

Сфера использования абразивной обработки
Основными пользователями рассматриваемого инструмента выступают предприятия, специализирующиеся на изготовлении деталей или их элементов. Благодаря абразивной обработке металла готовые изделия приобретают не только более эстетичный вид, но и требуемые качественные характеристики
В первую очередь в подобных приспособлениях нуждаются производства, занятые выпуском мелких деталей для нужд машиностроения, так как для этой отрасли очень важно, чтобы выпускаемая продукция в точности соответствовала чертежам
Относящийся к рассматриваемой категории инструмент может использоваться для обработки изделий в виде автоматизированной линии или же вручную. Последний вариант часто используется в небольших мастерских, а вот для более крупных предприятий, занятых в серийном и массовом производствах уместнее всего использовать для финишной обработки изделий автоматические агрегаты.
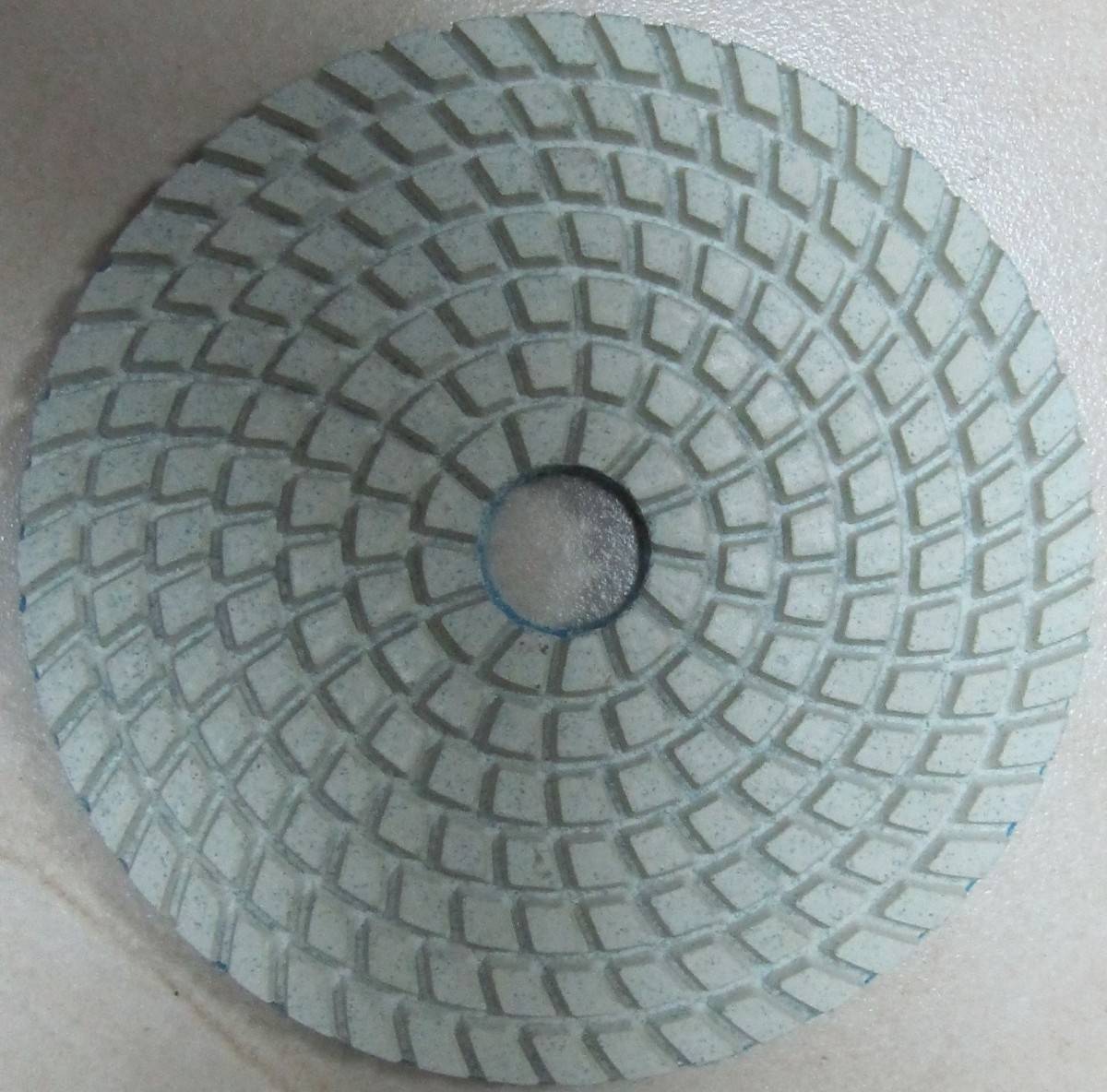
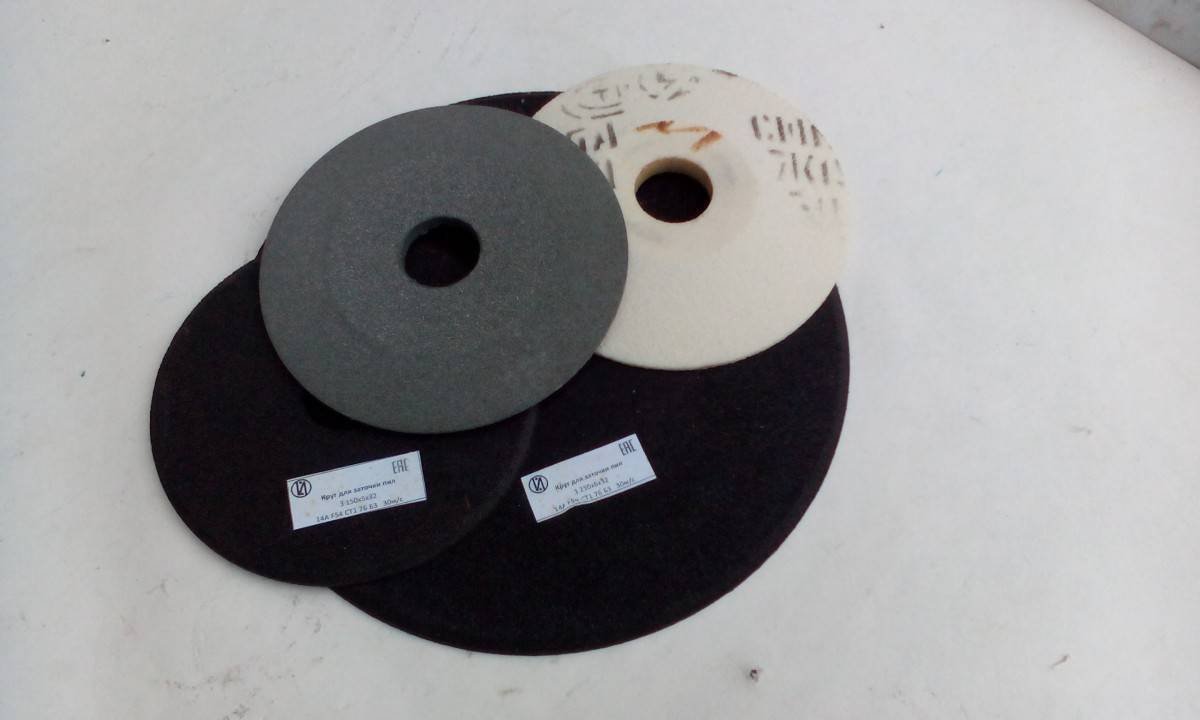
Фото хороших шлифовальных кругов
















Также рекомендуем просмотреть:
- Какими бывают алюминиевые заклепки
- Лучшие биты для шуруповерта
- Какая монтажная пена лучше
- Выбираем полотно для ножовки по металлу
- Обзор буров и сверл для перфоратора
- Обзор алмазных коронок по бетону
- Лучшие сверла по бетону для дрели и перфоратора
- Как выбрать хороший алмазный диск по бетону
- Какой абразивный диск лучше выбрать
- Фрезы по дереву для ручного фрезера
- Какой патрон для перфоратора лучше
- Выбираем хорошие сверла по дереву
- Типы и размеры скоб для степлера
- Зачем нужен унипак
- Щетка по металлу для болгарки и дрели
- Какую и как выбрать леску для триммера
- Какие сверла по металлу лучше
- Какое масло для бензопилы выбрать
- Отрезные круги для болгарки
- Металлические хомуты для крепления труб
- Как выбрать оцинкованное ведро
- Как выбрать диск для циркулярной пилы
- Виды пилок для электролобзика
- Разновидности лепестковых кругов
- Что такое пакля
- Нейлоновые стяжки
- Виды и применение изоленты
- Выбираем легкое пластиковое ведро
- Как выбрать защитные очки
- Зачем нужен малярный скотч
Помогите сайту, поделитесь в соцсетях 😉
Маркировка зернистости шлифовальных кругов
При маркировке шлифовальных кругов производители указывают только его ширину (МКМ или F с числовым показателем величины зерна). Размер зерна не только показывает износостойкость абразива, но также играет важную роль при шлифовке той или иной поверхности.
Размер зернистости круга влияет на качество и чистоту обработки поверхности. Учитывайте материал, с которым работаете. Чтобы получить максимально чистую поверхность, следует купить круг с самым маленьким показателем зернистости. Однако человек, работающий с таким кругом, должен понимать, что он быстро засаливается, часто происходит прижог обрабатываемого материала.
Согласно ГОСТу от 1980 г., для измерения зернистости кругов используют единицы, равные 10 мкм. В современном варианте ГОСТа Р 52381-2005 круги маркируются буквой F с определенной цифрой (при увеличении числа степень зернистости понижается).
Например, номер зернистости по старому ГОСТу (М40-М5) и по новому (F280, F320, F360, F400-F600, F800). Для расшифровки: такой диск применяют при окончательной доводке и хонинговании деталей с точностью 3-5 мкм и менее, а также суперфинишировании. Или размер 40, 32 по старому ГОСТу и F40, F46 по новому: круги с такой зернистостью применяются для предварительной и окончательной шлифовки деталей с шероховатостью поверхностей 7-9 классов чистоты, а также для заточки режущих инструментов.
Формы шлифовальный кругов
Шлифовальные круги изготовляют различной формы и размеров. Форма круга выбирается в зависимости от конструкции станка, крепежных устройств и условий шлифования.
Размеры шлифовальных кругов выбираются по размерам и мощности станка, по размерам обрабатываемого изделия, конструкции и размерам крепежных устройств и защитных кожухов. При выборе размера круга руководствуются правилом — всегда брать возможно больший размер, так как это улучшает условия резания (уменьшается дуга контакта).
ГОСТ 2424-83 определяет формы сечений, обозначения и размеры шлифовальных кругов (рис. 54).
Абразивы: описание, связки
Хотите качественную обработку? Тогда выбирайте абразивный материал, в котором максимально эффективная связка. Свойства последней напрямую влияют на прочность, твердость и специфику использования. Режимы, в которых можно использовать абразивные материалы, также зависят от технических свойств связки.
Как и говорилось выше, существуют органические и неорганические связующие элементы. К числу первых относятся следующие:
- вулканит;
- бакелит;
- поливинилформалевые соединения;
- глифталевые и эпоксидные компоненты.
Вторые примечательны силикатными и магнезиальными элементами. Наиболее часто из последней группы используется алмаз, керамика.
Отличительные свойства керамических связующих компонентов заключаются в следующем:
- устойчивость к возникновению огня;
- стойкость к воздействию влаги;
- полная химическая нейтральность – не взаимодействуют с химическими веществами любого происхождения.
Абразивный материал с керамической связкой отличается усиленным профилем, но сниженной устойчивостью к ударным нагрузкам.
Связки на бакелитовой основе отличаются повышенной упругостью, устойчивостью к любым механическим воздействиям, включая изгибы и удары. Из таких связок изготовляется широкое количество различных абразивных материалов.










Однако бакелитовые связки имеют и отрицательные стороны, представленные следующими нюансами:
- восприимчивость к воздействию химических веществ на щелочной основе;
- восприимчивость к воздействию высокого температурного режима;
- имеет пониженную деформационную стойкость.
Магнезиальные и силикатные связующие элементы используются гораздо реже. Это обусловлено тем, что такие компоненты неустойчивы к охлаждению и отличаются хрупкостью. Но есть и весомое отличие – они почти не выделяют теплоту в процессе использования.
Вулканитовые связки отличаются многообразным составом. Они содержат в себе каучук и серу, проходят дополнительную термическую обработку. Такие элементы отличаются повышенной эластичностью, за счет которой ее можно использовать для фасонного и профильного шлифования.
Абразивные инструменты, в которых используется такая связка имеют плотную структуру. В этом их минус – они легко и быстро нагреваются. Из-за этого зерно проседает, поэтому такие инструменты лучше всего использовать для чистового шлифования.
Маркировка шлифовальных кругов по ГОСТ
В маркировке имеется необходимая информация, с помощью которой можно безошибочно выбрать наиболее подходящий инструмент нужной марки. В ней представлен тип изделия, его структура и размеры, зернистость, материал абразивных частиц материала для связки, твёрдость и зернистость, предельная скорость вращения. Также в ней непременно указывается неуравновешенность и класс точности.
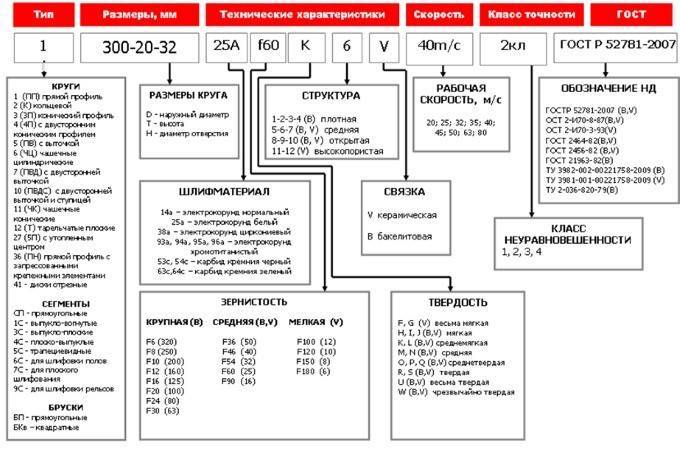
Для маркировки существуют специальные обозначения, они могут быть указаны разным цветом. Каждое из них характеризует определённый технологический параметр. Расшифровка проводится по соответствию действующим ГОСТам. Так, размер обозначается тремя цифрами. К примеру, на упаковке и в названии может быть указана следующая комбинация: 175 × 20 × 30 мм. Прочитать её можно таким образом. Первый показатель означает размер наружного диаметра. Последний — размер внутреннего или посадочного диаметра, а средний – высоту круга. Если требуется приобрести круг для станка, то нужно выбирать модель с подходящими габаритами.
Скорость вращения определяется прочностью. Поэтому на нём всегда указана максимально разрешённая скорость в таких показателях как количество оборотов в минуту (об./мин) и метрах в секунду (м/с). Если не соблюдать ограничения, то инструмент быстро износится и придёт в негодность. Поэтому следует выбирать модель с соответствующей прочностью, подходящим наждаком и зернистостью.
Материал абразивных частиц указывается в маркировке буквами и цифрами. К примеру, электрокорунд обозначается буквой А. Нормальный электрокорунд маркируется сочетанием от 12А до 16А, белый – 22А-25А, хромистый – 32А-34А. Также распространены циркониевый электрокорунд, который обозначается 38А, титанистый — 37А, и др. Буквой С обозначается карбид кремния – он может быть зелёный 62С-64С, или чёрный чёрный 52С-54С. Высокие цифры говорят о том, что материал высококачественный.
Твёрдость по старому ГОСТу в маркировке выглядит как ВМ1, ВМ2 (весьма мягкий), ВТ – весьма твёрдый и т. д. По соответствию международным стандартам этот показатель обозначается латинскими буквами: F, G, H, L, K, R, S и др. Также маркировка представляет данные о структуре круга. Этот показатель означает содержание абразивных частиц в единице объёма. Цифра от 1 до 4 говорит о плотной структуре, 5-7 – о средней, 8-10 – об открытой, а 11 и 12 – о высокопористой.
Теперь о связующем материале. Буквы K или V соответственно старому ГОСТу обозначают керамический материал, В или Б – бакелитовый, R или В – вулканитовый. Если в бакелитовой связке имеется упрочнитель, то в маркировке указываются буквы БУ или ВF, если же графитовый наполнитель, то В4 или Б4. Буквы А, АА и Б показывают класс точности. АА указывают на самый точный класс. А класс неуравновешенности массы изделия представлен на маркировке цифрами от 1 до 4.
Вулканитовые и бакелитовые шлифовальные круги
Алмазное напыление имеет достаточно высокую стоимость, поэтому оно наносится очень тонким слоем на металлическую основу. Абразивные круги с меньшей прочностью формируются другим способом. Зачастую для подобной цели применяется связующий керамический состав, где основными компонентами служат материалы неорганического происхождения (кварц, глина и прочее). Сильно измельченные, эти связующие добавляются при формировании круга к выбранному абразиву, что обеспечивает готовому изделию повышенную жесткость, но и соответствующую хрупкость.

Бакелитовые круги
Большим спросом на рынке пользуются бакелитовые насадки. Своим названием они обязаны основному наполнителю – бакелиту (искусственной смоле). Этот связующий компонент придает кругу упругость и своеобразную эластичность, но одновременно снижается износостойкость в результате более слабого закрепления зерен (сравнительно с жесткой керамической основой).
Круги на вулканитовой связке
Шлифовальный круг с вулканитовым связующим еще мягче. Здесь основным абразивным элементом служит синтетический термообработанный каучук. Другими словами, при производстве таких шлифовальных насадок применяется вулканизация, что и отражено в их названии. Вулканитовые круги имеют более высокую стоимость сравнительно с керамическим абразивом. Однако, несмотря на повышенную упругость, их износостойкость выше всяких похвал.
Что такое абразивные материал
Абразивными называются материалы, обладающие высокой степенью твердости по сравнению с обрабатываемыми поверхностями. Они предназначены для механической зачистки, порезки, шлифования, полирования или заточки других материалов. Условно все абразивы подразделяют на два типа:
- природные;
- искусственные (синтетические).
Существует множество материалов с высокими абразивными свойствами, которые применяются в промышленности. Работоспособность абразивов определяется несколькими параметрами:
- материалом зерна;
- степенью зернистости;
- конфигурацией инструментария.
Износоустойчивость шлифматериала зависит от показателей твердости, химической неактивности резцовых составляющих, их термостойкости и т.д. Зачастую под абразивами понимают сверхпрочные материалы, такие как кварц или алмаз. Но в некоторых случаях даже мягкие абразивные материалы могут использоваться для шлифования или полирования.
Абразивной способностью обладают все материалы, имеющие определенную степень твердости, вязкости, износоустойчивости и форму абразивных зерен. Именно на существенном различии степени твердости основаны механические принципы шлифования, порезки и полирования материалов.
Технические характеристики абразивов определяют двумя способами:
- по минералогической шкале (шкала Мооса);
- вдавливанием пирамиды из алмаза в испытуемый материал.
Под абразивной способностью следует понимать возможность одних материалов обрабатывать другие. В производстве используются только те инструменты, которые обладают достаточной механической прочностью. Это позволяет минимизировать затраты на частую замену разрушившихся абразивов.
Естественные абразивные материалы
Рассмотрим некоторые из природных абразивов.
Алмаз является наиболее твердым из природных материалов, состоящим из чистого углерода. В природе он встречается, как правило, в виде россыпи кристаллов. Алмазы бывают ювелирные и технические (именно они применяются в качестве абразивов).
Гранат
— это минерал, состоящий из алюмосиликатов извести, магнезии и других примесей. Он может быть окрашен в разные цвета, за исключением синего. Используется в измельченном виде: частицы наносятся на шкурки для шлифования.
Корунд
состоит из кристаллической окиси алюминия с примесями, отличается окраской от синеватой до коричневой. При этом твердость материала снижается с повышением содержания в нем окиси железа.
Наждак
— смесь корундовых зерен с магнезитом и прочими минералами.
Кварц
представляет собой оксид кремния кристаллической формы. Разновидностью кварца является кремень: он состоит их кремнезема, в природе встречается в виде массивных горных пород.
Пемза
— это пористая структура вулканического происхождения, состоит из кремнезема и глинозема.
Мел
— карбонат кальция, с помощью которого возможны тонкие виды обработки (полирование, притирка).
Абразивная обработка материалов
Из абразивов изготавливаются специальные абразивные инструменты. У них, в отличие от лезвийных (металлических), нет сплошной кромки реза. Данную функцию выполняет цельная зернистая структура, резцом в ней является каждое из зерен. Эти абразивные частицы скреплены друг с другом связующим веществом или же объединены в какое-то изделие (это может быть круг, камень, шлифовальная шкурка, щетка), совокупно воздействуют на рабочую поверхность своими режущими краями, снимая ими тончайшую стружку (данный слой может составлять всего несколько микрон).
Абразивные материалы востребованы для разных типов обработки:
- шлифование – бывает круглое, плоское, кругами, лентой, а также бывает предварительное и чистовое;
- притирка;
- гидроабразивная обработка;
- ультразвуковая;
- пескоструйная;
- полирование (бывает предварительное, зеркальное);
- хонингование (это отделочная обработка внутренних цилиндрических деталей, например автомобильных цилиндров);
- суперфиниширование (предполагает минимальный съем материала);
- галтовка (это очистка мелких деталей от окалины, коррозии, заусенцев и пр.);
- прорезка, отрезка;
- заточка.
Маркировка – условные обозначения
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
1. Тип круга
В теории должно быть цифровое обозначение:
1- прямой профиль,
41 – диски отрезные,
42 – диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: “cut-off wheel”-отрезной круг, grinding wheel – шлифовальный круг, лепестковый круг.
2. Размеры круга
На сайте производителя(см. таблицу ниже) указано так:
D – наружный диаметр,
T – высота,
H – диаметр отверстия.
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:
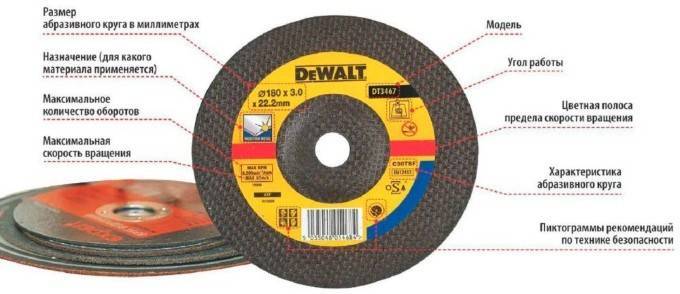
3. Материал для обработки которого предназначен диск
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
5. Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
7. Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К – старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.









7.2. Бакелитовая связка
B (Б – старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.
Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.
7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В). Данный вариант экзотика и встречается крайне редко.
8. Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.
9. Класс точности
АА, А и Б. АА – высокая точность геометрических параметров А – Промежуточный вариант. Б- для менее ответственных операций.
11. Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
12. Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального “надевайте наушники” может быть нанесено что-нибудь действительно стоящее. Например – не использовать для торцевого шлифования.
Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.
Какой должна быть зернистость наждачной бумаги для работы
Как вы понимаете, для разной обработки материалов применяется разная шлифовальная шкурка. Речь сейчас не о форме выпуска, а о размере зерна, способе его нанесения. Тип абразива и способ нанесения имеет вторичное значение. Они больше влияют на долговечность использования материала. Но как обычно, лучше — значит дороже. Тут каждый уже выбирает сам. А вот размер зерна лучше подбирать под конкретные задачи.
Наждачка для шлифования дерева под покраску: выбор размера зерна
Какой наждачкой шлифовать дерево
Для того чтобы шкурка не забивалась, зерно должно быть нанесено с промежутками. Это открытый тип нанесения. В таком случае не придется часто ее «выбивать» или менять. Тип основы — бумага или ткань. Бумага дешевле, ткань дороже. Если есть шлифмашинка, смотрите в рекомендациях к ней. Для обработки вручную, можно закрепить кусок на специальный держатель или прибить к бруску.
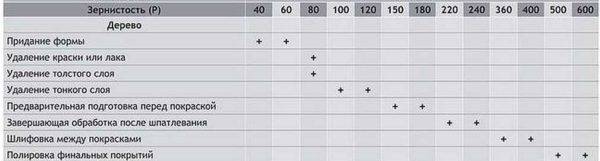
Как выбрать зернистость наждачной бумаги для обработки древесины
Рекомендации по выбору зернистости даны в таблице. Для первичной обработки, идет шлифшкурка от P40 до P80. Это придание формы, снятие толстого слоя. Теми же материалами снимаем лак и краску с древесины. Для подготовки дерева к покраске нужна уже P100 до P240. Для шлифовки после нанесения первого слоя лака, берем P360 или P400. А доведение до гладкости — собственно полировка и лакировка — это уже совсем мелкие P500 и выше. Вообще, полировка — это отдельная тема, и там надо пошагово шлифовать и наносить краску или лак. И с каждым разом зерно берут все более тонкое. А завершают полировку, вообще мягким полировочным (войлочным) материалом.
Каким наждаком обрабатывать металл
Для обработки металла придется брать более жесткие абразивные материалы, а значит и более дорогие. Обычный корунд справится с алюминием и его сплавами. Ими же обрабатывают чугун, бронзу и черную сталь. Для латуни нужен хотя бы циркониевый, но лучше титановый или легированный электрокорунд. А еще лучше — керамический
Еще обратите внимание — способ нанесения должен быть закрытым

Для шлифовки и полировки металла нужен другой тип шкурки, а размеры зерна подбираем под вид работы
Принцип подбора зернистости тот же: для грубой обработки повышенная «шершавость» крупного зерна, чем тоньше обработка, тем мельче абразив. Для снятия ржавчины и выравнивания основных шероховатостей берут самую грубую наждачку. Чем тоньше слой, тем меньше размер зерна. Так что тут все логично
Но обратите внимание, что на каждый вид работы приходится два или три размера зернистости. Это не значит, что надо брать любой из указанных. Это значит, что для получения хорошего результата надо обрабатывать каждым размером
Хотя, если внешний вид вам не так важен, тогда можно и одним размером из рекомендованных
Это значит, что для получения хорошего результата надо обрабатывать каждым размером. Хотя, если внешний вид вам не так важен, тогда можно и одним размером из рекомендованных.
Наждачная бумага для пластика, камня, керамики и стекла
По типу абразива и его нанесения рекомендации те же: более прочные, более плотное расположение. Но шлифовка рекомендована с подачей воды, так что требуется водостойкая модификация наждака.
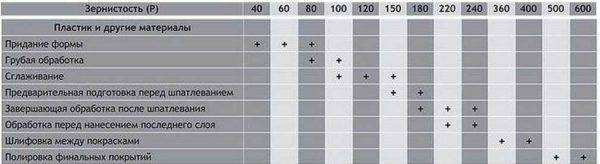
Наждачная бумага для пластика: выбор зернистости
Для финишной доводки пластика и стекла, шлифовальная шкурка даже с самым маленьким зерном — та самая нулевка или P800 — будет слишком грубой. Она будет оставлять видимые царапины. Доводят до гладкости эти материалы при помощи пасты ГОИ и еще более тонких шлифовальных составов. Но это уже отдельная история и свои технологии.
Роль связок
Помимо самого режущего вещества имеет значение также способ, при помощи которого оно образует абразивную массу. ГОСТ допускает применять в качестве связок бакелит или керамику. Бакелитовый вариант хорош своей более высокой плотностью, поэтому круг отличается повышенной массой, пригоден для работ по металлу, но с ограниченной окружной скоростью вращения (особенно, если используется ручная шлифовальная машина). Применение керамики делает шлифовальный круг более лёгким, соответственно возрастает допустимая скорость его вращения на станке. Однако абразивная стойкость, а также твёрдость круга с керамикой снижаются.
Связкой определяется также способ крепления с основой корпуса. Например, плёночное крепление пригодно для керамических связок, но не годится для бакелитовых.
Особый вид связки представляет фибра. Такая основа используется при так называемом «холодном» шлифовании металла на станке или машинке, когда производится зачистка поверхности из нержавеющей стали или зоны сварного шва. При этом обрабатываемый материал практически не нагревается, поскольку глубина шлифовальной зоны – незначительная (процесс фактически ближе к полированию). Маркировка производится в соответствии с нормами ГОСТ Р 51967.
Ограниченно используются и остальные виды связок – из различных эпоксидных композиций, магнезита, фарфора.
Классификация наждачных инструментов
Градация кругов по видам происходит двумя способами. Первый из них определяется двумя официальными документами: старым советским ГОСТом 2424—83 «Круги шлифовальные: технические условия» и современным «Круг шлифовальный: ГОСТ Р 52781— 007». Однако то, что содержится в них, большинству неподготовленных пользователей будет мало понятно.
Для этого существует вторая, народная спецификация шлифовального инструмента:
Приспособления на липучке получили своё название из-за способности прицепляться к опорам устройств за счёт вставок из велкро ткани. Это универсальные круги, которыми пользуются за неимением специального оснащения. Маркируются различными цветами, которые обозначают содержащееся в них шлифовальное зерно. Самый распространённый — коричневый, подходит для работы с деревом и металлами. Синий — для обработки нержавейки, белый для лакированных и шпаклёванных поверхностей, чёрным можно обрабатывать минералы.
-
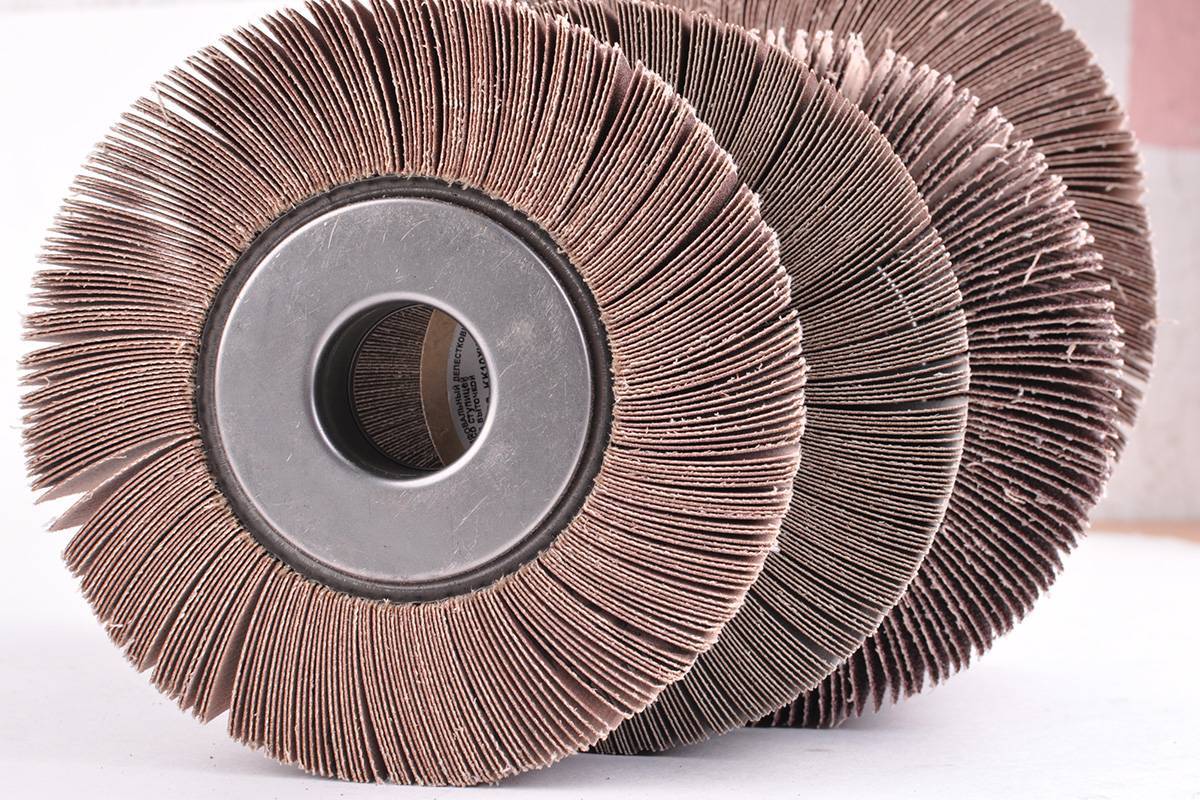
- Круги в виде веера обладают высокой эластичностью и хорошо адаптируются под любую поверхность, называются лепестковыми. Сфера применения — шлифование труб, изделий из дерева и фасонных деталей. Сварочные швы и заусенцы удаляют с помощью особо прочных абразивных кругов по металлу.
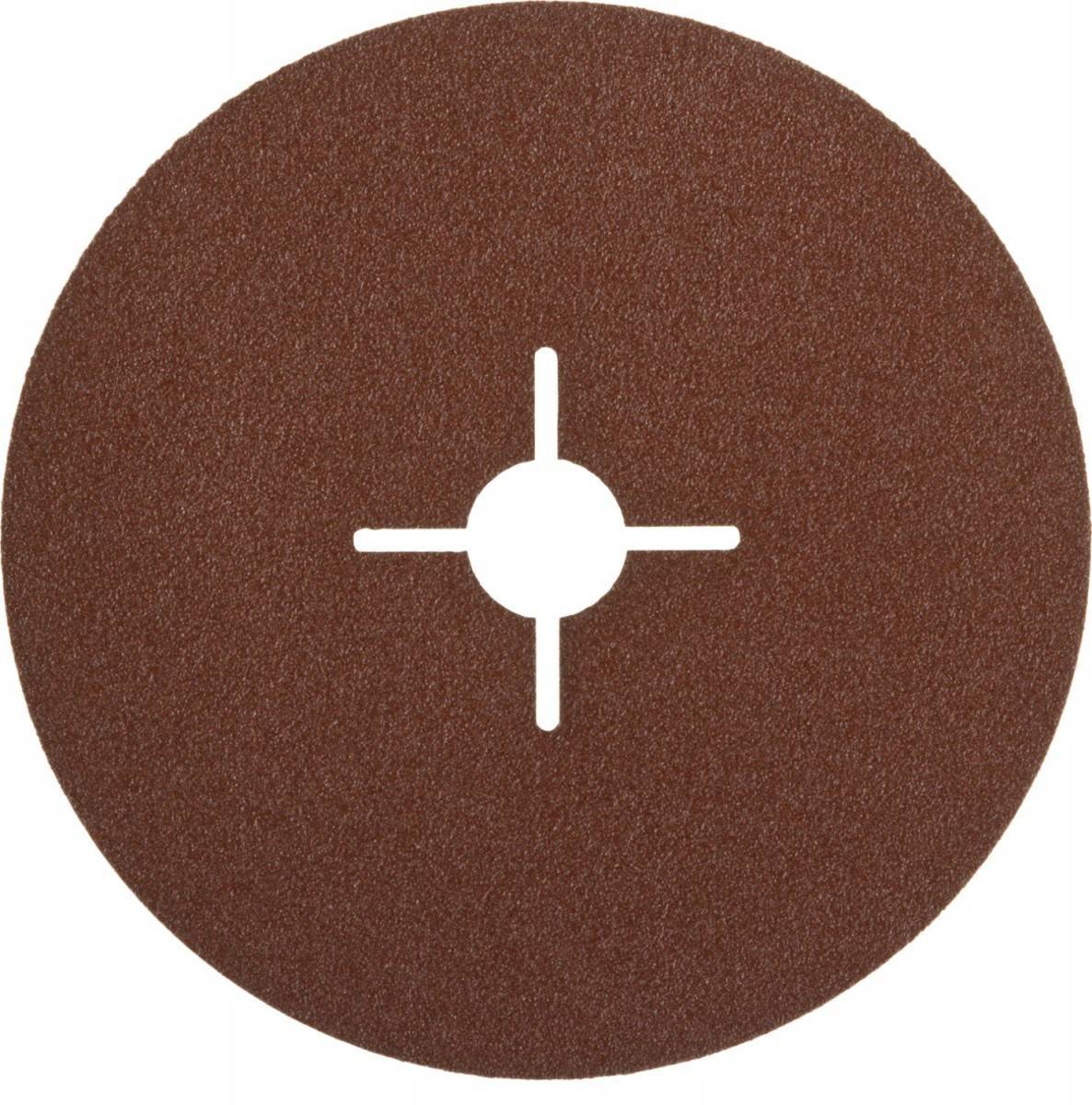
- Изделие, для производства которого применяется собранная в несколько слоёв вулканизированная бумага, называется фибровым шлифовальным кругом. Таким инструментом зачищают нержавейку, дерево, сталь.
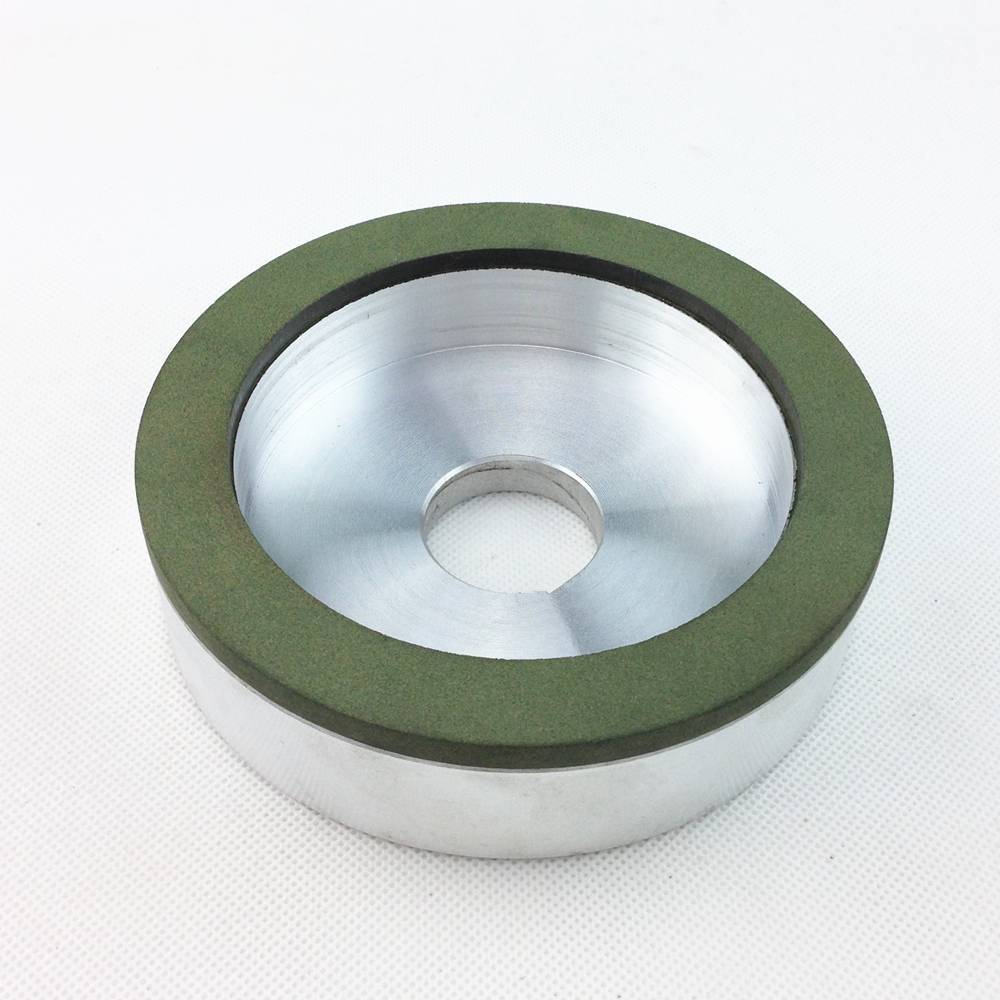
- Алмазные круги применяются для чистовой шлифовки и не очень прочны.







4 Зернистость шлифовального круга
Не можем не сказать отдельно о зернистости изделий для шлифовки – очень важной характеристики, от которой зависит чистота поверхности, получаемой после ее обработки. Она, кроме того, определяет ряд иных параметров – изнашиваемость круга, показатель производительности выполнения операции шлифования, количество металла, удаляемого за один проход и другие

Выбирать зернистость шлифовального круга следует с учетом того, какой припуск планируется снимать, какую шероховатость поверхности нужно получить, какой материал подвергается обработке. Поверхность будет тем чище, чем меньшая величина зерна используется. При этом мелкое зерно часто становится причиной засаливания круга и прижога шлифуемого материала. Да и непосредственно показатель производительности процесса шлифования снижается, если применяются изделия с малой зернистостью.





