

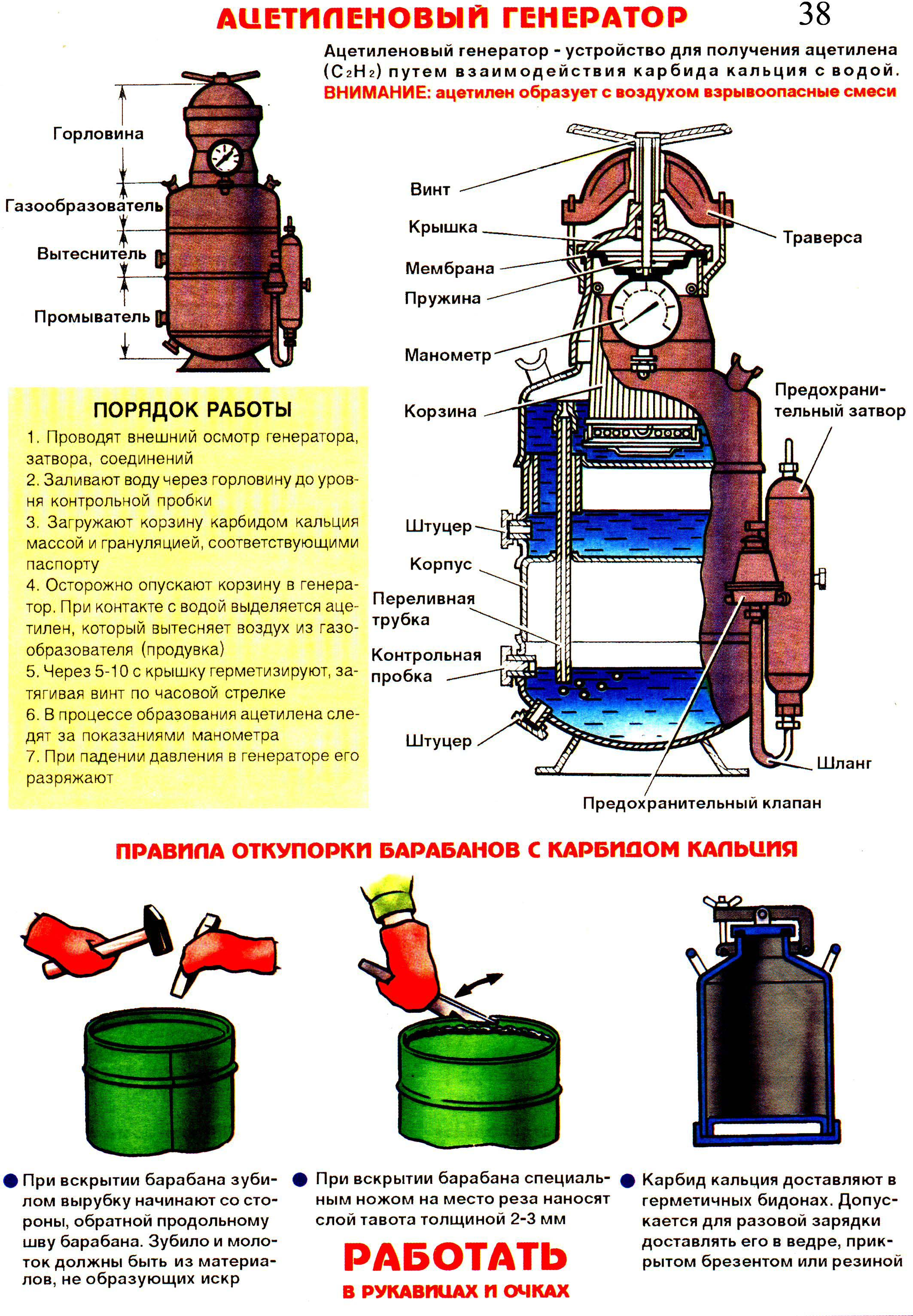
Информация о методе ацетиленовой сварки
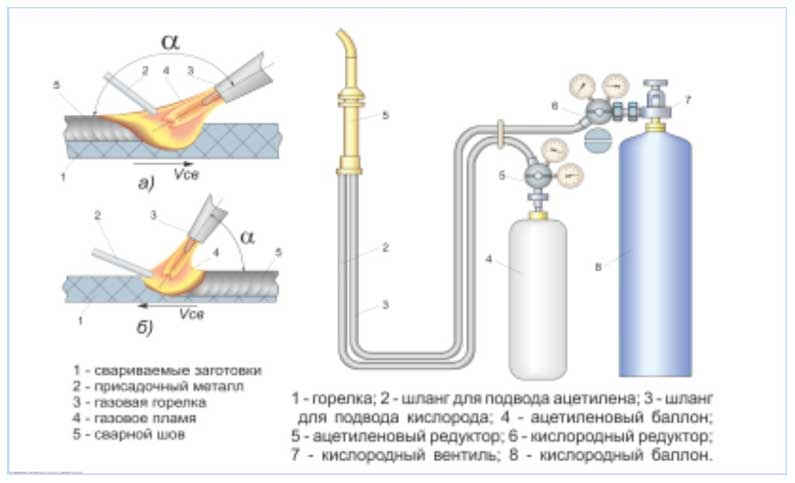
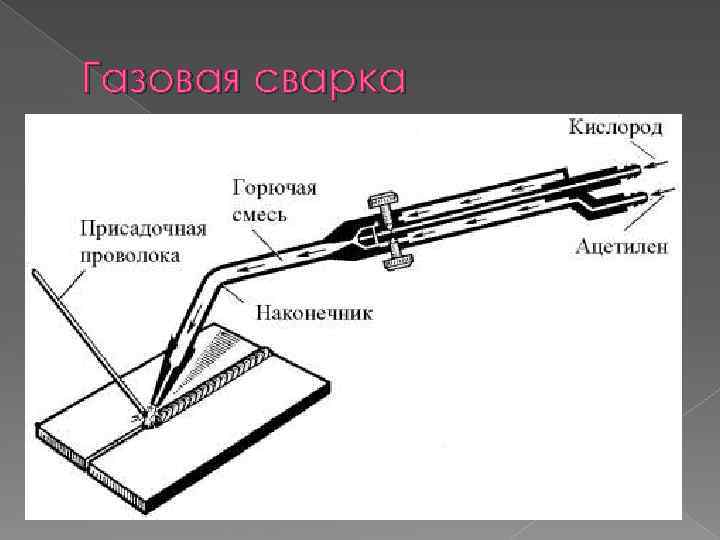
Основным компонентом в данном виде сварки является ацетилен. Его получают искусственным путем в процессе смешивания воды и карбида кальция. В горелке образуется его смесь с кислородом, горение которой позволяет создавать высокую температуру.
В результате горения ацетилена в кислородной среде создается высокая температура, что позволяет оплавлять края деталей и прочно соединять их между собой.
Сложность газовой сварки
Основная сложность сварки ацетиленом и кислородом в том, чтобы получить C2H2. Раньше это делали в специальном аппарате, затем газ подавался по шлангам в горелку.
В нее же подводился кислород из баллона, они смешивались, и образовывалось пламя. Карбид кальция и вода заливались в генератор вручную. Этот трудоемкий процесс выполнялся перед каждой сваркой. После выполнения работ воду сливали и повторно использовали оставшийся карбид.
Сейчас проводить ацетиленовую сварку намного проще. Уже не надо вручную смешивать воду с карбидом: есть специальные баллоны и ацетиленом, их надо только подключить к горелке.
Описание технологии
Для проведения сварки сначала на горелке открывают подачу ацетилена. На то, что он выходит, указывает неприятный запах. Затем поджигают газ и медленно начинают подавать кислород из баллона.
Пламя должно приобрести синий цвет. На емкостях с кислородом и ацетиленом имеются редукторы. Для первого газа давление выставляют до 2 атм., а для второго – 2-4 атм. Большие значения усложняют процесс сварки.
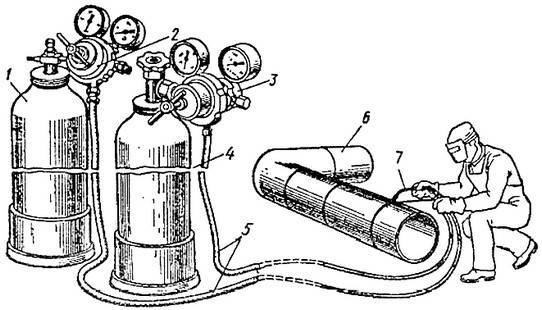
В процессе газовой сварки под действием высокой температуры края соединяемых заготовок переходят в жидкое состояние, а после их застывания получается прочное соединение. Баллоны с кислородом окрашивают в голубой цвет, а с ацетиленом – в белый.
Баллоны с кислородом и ацетиленом.
Преимущества данного метода
При горении такого газа в среде кислорода достигается температура, превышающая градус плавления стали и других металлов. Квалифицированный сварщик с помощью такого оборудования выполняет работы качественно и с высокой эффективностью.
Кроме этого, ацетиленовая сварка имеет такие преимущества, как:
- высокая мобильность (не требуется подключения к электричеству);
- возможность регулировки температуры пламени (это позволяет предотвратить деформацию деталей и стыка, контролировать скорость выполнения работ);
- удобное выполнение поворотного шва, когда расстояние до стены небольшое (в других видах сварки приходится делать операционный стык);
- возможность соединять заготовки из металлов с разной температурой плавления;
- возможность сваривать тонколистовые изделия из конструкционной стали, меди, чугуна, латуни (в таких случаях другие методы сваривания неэффективны);
- применение разных присадочных проволок, помогающее улучшить качество шва.
Рекомендуем к прочтению Классификация основных видов сварки плавлением
Недостатки использования ацетилена
Среди недостатков такого способа сварки надо отметить следующие:
- Взрывоопасность ацетилена высокая, но здесь многое зависит от человека.
- Во время работы нагревается большая площадь соединяемых изделий, что приводит к изменению свойств материала. В машиностроении такой метод не используют.
- Если надо соединить детали толщиной более 5 мм, то лучше использовать электросварку.
- Ацетилен не подходит для работы с высокоуглеродистой сталью.
- Если соединять внахлест, то в изделиях образуются большие напряжения, и они деформируются.
- На материалы и оборудование затраты увеличиваются, в отличие от электродуговой сварки.
- Выполнять работы может только опытный сварщик.
Только опытный специалист может справиться с ацетиленовой сваркой.
Для каких металлов подходит
Данный вид сварки подходит для большинства черных и цветных металлов. Он практически незаменим при соединении тонкостенных труб и аналогичных деталей, при работе с медью, чугуном, заготовками из конструкционной стали.
Этапы сварки труб
Подготавливается металл, проводится зачистка, разметка, разрезаются и собираются трубы. Резка круглого сечения трубы должна выполняться термическим резаком.
Большую часть работы занимает именно подготовка. Это замеры, разметки, резка и многое другое. Сборку конструкции выполняют с помощью прихватки газовой сваркой, это предотвратит смещение и деформацию отрезков труб, что может сказаться на появлении трещин.
В результате неспешного нагрева зона воздействия при газосварке значительней, чем при дуговой. Пласты основного материала, непосредственно прилегающие к сварочной ванночке, постоянны и имеют крупнозернистую структуру.
У самой близости у границы шва располагается зона неполного расплавления металла с крупной структурой, типичной для ненагретого материала. В этой зоне прочность ниже, чем у металла шва, потому здесь и происходит разрушение сварочного соединения.
Резка проводится при использовании металлов и сплавов, которые могут гореть в струе чистого кислорода. Этот вид резки проделывается двумя способами: поверхностно и разделительно. Можно вырезать заготовки, разметить металл, разделать кромку будущего шва под сварку.
При помощи поверхностной резки удаляется поверхностный металл, заделываются канавки, удаляются дефекты. Такой вид работы выполняется специальными резакам
Это интересно: Ацетиленовый генератор — устройство, работа, требования, изготовление своими руками
Как варить ацетиленом
Для получения качественных швов и надёжности полученного соединения необходимо соблюдать особенности технологии ацетиленовой сварки. Необходимо следить за основными параметрами сварочного процесса. К этим параметрам относятся:
- интенсивность горения газовой смеси (мощность пламени);
- угол наклона газовой горелки к поверхности скрепляемых деталей;
- диаметр сопла;
- диаметр присадочного прутка.
https://youtube.com/watch?v=Rz1zG_fjkAU
Первый параметр выбирается на основании данных о физических и механических свойствах свариваемых металлов. Угол наклона задаётся на основании толщины свариваемых элементов. Все остальные параметры выбираются на основании внутренних параметров свариваемых конструкций и внешних условий сварки.
Перед проведением работ необходимо выбрать способ сварки. Этот выбор зависит от условий проведения сварочных работ. Наиболее распространёнными и технологически отработанными считаются следующие способы:
- на себя;
- от себя;
- с применением флюса.
Применение второго способа наиболее рационально при автогенной сварке деталей из толстой стали. В этом случае необходимо поддерживать постоянную температуру в точке образования шва.
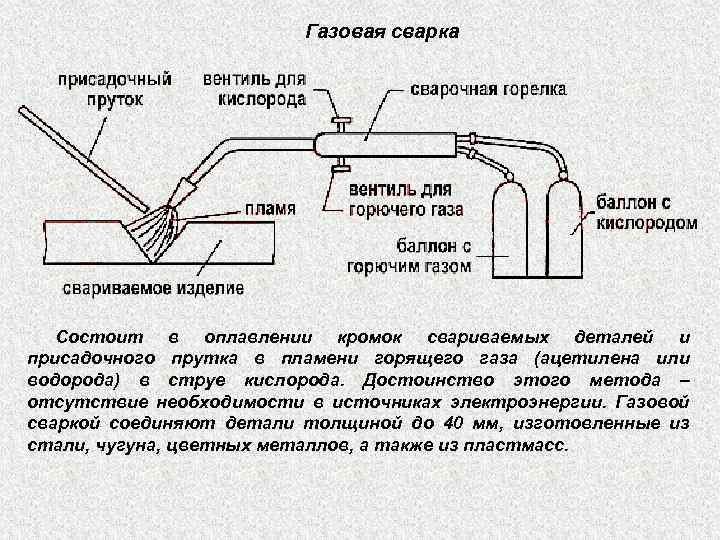
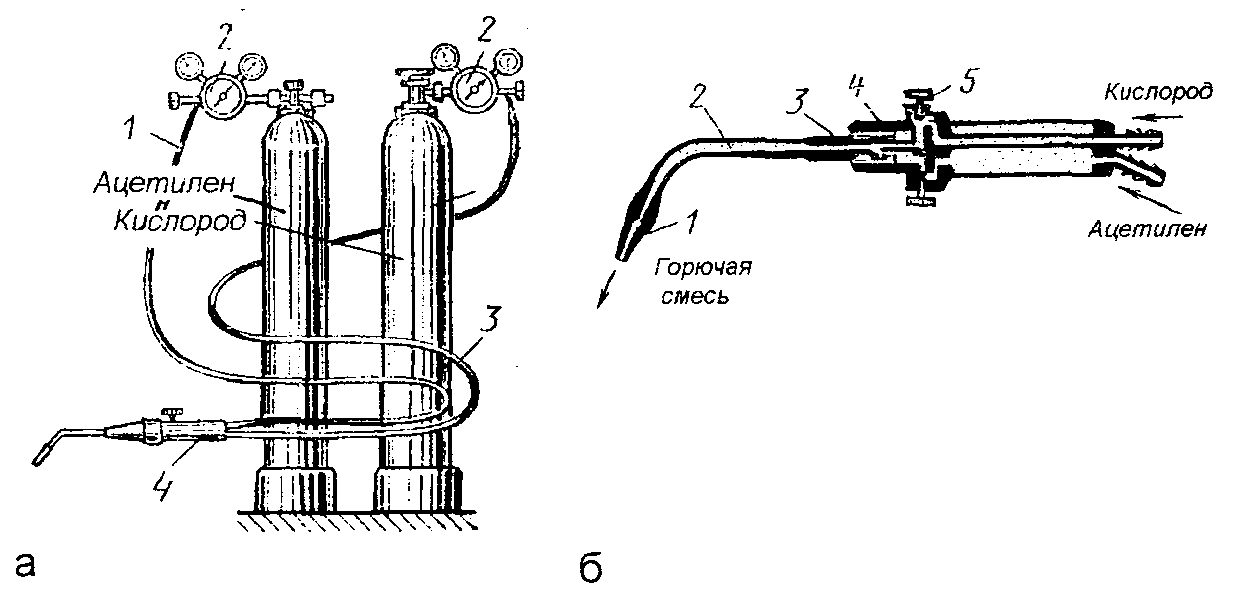


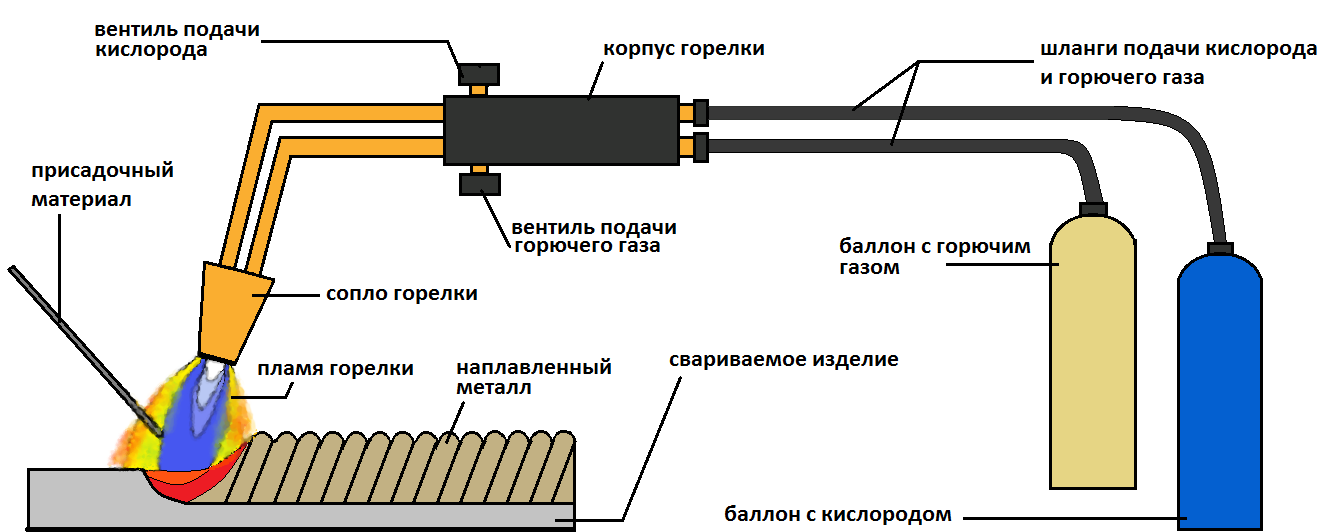



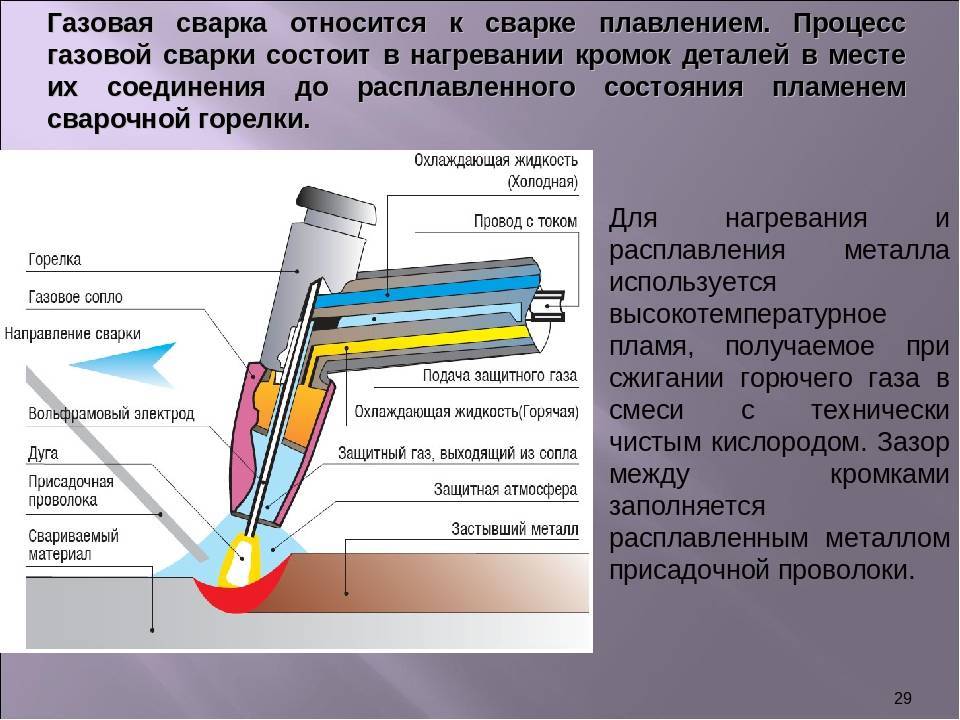
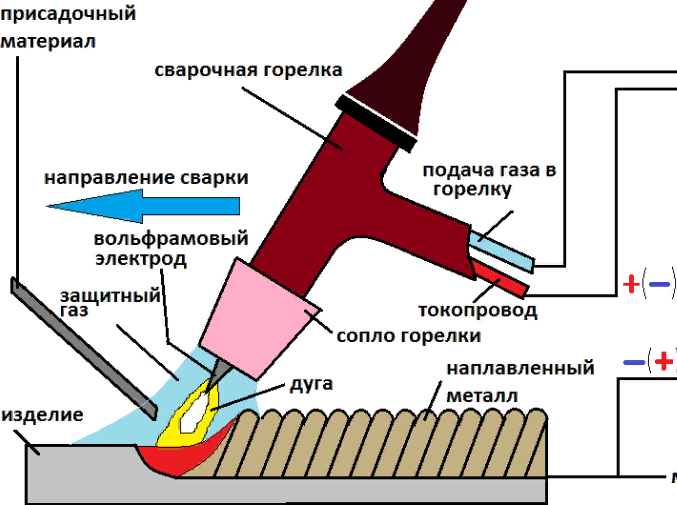
Схема процесса ацетиленовой сварки
Технология с применением флюса является довольно универсальным способом. В этом случае используют электроды, которые имеют более низкую температуру плавления, чем температура плавления самих металлов. Особое распространение получили стержни, выполненные из цветных металлов: латуни или бронзы. Применение соответствующего флюса позволяет провести обезжиривание поверхности образования шва. Это позволяет значительно улучшить эффект диффузии при нагреве и повысить так называемый папиллярный эффект. Карбидная сварка с флюсом значительно повышает качество получаемого соединения.
Общая информация
В ацетиленовой сварке основным «участником» является газ ацетилен. В промышленности он образуется после гидролиза карбида кальция (его соединения с молекулами воды) или пиролиза углеводородного сырья.
Однако с улучшением технологий появилась возможность закупать готовые газовые баллоны. Смесь ацетилена и кислорода часто используется в сварке.
Раньше существовало неудобство — ацетилен обязательно нужно было замешивать вручную. Мастера выполняли эту трудоёмкую задачу перед каждой сварочной работой.
Но теперь есть массовое производство баллонов, наполненных ацетиленом, поэтому самостоятельно мешать кальций карбид с водой не нужно, достаточно просто купить расходник.
Дальнейшие действия
Для того, чтобы выставить раб.давление 0,2МПа на C2H2 редукторе, нужно барашек баллона открыть против часовой стрелки, после чего винт на редукторе выкрутить по часовой. Точно так же выставляется давление на О2 редукторе 0,5 Мпа.
Настроить сварочное пламя можно двумя способами:
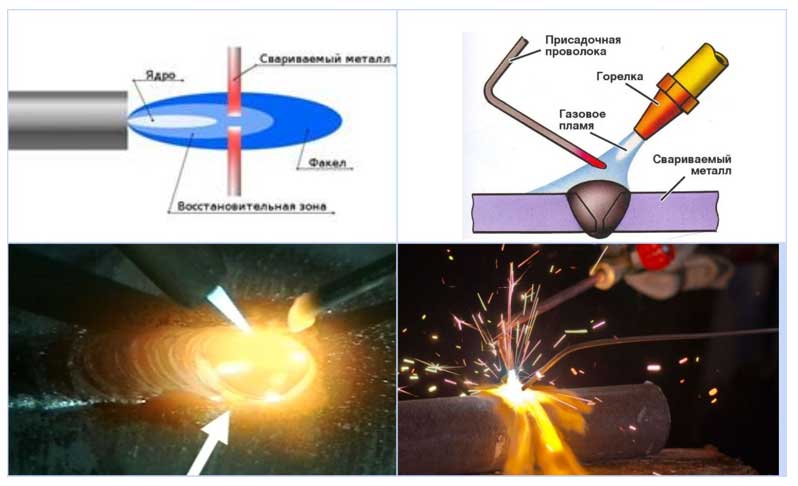
Открыть вентиль C2H2 на горелке, потом поджечь пламя, оно не должно отрываться от мундштука, потом подрегулировать его кислородом. Пламя должно иметь ядро, восстановительный участок и факел;

или открыть оба вентиля сразу, каждый на пол-оборота, после чего поджечь пламя. Затем отрегулировать его до нормального состояния. Должны получиться три ярко выраженные зоны.
Как видим, первый способ больше всего подходит для новичков.
Разогрев металла до температуры плавления
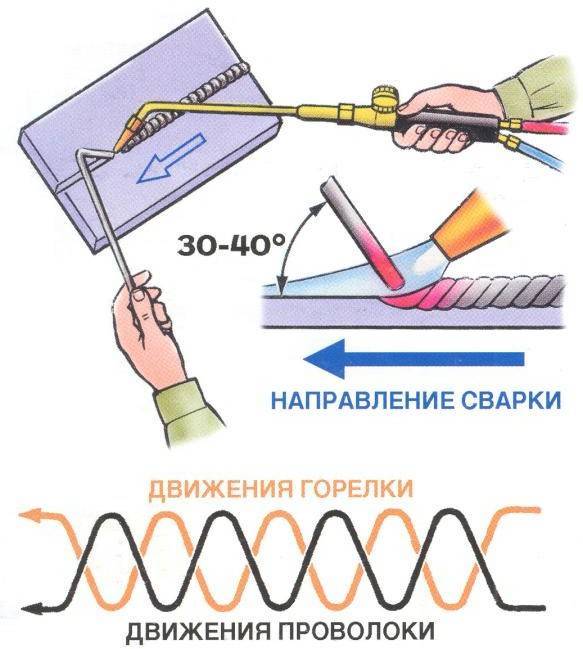
Для того, чтобы сделать сварочную ванну нужно расположить горелку под 90 градусов по отношению к основному металлу, а расстояние между ядром пламени и металлом должно быть около 1-3 мм. Металл начнет постепенно накаляться до красна. Сначала появится характерный цвет соломы, затем образуется сварочная ванна. Для начала попробуйте без присадки сделать колебательные движения «полумесяц». Для наплавки нужно отвести горелку на 30-40 градусов и сверху подать пруток каплеобразно или путем погружения в жидкую ванну. При этом не забывайте «рисовать» горелкой «полумесяцы», медленно продвигаясь вдоль шва. Старайтесь, чтобы ядро не задевало сварочную ванну.
Основные способы ведения горелки и присадочного материала
 Специалисты применяют два способа ведения инструмента: «от себя» и «на себя».
Специалисты применяют два способа ведения инструмента: «от себя» и «на себя».
При ведении от себя впереди горелки располагается проволока. Такой метод применяется при сваривании конструкций больших по толщине. В этом случае расплавленный металл деталей и присадки одновременно заполняет сварочную ванну.
Этот способ требует от сварщика обеспечения равномерного перемешивания основного и присадочного металла. При недостаточном количестве расплава проволоки шов получается ослабленным.
При способе ацетиленовой сварки «на себя» первой идет горелка, и при расплавлении основного металла в ванночку добавляется металл с проволоки. Здесь надо правильно расположить горелку.
Она должна идти под острым углом по отношению к деталям. Этот способ наиболее прост. Надо разогреть металл, снять с проволоки каплю и растянуть ее по шву. По этому принципу формируется катет шва.
Для большего удобства и предохранения образования прожогов, горелку ведут либо полумесяцем или круговыми движениями.
Большую роль в качестве соединения играет правильная стыковка деталей, отсутствие больших зазоров при сварке тонких листов или труб. Следует помнить – перед ацетиленовой сваркой детали необходимо прихватить в нескольких местах. На трубах небольшого диаметра, прихватки делаются примерно через 1200.
На проведение сварочных работ оказывает влияние и характеристики свариваемого металла.
Комбинированные генераторы
Зачастую сварочное оборудование сочетает в себе системы «вода в карбид» и «вытеснение воды». Принцип действия заключается в том, что в газосборной камере имеется корзина с карбидом, в которую подается вода. При химической реакции образуется ацетилен. Если в системе возникает избыточное давление, то происходит вытеснение воды в воздушный мешок вытеснительной камеры. Отвод ацетилена осуществляется через обратный клапан, пройдя который, он уходит из камеры.



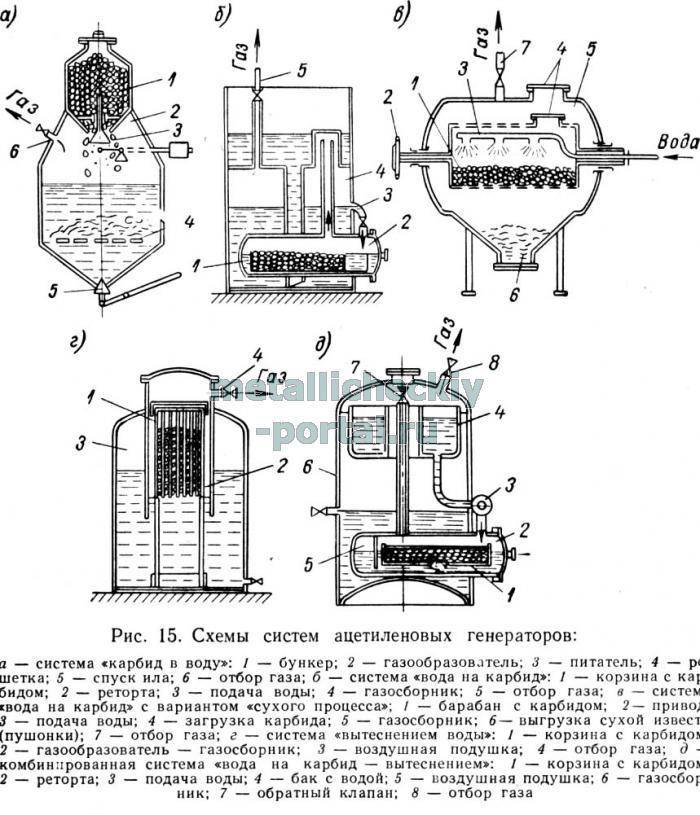
В случае падения давления вода из вытеснителя перетекает обратно в корзину и тем самым стимулирует процесс образования ацетилена. По большей части такие системы изготавливаются передвижными. Комбинированные ацетиленовые генераторы обладают высокой плавностью работы и отсутствием такого негативного фактора, как перепад давления в системе. Устройства имеют невысокую производительность, но при этом пользуются большим спросом.
Смотреть галерею
Способы сваривания
Существует два метода выполнения работ:
- На себя. В этом случае ведущую роль играет сварочная горелка – она движется впереди, разогревая область соединения до рабочей температуры. Следом подают присадочным материал, направляя его внутрь зоны расплава. Следите за стабильностью движения электрода – от этого зависит качество работ. Горелку необходимо перемещать круговыми движениями, плавно следуя вдоль шва.
- От себя. Данный способ применяют при работе с толстостенными материалами. В этом случае пруток движется перед горелкой. Плавление базовой поверхности и электрода происходит одновременно. Они смешиваются в зоне расплава, взаимно проникая друг в друга. От интенсивности этого процесса зависит прочность шва.
Процесс взаимного проникновения металлов выглядит не очень зрелищно, однако при соблюдении всех технологических требований, параметры прочности шва будут превышать аналогичные способы соединения.
Подготовка к выполнению работ
Перед тем как приступить к выполнению работ, надо очистить пост газосварки ото всех посторонних предметов, а также надежно защитить легковоспламеняющиеся поверхности.
Защитные средства
Для защиты от негативного воздействия высокой температуры газосварщик должен обязательно использовать:
- специальные очки;
- рукавицы-краги;
- огнестойкую одежду и обувь.
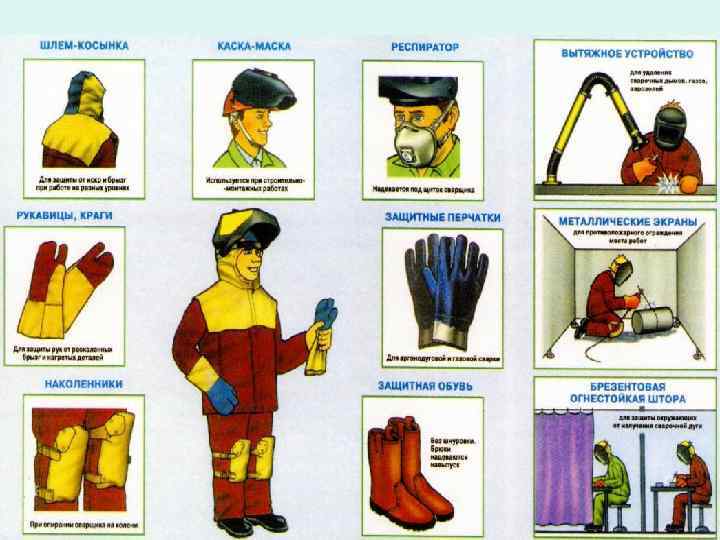
Защитные средства.
Инструменты и оборудование
Для выполнения работ понадобятся следующие инструменты:
- плоскогубцы;
- рожковые ключи;
- измерительные инструменты;
- щетка по металлу;
- присадочная проволока;
- зажигалка для горелки;
- огнетушитель.
Кроме того, надо подготовить такое оборудование:
- рукав для подачи ацетилена и баллон с этим газом;
- ацетиленовый и кислородный редукторы;
- рукав для подачи кислорода и баллон с ним;
- газовую горелку с мундштуком.
Подготовка металла
На данном этапе с изделий в местах их соединения удаляют грязь, ржавчину, имеющиеся следы консервации. Для этого используют щетку по металлу.

Зачистка металла перед сваркой.
Важные особенности
Качество и надежность швов, полученных в результате применения кислородно-ацетиленовой сварки, во многом зависят от соблюдения технологии проведения работ.
Существует три основных фактора, влияющих на характеристики соединения:
- мощность пламени;
- диаметр присадочного материала;
- угол сварки.
Главные особенности ацетилено-кислородной сварки:
- мощность пламени выбирают в зависимости от характеристик материала, из которого сделаны свариваемые изделия;
- чем толще свариваемые изделия, тем больше должна быть мощность пламени (с тонкими деталями поступают наоборот), но с увеличением мощности возрастает и расход газа;
- толщина соединяемых изделий влияет на угол наклона горелки (чем они толще, тем больше угол), для большинства деталей он составляет 10-80°;
- для прогрева деталей, независимо от их толщины, горелку направляют под углом 90°;
- диаметр присадочной проволоки зависит от толщины соединяемых элементов (для его расчета толщину детали в миллиметрах делят пополам и прибавляют 1 мм);
- горелку двигают от себя или на себя.
Рекомендуем к прочтению Что такое холодная сварка и как ею пользоваться

Правильно выбирайте присадочную проволоку для ацетиленовой сварки.
Подготовка материала к сварке
Очищенные от грязи и ржавчины детали надо правильно подготовить к сварке. Это поможет облегчить и ускорить процесс их соединения, а также получить более качественный шов.
Подготовка изделий включает следующие этапы:
- Правку – исправление деформаций, которые могли возникнуть в процессе транспортировки и доставки изделий.
- Разметку. Ее выполняют при помощи ручных измерительных инструментов или с применением разметно-маркировочных машин.
- Гибку, если это необходимо.
- Разделку и очистку кромок. Соединяемые детали должны совпадать по плоскости. Подрезать их можно холодным способом (станками или ручными интервентами), термическим (с помощью горелок).
- Сборку конструкции. Все элементы раскладывают, чтобы они заняли свое пространственное положение и между ними образовался необходимый зазор. Для этого используют стенды, кондукторы, прижимные устройства и т.д.
Классификация ацетиленовых генераторов
Ацетиленовый генератор необходим для изготовления газа ацетилена. Такие генераторы особенно необходимы там, где производство ацетилена отсутствует. Они подразделяются на три категории:
- Производительность. 1 кубометр в час в мобильных устройствах, или 650 кубометров в час в стационарных аппаратах.
- Сила давления. Существуют аппараты низкого давления. Когда выходит газ, оно равняется 15 кПа. И аппараты среднего давления. Когда выходит ацетилен, оно равно 150 кПа. Для более высоких давлений используется только резак.
- Передвижение. Ацетиленовые аппараты бывают портативными и стационарными. В передвижных из-за малых размеров газ не изготавливается выше 3 кубометров в час.
Ниже рассмотрены некоторые разновидности агрегатов. Устройство таких аппаратов должны соответствовать ГОСТу 519-78. Каждый типаж устройства, изготовленного по ГОСТу, обладает собственными плюсами и минусами.
К портативным и малоразмерным агрегатам среднего давления относят генератор по производству ацетилена «Малыш» БАМЗ. Он предназначается для производства газа ацетилена. Ацетилен используется для питания горелки или резака. Рекомендуется использовать для таких работ, как резать металл, заваривать фермы. Исправно показал себя в условиях температурного режима от –30 до +40 °С.
Аппарат требует к себе внимания по уходу за ним. Регулировка запорно-двигательной аппаратуры проводится собственноручно газосварщиком. А уровень давления в самом начале задается самим сварщиком. Поэтому у сварного должны быть такие навыки, чтобы управиться с ней.

Портативный генератор АСП-10
К оборудованию для газовой сварки ацетиленовый генератор АСП. Это передвижное устройство применятся на стройках и в домашних работах. Он производит ацетилен до 1,25 кубометра в час. Эти генераторы выпущены только для газокислородной сварки.
Инструменты и материалы
Перед тем как приступать к сварке ацетиленом и кислородом, стоит рассмотреть какое оборудование должно применяться для данной технологии. Обычно для нее требуются доступные и относительно недорогие приборы.
Но все же чтобы во время процесса сваривания не возникло проблем и ошибок, стоит предварительно рассмотреть некоторые нюансы:
- раньше для получения ацетилена для сварки применялись генераторы. Однако с развитие современных технологий данные элементы заменили на баллоны, которые смогли намного облегчить процесс сваривания;
- баллон с газом всегда имеет белую окраску. Для поддержки горения применяется кислород баллонного типа. Перевозка баллонов выполняется при помощи специальных тележек;
- обязательно нужны газовые горелки для сварки ацетиленом, а также сопла. Но они могут быть разных размеров;
- если требуется сильное нагревание толстых металлических элементов, то в этих случаях рекомендуется применять наибольший номер с большим отверстием. Оно должно подавать достаточное количество газовой смеси в сварочную ванну и обеспечивать нормальное прогревание области стыка;
- дополнительно к горелке подсоединяются шланги с ацетиленом и газом;
- давление ацетилена и кислорода при сварке регулируется при помощи редукторов. Они защищают баллон от обратного удара;
- необходима присадочная проволока. В зависимости от вида свариваемого материала она может быть выполнена из стали или из металлов с добавлением легирующих добавок.
Если подготовить все вышеперечисленные элементы и материалы, то можно будет получить прочное и износостойкое соединение металлических деталей. Главное запомнить важные особенности и нюансы процессе.


И не стоит забывать, что ацетилен используется не только для сварки, но и для резки металлов. Однако работать с этим газом должны опытные специалисты, которые знают правила технологии. Все таки этот вид сваривания требует максимальной точности и соблюдения важных мер техники безопасности.
Особенности

Главным отличием газовой сварки от электродуговой, является технология образования шва. Для достижения необходимого температурного порога используется смесь кислорода и горючего газа, в роли которого, как правило, выступает ацетилен.
Качество выполненных работ зависит от следующих параметров:
- Сила пламени горелки. Данный параметр подбирается исходя из типа материалов и требуемой глубины проварки.
- Угол расположения горелки, относительно свариваемой плоскости. Он также зависит от толщины свариваемых элементов. Угол наклона растет с увеличением глубины проварки.
- Величина сечения присадочного материала. Метод расчета необходимого сечения достаточно прост: он равен половине толщины деталей плюс 1 мм. Например, для кислородной сварки элементов толщиной 6 мм нужен прут на 4 мм.
Достоинства и недостатки
Сварка ацетиленом применяется в производстве различного оборудования вот уже порядка ста лет. И надо отметить, что эта технология актуальна, до сих пор несмотря на то, существует множество оборудования для выполнения электрической сварки, в том числе и с применением защитных газов.
Технология газовой сварки обладает рядом преимуществ:
- для выполнения сварки нет необходимости применять сварочные аппараты;
- доступность газовой смеси, ее можно приобрести в специализированных организациях;
- при выполнении сварки газом нет необходимости в источнике энергии и наличия защитной среды, пламя с успехом выполняет эту функцию;
- возможность регулировки расхода газа и соответственно температуры пламени.
- отсутствие сильного разбрызгивания металла;
- отсутствие УФ-излучения – работу выполняют в специальных очках газосварщика.
Между тем, газовая сварка обладает и рядом серьезных недостатков:
- низкая скорость нагрева свариваемых металлов;
- тепло от газовой горелки, в отличие от электродуговой имеет широкое рассеивание по поверхности свариваемых деталей и обладает низкой концентрацией в одной точке.
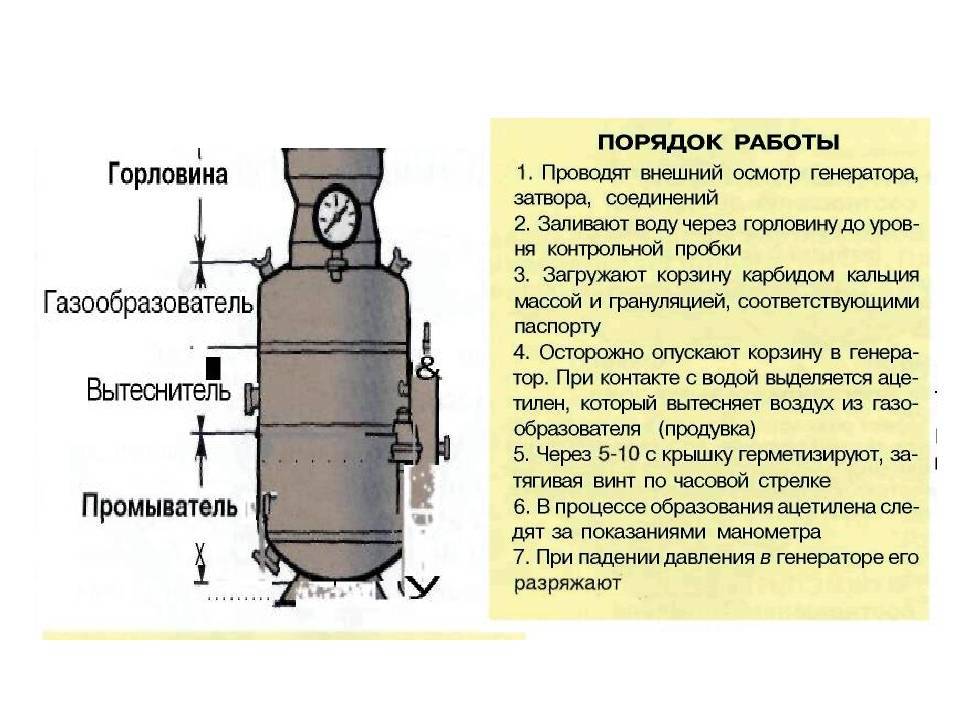
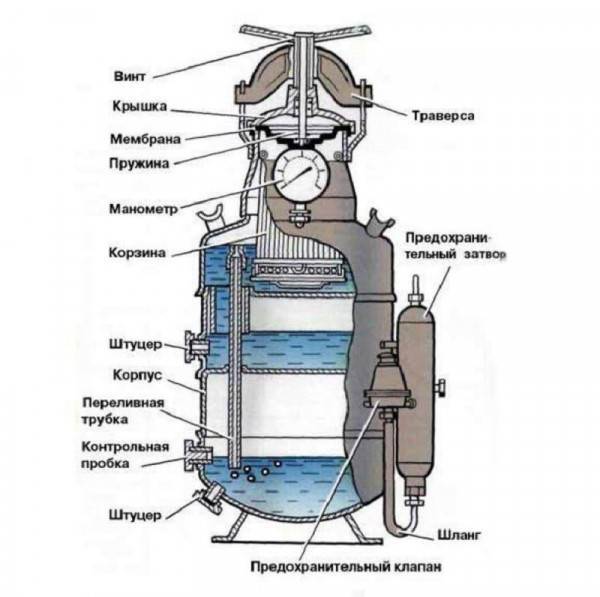
Устройство и принцип действия ацетиленового генератора низкого давления АНВ-1,25
На рисунке показано внутреннее устройство однопостового передвижного ацетиленового генератора АНВ-1,25 и его внешний вид. Генератор работает по принципу действия «вода на карбид», производительность ацетилена равна 1,25м3/ч, а давление газа не превышает 0,01МПа.
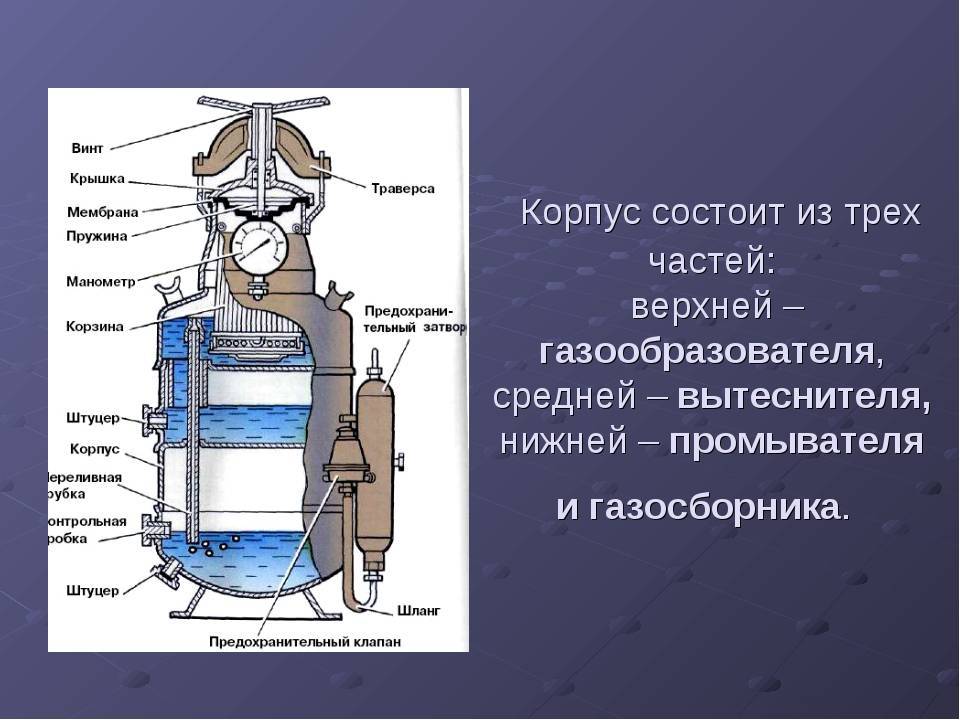
Корпус генератора (поз.7) состоит из двух камер: верхней и нижней. Верхняя камера называется водосборник (поз.6), а нижняя — газосборник (поз.9). Камеры разделены между собой горизонтальной перегородкой (поз.8).
Внизу газосборной камеры предусмотрена реторта (поз.14), в которую помещают корзину с карбидом. После загрузки карбида, реторта герметично закрывается крышкой (поз.12) с резиновой подкладкой.
Сверху в корпус подаётся вода, подача которой в реторту осуществляется при помощи крана (поз.10). При поступлении воды в реторту, она вступает в реакцию с карбидом, образуя ацетилен, который, проходя по трубе (поз.11), собирается в газосборной камере. Затем, ацетилен проходит через осушитель (поз.5) и водяной затвор (поз.3) и по шлангу (поз.2), подаётся из генератора в газовую горелку или газовый резак.
Регуляция давления в ацетиленовом генераторе происходит автоматически. Когда давление газа в корпусе возрастает, вода начинает вытесняться из реторты в вытеснитель (поз.4). Когда уровень воды становится ниже уровня крана (поз.10), вода перестаёт поступать в реторту и образование ацетилена резко снижается. Давление газа начинает уменьшаться и вода, вытесненная им, возвращается из вытеснителя (поз.4) в реторту (поз.14).
Генератор типа АНВ-1,25 работает при температуре до -25°C, т.к. его система подачи воды располагается внутри корпуса и нагревается за счёт теплоты, выделяющейся при химической реакции воды и карбида кальция. При работе в зимних условиях, водяной предохранительный затвор закрепляют внутри корпуса, в циркуляционной трубе (поз.1). При работе летом, затвор крепят снаружи корпуса.





