

Типы дисков
Очень часто, заточный круг используют для работы с твёрдосплавным резцом. Но прежде, чем перейти к тому, какие алмазные круги лучше подходят для заточки твердосплавных резцов, стоит разобраться, что это вообще такое. Есть два основных типах круга для заточки: абразивный, или, как его еще называют, наждачный, и алмазный. Первый тип подойдет для мелкой, бытовой заточки, например, ножевого элемента мясорубки, а также, для заточки ножей. Алмазный же круг предназначен для более габаритной работы. Так, его можно применять для заточки дисковых пил, для напайки на перфораторных бурах, для заточки цепей бензопил и других подобных твердосплавных инструментов.
На что стоит обратить внимание при выборе алмазного диска
Алмазные круги, в свою очередь, также различаются по нескольким пунктам, на которые стоит обращать внимание при выборе нужного вам девайса. Отличаться круги могут шириной, толщиной и диаметром алмазного слоя, других аспектах
Заметим, что чем большую толщину и ширину будет иметь алмазный слой, тем дороже обойдется диск, но тем медленнее он будет поддаваться износу и затупляться.
Для того, чтоб правильно выбрать круг, стоит обращать внимание на информационную этикетку, которая расположена, зачастую, на внешней стороне диска. На ней можно отыскать информацию по всем пунктам характеристики девайса: размер, структуру, зернистость, максимально позволенную скорость, твердость, точность и другие
Можно выделить два основных отличия: тип круга и уровень его зернистости.

Как заточить пильный диск — правила
Основным моментом в работе с напайками на зубьях выступает точное определение степени износа. Поэтому перед тем как приступить к работе, нужно провести проверку всех без исключения зубьев. Основную помощь в этом окажет шаблон из металла.
Правила заточки можно сформулировать так:
- Если режущая кромка зуба округляется и расстояние между углом шаблона и острием кромки становится 0,1-0,2 мм, то затачивается фронтальная или передняя часть напайки.
- Если кромка закруглилась больше, то снимать нужно не только в передней, но и верхней части напайки.
- Если пила имеет разводку зубьев, то сначала восстанавливается угол наклона, а потом делается восстановление грани.
- Если зубья имеют разные фронтальные углы наклона грани, то сначала делается заточка одного наклона, а потом правится наклон другого угла.
Краткий обзор алмазных кругов для заточки
При обработке нужного продукта выбирается конкретный абразивный инструмент, при этом обязательно учитывается форма и материал обрабатываемой детали, а также другие особенности. Работа выполняется мокрым способом с использованием охлаждающей жидкости или сухим. Подобный диск с применением охлаждения может выполнять работы по обеим поверхностям резцов, разверток, протяжек и т. д.
Твердосплавные инструменты после заточки алмазными дисками благодаря точному и качественному выполнению работ способствуют увеличению производительности оборудования.
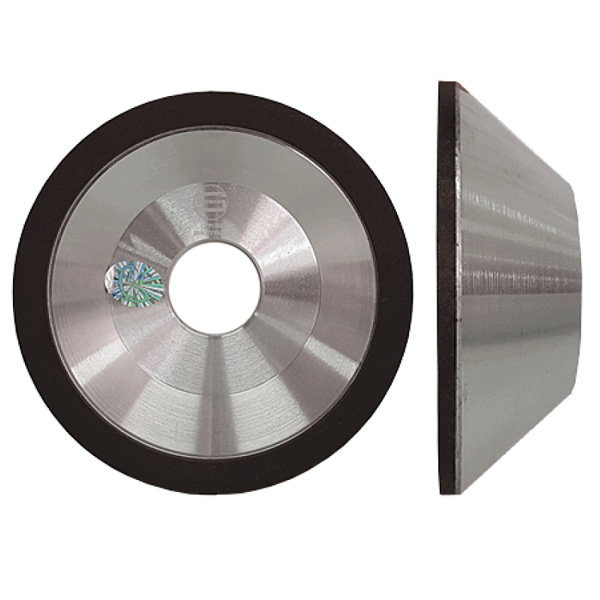
Заточка чашечным алмазным кругом
Круг алмазный чашечный – прибор, который годится для заточки и конечной отделки изделий из твердых сплавов. Используется для шлифовки деталей из материалов, слабо поддающихся механической обработке. Кроме всего прочего, применяют при работе с твердыми неметаллическими поверхностями (керамика, камень, стекло). Точильный круг, выполненный в виде чашки, используют при заточке резцов, ножей и напайками.
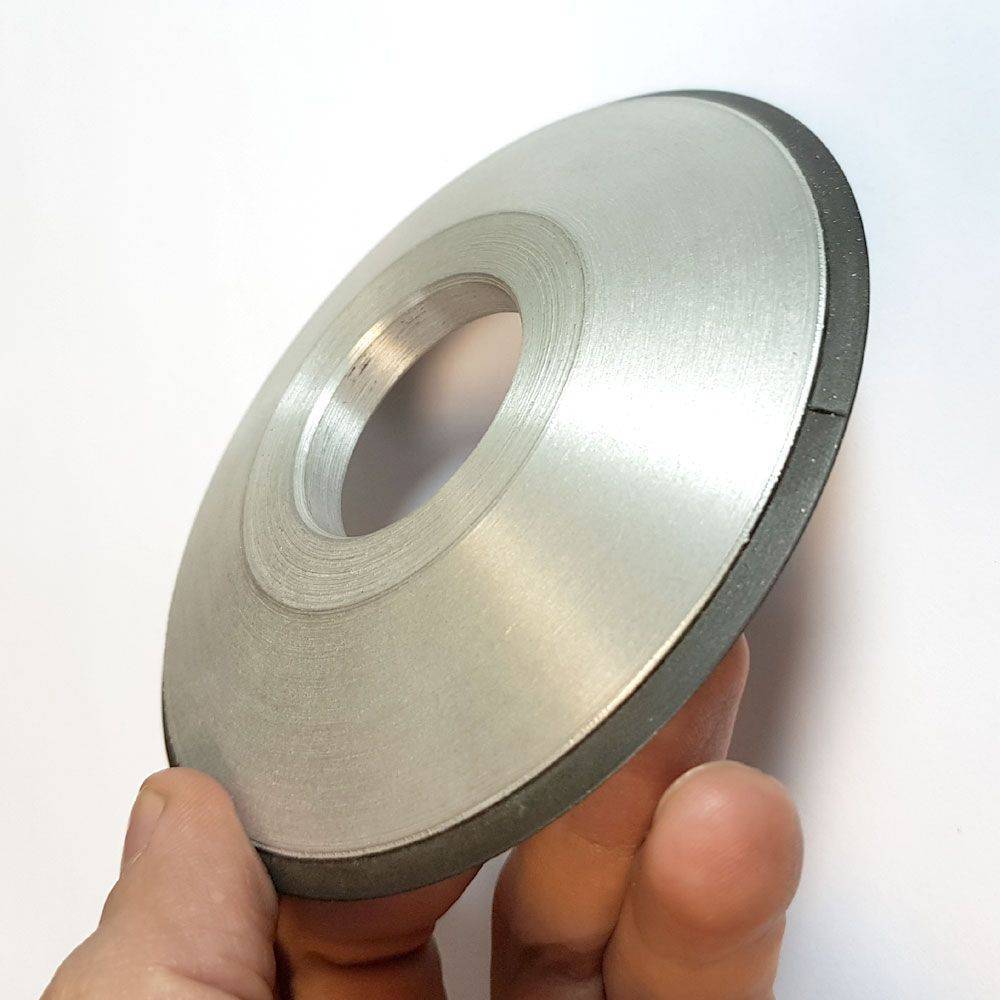
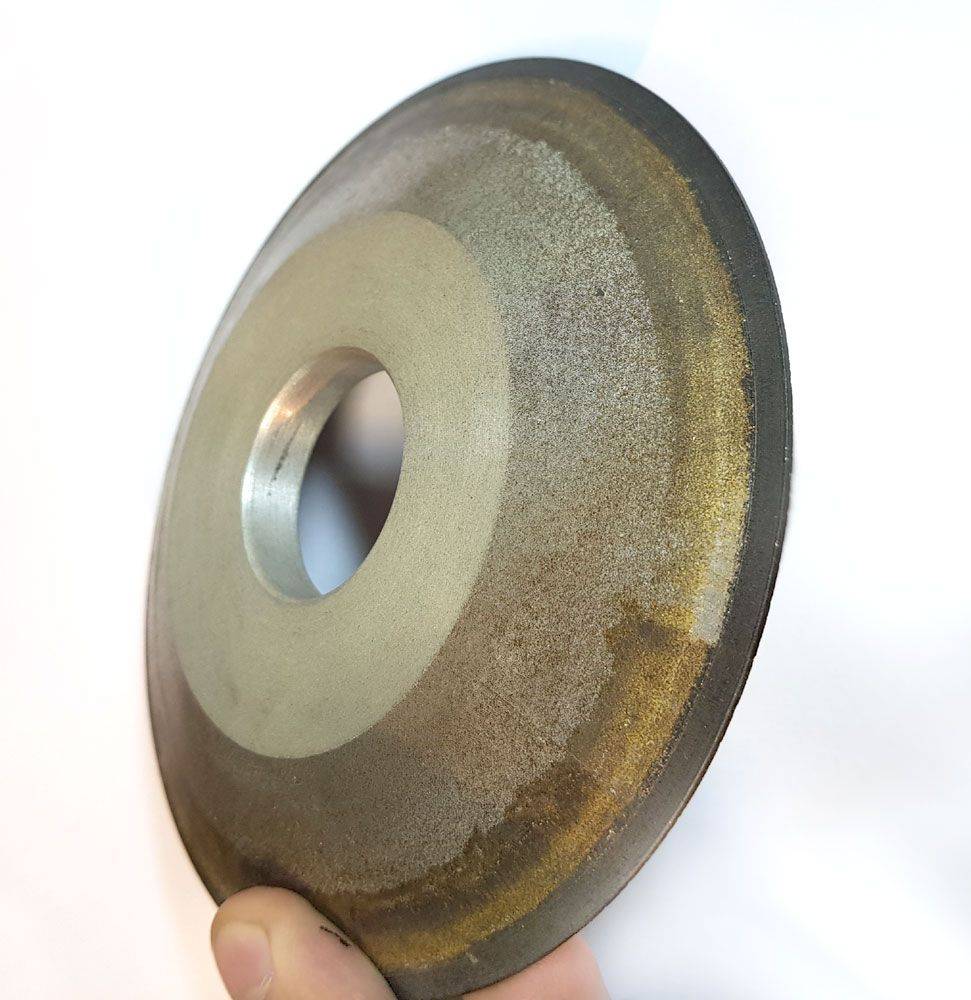
Диск алмазный тарельчатый часто применяют для удаления лакокрасочного покрытия с деталей, кроме того, используют для обработки металла (чугун, сталь), хорошо он себя зарекомендовал при работе с изделиями из художественного стекла. Применение такого типа алмазного круга для заточки позволяет снизить трудоемкость в два раза в сравнении с использованием обычного шлифовального изделия.
Такой продукт, изготовленный в виде тарелки (благодаря небольшой глубине), с успехом используется при заточке пил имеющих твердосплавные напайки.
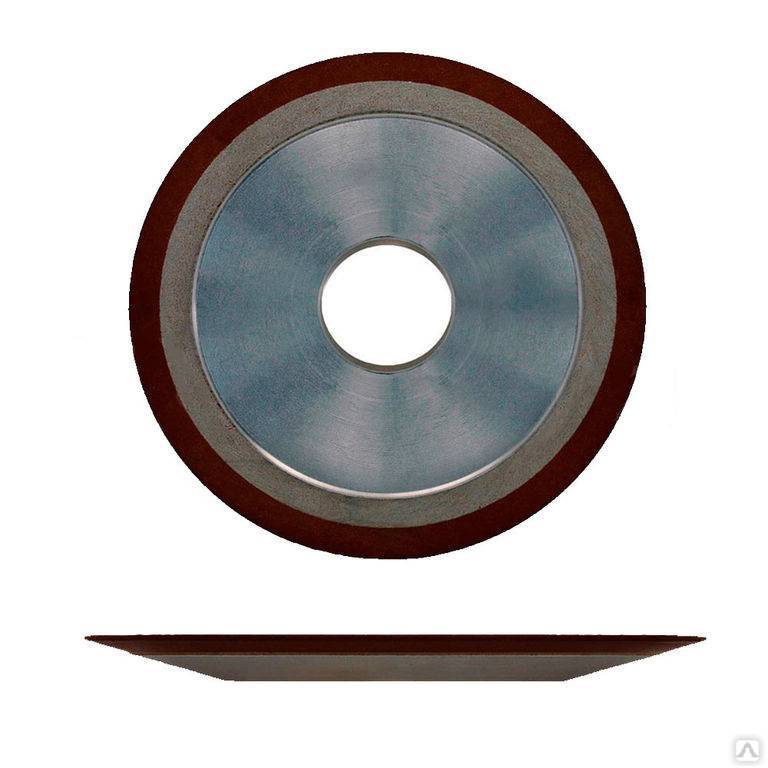
Прямой профиль – это круг для заточки, изготовленный в форме плоского диска имеющий в торце алмазный абразивный слой. Используют для обработки металлических поверхностей, где требуется получить выдержанную плоскость.
Алмазный заточной круг, как инструмент применяют не только для заточки, используют также и для доработки материалов плохо, поддающихся обработке. Им выполняют работы по шлифовке твердосплавных деталей. Практическое применение такого продукта экономически выгодно т. к. при этом снижается трудоемкость и значительно увеличивается производительность.
Например, круг 12а2 45 с алмазным слоем изготавливают чашечной или тарельчатой формы используется для металлообработки многолезвийных твердосплавных инструментов с прямым и спиральным зубом, резцов, протяжек, сверл и т. п. Это же изделие применяется для шлифовки поверхностей в автомобилестроении, строительной, электронной и других отраслях.
А продукт 1а1 выполнен в форме прямого профиля, сфера применения достаточно обширна, он необходим там, где нужна обработка цилиндрических, плоских и конических поверхностей. Он незаменим при отделке конических и цилиндрических отверстий. Практикуют использование в штампах из твердых сплавов при обработке шлиц и пазов. И, конечно же, применяют при заточке и доводке резцов, сверл, фрез и т. д.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Какие зубья бывают на режущих насадках
В основе любого режущего устройства лежат зубья, качество заточки которых влияет на эффективность и производительность. Зубья на насадках изготавливают непосредственно из твердосплавных материалов. Для повышения срока службы, на зубья наносятся напайки из победита, что позволяет продлить ресурс рабочей насадки в 5-6 раз.
Количество режущих зубьев на круге зависит от его диаметра. Зубцы состоят из передней и задней части, которые отличаются по конструкции, а также боковой. Зубья по внешнему виду (геометрии) классифицируются на следующие виды:
- Прямые — разновидность зубьев, применяемые для продольного распила листового материала
- Трапециевидной формы — режущие звенья имеют вид трапеции, что является преимуществом — они нуждаются в заточке очень редко
- Скошенные звенья — самый распространенный вид зубьев, который характеризуется наличием углового скоса на задней или передней части. Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
- Конические — имеют вид конуса, но их главный недостаток в быстром притуплении, поэтому нуждаются в частой заточке. Применяются не только для поперечного, но и продольного распиливания листового материала
Производители также выпускают диски для циркулярных пил с активными и пассивными звеньями. В зависимости от вида зубьев, различается процесс их заточки. Чтобы правильно наточить зубья на циркулярной пиле, понадобится правильно определить угол их заточки.








Что представляет собой шлифовальный круг
Является абразивным инструментом для обработки изделий как на стационарных станках, так и при помощи ручного инструмента. Существует несколько параметров, по которым можно классифицировать шлифовочные круги.

Для их изготовления может использоваться:
- карбид кремния;
- алмаз искусственного либо природного происхождения;
- электрокорунд;
- эльбор.

В зависимости от размеров зерна диски различаются по своему назначению. Между зернами расположен клеящий и заполняющий состав – связка, придающий ему абразивные свойства за счет пор. Абразив снимает частицы с обрабатываемого материала.

Виды зернистости в зависимости от вида обработки
Под зернистостью понимают размер основной массы зерен среди общего количества алмазных частиц в абразиве. Размер зерна обычно определяется тремя параметрами: высотой, шириной и толщиной, но на практике за основу берут ширину. Чистота обработки поверхности материала зависит от степени зернистости круга для заточки. Также этот параметр влияет на оперативность проведения работ, количество металла, который можно удалить за один проход инструмента по заготовке и изнашиваемость рабочей области алмазного диска для заточки. Согласно нормам стандартизации международного уровня FEPA маркировка алмазного заточного инструмента должна содержать код зернистости: сочетание литеры F и определенного числа за ним. Возрастание числа указывает на присутствие в абразиве более мелких зерен. Чтобы правильно подобрать круг для заточки, нужно знать марку материала, какую необходимо получить в итоге шероховатость, допустимый припуск.
Между размером зерна в абразиве и чистотой поверхности металла после обработки существует обратно пропорциональная зависимость. Поэтому для финишных работ применяют заточные круги с самыми маленькими алмазными зернами.
По размеру фракции зерна его можно отнести к тому или другому типу зернистости:
- 100/80 – мелкие алмазные зерна. С их применением выполняют окончательную доводку тонких лезвий, заточку металлообрабатывающих резцов, операции финишной шлифовки.
- 125/100 – средние алмазные зерна. Заточка изделий до состояния необходимой остроты.
- 160/125 – крупные.
- 200/160 – очень крупные алмазные зерна. Абразивы подходят для выравнивания поверхности режущего инструмента.
Класс точности заточного круга
Заточные круги выпускают трех классов точности: АА, А и Б. Наиболее точными из представленных являются абразивно-шлифовальные инструменты с маркировкой АА. Для качественного точения пил, этот показатель является одним из самых важных. Его указывают в сопроводительных документах.
Класс неуравновешенности заточного круга
На отечественном рынке представлены заточные круги с классом неуравновешенности от 1 до 3. При этом 1-ый класс определен как наиболее уравновешенный. Для качественного точения желательно использовать круги следующих классов точности и уравновешенности: А1 и АА1.
Разобраться во многообразии абразивно-шлифовального инструмента довольно сложно самостоятельно, поэтому SAWS UNITED предлагает Вам в этом помощь наших специалистов. Высококвалифицированные сотрудники компании смогут подобрать заточные круги под действующие производственные мощности, а также дадут рекомендации по оптимизации на производстве. Связаться с нами Вы можете по бесплатной горячей линии для регионов-4. ← Пилорамы ТАЙГА на складе в г. Мытищи С наступающим Новым годом! →
Основные характеристики
Одной из основных характеристик считают показатель твердости. Следующий важный показатель – это концентрация алмазов на кубический сантиметр, измеряемая в каратах. Стандартно-типовые показатели для этих значений согласно действующему ГОСТ: K25 (1.1 ct/cm3), K50 (2.2 ct/cm3), K75 (3.3 ct/cm3), K100 (4.4 ct/ccm3), K125 (5.5 ct/cm3) и 150 (6.6 ct/cm3). Однако концентрация может изменяться в большую или меньшую сторону.
Важность этого значения в том, что он оказывает немалое влияние на некоторые технические показатели диска и его стоимость. Конструкции с твердой связкой и невысоким алмазным слоем обозначают K125
Распределению и фиксации углеродного зерна на рабочем слое помогает связывающий состав, так называемая связка. В производственной технологии пользуются тремя базовыми видами связок.
Металлические. Рабочий слой такого типа наиболее подходит для предварительной обработки, заточки деталей из металлокерамики и твердых сплавов, срезки больших слоев припуска.
Гальванические. Металлический корпус с одним или несколькими наслоениями никеля, покрытый углеродным абразивом. Разработан для разрезания, шлифования минеральных материалов. Востребован в производстве алмазных бурильных агрегатов, конечной доводке пуансонов и т. д.
Органические. При создании органического состава используется бакелит с применением формальдегидных смол. Его характерная особенность – это низкая теплопроводность, такие устройства применяют в работе без подачи СОЖ. Как правило, это чистовая шлифовка и доводка.
Еще одни параметры, влияющие на характеристики рабочих качеств прибора, — вид алмазного слоя и его ширина. Абразив наносится на периферийную или торцевую часть алмазного круга. Именно геометрия влияет на величину абразива и стоимость модели. Высота – это значение, определяющее долговечность конструкции, в то время как от ширины зависит размер площади, контактирующей с обрабатываемым изделием, а значит, температура рабочих элементов и прочих составляющих. Небольшая ширина допускает повышенную скорость и глубину реза. Большие значения ширины – это высокая точность и чистота работы.
Алмазы на наждак могут быть размером 125 мм. Маркировка 150х10х3х32 означает диск с диаметром 150 мм, шириной 10 мм, при этом высота – 3 мм и размер посадочного отверстия — 32 мм. Такой же подход требуется для расшифровки характеристик шлифовальных алмазов 150х20х5х42х32; 150х20х3х40х32.
Абразивы
1. Карбид кремния. Карбид кремния наиболее твердый из производимых абразивов. Он используется в шлифовальном инструменте на керамической, синтетической и органической связке и применяется для обработки отливок, твердых металлов, цветных и легких сплавов, камня, стекла и фарфора. В виде порошка карбид кремния применяется для резки, шлифовки, доводки и полировки стекла, керамики и металлов. Карбид кремния изготавливается в электропечах из кварцевого песка (SiO2) и кокса (С).
Цвет карбида кремния – от зеленого до черного, а также бесцветный. Химические свойства карбида кремния: нерастворим в кислых и щелочных растворах, нестоек в расплавах щелочей. Материалы на основе карбида кремния: шкурки на бумажной и тканевой основах, шлифовальные круги и бруски на керамической, синтетической или органической связке.









Отечественная промышленность выпускает черный (марки 53С, 54С, 55С) и зеленый (марки 63С, 64С) карбид кремия, предназначенный абразивного инструмента, шлифовальной шкурки и обработки свободным зерном. Карбид кремния черный применяется для обработки заготовок из цветных металлов, кожи, резины, пластмасс. Карбид кремния зеленый применяется при шлифовании заготовок из титановых и других видов жаропрочных сплавов, заточки и доводки инструмента, в том числе твердосплавного.
2. Окись алюминия (Al2O3). Окись алюминия – твердый абразив, содержащийся в естественном наждаке и корунде, а также в плавленом корунде. В России известно большое число марок корунда: Белый электрокорунд: 23А, 24А – для абразивного инструмента, шлифовальной шкурки и обработки свободным зерном; 25А – для абразивного инструмента на керамической связке, в т.ч. прецизионного классов А и АА. Электрокорунд белый применяется при чистом, скоростном и прецизионном шлифовании заготовок из углеродистых, быстрорежущих и легированных сталей.
3. Наждак. Естественный абразив низшего качества, чем окись алюминия.
4. Алмаз. Природный или синтетический материал, обладающий самой высокой твердостью. Зерна синтетического алмаза имеют поликристаллическую структуру, в то время, как природный алмаз используется в измельченном виде. Нерегулярная ориентация алмазных кристаллов обеспечивает высокую твердость и износостойкость во всех направлениях. Слипание кристаллов алмазного слоя уменьшает опасность скола вследствие удара. Применяется для обработки твердых сплавов, литья, твердых легированных покрытий, керамики, стекла, камня, оксидов, нитридов, карбидов, композитных материалов, стекло-и органопластиков.
В отечественной промышленности алмазные шлифпорошки производятся по ГОСТ9206-80, согласно которому индексом А обозначены порошки из природного алмаза, АС – из синтетического, АП – из поликристаллических алмазов. Микропорошки и субмикропорошки маркируются индексом М после обозначения природы порошки (например, АМ, АСМ). Цифровой индекс в обозначении порошков из природных алмазов соответствует десяткам процентов содержания кристаллов изометрической формы. Изометрической считается форма зерна, отношение длины к ширине проекции которого (коэффициент формы) не превышает 1,3 (А1, А8).
Синтетический алмаз:
- АС2 – инструмент на ограниченной связке для чистовых и доводочных операций;
- АС6 – инструмент на металлической связке для работы при повышенных нагрузках;
- АСМ – инструменты, пасты и суспензии для доводки и полировки закаленных сталей
2 Приспособление для заточки токарных резцов
Заточка инструментов предполагает не только круги, но и применение дополнительных приспособлений – расточных станков.
Координатно-расточные станки растачивают, сверлят, зенкеруют, нарезают внутреннюю и наружную резьбу, обтачивают цилиндрические поверхности и подрезают торцы.
Станок для заточки резцов
Отличительная особенность станков – горизонтальный (или вертикальный) шпиндель, который совершает движения осевой подачи. В отверстие шпинделя фиксируют необходимый инструмент – борштанг с резцом, развертку, сверло, фрезу и т.д.
- горизонтально-расточные;
- координатно-расточные;
- алмазно-расточные;
- вертикально-расточные.
Специализированные модели координатно-расточных станков:
- Координатно-расточный 2Д450.
- Координатно-расточный 2В440А.
- Координатно-расточный 2431.
- Координатно-расточный 2421.
2.1 Технология заточки
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления кольца.
В конце проводят проверку углов заточки по шаблону.
Виды заточки резцов
Для получения ровной и гладкой кромки инструмент должен постоянно находиться в движении вдоль шлифовальной поверхности. Круги, при такой работе, смогут дольше прослужить.
Обработку инструмента можно производить всухую или с водой. Струя воды должна быть достаточной и непрерывной. Сухой инструмент не стоит опускать в воду, это может вызвать разрушение рабочей кромки.
- оселком с мелкой зернистостью (дополнительно используют техническое масло);
- медным кругом (также применяют пасту из карбида бора и техническое масло).
2.2 Техника безопасности
- Не пользоваться шлифовальными кругами, работа которых сопровождается биением.
- Подручник должен быть надежно зафиксирован ближе к кругу.
- Использовать подручник в качестве опоры для резца.
- Не стоит слишком сильно прижимать резец (неравномерное нагревание может образовать трещины; под высоким давлением круг может быстро испортиться).
- Не производить заточку без защитного кожуха.
- Надевать защитные очки.
- Рабочее место должно иметь местную вентиляцию.
Зернистость заточного круга
Для обозначения зернистости заточного круга также используют определенные численные значения, они представлены следующей таблице:
| ГОСТ | 12 | 16 | 25 | 40 |
| FERA | 100 | 80 | 60 | 40 |
С увеличением числа по ГОСТу растет и размер использованных в изготовлении круга зерен, а также увеличивается степень врезания и подача при заточке ленточной пилы. Однако, качество обработанной поверхности будет лучше при использовании мелкозернистых абразивных кругов.
Твердость заточного круга
Этот показатель влияет на способность абразивного круга к самозатачиванию. Во время заточки ленточной пилы скалываются грани затупившихся зерен, они выносятся, тем самым открывая новые рабочие слои круга.
В процессе точения более твердый круг будет лучше держать свою форму, но его серна уже затупятся. Чтобы поддерживать высокое качество работы придется использовать большую мощность и меньшую подачу. Однако это может грозить образованием прижогов и рисков. К тому же относительно мягкий материал пилы станет забивать поры круга, что скажется на качестве заточки.
При использовании слишком мягкого заточного круга, связка может очень слабо удерживать зерна, поэтому они станут выкрашиваться из тела круга. Мягкие круги быстро потеряют форму и износятся.
При работе главное правильно подобрать уровень твердости заточного круга, а для этого следует воспользоваться данными в таблице:
| ГОСТ | М1, М2, М3 | СМ1, СМ2 | С1, С2 | СТ1, СТ2, СТ3 | Т1, Т2 |
| FERA | Y, I, J | K, L | M, N | O, P, Q | R, S |
| Твердость | Мягкие | Среднемягкие | Средние | Среднетвердые | Твердые |
Профили на керамических связках
В связках на керамике используется покрытие из алмазоникеля. Это покрытие бывает однослойным либо может наноситься в несколько слоев. Толщина связующего вещества на керамической основе не превышает 2/3 величины зерен алмаза. Благодаря тому что между вершинами кристаллов и связкой имеется свободный промежуток, стружка, снятая с обрабатываемой поверхности, автоматически удаляется, не создавая дополнительных препятствий процессу заточки. Основные свойства заточных дисков на керамической связке:
- отличная способность к снятию слоя металла во время заточки;
- возможность создавать абразивный инструмент любой конфигурации;
- высокая проводимость тепла;
- приемлемая стоимость изделий.
Характеристики и особенности алмазных кругов для заточки резцов
Алмазные круги для заточки резцов токарных и другого режущего инструмента в зависимости от формы профиля и типа абразива целенаправленно подходят для следующих операций:
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.
Советы и рекомендации
Предлагаем вашему вниманию несколько советов и примечаний от мастеров, которые помогут осуществить заточку резца на алмазном круге более эффективно и без повреждений оборудования и инструмента:
Признак правильной обработки детали – она должна иметь выпуклую кромку.
Следует избегать любых излишних неровностей – они могут испортить резец.
Необходимо постоянно отслеживать углы заточки.
Если держать инструмент в постоянном движении – это поможет добиться гладкой кромки.
Если увеличить частоту вращения круга, то увеличится производительность процесса







Однако это может быть чревато прижогами на поверхности инструмента, вследствие чего изменится структура его материала.
Важно не только правильно расположить резец, но и правильно установить круг на станок. Диск должен вращаться в ту же самую сторону, что и вал аппаратуры.
Следует делать перерывы в работе, чтобы дать инструменту остыть (можно охлаждать водой).
Не стоит пренебрегать требованиями техники безопасности.
Таким образом, в данной статье был рассмотрен один из специализированных способов заточки резцов, связанный с применением алмазного круга. Теперь вам известны основные нюансы, касающиеся технической, организационной стороны процесса указанного метода заточки, а также основные правила техники безопасности, которые должны соблюдаться в рамках этой процедуры.
Особенности Заточных кругов для ленточных пил
Абразивно-шлифовальный инструмент для заточки ленточных пил представлен на рынке в избытке
Поэтому для того чтобы подобрать нужный заточной круг необходимо обращать внимание на основные технические параметры. К ним относятся: профиль круга, его размер, использованный шлифматериал, зернистость, твердость, структура, связка, рабочая скорость, классы точности и неуравновешенности
Все эти данные учитываются при маркировке заточных кругов.
На отечественном рынке можно встретить инструмент со следующими обозначениями:
| 1 | DTH2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| ГОСТ | 1 | 125x6x32 | 14A | 16 | CT1 | 6 | Б | 30 | A | 1 |
| Импорт | 125x6x32 | 96A | 80 | L | 6 | V | 50 | AA | 1 | |
| Сэндвич | 125×6/2×32 | 96A/98A | 80/100 | L/M | 8 | V |
Виды режущих зубьев
Типы зубьев На поверхности зубьев располагаются четыре плоскости — передняя, задняя и две боковые. В момент пересечения друг с другом они создают единую режущую кромку, благодаря которой и происходит распиливание поверхностей.
Существует несколько форм зубьев:
- Прямой зуб. Чаще всего его применяют только для проведения скорого продольного распила. Во время такой работы качество и точность практически не важны.
- Косой зуб. Задняя плоскость у такой детали наклонена вправо или влево. На пилах эти зубья часто чередуются, из-за чего те получили название «переменноскошенные». Такие зубья используются в инструментах чаще всего. Размер углов может быть разным, это связано с покрытием обрабатываемой поверхности — древесина, ДСП, пластик. Их применяют для продольных и поперечных движений. Большой угол наклона на инструментах применяется при разрезании плит с двухсторонним ламинированием. Это помогает избежать сколов материала. Чем больше скошенный угол, тем легче пила проходит через поверхность. Но это значительно увеличивает вероятность поломки зуба. На некоторых изделиях зубья наклонены не только сзади, но и спереди.
- Трапециевидный зуб. Главное достоинство этого типа – это то, что кромка тупится медленно. Но их редко применяют отдельно, обычно чередуют вместе с прямыми зубьями. Во время работы устройства трапециевидные зубья расположены над прямыми, поэтому берут на себя основную (черновую) работу по распиливанию. Прямые зубья выполняют чистовую обработку. Такую конструкцию пилы применяют для распиливания пластика, ДСП и МДФ.
- Конический зуб. Этот тип зуба считается дополнительным, поскольку он лишь помогает надрезать нижнюю часть материала (чаще всего ламината). Такая конструкция позволяет обезопасить поверхность от сколов и появления трещин. Конические зубья обычно обладают прямой передней гранью, но она бывает и вогнутой. Такой тип используют для чистовой обработки спила.
Что и чем затачивать
Какие алмазные круги необходимы вам, как уже обозначалось, зависит от того, с каким материалом вам предстоит работать. Также, от материала зависит, каким способом будет производиться заточка, сухим или мокрым, то есть с использованием в виде охладителя воды. Самым популярным считается круг формы тарелки со средней зернистостью.
Лучший алмазный круг для заточки резцов токарных – тип круга чашка. Но, кроме самого круга, для качественной обработки резцов так же понадобится дополнительное приспособление в виде расточного станка. Такое оборудование может использоваться для многих нужд. На них можно затачивать, обрабатывать поверхности, придавать нужную форму торцам, проводить операции с резьбой.
Подведем итоги
Подведем итоги
На что же стоит обращать внимание при выборе алмазный круг для заточки инструмента или вообще для других работ? Есть два основных параметра, которые ни за что нельзя упускать из виду: тип материала, с которым предстоит работать, и машина для резки. Учитывать прибор, на котором будет использоваться диск следует, чтоб его диаметр совпадал с диаметром машины и круг можно было использовать безопасно
Учитывать материал стоит, ибо именно ним определяется нужная форма зубьев заточного диска. Выбрав не те зубья, можно значительно снизить скорость и чистоту обработки.
Во время установки круга на аппаратуру, с которой он будет использоваться, стоит проследить, чтоб диск вращался в ту же сторону, что и вал машинки, также, они должны иметь одинаковую скорость вращения. Как правильно должен вращаться диск – подскажет стрелка, расположенная на его корпусе или информационной наклейке.





