

Сварка алюминия
Ведется на переменном токе. Перед началом сварки нужно обязательно зачистить и подвергнуть травлению (смачиванию кислотой) кромок.
Недостатки аргонно-дуговой сварки вольфрамом Как и у всякого способа сварки, этот метод так же имеет и минусы. Это проблемы при работе на улице, на сквозняке, процесс становится труднее при работе на большом токе (работа с алюминием), так как требуется принудительное охлаждение. Некоторые обязательные правила аргонодуговой сварки
Чтобы правильно провести сварку, нужно следовать простым правилам: 1. В работе с тонколистовым металлом, для получения точности нужно использовать сборочно-сварочную оснастку. 2. Стержни должны иметь идеальную чистоту на конце. 3. Рекомендуется подобрать правильный режим сварки. 4. Надежно защищать и держать ванну под струей аргона. Придерживаясь всех правил и пользуясь нужными знаниями для проведения сварочных работ, вы добьетесь качественного шва и наградите себя долгими годами спокойствия.
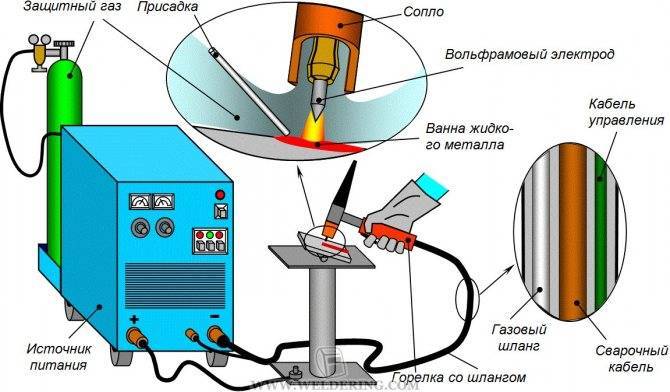
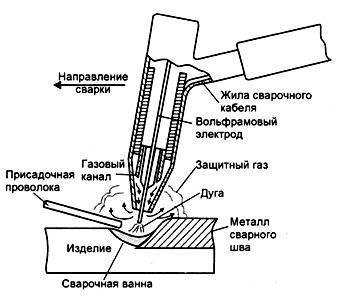
TIG сварка – это процесс сплавления металлов в атмосфере инертного газа с помощью неплавящегося электрода (вольфрамового). Аббревиатура TIG означает вольфрам плюс инертный газ. В России известна под названием аргоновая сварка, хотя используется еще гелий или их смеси.

Делаем аргоновую сварку в домашних условиях
Хотя технология аргонодуговой сварки относится к числу сложных и характеризуется множеством технических нюансов, многие домашние умельцы умудряются выполнить работы с использованием подручных средств. Для этого обязательно нужно иметь инверторную сварку, хотя в некоторых случаях допускается ее замена ретроспективной трансформаторной установкой. Естественно, необходимо иметь баллон с инертным газом, маска и редуктор.
Помимо этого, для реализации идеи самодельного аргонового аппарата понадобятся инструменты:
- электродрель, болгарка и обычный сварочный аппарат;
- гаечные ключи, отвертка, ножовка по металлу, плоскогубцы;
- тестер, амперметр, микрометр, вольтметр.
Источник тока можно сделать из сварочного трансформатора, и выпрямителя, которые в данном случае нужно будет совместить с осциллятором. Первичную обмотку необходимо выполнить из медного провода толщиной до 0,8 мм. Для вторичной обмотки потребуется медь куда большего диаметра – не тоньше 3,5 мм.
Газовая горелка по значимости будет следующей. Для корпуса желательно использовать латунь, а само сопло можно выточить из меди. Для герметизации стыка между этими двумя компонентами подходит термостойкая резина. Тем более, что прокладку из гибкого материала сделать несложно.
Аргон будет подаваться к горелке по медной трубке, которая заводится в отверстие в корпусе, а стыковочный шов запаивается. Эта же магистраль станет отличным проводником тока, который необходим для розжига и поддержания дуги. Вольфрамовый электрод должен иметь острый конец, который шлифуется под углом примерно 45 градусов. Ориентировочная длина стержня будет составлять 25-30 см.
Важно понять, что в домашних условиях сделать оборудование для аргонодуговой сварки – это достаточно сложная задача. И далеко не всегда «овчинка будет стоить выделки». Если оборудование будет использоваться редко, то затраты на его изготовление могут никогда не окупиться
Очень часто намного практичней воспользоваться услугами специалиста со своим оборудованием или же приобрести уже готовый аппарат бюджетного ценового сегмента
Если оборудование будет использоваться редко, то затраты на его изготовление могут никогда не окупиться. Очень часто намного практичней воспользоваться услугами специалиста со своим оборудованием или же приобрести уже готовый аппарат бюджетного ценового сегмента.
Какие марки лучшие
Вольфрамовые электроды представлены как зарубежными, так и отечественными производителями.
Наиболее популярными стали:
- продукция шведской компании ESAB, выпускаемая не только в Европе, но и на российских заводах;
- высокая цена стержней фирмы Fubag из Германии соответствует их качеству;
- весь спектр электродов из вольфрама есть в каталоге итальянского бренда BlueWeld;
- лантановая проволока ЭВЛ завода Экотек.
Кроме продукции крупных заводов, торговые предприятия предлагают изделия множества китайских производителей. Самыми популярными стали Shaanxi Yuheng Tungsten Molybdenum Industrial Co., Ltd, свыше 15 лет выпускающая электроды из вольфрама, Hangzhou Linan Dayang Welding Material Co., Ltd и др.
Область применения в сварочном производстве
Работать вольфрамовым электродом хорошо при работе с металлом толщиной от 0,1 до 6 мм. Допускается работать без присадки, при толщине стенки не пболее 2мм.Шов формируется за счет расплавленных кромок. Для более толстого металла требуется присадочный материал в виде присадочной проволоки или пластин, которые подаются в зону дуги или уложены в разделку. Стыковые и угловые швы в любом положении в пространстве выполняют автоматически, полуавтоматически или вручную.




Важнейшим условием для работы является ограждение сварочной ванны от воздействия воздуха. Поэтому сварочный процесс вольфрамом ведется в защите от инертных газов (чаще всего аргона), а сварку такой назвали аргонно-дуговой. Аргон — газ инертный. Это значит, что он не вступает в реакцию с расплавленным металлом, и поскольку аргон тяжелее воздуха, он его вытесняет и надежно защищает ванну. Необходимо, чтобы в защите аргона была вся сварочная ванна, конец присадки и сам электрод.
Подготовка и сборка кромок
Чтобы качество сварки обеспечивалось надежно, особенно когда конструкция тонколистовая, необходима правильная и точная подготовка, предварительную сборку и прихватку кромок выполнять в сборочно-сварочных приспособлениях.
Чистота соединения
Следует особое внимание обращать на чистоту свариваемого соединения и самой рабочей части стержня. Если конец электрода будет загрязненным или обгоревшим, кромки соединения не зачищены, есть опасность попадания кусочка вольфрама в ванну и образования в структуре шва вредного включения
Во избежание лишнего соприкосновения электрода с поверхностью металла, используют осциллятор – устройство для бесконтактного возбуждения дуги.
Режим сварки
Обязательно нужно строго соблюдать сварочный режим, то есть подобрать силу тока, следить за расходом газа, соблюдать скорость подачи электрода вдоль шва — это залог качества соединения.
Особенности сварки электродами из вольфрама Главная особенность вольфрама — это его высокая температура плавления. А в совокупности с инертной аргоновой защитой эти электроды творят просто сварочные чудеса! Достаточно сказать, что диапазон толщин имеет размах от десятых долей миллиметра до десятков миллиметров, сила тока может быть от нескольких ампер до сотен ампер. Нет в природе такого металла, стали или сплава, который не мог бы быть сварен аргонно-дуговой сваркой. В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная аргоновая сварка и художники-сварщики.
Некоторые обязательные технологические требования: При ручной сварке, следует соблюдать следующие требования • движение ведется справа налево; • при работе с изделиями толщиной до 2-2,5мм горелку необходио держать под углом 60 градусов к поверхности изделия, а когда толщина деталей больше 2-2,5мм, то угол настраивать примерно в 90 градусов .Поперечные колебания не рекомендуются. Если процесс проходит в автоматическом или полуавтоматическом режиме, то пруток направляется так, чтобы он двигался впереди дуги.
Плавящимся электродом
Кроме широко применяемой технологии TIG используется и способ сварки в аргоновой среде плавящимся электродом. При этом отпадает необходимость вручную подавать в сварочную зону присадочный материал. Для этого используется специальное сварочное оборудование- полуавтоматический аппарат.
Присадочный материал в виде проволоки непрерывно подается специальным механизмом в зону сварки. Проволока с бобины проходит через подающие ролики и далее через рукав в горелку. По тому же рукаву проходит и защитный газ, и электрический кабель. Сварщик не должен следить за синхронностью движения горелки и прутка присадочного материала, а может полностью сосредоточиться на точности выполнения рисунка шва.
Такая технология не требует настолько высокой квалификации и опыта от сварщика, как технология TIG. Производительность работы полуавтоматом также значительно выше, поскольку не нужно делать перерывы для замены присадочного прутка. Проволоки на бобине хватит на самый длинный шов.
Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.
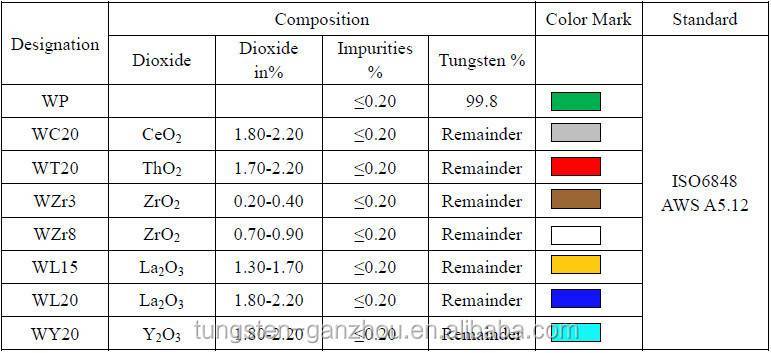
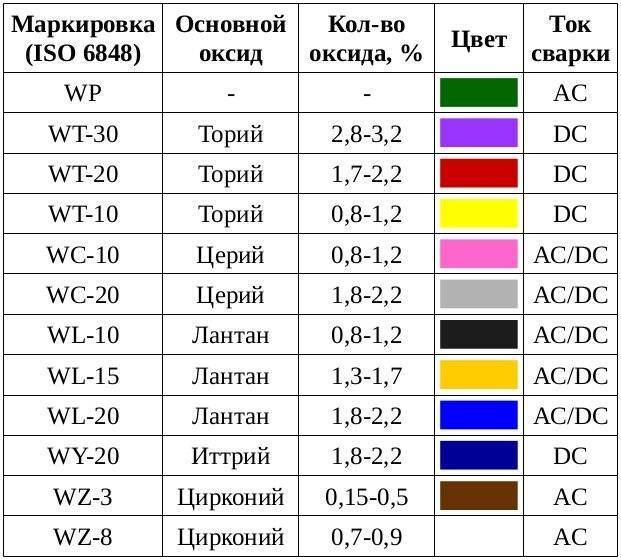
Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
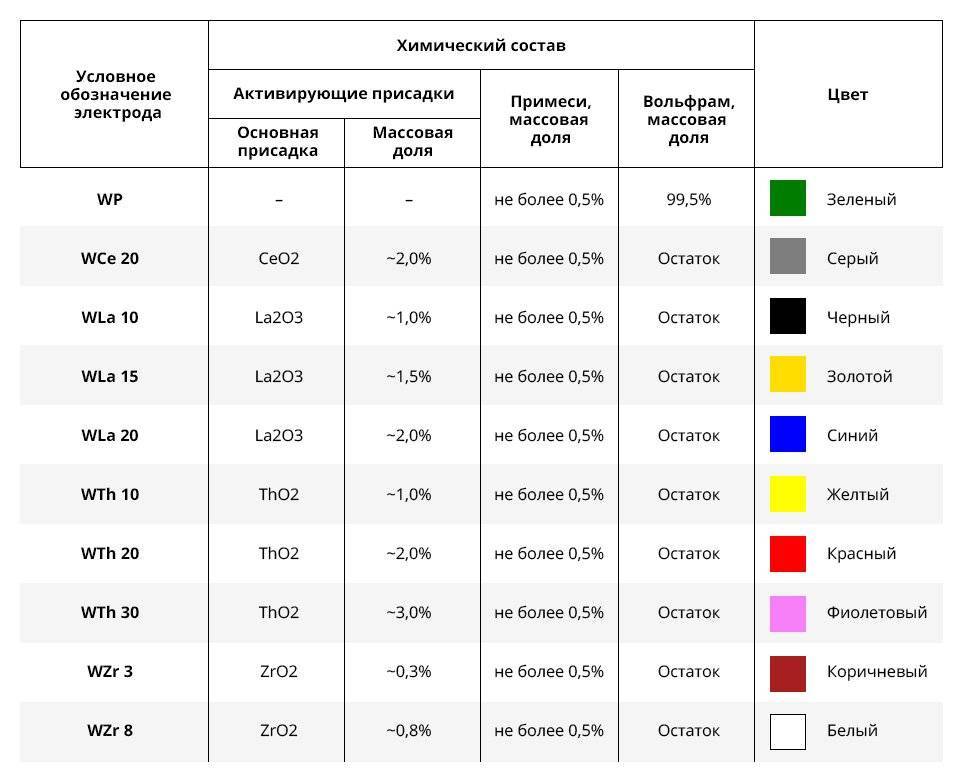
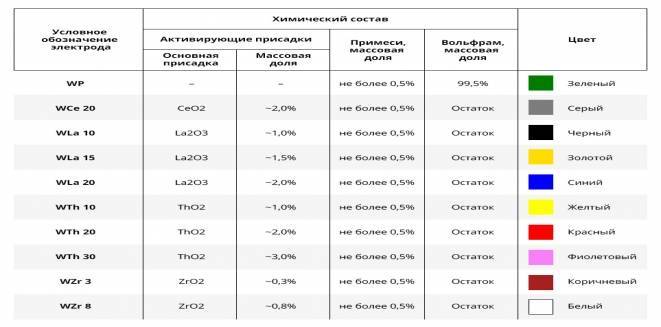
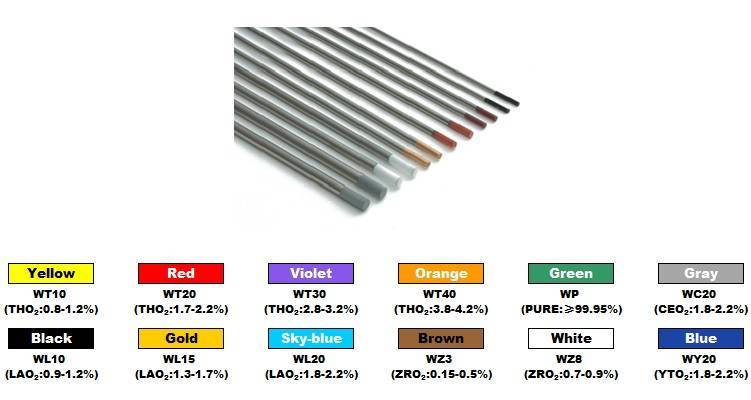
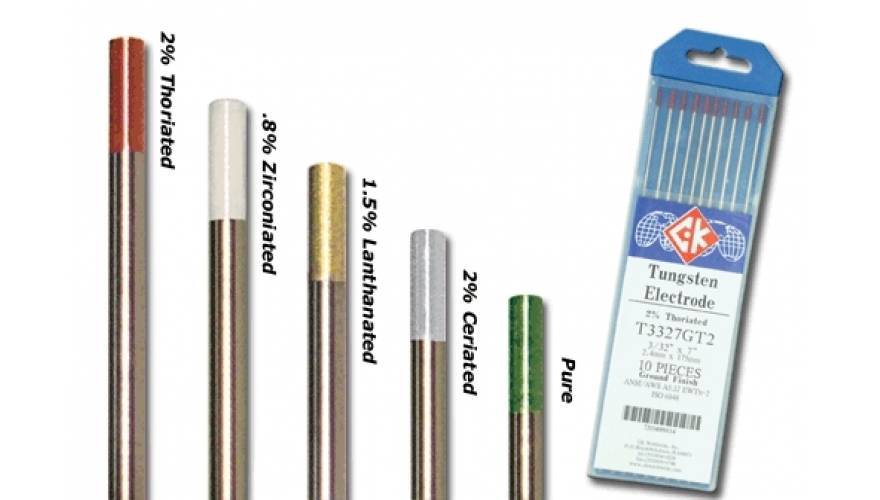
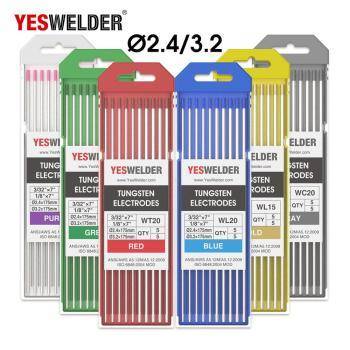
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
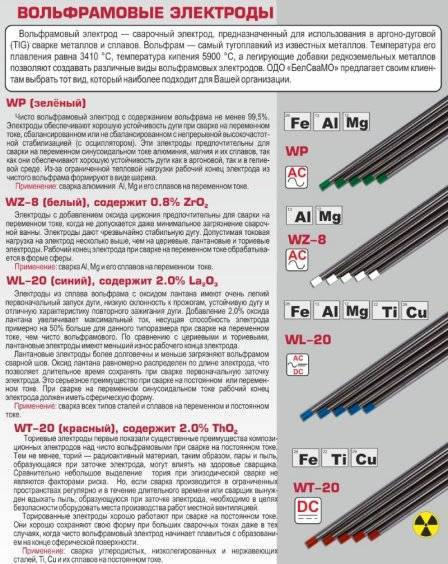
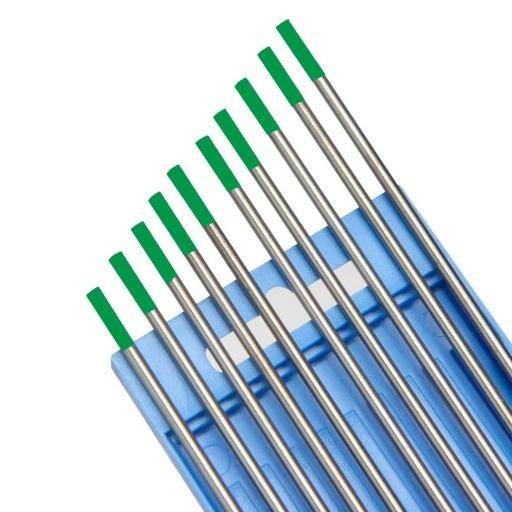
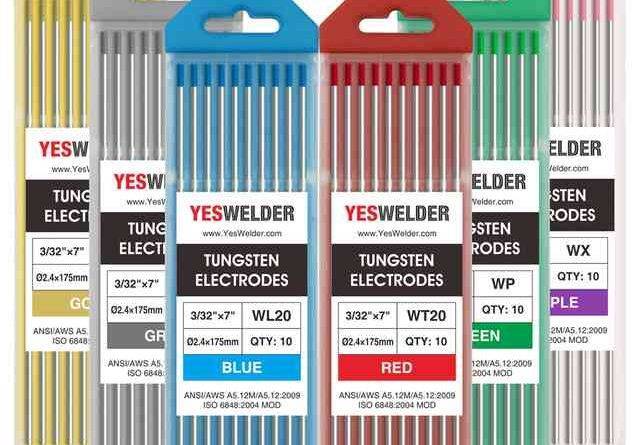
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
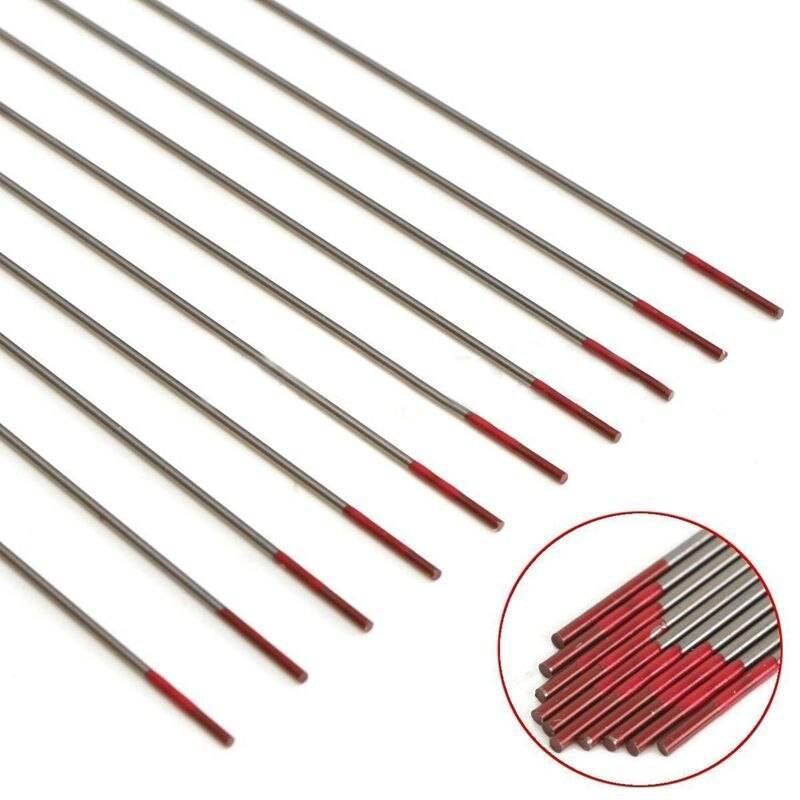
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
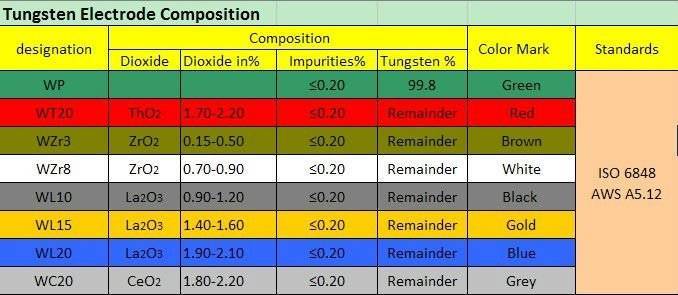
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.
Таблица сравнения вольфрамовых электродов
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:







- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Виды вольфрамовых электродов
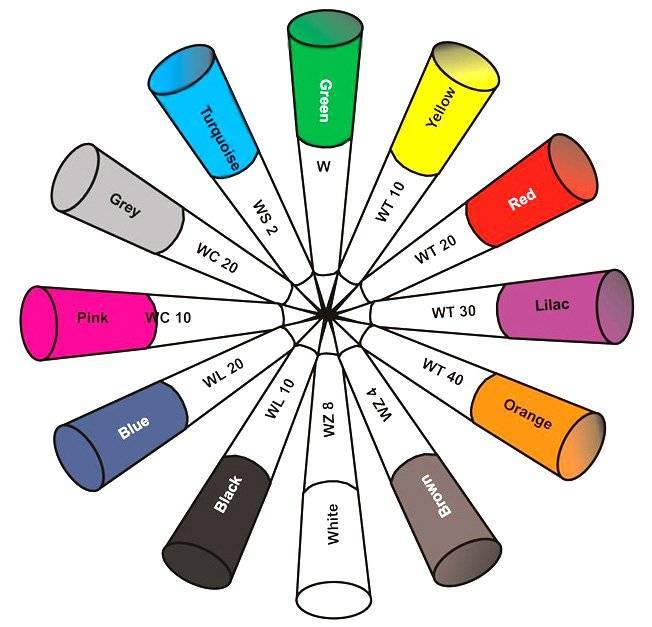
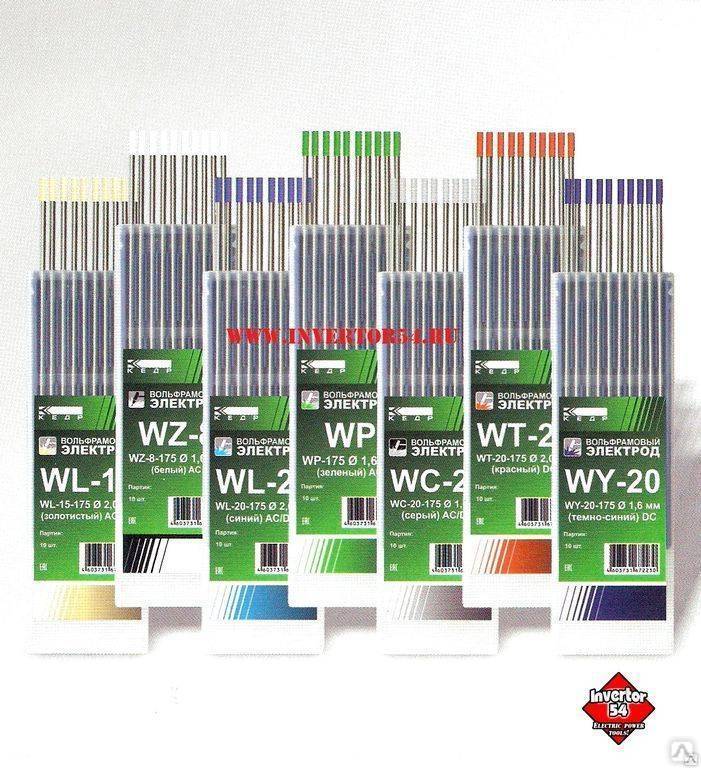
Модели вольфрамовых электродов различаются по цветам:
Зеленые (WP) – в данной модели самое высокое содержание чистого металла, так как доля примесей составляет всего 0,5%. При использовании переменного тока они дают отличную стабильность горения дуги. Баланс может быть улучшен при помощи высокочастотной стабилизации осциллятором. Лучше всего свойства проявляют себя при синусоидальном переменном токе. Используются вольфрамовые электроды для сварки алюминия, а также его сплавов, и магния. По причине ограниченной тепловой нагрузки, в данных разновидностях конец инструмента выполнен в виде шарика.

Вольфрамовые электроды типа WP
Белые (WZ8) – в данной модели дополнительно присутствует оксид циркония. Здесь ни в коем случае не должно присутствовать какое-либо загрязнение в сварочной ванне. Использование предпочтительно на переменном токе. Данная разновидность обеспечивает повышенную стабильность дуги. Токовая нагрузка является более высокой, которую могут выдержать ториевые, лантановые и цериевые электроды. Заточка вольфрамовых электродов здесь выполнена в виде сферы. Используется для сваривания никеля, магния, бронзы, алюминия, а также сплавов этих металлов.

Вольфрамовые электроды WZ8
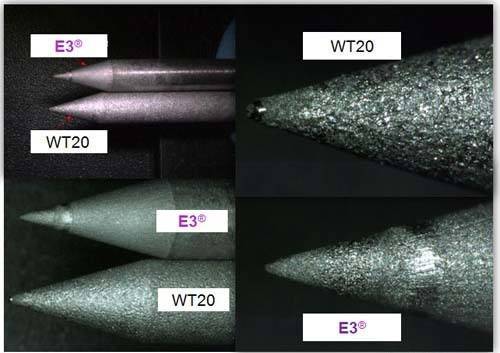
Красные (WT20) – в данной модели присутствует оксид тория. Красные являются одними из самых распространенных, так как смогли лучше всех проявить себя при сварке на постоянном токе, существенно превосходя модели без добавок. Сам торий относится к радиоактивным металлам низкого уровня, поэтому они дают негативный осадок не только на окружающую среду, но и на здоровье мастера. Выделения при периодическом использовании не подвергают здоровье большому риску, но постоянное использование может дать осложнения. Вольфрамовый электрод для аргонной сварки с торием отлично проявляется себя как на постоянном, так и на переменном токе. У него можно изменять угол затачивания наконечника, так как даже при высокой силе тока они не плавятся в своих тонких местах. Стандартная заточка делается в виде площадки с выступами. Могут подходить для сваривания мели, никеля, титана, тантала, молибдена и кремниевой бронзы.

Вольфрамовые электроды WT20
Тёмно-синие (WY20) – это иттрированная модель, которая обладает повышенной стойкостью к воздействию высоких температур. Применяют их при постоянном токе с прямой полярностью. Служит инструмент для сварки особо ответственных конструкций. Оксидная добавка здесь составляет около 2%. Благодаря иттрированию повышается стабильность катодного пятна, поэтому, даже при изменении тока в широком диапазоне дуга остается стабильной. Используются вольфрамовые электроды для сварки нержавеющих сталей, низколегированных и углеродистых металлов.

Вольфрамовые электроды WY20
Серые (WC20) – в данной модели присутствует около 2% оксида церия. Церия является весьма распространенным редкоземельным нерадиоактивным металлом. Он положительно влияет на эмиссию электрода. Благодаря этому начальный запуск становится легче, а диапазон работы по току становится шире. Это универсальные инструменты, которые могут применяться при любом роде электричества. Здесь заметна высокая стабильность дуги даже при небольшом токе. Они используются для орбитальной сварке трубопроводов и тонких листов металла. При высоких температурах церий концентрируется в наконечнике, что становится недостатком. Их применяют для работы с необием, танталом, молибденом, бронзой, кремниевой бронзы.

Вольфрамовые электроды WC20
Золотистые и синие (WL15 и WL20) – обе марки содержат в себе оксид лантана. Это дает хорошие показатели для начального запуска дуги. С ними намного ниже вероятность сделать прожог металла. Дуга остается устойчивой на протяжении всего времени эксплуатации. Отличия в марках состоит в том, что в золотистых имеется 1,5% добавок, а в синих – 2%. Чем больше оксида лантана в составе, тем выше диапазон рабочего тока. Здесь он в 1,5 раза больше, чем в других марках. Это влияет на износ поверхности наконечника, который считается одним из самых тонких в этой отрасли. С его помощью сваривают стали высокого легирования, медь, алюминий и бронзу.

Вольфрамовые электроды WL-15
Подготовка металла к сварочной операции
Перед операцией титан необходимо соответствующим образом подготовить. В рамках этого этапа выполняется обработка кромок заготовочных элементов, создание защиты противоположных сторон (использование тех же подкладок), а также зачистка прутка присадки. Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.







Вольфрамовые электроды: основные характеристики
Подобные изделия представляют собой тугоплавкие стержни, которые предоставляют возможность создавать электрическую дугу, нужную для плавки кромок свариваемых изделий, присадочной проволоки в период выполнения сварочных работ. Применяются подобной модели электродов часто при сваривании деталей, когда аргон выступает в качестве защитной среды. В данном случае сварка вольфрамовым электродом производится на любых конструкциях. Подобран для этой цели неслучайно вольфрам, так как именно данный компонент является наиболее тугоплавким металлом, которые встречаются в природе. При производстве вольфрамовых стержней обязательно учитываются требования, прописанные в международных стандартах. Это дает возможность причислить данные электроды к определенному классу, независимо от страны производителя. Маркировка электрода согласно данным требованиям обязана отражать не лишь тип изделия, но и какие химические элементы в него входят.
«W» — первая буква маркирования изделия обозначает, что это вольфрамовые электроды. Такие изделия содержат чаще всего небольшой процент легирующих элементов, которые существенно повышают технические свойства изделия, также увеличивают их эксплуатационный период. Следующая буква в маркировке изделия оповещает о типе легирующего компонента.
Чистый вольфрам – «Р»
Присутствующая в обозначениях буква «Р» говорит о том, что изделие состоит на 99,5 процента из вольфрама, не содержит легированных элементов. Это обеспечивает в процессе выполнения сварочных работ устойчивость дуги при переменном токе. Изделия данной группы применяются для сварки алюминиевых конструкций.
Оксид тория – «Т»
Обозначение «Т» указывает на наличие оксида тория, благодаря которому имеют множество преимуществ и являются достаточно востребованными. Инструменты данной категории чаще всего применяются при сваривании образцов из нержавеющей стали (использование постоянного тока). Но, как и другие изделия у них есть собственные недостатки:
- сварочные работы в закрытых помещениях при использовании электродов из вольфрама, содержащих торий, требуют обязательного обустройства рабочей зоны вентиляционной вытяжкой, так как данный химический элемент является радиоактивным. Выделяемые пары при нагревании тория достаточно опасны для человеческого здоровья;
- используя электроды данной марки, возможны скачки дуги (переменный ток). Это снижает существенно качество сварочного соединения.
Оксид лантана – «L»
Оксид лантана, входящий в состав инструмента, способствуют легкому розжигу дуги, повышают ее устойчивость в процессе работы, обеспечивает быстрое повторное зажигание. Применение подобных прутков снижает риски прожигания свариваемых образцов в среде аргона, существенно повышается ток. Эти модели инструмента отличаются продолжительным сроком эксплуатации. Если их сопоставить с аналогами из чистого вольфрама, то они менее способствуют загрязнению сварочной ванны.
Иттрий – «Y»
Из всех модификаций вольфрамовых электродов, изделия данной категории являются наиболее устойчивыми. Поэтому они применяются для соединения достаточно ответственных конструкций. При использовании их для сварки применяется постоянный ток.
Оксид циркония – «Z»
Инструменты, содержащие оксид циркония, применяются для соединения образцов, когда в работе используется переменный ток. Работая с такими электродами нужно четко контролировать и не допускать загрязнения сварочной ванны. Если сравнивать с аналогичными изделиями другой маркировки, они выдерживают наиболее максимальные нагрузки тока.
Оксид церия – «С»
Изделия, промаркированные буквой «С», которые содержат оксид церия, считаются универсальными. Их применяют при соединении конструкций сварочным оборудованием на любом токе. Они даже при минимальных показателях тока поддерживают устойчивое горение.
Электроды из вольфрама, их маркировка
Вольфрамовые электроды используются в среде инертного газа при сварке с аргоном. Они качественные и безопасные, поэтому их можно использовать для работы даже новичкам сварочного дела. Символы и цвет маркировки, нанесенные на каждый электрод, указывают на его тип и состав. Так, о присутствии вольфрама говорит буква W . Вторая, следующая за ней буква, означает оксид того элемента, который выступает в роли легирующей добавки.
В качестве легирующих оксидов в составе электрода могут присутствовать:
- С – оксид церия;
- Z – оксид циркония;
- L – оксид лантана;
- T – оксид тория ;
- Р – чистый вольфам без легирующих добавок.
Следом за второй буквой, обозначающей легирующее вещество, идет цифра, которая обозначает процент такого вещества. Например, если стоит цифра 20, то это говорит о присутствии легирующего вещества в составе 2 процентов. Далее через дефис идет следующее число – это длина в миллиметрах, чаще всего это 175 мм, но есть и 50, и 75 и 150 мм соответственно. А диаметр электродов из вольфрама может составлять от 1 до 6,4 мм.
Например, такая маркировка, как WL 15 — 175, говорит о следующих характеристиках электрода:
- он включает вольфрам;
- содержит в себе легирующие добавки из лантана в размере 1,5 процента ;
- длина элемента составляет 175 мм.
Однако при приобретении электрода для сварки следует обращать внимание не только на буквы и цифры, но и на цвет изделий. Маркировка целиком включает в себя все необходимые характеристики изделия, согласно которым можно сделать правильный выбор
Ниже приводим таблицу маркировки вольфрамовых электродов:
- WP зеленого цвета – в таких электродах вольфрам является ключевым элементом, его содержится здесь более 99 процентов. Их используют при сварке алюминия и магния, сам процесс совершается с применением синусоидального тока. Защитными газами являются гелий и аргон;
- WC-20 серого оттенка включает в себя оксид церий в составе 2 процентов от состава электрода. Он относится к универсальным элементам, его применяют при сварке с использованием переменного тока с положительной полярности. Также их можно задействовать при соединении трубопроводов в неповоротных стыках;
- WL-15 и WL-20 синего оттенка на 1,5 и 2 процента соответственно состоят из лантана, что позволяет сделать устойчивую дугу и повторный розжиг. Часто такие электроды применяются в промышленных целях, также лантан увеличивает рабочий ток и наполовину снижает износ. Сделанные с их помощью швы долговечны и менее подвержены загрязнениям, чем другие. Для работы электрода нужно придать его концу сферичную форму;
- WT-20 красного цвета. В состав такого элемента входит торий , пыль которого может представлять некоторую опасность для здоровья. Но даже несмотря на этот факт, подобный электрод многие применяют гораздо чаще, чем сделанные целиком из вольфрама. Все это за счет свойств тория, который может мгновенно соединить даже самые трудно соединяемые металлы. Для сварки желательно использовать постоянный ток, поскольку синусоидальный может спровоцировать «прыжки» дуги по поверхности свариваемых материалов, а это приведет к их порче;
- WZ-8 белого оттенка. В таком электроде присутствует оксид циркония в количестве чуть меньше процента. При сварке обязательно следите за чистотой поверхности, также используйте переменный ток. Концу прибора лучше всего придавать сферическую форму. Такой элемент лучше всего подходит для сварки деталей из алюминия;
- WY-20 темно-синего цвета. Такие вольфрамовые электроды имеют тонкое покрытие на основе итрия . Они отличаются своей устойчивостью, поэтому часто они используются при сварке очень важных и ответственных конструкций;
- WL 30 фиолетовый – на три процента состоит из оксида тория ;
- WL 40 оранжевого оттенка включает в себя 4 процента оксида тория .
Перед тем как выбирать электрод для сварки, выберите ее метод, а также уточните все свойства материала, с которым планируете работать. Иногда, чтобы соединить одну конструкцию, потребуются вольфрамовые электроды разных видов и с разными маркировками.
Аргонодуговая сварка неплавящимся электродом (TIG)
Технология получения сварных соединений в защитной атмосфере инертных газов обладает рядом достоинств. Среди них:
- высокая прочность и долговечность шва;
- стабильность глубины проплавления;
- высокая производительность;
- пригодность для сварки тонких заготовок;
- работа с цветными металлами, черными и нержавеющими стальными сплавами.
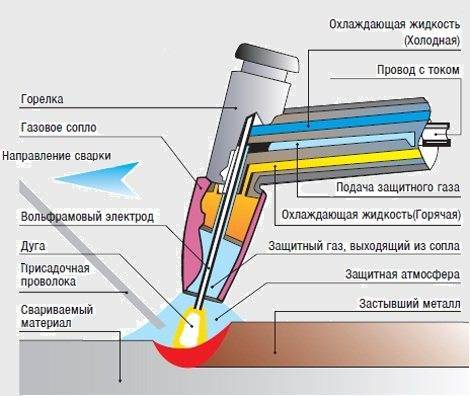
Сваривание неплавящимся электродом, изготовленным из вольфрама с определенными добавками, называется TIG (Tungsten Inert Gas). Она применяется для сваривания титана. Этот металл в нагретом состоянии приобретает повышенную химическую активность, реагируя с кислородом, азотом и водяными парами, содержащимися в воздухе. Защитная атмосфера препятствует контакту металла сварочной ванны и околошовной зоны с воздухом и защищает его от окисления.
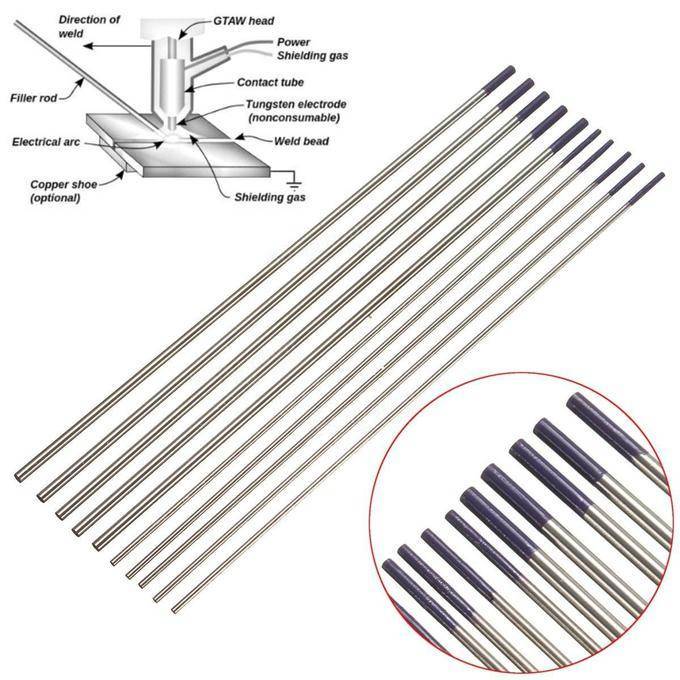









Неплавящийся электрод создает электрическую дугу. Для формирования материала шва используется пруток присадочного материала, который сварщики подает в рабочую зону левой рукой. Пруток плавится от тепла, создаваемого дугой, и стекает в сварочную ванну, смешиваясь с расплавленными кромками заготовок.
Температура плавления вольфрама в 3400оС позволяет сваривать любые металлы и их сплавы. В качестве защитного газа применяют углекислый газ, аргон, и гелий, а также их смеси.
Наиболее эффективную защиту осуществляет гелий. Он обходится дорого, поэтому его применяют только для самых ответственных швов и особо активных металлов.
Аргон существенно дешевле, это наиболее массовый защитный газ, применяемый по нержавеющей стали и цветным металлам, и их сплавам.
Низколегированные сплавы варят в защитной атмосфере углекислого газа, он еще дешевле и позволяет получать соединения хорошего качества.
Современное оборудование, используемое при дуговой сварке в аргоне, позволяет с высокой точностью регулировать сварочные режимы. Это помогает достигать цели — оптимальных характеристик дуги. Это позволяет получать высококачественные швы на изделиях самых разных толщин и пространственных конфигураций
Особенно важно это в таких отраслях, как:
- аэрокосмическая;
- пищевое машиностроение;
- медицина;
- производство вооружений;
- атомное и химическое машиностроение.
При сварке заготовок из алюминия на поверхности сварочной ванны постоянно образуется оксидная пленка. Это тугоплавкое соединение мешает нормальной сварке. Чтобы разрушить оксиды, ведут сварку переменным током. Постоянное изменение полярности не дает образоваться пленке.
Используют ассиметричную форму импульса: положительная полуволна разогревает металл, а отрицательная – разрушает оксидную пленку
Особенно важно подавать газ в рабочую зону за несколько секунд до поджига дуги и прекращать подачу после завершения шва с некоторой задержкой, чтобы дать шву остыть в защитной атмосфере
Аргон, используемый для сварки, должен отвечать жестким требованиям по своим физико-химическим свойствам. Он должен иметь нормированную долю примесей и быть полностью обезвожен.
Необходимо качественно подготовить заготовки к сварке: разделать кромки шва, зачистить и обезжирить сварочную зону.
Аргонодуговая сварка проходит обычно на медных подкладных пластинах, защищающих шов от контакта с воздухом с обратной стороны и не дающих расплаву вытекать вниз
Общие сведения о способах сварки
Базовыми методами сварочной обработки титана можно назвать дуговой ручной и автоматический способы. Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон
Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки
Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.

Виды вольфрамовых электродов
Модели вольфрамовых электродов различаются по цветам:
Зеленые (WP) – в данной модели самое высокое содержание чистого металла, так как доля примесей составляет всего 0,5%. При использовании переменного тока они дают отличную стабильность горения дуги. Баланс может быть улучшен при помощи высокочастотной стабилизации осциллятором. Лучше всего свойства проявляют себя при синусоидальном переменном токе. Используются вольфрамовые электроды для сварки алюминия, а также его сплавов, и магния. По причине ограниченной тепловой нагрузки, в данных разновидностях конец инструмента выполнен в виде шарика.






Вольфрамовые электроды типа WP
Белые (WZ8) – в данной модели дополнительно присутствует оксид циркония. Здесь ни в коем случае не должно присутствовать какое-либо загрязнение в сварочной ванне. Использование предпочтительно на переменном токе. Данная разновидность обеспечивает повышенную стабильность дуги. Токовая нагрузка является более высокой, которую могут выдержать ториевые, лантановые и цериевые электроды. Заточка вольфрамовых электродов здесь выполнена в виде сферы. Используется для сваривания никеля, магния, бронзы, алюминия, а также сплавов этих металлов.
Вольфрамовые электроды WZ8
Красные (WT20) – в данной модели присутствует оксид тория. Красные являются одними из самых распространенных, так как смогли лучше всех проявить себя при сварке на постоянном токе, существенно превосходя модели без добавок. Сам торий относится к радиоактивным металлам низкого уровня, поэтому они дают негативный осадок не только на окружающую среду, но и на здоровье мастера. Выделения при периодическом использовании не подвергают здоровье большому риску, но постоянное использование может дать осложнения. Вольфрамовый электрод для аргонной сварки с торием отлично проявляется себя как на постоянном, так и на переменном токе. У него можно изменять угол затачивания наконечника, так как даже при высокой силе тока они не плавятся в своих тонких местах. Стандартная заточка делается в виде площадки с выступами. Могут подходить для сваривания мели, никеля, титана, тантала, молибдена и кремниевой бронзы.
Вольфрамовые электроды WT20
Тёмно-синие (WY20) – это иттрированная модель, которая обладает повышенной стойкостью к воздействию высоких температур. Применяют их при постоянном токе с прямой полярностью. Служит инструмент для сварки особо ответственных конструкций. Оксидная добавка здесь составляет около 2%. Благодаря иттрированию повышается стабильность катодного пятна, поэтому, даже при изменении тока в широком диапазоне дуга остается стабильной. Используются вольфрамовые электроды для сварки нержавеющих сталей, низколегированных и углеродистых металлов.
Вольфрамовые электроды WY20
Серые (WC20) – в данной модели присутствует около 2% оксида церия. Церия является весьма распространенным редкоземельным нерадиоактивным металлом. Он положительно влияет на эмиссию электрода. Благодаря этому начальный запуск становится легче, а диапазон работы по току становится шире. Это универсальные инструменты, которые могут применяться при любом роде электричества. Здесь заметна высокая стабильность дуги даже при небольшом токе. Они используются для орбитальной сварке трубопроводов и тонких листов металла. При высоких температурах церий концентрируется в наконечнике, что становится недостатком. Их применяют для работы с необием, танталом, молибденом, бронзой, кремниевой бронзы.
Вольфрамовые электроды WC20
Золотистые и синие (WL15 и WL20) – обе марки содержат в себе оксид лантана. Это дает хорошие показатели для начального запуска дуги. С ними намного ниже вероятность сделать прожог металла. Дуга остается устойчивой на протяжении всего времени эксплуатации. Отличия в марках состоит в том, что в золотистых имеется 1,5% добавок, а в синих – 2%. Чем больше оксида лантана в составе, тем выше диапазон рабочего тока. Здесь он в 1,5 раза больше, чем в других марках. Это влияет на износ поверхности наконечника, который считается одним из самых тонких в этой отрасли. С его помощью сваривают стали высокого легирования, медь, алюминий и бронзу.
Вольфрамовые электроды WL-15





