

Устройство цепи
Заточенная цепь – это залог безопасной, продуктивной и качественной работы любой бензопилы. Работать на затупленном режущем элементе практически невозможно, так как пила будет «ходить», вибрировать и соскальзывать. К тому же оператору придется прикладывать максимум усилий, чтобы распилить дерево, а это значительно снижает производительность.Цепь бензопилы устроена достаточно просто. Главными ее элементами являются зубья, которые и учавствуют в распиле. Они должны быть максимально острыми, чтобы справится с любым типом древесины, имеющей различную плотность. Они расположены с двух сторон цепи и во время ее вращения чередуются.
Таким образом, не сложно догадаться, что все зубья должны быть наточенными, чтобы инструмент работал качественно. Производитель изготавливают режущий элемент из прочного и надежного материала – специальной закаленной стали которая легко поддается заточке. Кроме зубьев нельзя не отметить звенья, грани и ограничители, которые также являются составными частями цепи.
Заметить необходимость заточки очень просто6
- Во-первых, она со старта начинает соскальзывать с древесины.
- Во-вторых, при распиле инструмент вибрирует в руках мастера.
Чем чаще используется инструмент, тем быстрее он тупится и требует заточки. Если ее своевременно не проводить можно травмироваться, так как затупленные звенья могут соскальзывать с древесины, и если нет автоматического тормоза, то оператор может пораниться. Остроту цепи нужно проверять перед каждым началом работы, особенно если инструмент длительное время пролежал без дела
Важно учесть, что при каждой заточке металл стачивается и становится меньше, поэтому бесконечно это делать нельзя
Особенности заточки пильных цепей
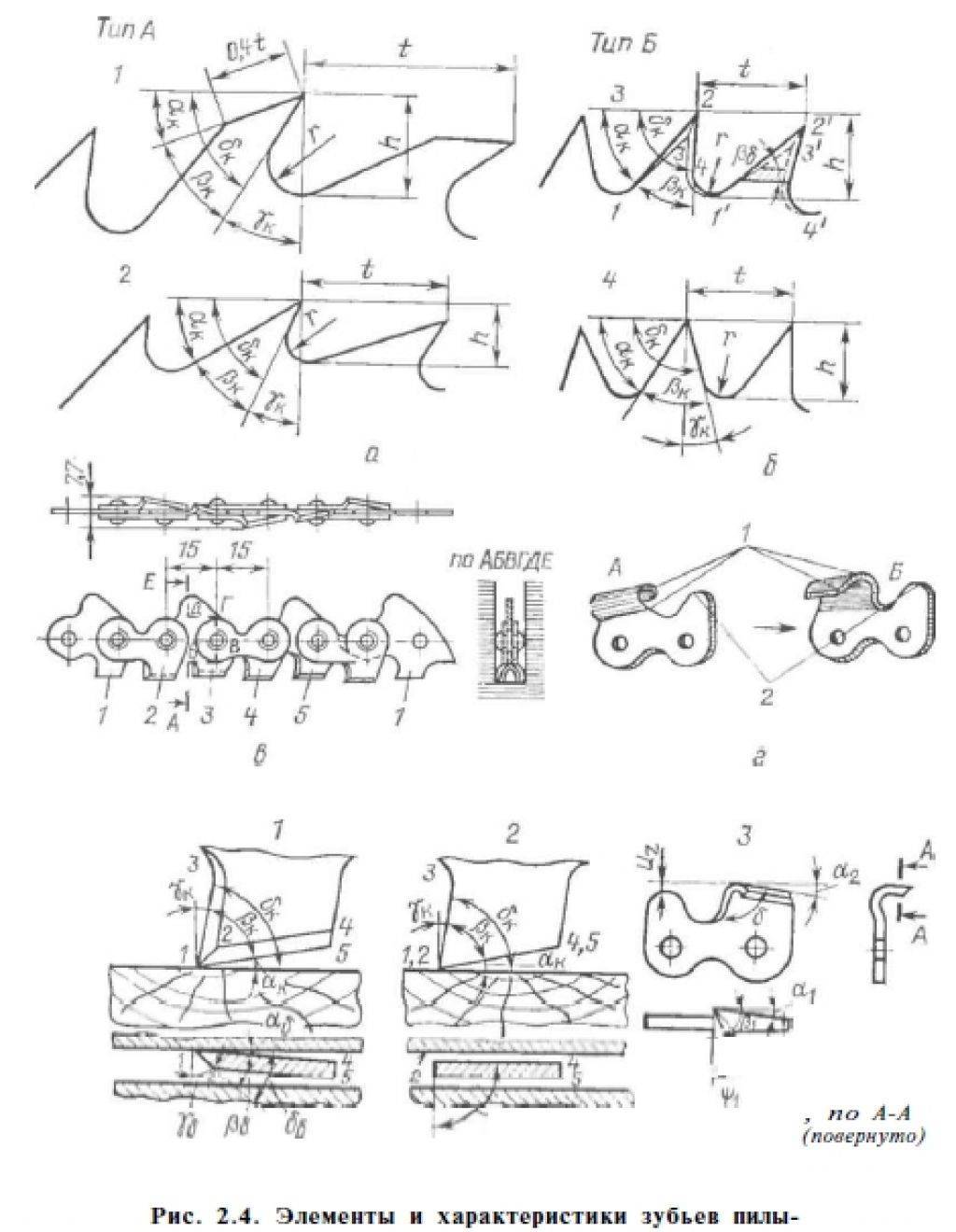
Пильная цепь представляет собой набор связанных между собой с помощью шарниров режущих зубьев сложной конфигурации. При обработке цепи необходимо обеспечить равномерность и одинаковость заточки всех зубьев, выдержать правильный угол режущей кромки, сохранить нужную конфигурацию зуба. Для решения этих задач существует несколько способов заточки, а также много разных инструментов и приспособлений.
Бензопила ФОТО: spila.ru
Пилу надо точить вовремя, иначе можно получить много неприятностей – снижение производительности, ухудшение качества реза, ускоренный износ механизма, даже травму.
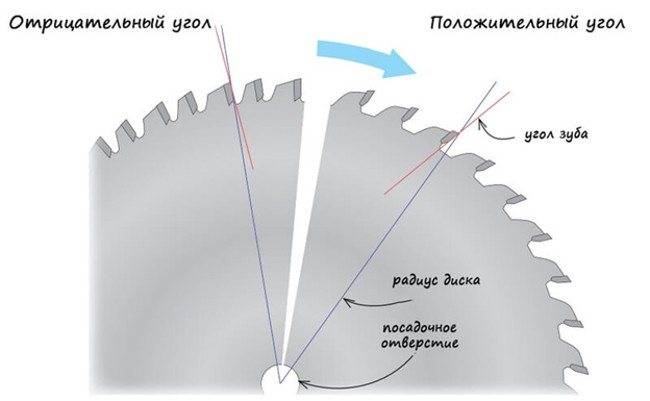
Конфигурация зуба и угол заточки цепи бензопилы
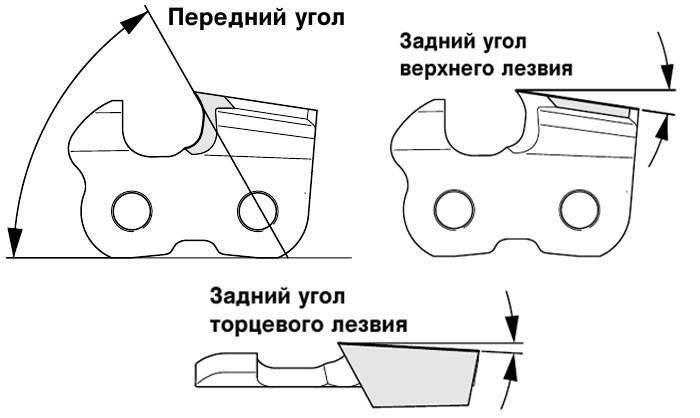
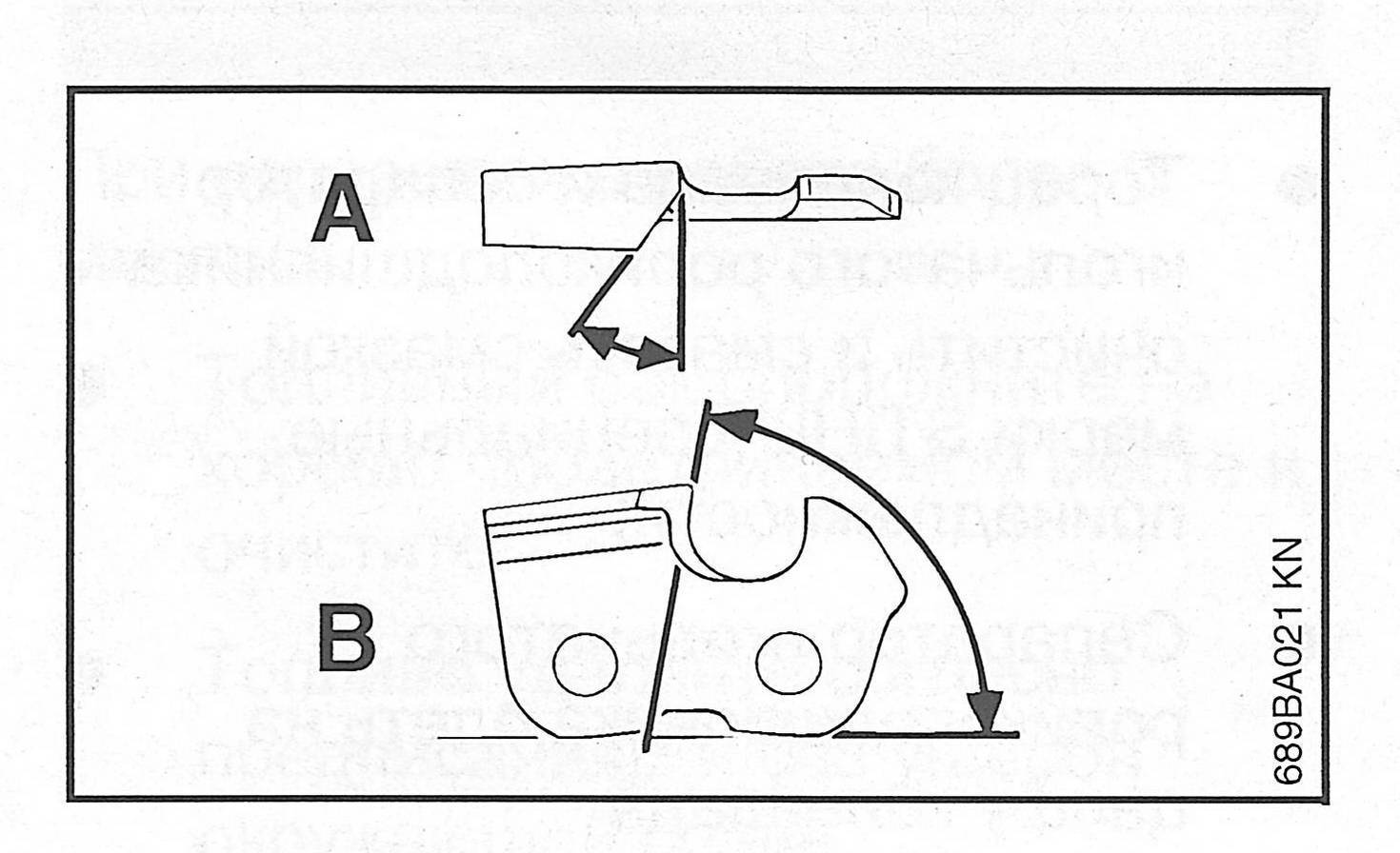
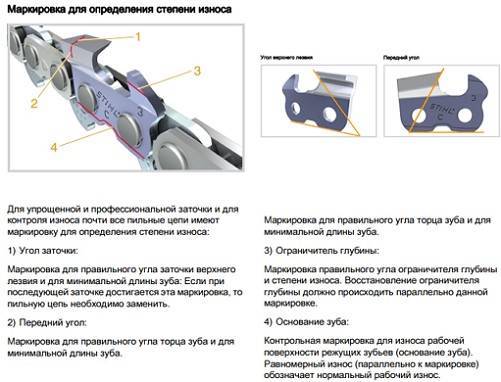
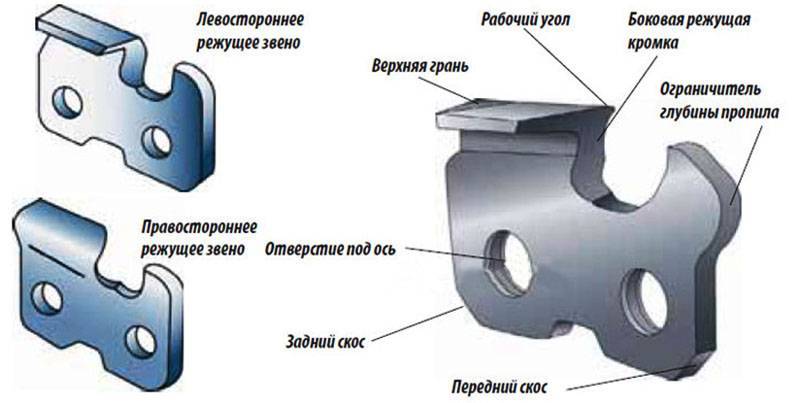
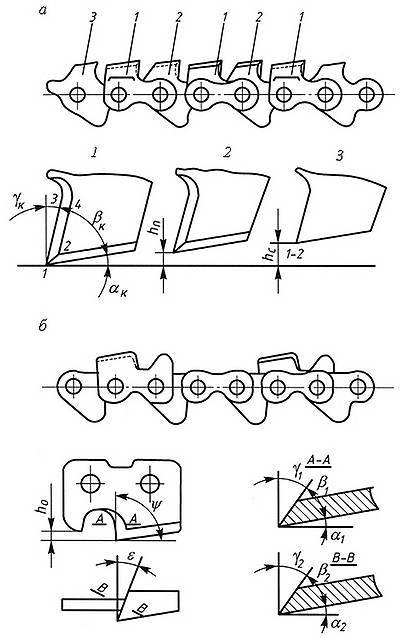
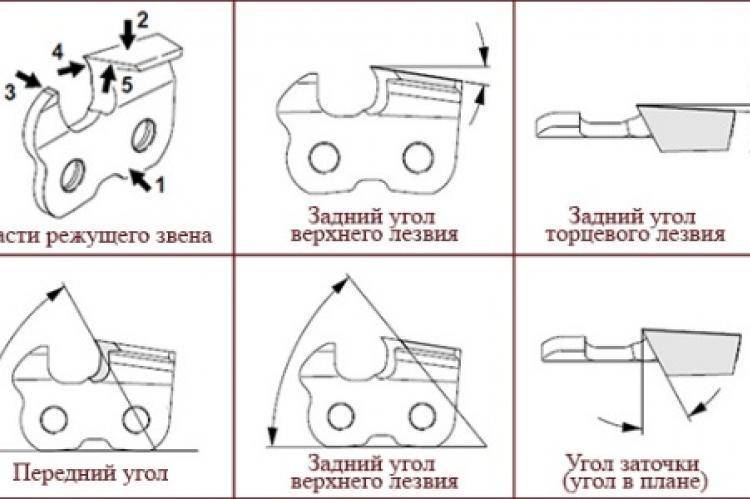
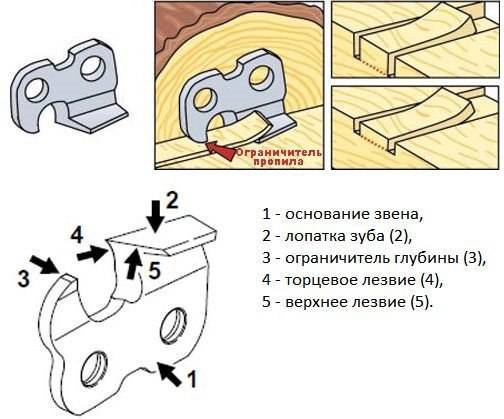
Зуб бензопилы имеет сложную конфигурацию, которая зависит от направления движения цепи. У зуба две рабочие кромки: боковая, расположенная перпендикулярно оси перемещения звеньев, и верхняя, которая находится под определённым углом к направлению движения цепи. Каждый зуб имеет ограничитель глубины реза. Он определяет высоту снимаемой стружки. Главное усилие при резе приходится на рабочую кромку. Угол заточки зуба определяет качество работы инструмента.
Функциональные части зуба бензопилы и их вид ФОТО: proinstrumentinfo.ru
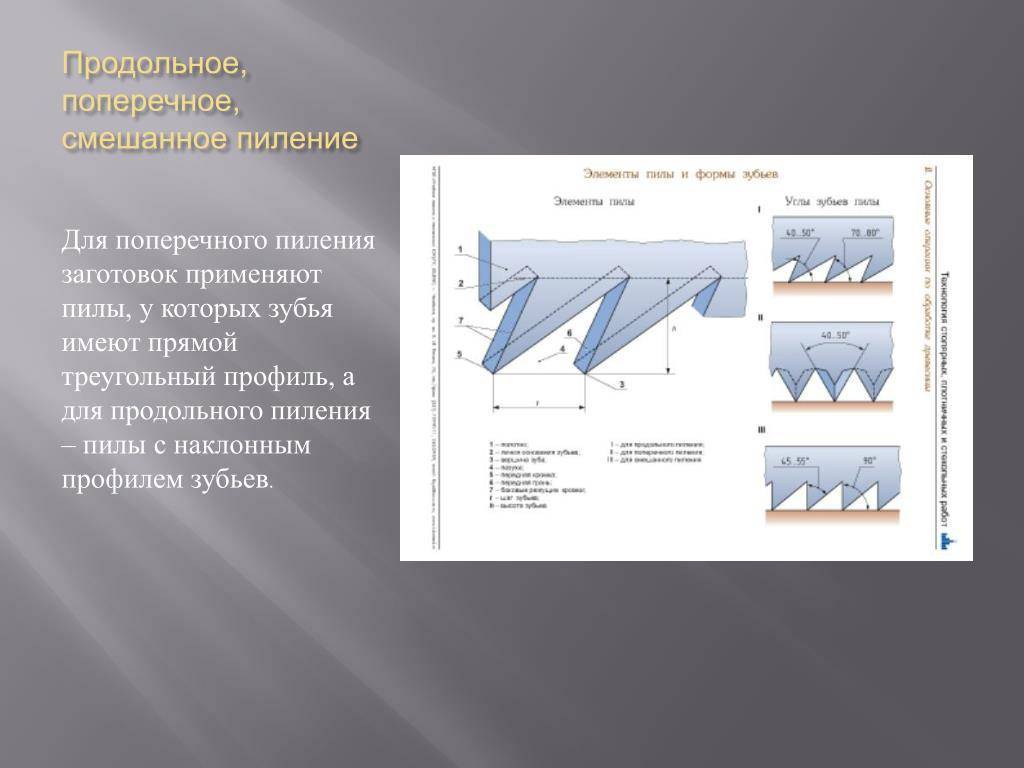
Каждая модель пилы имеет свой шаг режущих кромок, значение которого для бытовых и полупрофессиональных моделей связано с мощностью агрегата и крутящим моментом привода. Для продольного пиления шаг принимают меньше (например, 0,325 дюйма). Производительность работы при этом снизится, но требуемое усилие тоже уменьшится. При валке деревьев с большим диаметром ствола мощность двигателя не превышает 2500 Вт. Толщина режущей кромки у большинства бензопил устанавливается равной 1,3 мм.
Высота цепного профиля либо 0,625 мм, либо 0,762 мм, причём для бытовых пил применяется низкий профиль. При этом, немного возрастает вибрация пилы.
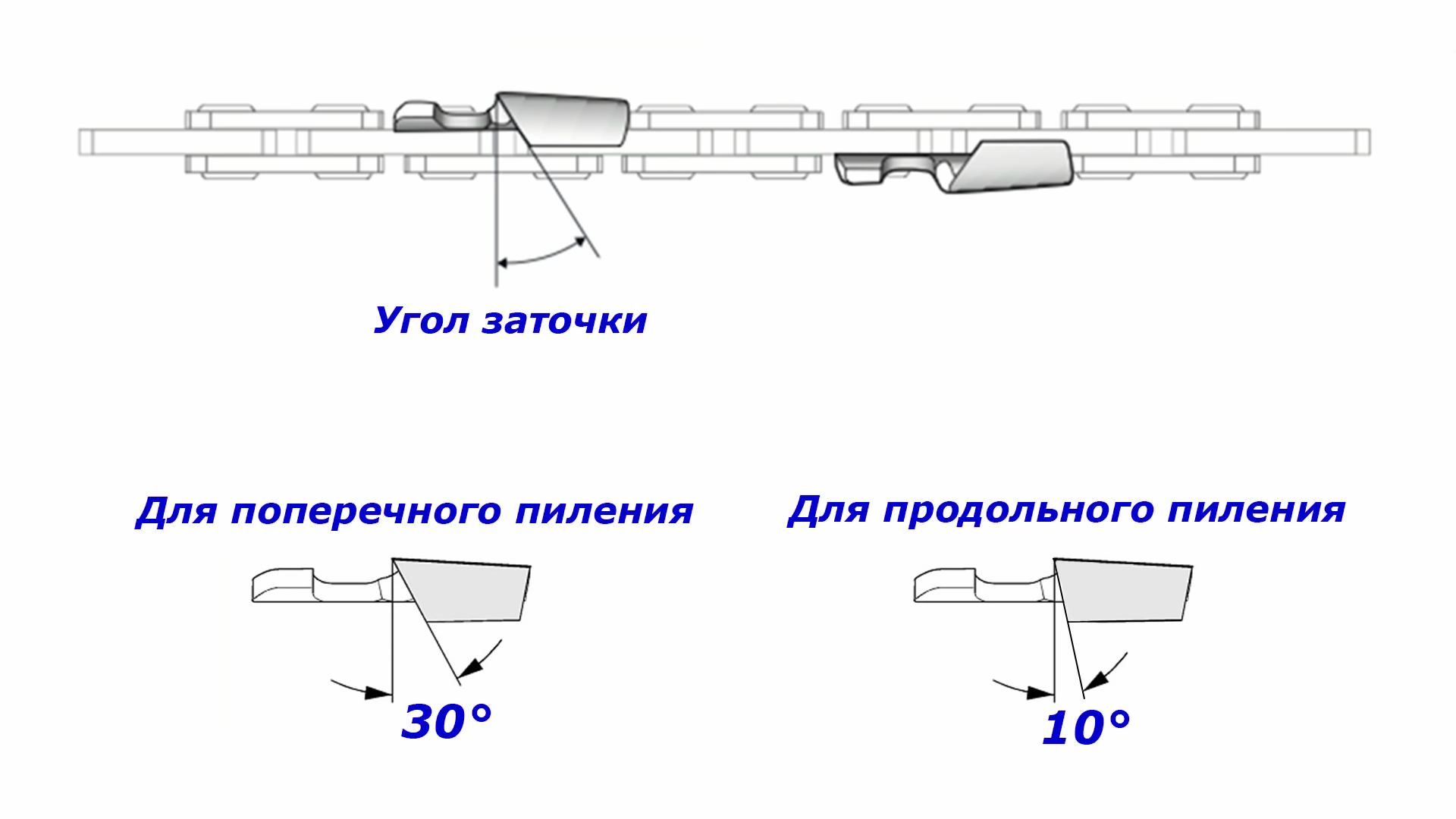
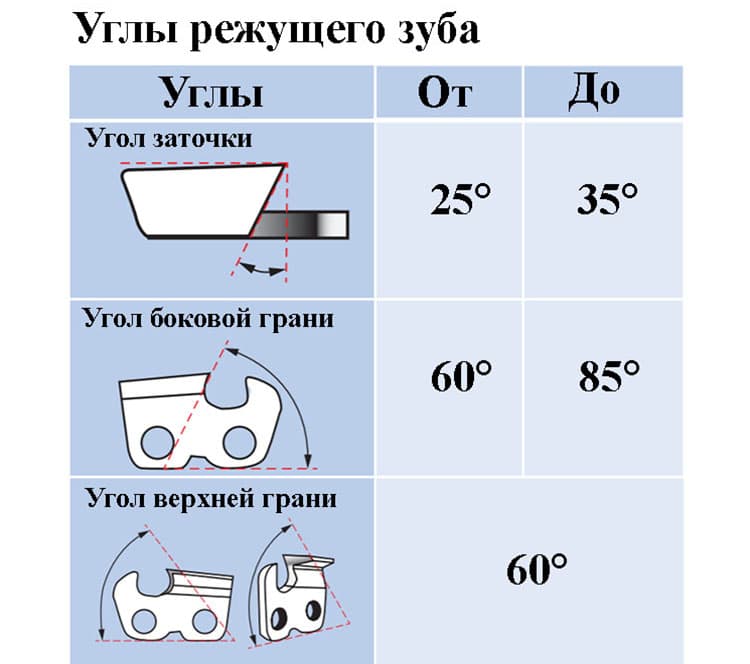
Кромка зуба для продольного распила должна быть очень острой и иметь угол в диапазоне 6º…12º, для поперечного – до 25º…30º.
В первом случае заточка должна производиться чаще, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию. Это особенно заметно у звеньев, которые изготовлены из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Шаблоны и приспособления для заточки цепи бензопилы
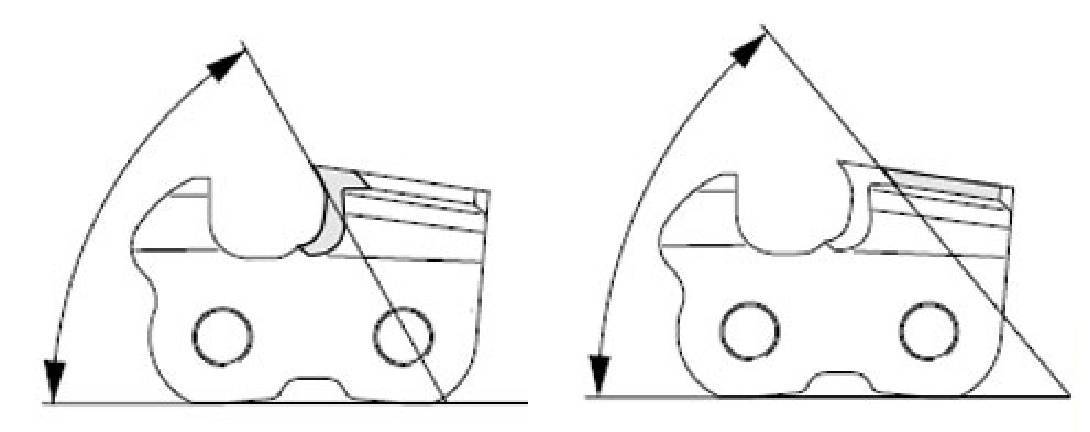
Гораздо легче работать, имея большую уверенность получить правильный результат, в том случае, если мастер обеспечил себя набором вспомогательных приспособлений, в который входит шаблон. С его помощью выдерживаются правильные значения всех углов заточки зуба. Угол передней кромки записан в инструкции, обычно его значение 65º — 80º. Оценку значения заднего угла верхнего лезвия можно выполнить только по шаблону. Его величина должна быть в диапазоне от 50º до 60º.
Задний угол заточки пилы уменьшается с увеличением твёрдости древесины. Оптимальным при продольном распиле считается значением угла 10º…12º, и 25º…30º – при поперечном распиле.
Шаблон конфигурации зуба пилыФОТО: proinstrumentinfo.ru
Периодичность заточки цепей бензопилы
Решение о заточке цепей пилы принимается не по календарю, а по оценке её работы. В первую очередь, следует осмотреть опилки. Если они имеют вид мелкой пыли, то цепь требует заточки. В противном случае, можно перегреть двигатель, что приведёт к образованию задиров на цилиндре. У тупой пилы повышенная вибрация и затруднённый заход гарнитуры в каждый новый пропил, что существенно снижает производительность распиловочных работ.
Таблицы размеров пильных цепей и шин для бензопил по моделям
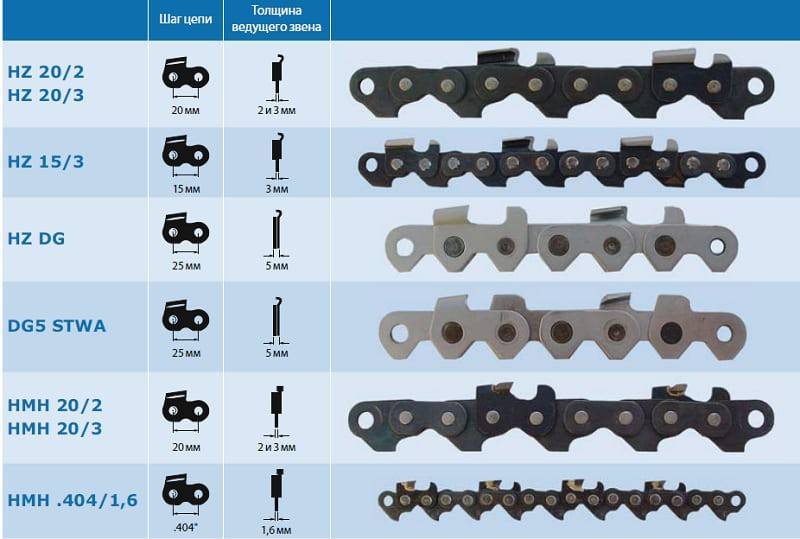
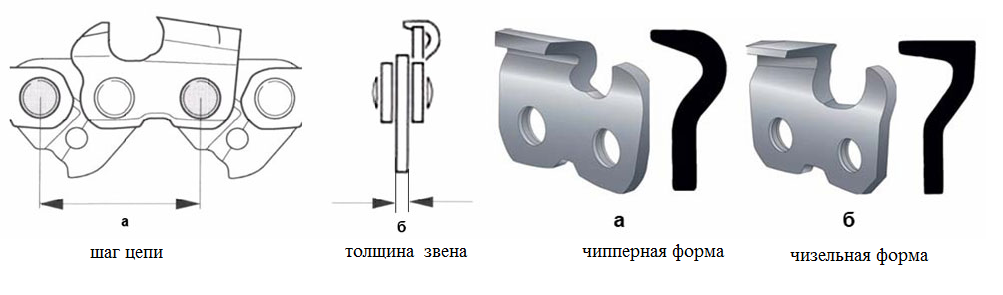
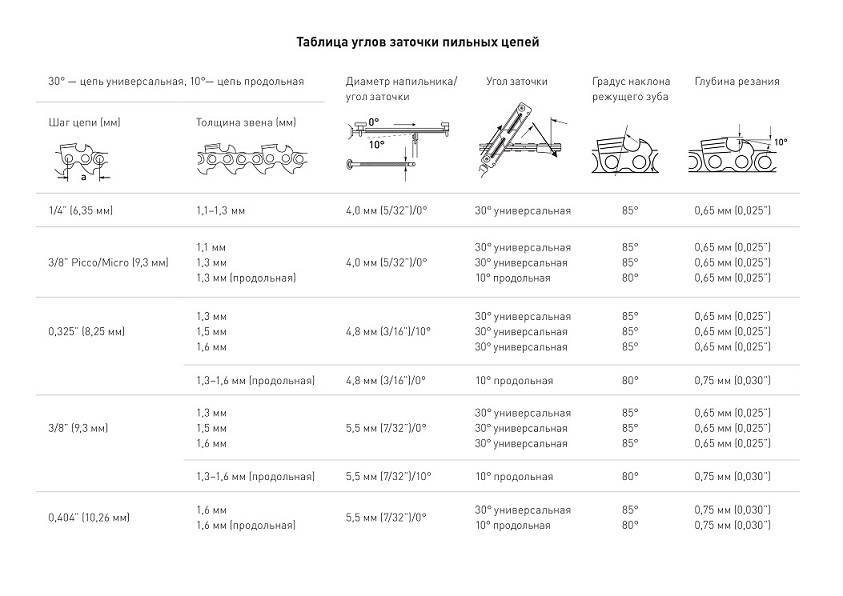
Это определяющий параметр, и в зависимости от его значения все существующие цепи подразделяются на пять групп с шагом 1/4’’, 0,325’’, 3/8’’, 0,404’’ и 3/4’’.Шаг 1/4’’ (6,35 мм) свойственен небольшим цепям, устанавливаемым на маломощные одноручные пилы.
Цепи с шагами 0,325’’ (8,25 мм) и 3/8’’ (9,3 мм) — наиболее распространенные варианты. Более 80% производимых по всему миру пил комплектуются именно ими.
Шаги 0,404’’ (10,26 мм) и 3/4’’ (19,05 мм) отличают цепи с более крупными звеньями и повышенной производительностью. В течение нескольких десятилетий ими комплектовали пилы российского производства, но сейчас устанавливают лишь на мощные валочные пилы и харвестерное оборудование.
Чем больше шаг цепи, тем крупнее составляющие ее звенья и тем выше ее производительность, но шире пропил. Для преодоления возрастающего сопротивления резанию требуется более мощная пила. У цепей с маленьким шагом другие преимущества — большее число зубьев на единицу длины, плавное движение в пропиле и, соответственно, сниженная вибрация, более чистый рез.
Толщина ведущего звена. Во время работы цепь скользит в пазу шины, и это скольжение должно быть плавным, без зацепов и в то же время без лишней «болтанки». Толщина хвостовика и толщина паза должны строго соответствовать друг другу, что повышает надежность посадки цепи и исключает вероятность ее «соскока». Все предусмотрено пять стандартных размеров:
- 1,1 мм (0,043’’) для маломощных пил
- 1,3 мм (0,050’’) бытовые и полупрофессиональные цепи,
- 1,5 мм (0,058’’) мощные и производительные пилы,
- 1,6 мм (0,063’’) и 2,0 мм (0,080’’) высокопрофессиональные пилы.
Назначение использования накладывает свои требования к используемым цепям. Например, при необходимости распиловки твердой и загрязненной древесины или при сносе и строительстве сооружений — лучше использовать специальные твердосплавные цепи Picco Duro или Rapid Duro, имеющие твердосплавные зубья или накладки, дающие им непревзойденную прочность и долговечность использования. Некоторые работы просто невозможно выполнить без их помощи.
Так же известно, что для продольной распиловки древесины (вдоль волокон) желательно использовать специальные цепи. Основное различие между цепями продольного и поперечного типа — это углы атаки режущих звеньев. Для цепей поперечного пиления они составляют 25–35 градусов. У цепей для продольного пиления (например цепи Stihl Picco Micro X) углы более острые — от 5 до 15 градусов.
Использование цепей несообразно их назначения приводит либо к пониженной производительности, либо к повышенной «агрессивности», сильной вибрации и дополнительной нагрузке на двигатель бензопилы.
Дополнительными характеристиками цепи являются высота профиля и глубина резанья.
Высота профиля.
Цепи бывают высоко- и низкопрофильными в зависимости от высоты режущей кромки над плоскостью направляющей шины. Высокопрофильные цепи, обычно, используют в профессиональных целях для получения максимальной производительности пиления. Низкопрофильные цепи устанавливают на бензопилы бытового и любительского класса, т.к. благодаря увеличенной площади опоры режущих звеньев и сниженной толщине срезаемой стружки они более безопасны.

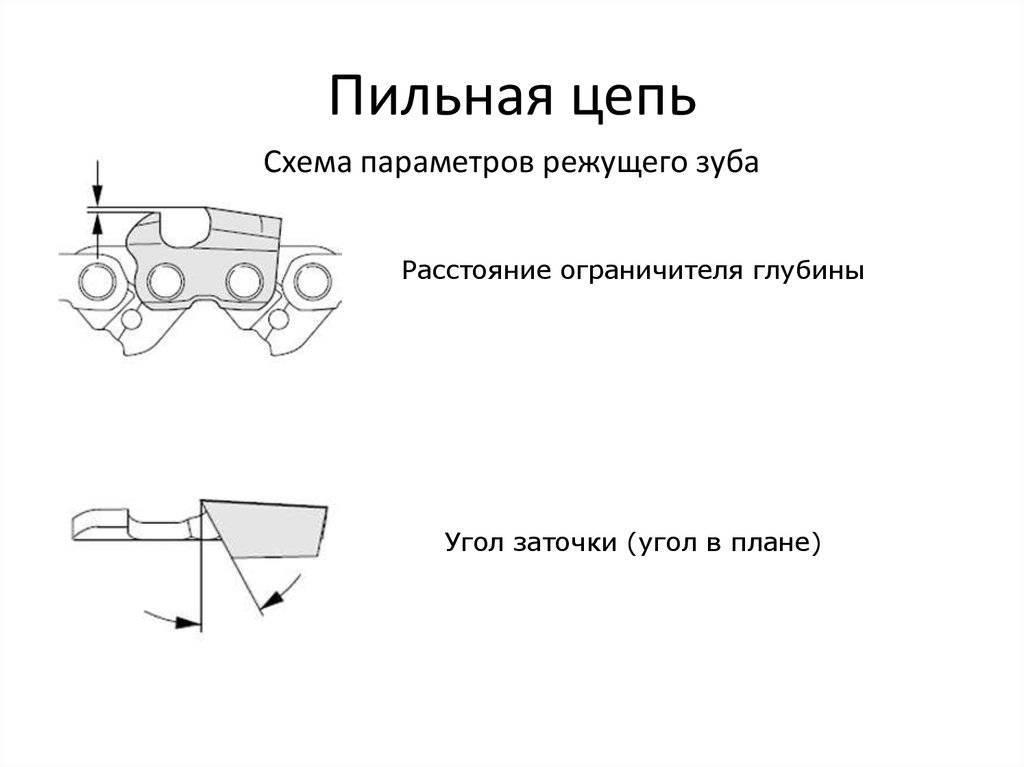
Глубина резания — это величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая толщину стружки. Чаще всего встречаются образцы с зазорами в 0,025 дюйма (или 0,635 мм) и 0,030 дюйма (или 0,762 мм), реже — с зазорами до 0,07 дюйма (или 1,778 мм), последние предназначены для агрегатов машинной валки леса.
Как правильно заточить цепь
Чтобы поправить затупившиеся зубья цепи бензопилы, рекомендуется соблюдать несколько правил.
Перед началом работы надо ослабить зажимной винт цепи, промыть пильную гарнитуру бензином для удаления остатков смазки. Зафиксировать цепь установочным клином так, чтобы зубья смотрели на точило.
Затачивая цепь бензопилы на станке, надо сохранять пропорциональность: все режущие элементы подгоняются под размер наиболее изношенного зубца. Параметры, рекомендованные производителем: наклон 85 градусов, глубина реза 0.65 мм.
Зубья затачиваются последовательно либо через один. После завершения работы цепь смазывается и натягивается.
Варианты выполнения работы
Важно знать, как наточить цепь бензопилы в домашних условиях, чтобы не затягивать процесс работы с пиломатериалом и не сломать инструмент. Заточка цепи электропилы своими руками ничем не отличается от правки режущего элемента пилы с бензиновым двигателем
Можно выбрать один из доступных способов:
- Правка зубьев с использованием напильника — это самый распространённый и легкий способ, который позволяет произвести заточку непосредственно на месте проведения работ.
- Заострить зубья можно с помощью системы PowerSharp.
- С использованием специального заточного станка — такой метод используют сервисные центры, но им вполне можно воспользоваться и в домашних условиях.
- С помощью УШМ (болгарки). Таким способом вряд ли смогут воспользоваться неопытные пользователи, так как он редко применяется и требует определённых навыков.
Угол заточки бензопилы Штиль
Важно выдержать угол заточки заднего угла верхнего лезвия, сделать это можно только используя шаблон. Иными способами этого добиться крайне сложно, т
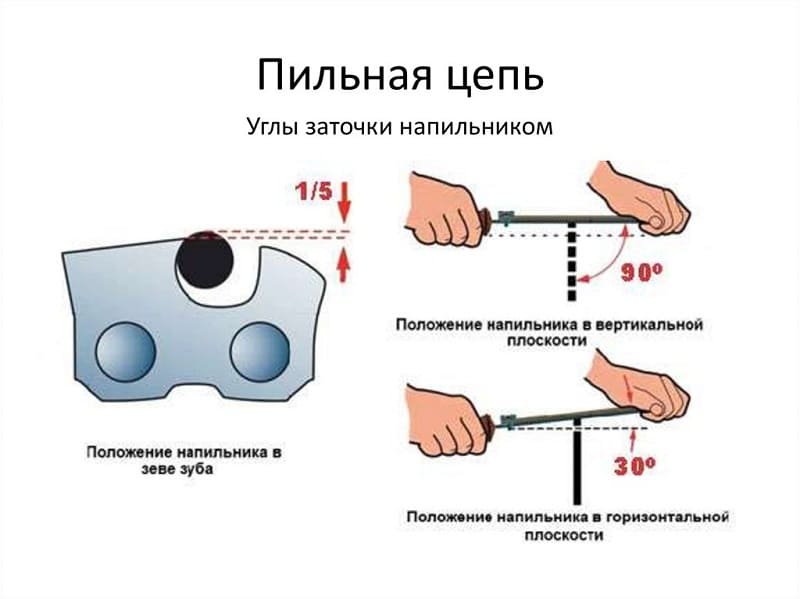
к. его значение колеблется в пределах от 50 до 60°. Угол передней кромки можно менять, в зависимости от того, какой тип распиловки вы будете производить. Чем тверже порода древесины, тем меньше угол, в противном случае кромка будет загибаться. Оптимальные значения угла 10…12° при продольной распиловке, и 25…30° при поперечном способе распила. От того, какой угол кромки используется в конкретном случае, зависит её производительность.
Правка цепи напильником
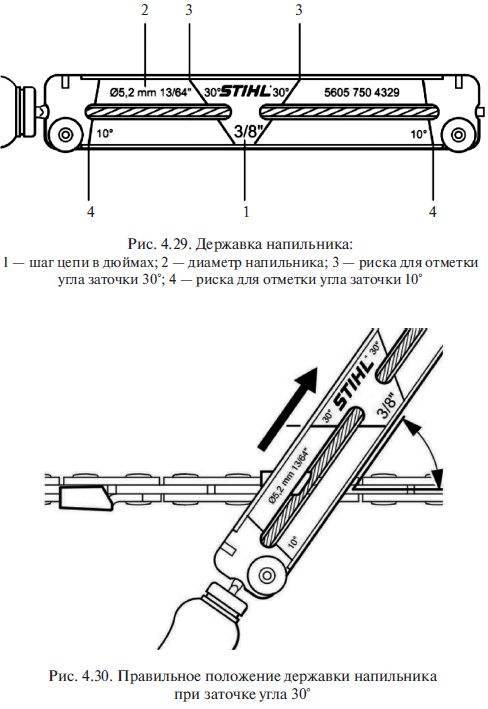
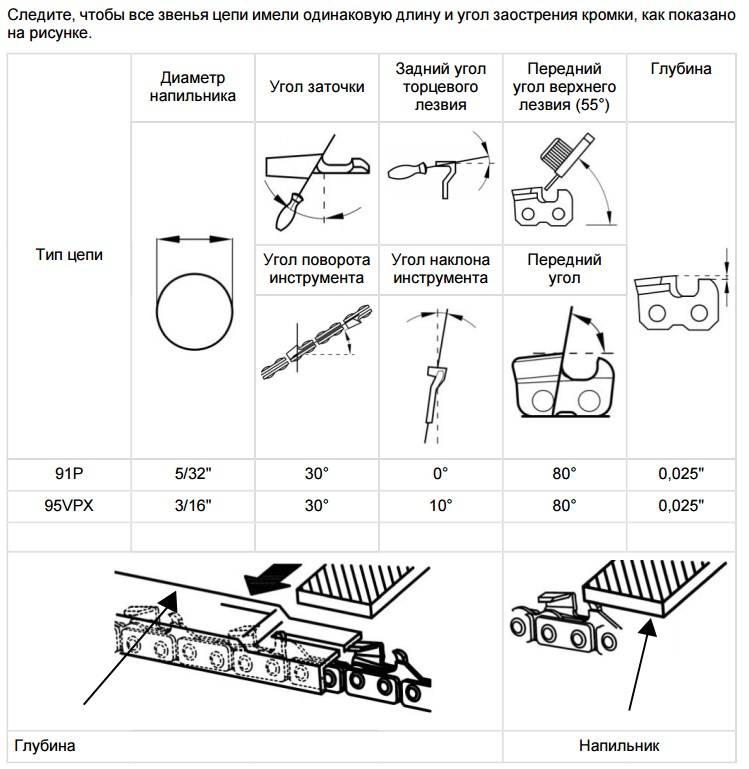
Заточка цепей бензопил производится двумя видами напильников: круглым и плоским. Круглый напильник должен соответствовать диаметру закругления распиловочных зубьев конкретно взятой цепи. К примеру, для заточки бензопилы Штиль 180 своими руками понадобится напильник диаметром 4 мм. Для остальных цепей такого типа могут применяться напильники диаметром от 3,8 до 4,8 мм. Для цепей, которые используют на профессиональных пилах, применяют надфили диаметром от 5,2 до 5,5 мм. О станках для заточки цепей читайте здесь.
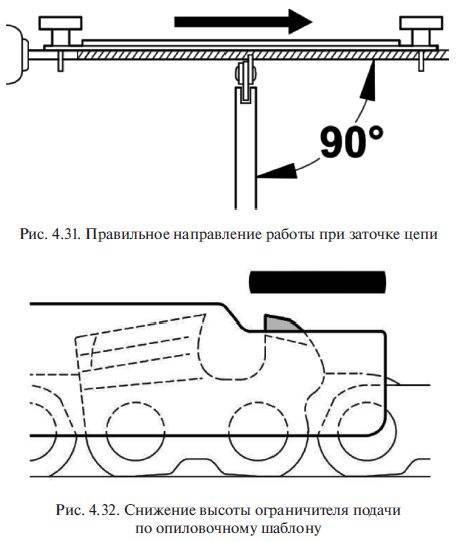
Для правильной правки цепи использования только круглого напильника недостаточно, потому что, кроме заточки зубьев, необходима корректировка ограничителя глубины пропила. Если упустить этот важный момент, то цепочка не сможет вгрызаться на нужную глубину в тело распиловочного материала, а это существенно снизит скорость проводимых работ и будет влиять на ресурс двигателя. Для этого типа заточки необходимо использовать плоский напильник.
В вовремя заточки, защищайте руки плотными перчатками, а глаза — очками.
Полезные советы
В работе пригодятся следующие рекомендации:
- Для начала установите инструмент на ровную и устойчивую поверхность — хорошо подойдёт стол или лавка. Если вы находитесь в условиях леса, то просто найдите широкую чурку или пенёк. Проверьте зубья по всей окружности на наличие сколов и прочих дефектов: может оказаться так, что некоторые зубья сломились.
- Приведите тормоз пилы в рабочее состояние — это действие заблокирует движение цепки по шине. Следите, чтобы режущий элемент вовремя заточки был натянутым. Рекомендуется поместить под шину подставку в виде полена или обычного куска ветки — так при надавливании она не будет проваливаться. Можно приобрести специальные струбцины для удержания шины в стационарном положении.
- В процессе заточки движения напильника осуществляются изнутри зуба к внешнему краю кромки, прокручивая напильник вокруг своей оси. При этом инструмент нужно двигать параллельно специальной метке, расположенной на цепи. Эта метка служит указателем правильного угла заточки режущей кромки. Для удобства самого процесса зуб, который вы обрабатываете, должен располагаться по центру шины.
- Все заточные работы необходимо проводить в защитной одежде и перчатках, т. к. режущая кромка зубьев очень острая, поэтому есть большая вероятность травмирования. Для равномерной заточки производители рекомендуют проводить одинаковое количество движений напильника для каждого зуба, на практике такую рекомендацию можно применить исключительно к зубьям, которые не имеют повреждений.
- Для более лёгкой заточки напильник можно применять в паре со специальной державкой, на которой нанесена разметка допустимых углов. С помощью таких меток зубья можно заточить не только для поперечного, но и для продольного распила древесины. Использование державки также будет полезно людям, которые в отличие от профессионалов не имеют должного опыта в этом деле.
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водой и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно только в том случае, если все пилящие элементы заточены одинаково.


Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Болгарка – хорошая альтернатива
Профессиональные лесорубы считают такой метод первобытным и трудоемким. Он используется в самом крайнем случае, поскольку болгарку невозможно зафиксировать на шаблоне. По этой причине очень сложно добиться контроля соблюдения постоянного угла и глубины заточки.
Шина надежно фиксируется в тисках, чтобы во время работы исключить ее подвижность. Не стоит крепить на болгарке новый отрезной диск, лучше воспользоваться старым кругом толщиной 1,5-2 мм.
Новичкам лучше вообще не использовать такой способ – целее будут. Есть риск нанести себе серьезные увечья. Вдобавок здесь никак не обойтись без навыков работы с подобным оборудованием.
Учет материала, из которого изготовлены зубья
В большинстве цепей для бензопил при изготовлении режущих зубьев используется высоколегированная хромоникелевая сталь.
Поэтому при приобретении нового экземпляра, следует только визуально проверить качество изготовления режущих элементов и их заточку. Однако для использования инструмента при обработке особо твердых, промерзших или сильно загрязненных материалов, возникает необходимость упрочнения зубьев. Для таких целей предлагаются варианты, на зубьях которых делаются твердосплавные специальные напайки.
Дополнительно: Бензопила дружба 4 технические характеристики 1969 гв. Бензопилы Дружба – характеристики моделей, варианты самоделок из садовых инструментов
Способы заточки цепи бензопилы
На сегодняшний день можно выделить несколько возможных способов заточки пильной цепи:
- Ручная
- Станочная
- С использованием УШМ
- Заточка дрелью или бормашиной с использованием надфиля
Далее мы детально рассмотрим каждый из предложенных методов возвращения цепи бензопилы былой остроты
Важно! В независимости от выбранного способа не забывайте о мерах безопасности. Для работы обязательно пользуйте защитными очками (или щитком) и перчатками
Болгаркой
Один из способов заточить цепь пилы — это болгарка
Такой способ не очень одобряется профессионалами, поскольку высок риск повреждения как инструмента, так и того, кто непосредственно и будет натачивать пилу. При этом на первый взгляд этот метод нравится многим, но на практике всё гораздо сложнее, чем кажется.
Тем не менее, способ всё ещё актуален.
- Цепь должна оставаться на шине.
- На болгарку крепится диск (желательно не новый) толщиной в полтора-два миллиметра.
- Перед цепью и шиной должна стоять небольшая преграда.
- Угол при заточке такой же, как описано в первом способе.
- После процесса обязательно подтянуть цепь.
Профессионалы особенно не рекомендуют этот способ новичкам, поскольку высок риск нанести тяжёлые увечья и травмы.
Плюсы:
Сравнительная быстрота по сравнению с напильником.
Дешевизна (слишком мала возможность привести в последующую непригодность диск болгарки).
Практически не нужны физические усилия.
Минусы:
Наличие особых навыков.
Отсутствие безопасности.
Необходимо знание техники безопасности и большой опыт работы болгаркой.
Электрическим станком
Электрические станки для заточки
Такие станки оснащены специальными функциями для заточки под под определённым углом. Благодаря станку появляется гарантия, что диск к цепи будет подведён с максимальной точностью и аккуратностью. Также существуют станки со специальными тисками для зажатия цепи. Этот способ максимально подходит для новичков, поскольку удобство и безопасность гарантированы. Стоимость такого станка напрямую зависит от его функциональности.
Станком с ручным приводом
На вид станок с ручным приводом напоминает лучковую пилу. Разве что на месте, где бы располагалось полотно такой пилы, находится напильник. Такой станок даёт возможность наточить и подогнать зубья бензопилы под нужный размер. В станок встроен механизм, благодаря которому можно выстроить нужный размер.
Во время процесса понадобиться всего два-три движения, после чего можно переходить к следующему зубу. Этим же станком можно наточить и ограничитель. Разница лишь в самом напильнике, а точнее – в его форме. Так как при наточке зубьев необходим круглый напильник, а при заточке ограничителя – плоский.



Плюсы:
Удобство и гарантированное качество.
Отсутствие необходимости применения большой физической силы.
Минусы:
Цена инструмента.
Отсутствие возможности наточить пилу на месте работы.
Станки с ручным приводом
Советы от профессионалов
- Перед тем, как начать заточку каким-либо способом, нужно включить пилу примерно на минуту. Делается это для того, чтобы смазочное масло попало на каждую деталь.
- Обязательно время от времени затачивать цепь и никогда не откладывать это дело на потом.
- Наблюдать за натяжением цепи при работе. При обнаружении неполадок стоит тут же исправить их. Плохо натянутая цепь является травмоопасным предметом.
Выше описаны самые распространённые способы заточки бензопилы. Свой способ стоит выбирать исходя из умений, знаний правил безопасности и опыта работы с инструментом.
Лучшие марки цепей для бензопил
По отзывам владельцев данных агрегатов составлен рейтинг цепей для бензопил. Ниже представлены производители, выпускающие лучшие цепи для бензопил.
- Stihl является очень известной швейцарской маркой, которая производит пильные цепи из высокопрочной хромоникелевой стали. Они не растягиваются при нагреве, как обычные. Это достигается благодаря использованию при производстве специального метода горячей клепки. Кроме всего, данный производитель запатентовал способ смазки — “канавки”, которыми снабжаются все ведущие звенья.
- Компания не занимается проектированием цепей, но производит их, используя лучшие запатентованные технологии. Благодаря этому достигается высокое качество продукции. Также компания предоставляет большой перечень услуг покупателям, обеспечивая гарантийное обслуживание своей продукции. Кроме этого, у клиентов компании есть возможность приобретать оригинальные запчасти для механизмов.
- Oregon является подразделением фирмы Blount Inc. Компания считается одной из лучших среди фирм, производящих пильные элементы для бензопил. Также Oregon выпускает различные аксессуары и запчасти для инструментов других известных брендов. Пильные элементы бензопил изготавливаются из специального запатентованного сплава, а на зубья наносится сплав хрома. Для облегчения процесса заточки на зубьях нанесены метки, указывающие, под каким углом необходимо производить данную операцию. Кроме всего, цепи имеют систему, позволяющую уменьшить вибрацию и оригинальную конструкцию, благодаря которой смазка распределяться равномерно.
- Carlton является компанией из Америки. Все элементы цепи данного производителя имеют повышенную твердость, поскольку проходят на стадии изготовления дробеструйную обработку. Режущие звенья имеют длинную кромку, благодаря чему появляется возможность производить большое количество заточек.
- Windsor. Компания запатентовала сверхпрочный сплав, который отличается высокой термостойкостью и не подвергается растяжению. В пильных элементах фирмы Windsor для обеспечения высокой надежности применяются штампованные звенья и заклеенные заклепки.
- Цепь изготавливается из легированной стали с хромированными зубцами. Последние затачиваются специальным образом, а на цепь наносится гипоидная смазка, облегчающая процесс пиления. Также фирма применяет метод дробеструйного упрочнения при изготовлении цепей, увеличивающий прочность звеньев.
Болгарка – хорошая альтернатива
Профессиональные лесорубы считают такой метод первобытным и трудоемким. Он используется в самом крайнем случае, поскольку болгарку невозможно зафиксировать на шаблоне. По этой причине очень сложно добиться контроля соблюдения постоянного угла и глубины заточки.
Шина надежно фиксируется в тисках, чтобы во время работы исключить ее подвижность. Не стоит крепить на болгарке новый отрезной диск, лучше воспользоваться старым кругом толщиной 1,5-2 мм.
Новичкам лучше вообще не использовать такой способ – целее будут. Есть риск нанести себе серьезные увечья. Вдобавок здесь никак не обойтись без навыков работы с подобным оборудованием.
В заключение
Если технология заточки предписывает заточку снятой цепи, при обратной установке не рекомендуется прилагать к резьбовому крепежу чрезмерных усилий. Для затяжки винтов крепления шины лучше всего использовать откалиброванный по лимбу электрический шуруповерт.
Приведенные выше рекомендации в полном объеме действительны для пильных гарнитур инструментов с электрическим приводом. Цепи одинакового шага и типоразмера по всем параметрам взаимозаменяемы.
Перед установкой нового комплекта необходимо убедится в состоянии венца привода. Деталь с существенным износом при установке новой шины и цепи подлежит обязательной замене.
Замена стандартной гарнитуры более производительной, оправдано только при значительном запасе мощности и вращательного момента. В противном случае, при эксплуатации двигателя с постоянной перегрузкой, с полной выработкой его ресурса, могут возникнуть проблемы.





