

Модели и принципы их выбора
Машины для электросварки ленточных пил контактным способом подбирают по таким параметрам:
- Мощности (в том числе, и автоматического выключателя тока).
- Наличию предохранителя от перегрузки.
- Диапазону изменения усилия прижима и возможность его автоматического регулирования.
- Способу изменения RC-сопротивления: при малых диапазонах необходимо более тщательно следить за состоянием поверхности зажимных губок.
- Материалу зажимных губок (его твёрдости в горячем состоянии и наличию антикоррозионного покрытия).
- Присутствию встроенного пирометра, по которому оператор может судить о температуре нагрева торцов ленточной пилы.

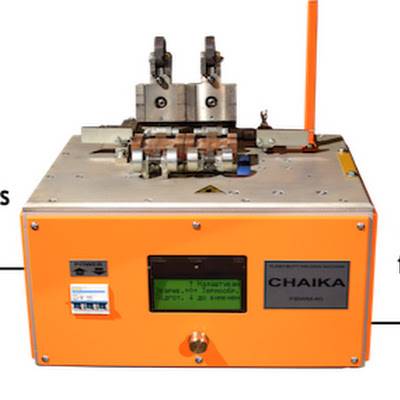
Из мощных станков для контактной сварки стоит выделить машину модели ESAB ZFR 10 BT шведского производства. Она работает от источника постоянного тока и может сваривать пильные полотна шириной до 160 мм, при наибольшем усилии прижима 1200 кН, причём для сжатия используется гидравлический узел. Привод станка – автоматический, включая устройство для последующей шлифовки грата. Отжиг готового участка производится по программе, в зависимости от назначения ленточной пилы и марки стали, из которой она произведена.
Подобным оборудованием отечественного производства является станок модели АСП-1600. Его технические характеристики:
- Ширина свариваемого лезвия, мм – до 90.
- Мощность, кВА — 4…9.
- Питающее напряжение, В – 380.
- Производительность, циклов в час – до 10.

Из мобильных агрегатов аналогичного назначения отметим G10-60 от итальянской компании Griggio. Станок компактен, оснащён устройством автоматического регулирования усилия прижима, обладает следующими эксплуатационными параметрами:
- Ширина свариваемого лезвия, мм – до 60.
- Мощность, кВА — до 4,5.
- Питающее напряжение, В – 220.
- Производительность, циклов в час – до 15.
В комплект поставки входят ножницы для предварительной обрезки дефектных концов пил.
Рельсорез. Подгонка путей без лишних хлопот
Динамический плотномер Д-51. Проверяем уплотнение грунта
Классификация ленточных пил
По конструктивным особенностям ленточные пилы бывают:
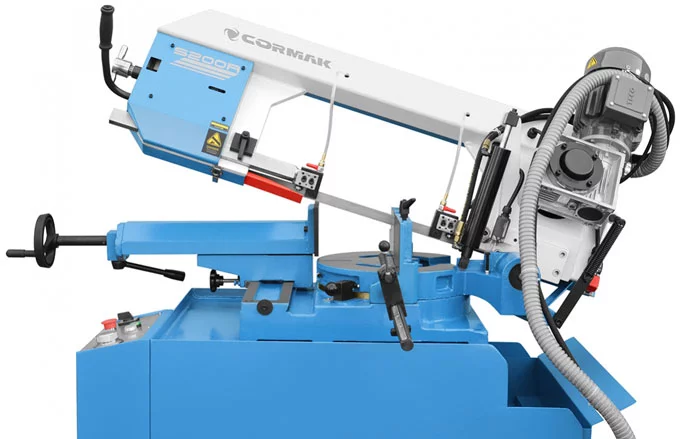
- Консольная (маятниковая) ленточная пила — при её изготовлении используется специальная пильная консоль, поднимающаяся и опускающаяся за счет вращательных действий шарнира. Данный вид применяют для пиления труб из нержавейки, фасованных профилей, проката.
- Одностоечные — в их основе лежит горизонтальная пила рама, опускающаяся вдоль вертикальной стойки. По конструктивным параметрам похожа на радиально-сверлильный станок. Главным преимуществом данного типа является возможность пиления металлических изделий под углом.
- Двухстоечные — также используют горизонтальную пильную раму, которая движется вдоль 2 вертикальных колонн. Соединение со станиной осуществляется с помощью жесткого замкнутого контура. Преимуществом двухстоечных пил считаются высокие показатели жесткости конкуренции, инструмент может применяться для резки любых металлов.
- Портальные станки — состоят из фиксированной рабочей зоны и подвижного портала для резки, на котором возможно обрабатывать материалы больших габаритов (плиты, отливки). Достоинством инструмента является компактность: так как портал движется вдоль линейных направляющих рабочего стола, для оборудования не требуется много свободного пространства.
- Вертикальная ленточная пила по металлу — предназначена как для прямолинейной или для криволинейной резки по наружному и внешнему контурам. Принцип работы: заготовку не зажимают в тисках, а удерживают в рабочей зоне вручную.
- Поворотные (угловые) — позволяют осуществлять пиление металла под различными углами к оси детали. В основе их конструкции лежит поворотная пильная рама, вращающаяся вокруг вертикальной оси. Это позволяет одним движением скорректировать угол отреза.

По степени автоматизации
Ручные (гравитационные) — пильная рама приводится в действие за счет применения физической силы рабочего, а также собственного веса.
| Преимущества | Недостатки |
| 1. Соотношение цена-качество (невысокая стоимость оборудования при высоких показателях производительности инструмента). 2. Возможность регулирования угла резки (до 60о). | 1. Значительная вибрация при работе, что приводит к быстрому износу оборудования. 2. Отсутствие надежных механизмов автоматической очистки. 3. Необходимость ручного контроля уровня наклона шкивов. 4. Отсутствие автоматического контроля силы давления оборудования на заготовку. |
- Полуавтоматические пилы — все операции (зажимание-раскрытие тисков, опускание-подъем пильной ленты) осуществляются автоматически с помощью гидравлического привода. Задачей рабочего является только контроль за движением металла. Обработка изделий возможна под углом от -60° до +60°. Подходят для резки тяжелых металлов, в том числе сплошных заготовок из чугуна, цветных сплавов, нержавеющей стали.
- Автоматическая ленточная пила по металлу — применяется на крупных промышленных производствах. Задачи оператора минимальны: ему необходимо только установить параметры обработки металла при помещении заготовки в тиски. Дальнейший процесс автоматизирован, процесс пиления управляется ЧПУ. Оборудование характеризуется наибольшей производительностью, а также высокими показателями точности.
По функциональным особенностям
- I класс — пилы используются на крупном промышленном производстве для обработки любых видов металла (металлургические заводы, производственные цеха, тяжелое машиностроение и т.д.). Ширина полотна — не менее 27 мм. Режущие поверхности характеризуются высокой прочностью, что обеспечивает низкие показатели износа, малую стоимость одного реза.
- II класс — популярный тип ленточных пил. Применяются на заготовительных производствах предприятий машиностроения для резки цветных металлов, легированной стали, жаропрочных сплавов, титана. Ширина ленточного полотна — от 20 мм.
- III класс — чаще всего представлены консольными пилами. Применяются на небольших производствах, занимающихся изготовлением труб, профильного проката. Инструмент с низкой производительностью и высокой степенью износа зубьев. Ширина полотна — от 17 мм.
- IV класс — малогабаритные, легкие устройства, используемые для распила деталей, диаметр которых не превышает 50 мм. Ленточные пилы IV класса не используются в промышленном производстве. Они востребованы в ремонтных мастерских и для частного применения. Ширина полотна не превышает 13-15 мм.

Подготовка к сварке
Перед выполнением подобной процедуры на станочном оборудовании надлежит предварительно уяснить тонкости проведения работ:
- Соединяемые торцы полотна подрезаются таким образом, чтобы стыковочные кромки располагались максимально плотно друг к другу и перпендикулярно режущим зубьям (для минимальной погрешности необходимо металл подрезать при помощи гильотины).
- В случае восстановления лопнувшей по периметру сварочного шва пилы стоит подрезать полотно, отступив от торцов не менее 5 мм.
- Резка полотна выполняется строго между режущими зубьями.
- Перед стыкованием соединительные кромки следует обработать растворителем с целью удаления остатков грязи и зачистить на точильной оборудовании или посредством УШМ с соответствующей мелкой насадкой.
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.









Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.
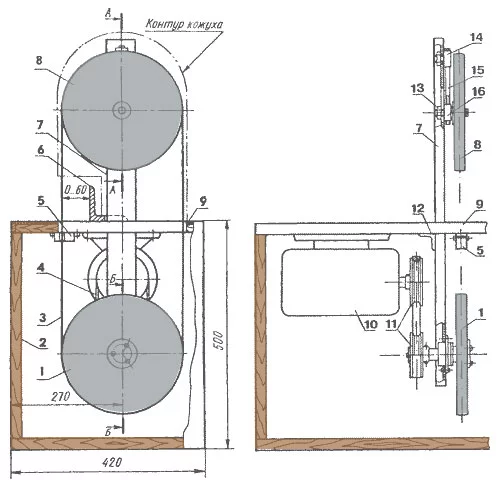
Как изготовить ленточную пилу для металла своими руками
В строительных магазинах ленточные пилы стоят достаточно дорого. При минимальных навыках инструмент можно изготовить самостоятельно. Часть деталей может быть изготовлена вручную из вторично-используемых материалов, а недостающие комплектующие — приобретены в магазине (они имеют малую стоимость).

Материалы и инструменты
Перед началом работ по изготовлению ручной ленточной пилы по металлу необходимо подготовить необходимые материалы и оборудование:
- болгарку;
- шуруповёрт;
- шлифовальное устройство;
- расходные принадлежности (изоленту, клей-момент, крепежи, др.);
- ручные инструменты (отвертки, шурупы, нож, ножницы).
Для сборки станка из подручных материалов необходимо найти:
- деревянные щиты (будут использоваться под основу и столешницу) — если применяется ДСП, то несколько пластов необходимо склеить для обеспечения необходимых показателей прочности;
- швеллер, стальные прутья (потребуются на этапе создания основы для натяжения вращающихся осей);
- резина (велосипедные или шинные камеры) — будет использоваться для закрепления режущей ленты на шкивах;
- ремень (пригодится для вращающихся дисков);
- водостойкая фанера толщиной от 10 мм (пойдет на изготовление защитного чехла);
- двигатель и провода (выбор зависит от требуемой мощности устройства).
Правила выбора ленточного полотна
- При покупке режущего полотна посмотрите на край: все зубцы должны быть одинаковыми, равномерно удаленными друг от друга;
- Выбирайте полотно, которое можно будет заточить повторно;
- В зависимости от формата работы определите необходимый тип комплектующей:
- биметаллическое — используется при распиле прочных материалов, характеризуется повышенной прочностью (инструмент прослужит долго, пила устойчива к разрывам и натяжению);
- алмазное — рассчитано на работу с мрамором, гранитом, кварцем, камнем;
- твердосплавное — нужно для пиления чугуна и титана, может быть использовано при обработке сложных заготовок;
- из инструментальной стали — классическое полотно, подходящее для разовых работ с деревом и металлом, является наименее дорогим.
Пошаговая инструкция по изготовлению ручной ленточной пилы по металлу
- Определите планируемую цель использования станка, необходимые габариты инструмента.
- Скачайте из интернета или сделайте самостоятельно чертеж устройства.
- Подготовьте рабочее место, инструменты, материалы.
- Изготовьте шкивы: потребуется фанера или ДСП, рекомендуемый диаметр — 24-26 см.
- Шкивы необходимо отшлифовать и обклеить с внутренней стороны резиной.
- Сделайте вертикальную ось: можно использовать металлический швеллер или прочные сорта дерева.
- Приготовьте базовую часть основания (подойдет любая нержавеющая сталь).
- С двух сторон основания вставьте втулки, на которых закрепите шкивы (п.4). Шкивы должны стоять ровно, без наклона.
- При наличии, установите демпфер (под столешницей): он позволит минимизировать колебания и вибрацию при работе станка.
- Закрепите двигатель, обеспечьте его прочное соединение с вращающейся частью инструмента (п.5).
- Соберите столешницу из имеющихся деревянных щитов, при желании — покройте ее изолирующим слоем. Столешницу следует расположить на прочной, устойчивой ножке.
- Если в работе вам потребуется делать прямые продольные надрезы, то необходимо установить направляющие.
- Установите над столешницей систему регулируемой смазки: масло должно самотеком попадать на пильное полотно (количество устанавливается экспериментальным путем в процессе работы станка).
- Закрепите на верхнем шкиве защитный чехол: он необходим, чтобы пильное полотно не соскальзывало. Чехол должен закрывать весь двигатель и электронику, чтобы не допустить попадания опилок в механизм.
- Если вы сомневаетесь, что двигатель справится с большими объемами работы, то лучше установить устройство для защитного отключения (УЗО).
- Срежьте все острые углы, отшлифуйте поверхность инструмента.
- Установите ленточное полотно, натягивая его по возможности (провисания цепи недопустимы). Лента должна располагаться строго параллельно основанию, чтобы не произошло снятия полотна.
- Осуществите пробный запуск станка, сделайте тестовый разрез тонкого стального или металлического листа.
Обработка пилы после сварки
Сразу после сварки пила не пригодна к использованию. Для того, чтобы привести ее в должное состояние, проводятся несколько операций.
Отжиг шва
При сварке материал полотна твердеет и становится хрупким. Отжиг позволяет ему вернуть пластичность и вязкость. Пилу не вынимают из станка, осадка выставляется нулевой, выбирается другой режим тока. Нажатием кнопки подачи тока на отжиг разогревают шов, а затем медленно охлаждают. Если нет пирометра – температуру контролируют визуально. Оптимальный цвет каления металла – вишнево-красный. Оранжевый или желтый цвет сигнализирует о перегреве.
Охлаждение длится три-пять минут. Для некоторых полотен нужно проводить два цикла.
Зачистка полотна
При зачистке полотна со сварного участка удаляют наплыв металла, а также выводят правильную форму впадины между зубьями полотна. Для зачистки подходит любой абразив, лучше всего – заточный станок.
Технологические особенности
Стоит учитывать, что:
- Сплавы, из которых изготавливают полотно пил, являются трудносвариваемыми;
- При работе на сварочный шов приходятся предельные нагрузки;
- Геометрия зубьев на участке шва влияет на нагрузки при работе.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
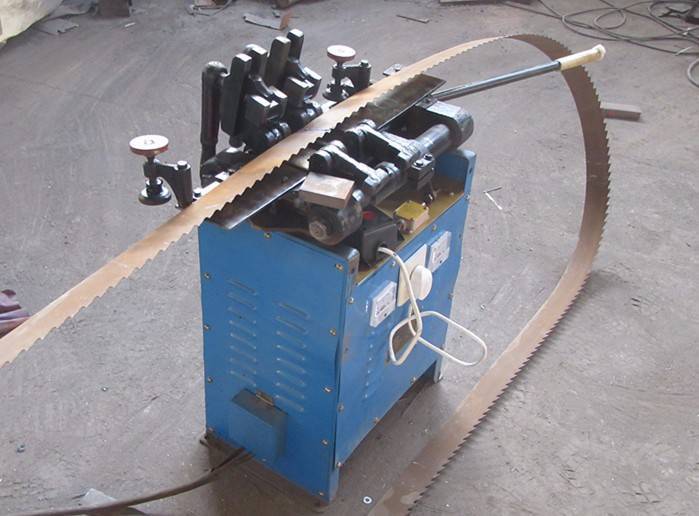
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
 Чертеж соединения ленточных пил.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.









В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг
Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Аппараты сварки ленточных пил и материал электродов
Материал для электродов обязательно должен быть твердого типа, а также хорошо проводить электричество. Медь мягкая, поэтому ее использовать не рекомендуется. В большинстве случаев для этого используется бронза, однако она при высоких температурных режимах начинает двигаться на поверхности электрода, при этом его свойства и проводимость претерпевают изменения. При проведении больше 25 свариваний он становится непригодным для работы.
Автоматная латунь нередко применяется в электродах, однако цинк и свинец часто меняют сопротивление. Поэтому электрод очень быстро становится непригодным для дальнейшего использования.

Отжиг сварных швов
Низколегированные полотна должны отжигаться при температуре от 420 до 450 градусов, ну а легированные при 630 и выше.

Обычно производитель указывает рекомендуемую температуру для отжига, для этого имеется несколько причин:
- отжиг не является самостоятельным процессом, а включается в сварочный режим;
- временной промежуток изменения металла и его структуры находится в прямой зависимости от температурного режима, чтобы сечение прогревалось равномерно, рекомендуется использовать низкие температуры при более длительном процессе;
- самым оптимальным считается отжиг ступенчатого типа, то есть первый прогрев выдерживается и выравнивает температуру по всему сечению, а затем происходит быстрое нагревание и охлаждение;
- режим термообработки настраивается после отладки режима для сваривания;
- не стоит спешить и освобождать зажимы сразу после сваривания, необходимо полное остывание материала на электродах;
- не стоит сразу вытаскивать пилу после сваривания для зачистки, ведь данная часть довольно хрупкая, поэтому это может стать причиной образования трещин;
- после того, как обдув сжатым воздухом был проведен, нужно вытащить изделие, еще раз обдуть все необходимые места и потом зафиксировать изделие для отжига.

Имеется такое мнение, что при обдуве электродов быстрее изнашиваются линейные направляющие. Однако качественные аппараты предусматривают закрытие подшипников сальниками, поэтому это не влияет на последующее использование изделий.







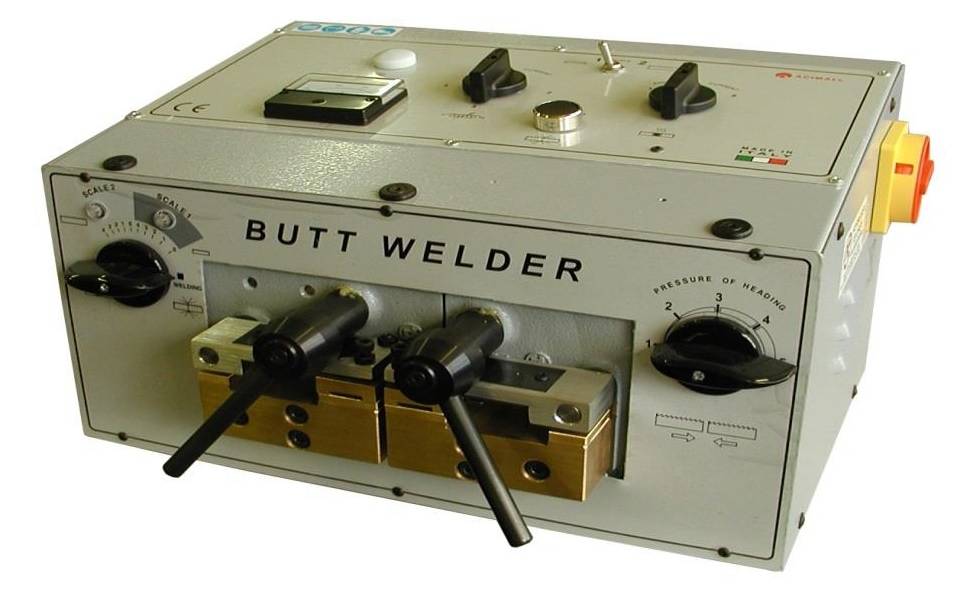

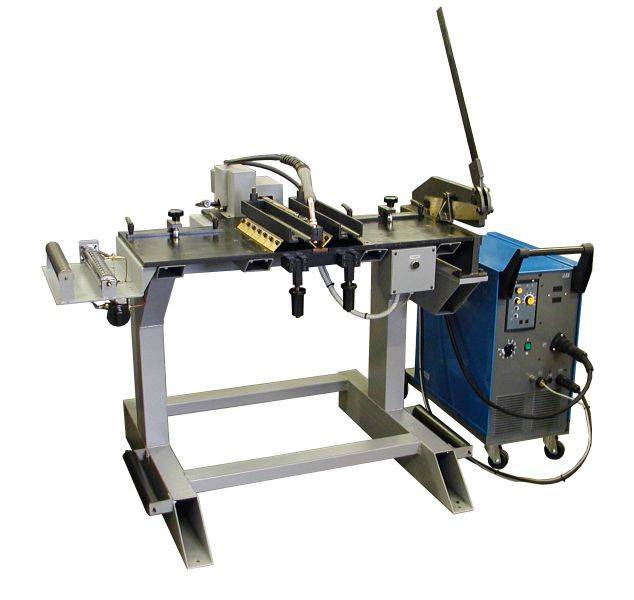
Оборудование для сварки ленточных пил
Схема стыковой контактной сварки.
В стандартном аппарате сварка пилы производится по следующему порядку: сначала полотно устанавливается в аппарат, затем оно фиксируется зажимами, после точно подводится к электродам, через которые проходит ток. Данный процесс позволяет расплавить и сварить концы обоих объектов. Также стоит знать, что ток проходит через электроды, которые, в свою очередь, закрепляются фиксаторами-зажимами. На сегодняшний день имеется множество марок и моделей таких аппаратов, но условно они классифицируются на три типа.
Оборудование для сварки с сопротивлением. Основными преимуществами данного оборудования является достаточно невысокая стоимость и малые габариты. При этом их производительность невысокая, и оно рассчитано только на малый объем работ и выпуск небольшой партии пил.
Оборудование для сварки с оплавлением. Его производительность заметно выше, чем у предыдущих аппаратов, но стоимость и габариты также стали больше. Относящиеся к среднему классу аппараты могут применяться для любых типов полотен
Очень важно, что они могут плавить даже биметаллические полотна, которые нередко используются для таких изделий.
Автоматизированное оборудование для сварки оплавлением. Такого рода оборудование устанавливается на крупных цехах и фабриках или же в сервисных центрах
Его производительность очень высока, при этом процесс полностью автоматизирован. Оператору станка требуется только устанавливать пилы в оборудование и снимать после полного прохождения процесса сварки.
Пайка ленточных пил
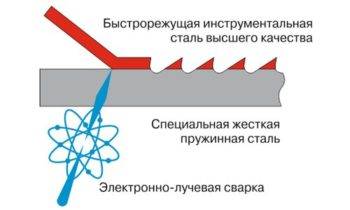
В отсутствие аппарата для сварки ленту полотна пильного станка паяют. Для этого ее обезжиривают, газовой горелкой подогревают концы полотна и проводят следующие операции — наносят флюс и расплавляют его той же горелкой, соединяя диффузией с куском латуни:
- Наложим кусочек латуни на конец полотна, плавим его в пламени горелки — при расплаве сталь пилы диффудирует с расплавом латуни на атомарном уровне. В качестве флюса используем буру или специальный флюс ПВ209Х.
- Сооружаем специальное приспособление, похожее на подвижные и неподвижные зажимы станка для сварки пил.
- Закрепляем концы и наносим флюс на оба конца.
- Выравниваем концы ленты внакладку на 2 зуба, выравниваем.
- Кусочек латуни вставляем между полотнами и нагреваем это место горелкой.
- По мере образования расплава соединяем полотна.
- Ждем полного самостоятельного остывания.
- Шлифуем место соединения до момента «хватит — уже ровно».
Температура плавления латуни составляет около 900 градусов. Половинки разогреваются именно до такой температуры. Вместо латуни можно использовать серебряные припои с температурой плавления более 900 градусов.
Соединение внакладку проще, но обработать место пайки до нужной толщины сложнее. Этот метод подходит лишь при невозможности использования специального оборудования для сварки.
Общие сведения
Проводя стыковку торцов пилы необходимо учитывать его нагрузку при обработке деталей, подвергая ленту постоянному растягиванию и изгибу.
Изготовленная из легированной или углеродистой стали полоса ленточной пилы выдерживает силовое воздействие обрабатываемого материала, что иногда нельзя сказать о сварном соединении.
После периода отработанных часов шов лопается. Поэтому последний должен выполняться из материала аналогичного состава, что и само кольцо с зубьями.
Последняя обусловливается равномерным нагревом стыков двух соединяемых деталей. После описываемой термической операции, концы плотно стыкуются, образуя неразъемное кольцо.
Технология сварки
Независимо от вида сварка пил производится по единой методике осуществляемой поэтапно.
Подготовка полотна
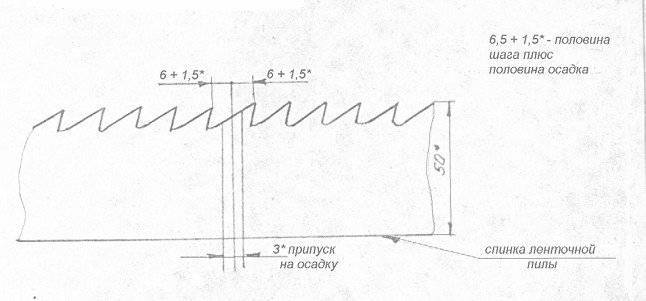
Чтобы соединяемые концы были ровными, резка полотна производится гильотиной. При её отсутствии можно воспользоваться болгаркой или слесарным зубилом. При повторном сваривании по месту разрушенного старого шва у концов отрезается по 5 мм. Линия реза должна проходить строго между зубьями. На обоих концах оставляется припуск на осадку 1,5 мм. С помощью абразивного инструмента удаляются неровности и заусеницы. После очистки торцов от грязи они обезжириваются раствором технического спирта или ацетоном.
Процесс сварки
После подготовки концы полотна вставляются встык в зажимное устройство аппарата для сварки ленточных пил. Необходимо убедиться, что кромки совпадают по высоте и расположены посредине между подвижным и жёстко закреплённым фиксаторами. По прилагаемой таблице устанавливается, ток, усилие, ход усадки. В зависимости от выбора режима работы, автоматический или ручной, определяется время сварки. В первом случае она длится несколько секунд, во втором — контролируется оператором.
 Процесс сварки ленточной пилы
Процесс сварки ленточной пилы
Перед началом сваривания нужно проверить чистоту электродов, так как грязь создаёт дополнительное сопротивление. После включения аппарата на концы ленты подаётся ток. В месте, где они стыкуются, металл начинает плавиться. Одновременно начинается движение подвижного зажима на величину заданной усадки. В итоге создаётся сварной шов в виде валика.
Если материал полотна ленточной пилы неизвестен или его нет в таблице, параметры тока подбираются экспериментальным путём на ненужных обрезках. При достижении удовлетворительного результата показатели настроек записываются, чтобы использовать в будущем при работе с аналогичными изделиями. Таким образом, составляется дополнительная таблица, куда заносятся нестандартные значения настроек.
При недоступности использования специальных станков можно сварить пилу в домашних условиях. Для этого достаточно иметь простой сварочный аппарат и тиски. После подготовки полотна по методике, указанной выше, его концы зажимаются в тисах. Для создания прочного соединения рекомендуется для сварки применять присадочный металлический прут. После наложения шва полотно переворачивается, операция повторяется на другой стороне.










Отжиг
Металл в месте сварки под действием высокой температуры становится хрупким. Для возврата прежних свойств его подвергают отжигу, используя тот же аппарат для стыковой сварки ленточных пил, не снимая полотна. Настройками выставляется нулевое значение хода и меняется токовый режим.
После подачи тока место соединения нагревается до +600˚C. Температура контролируется по показаниям пирометра. Если он отсутствует, ориентируются по цвету металла. Нормальным считается вишнёво-красный оттенок. Появление оранжевого или жёлтого цвета означает перегрев. При достижении необходимой температуры подача тока прекращается. Оптимальное время отжига составляет 3 — 5 минут. Чтобы предотвратить быстрое остывание металла при низкой температуре окружающего воздуха циклически на краткие промежутки времени включается подача тока.
В зависимости от металла иногда нужно отжиг осуществлять дважды. Для повышения производительности возможно совмещение операций. Сразу после сварки начинают периодически подавать импульсы тока, чтобы увеличить время остывания. После ручной сварки отжиг осуществляется с помощью печи и масла.
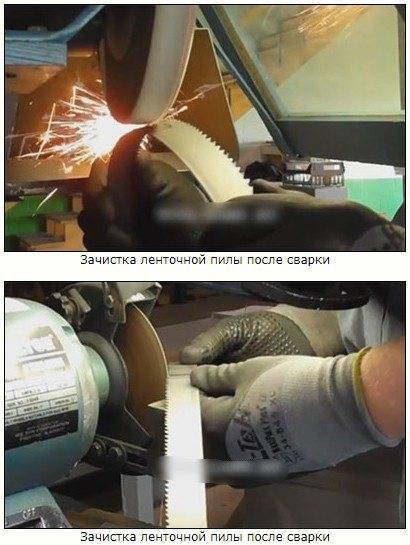
Зачистка
На заключительном этапе производится удаление валика и восстановление формы впадины между зубьями. Зачистка осуществляется с помощью абразивного инструмента. Наждачный круг направляется не поперёк, а вдоль шва. Его поверхность должна быть заподлицо с полотном.
 Зачистка сварного шва ленточной пилы осуществляется с помощью абразивного инструмента
Зачистка сварного шва ленточной пилы осуществляется с помощью абразивного инструмента
Этапы сварочных работ
Резка
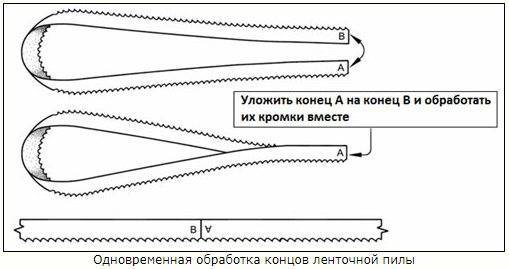
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно
Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!

Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточных пил происходит из-за неправильной заточки полотна.
Необходимость в проведении такой процедуры определяется путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.










Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
Габариты и форма образца выбирается на основе размеров исходных зубьев.
Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
Основные требования по заточке в домашних условиях ленточных режущих инструментов:
- равномерное стачивание металла по периметру каждого зубчика;
- предотвращение чрезмерных нажатий; поддержание сохранности профиля и высоты режущего элемента;
- подготовка охлаждающих составов; контроль отсутствия трещин, сколов и иных дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.
Заточный станок для ленточных пил
Несмотря на множество правил и рекомендаций по выполнению такой процедуры, ленточные пилы легко поддаются заточке.
Процедура реализуется путем использования заточного оборудования или ручным инструментом.





