Работа на станках с ЧПУ, 1984
Попов В.М., Гладилина И.И. Сверловщик, 1958
Сысоев В.И. Справочник молодого сверловщика,1962
Тепинкичиев В.К. Металлорежущие станки, 1973
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Конструкция вертикально-сверлильного станка 2Н125Л
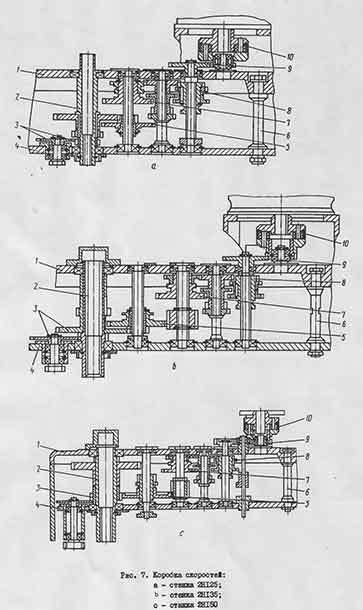
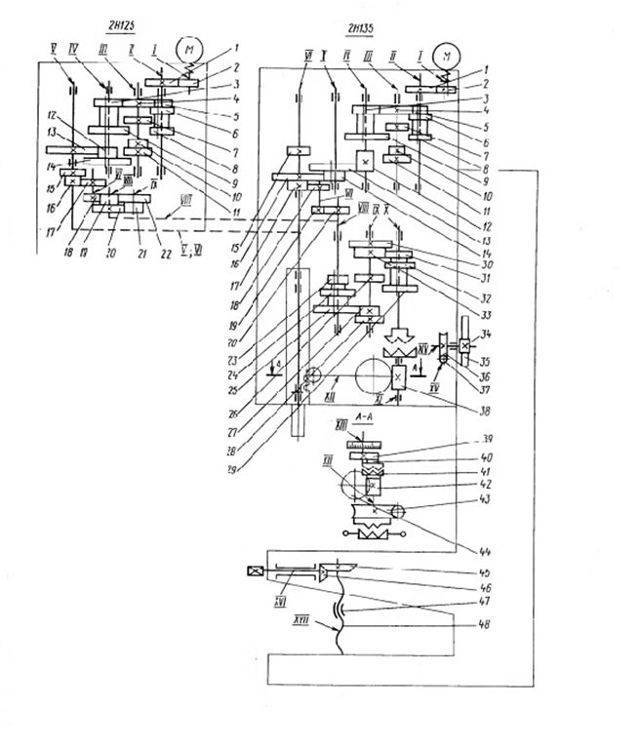
Коробка скоростей
Коробка скоростей (рис.6) сообщает шпинделю различные числа оборотов, что осуществляется двумя передвижными тройчатками. Опоры валов коробки скоростей размещены в двух плитах: верхней 5 и нижней I, которые стянуты между собой четырьмя стяжками 4. Механизм коробки скоростей приводится во вращение от электродвигателя через эластичную муфту и зубчатую передачу. Последний вал коробки скоростей представляет собой полую гильзу 3, шлицевое отверстие которой передает вращение шпинделю станка. На этой же гильзе крепится шестерня 2 привода коробки подач.
Переключение блоков шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет по три фиксированных положения по окружности и вдоль оси. Рукоятка 6 располагается на лицевой поверхности сверлильной головки и через шестерню 7 и круговую рейку 8 перемещает две штанги 9 и 10, на которых закреплены вилки, связанные с переключаемыми блоками. Дополнительная фиксация положения блоков шестерен производится за счет фиксации штанг 9 и 10 при помощи шариковых фиксаторов. Все валы коробки скоростей шлицевые, что значительно упрощает сборку. Все механизмы коробки скоростей собираются отдельно и монтируются в сверлильной головке. Смазка механизмов коробки скоростей так же, как и прочих механизмов в сверлильной головке, производится от шестеренного насоса, имеющегося в коробке подач. Для контроля работы маслонасоса имеется специальный маслоуказатель в корпусе привода.
Привод станка
Привод (рис.7) служит для обеспечения эластичной связи вала электродвигателя с коробкой скоростей станка.
Привод состоит из отдельного корпуса I, на котором монтируется электродвигатель. На валу электродвигателя закрепляется полумуфта 2, которая при помощи пальцев 3 и резинового кольца 4 передает вращение полумуфте-шестерне 5. Полумуфта-шестерня зацепляется с первичной шестерней коробки скоростей.
Коробка подач
Коробка подач (рис.8) представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе 4. Привод коробки подач осуществляется от шестерни 5, сидящей на гильзе 3 (рис.6) коробки скоростей.
На первом валу коробки подач имеется передвижной блок-шестерня 2 (рис. 8) , при помощи которого осуществляется три автоматические подачи шпинделя. Переключение блоков-шестерен осуществляется одной ручкой 3, которая при помощи шестерен 5 передвигает вилку б, связанную с переключаемым блоком.
Фиксация положения блоков-шестерен производится за счет фиксации ручки 3 и шарикового фиксатора, имеющегося в вилке 6. На выходном валу коробки подач установлена шестерня I, передающая вращение на червяк механизма подач.
Предохранительная муфта служит для выключения механической подачи при достижении заданной глубины обработки и находится на входном валу сверлильной головки.
Оснастка станка
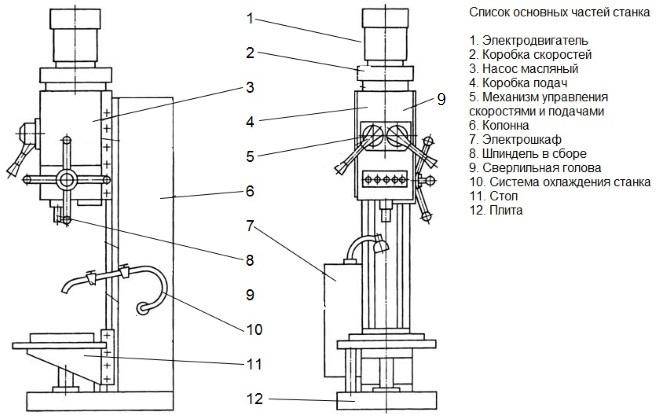
Выполнение перечисленных операций, требующих большого внимания от мастеров, используя сверлильный станок 2а125, обеспечивает взаимодействие следующих элементов оборудования:
- Станина – на ней смонтирована плита и стол.
- Механизм, обеспечивающий вертикальную подачу рабочего инструмента к детали.
- Коробки скоростей.
- Коробки подач.
- Системы охлаждения.
- Шпинделя для крепления инструмента.

И электрооборудование – в его состав входит электродвигатель, способный создавать крутящий момент на коробке скоростей через ременную передачу и механизм электрореверса.
Для допуска к работе с этим агрегатом специалист обязан пройти инструктаж, проверку на знание правил безопасности, а также регулярный медицинский осмотр. Оборудование не относится к особенным или специализированным, но функциональность агрегата повышенная, не каждый мастер сможет ним правильно управлять.
Работа на подобном агрегате требует качественного освещения, мастер обязан видеть резьбу, ее направление и четкость работы деталей конструкции. Вентиляция подходит как естественная, так и принудительная. Второй вариант обязателен в больших цехах.