

Металлическая или стеклопластиковая арматура?

Сегодня производители предлагают два вида арматуры: металлическую и стеклопластиковую. Металлические прутки представляют собой стержни с ребристой или гладкой поверхностью. Ребра обеспечивают более плотное сцепление с бетоном. Такой тип арматуры очень прочен и в то же время достаточно упруг, однако металл может со временем проржаветь. Для производства стеклопластиковой арматуры используется специальное базальтовое или стеклянное волокно. Такие прутки обладают значительно меньшим весом и стоят дешевле. Кроме того, волокно не подвержено коррозии и выдерживает почти любые температуры. Также такая арматура достаточно прочная, и ее непросто разорвать. Недостатком таких прутков является невозможность сгибания непосредственно на стройке. Гибку нужно заказывать у производителя, что не всегда удобно или выгодно.
Немного о технологии холодной гибки арматуры
Применяя в качестве исходной заготовки стандартные горячекатаные прутки по ГОСТ Р 5244 — 2006, стоит напомнить, что гибке арматуры практически всегда предшествует отрезка «в размер». Поэтому соответствующий гибочный станок должен иметь две рабочих позиции.
Основными эксплуатационными параметрами гибки арматуры являются:
- Угол гиба.
- Максимальный изгибающий момент.
- Допустимое сопротивление металла.
- Производительность процесса.
Различают свободную и калибрующую гибку. ГОСТ Р 5244 – 2006 предусматривает для производства арматуры преимущественно низкоуглеродистую сталь круглого поперечного сечения диаметром от 6 до 80 мм. Однако иногда условия строительства и требования по прочности строительной конструкции вынуждают использовать высокопрочную арматуру классов A-III, A-IV, A-V и A-VI, которая изготавливается из среднелегированных и высокоуглеродистых сталей типа 25ГС, 80С, 32Г2Рпс и т. п. Такие материалы характеризуются повышенными упругими свойствами, и после гибки заметно распружиниваются.
Арматурогиб, рассчитанный на работу со всеми марками металла, должен работать по принципу калибрующей гибки, когда конструкцией станка предусматривается жёсткий подпор заготовки в течение всего хода деформирующего инструмента. По той же причине оборудование не должно иметь электропривод, который не позволяет оставить под давлением деформируемый участок прутка. В то же время ручное управление арматурогибом, хотя и утомительнее, зато обеспечивает более точную фиксакцию рабочего угла гиба.

Во всех остальных случаях гибка арматурных прутков может выполняться по свободной схеме, когда перед гибкой фиксируются только торцы заготовки. Станок получается конструктивно более простым, и обладает меньшим весом.
Учёт угла сопротивления металла β проще всего можно проводить, пользуясь приводимой далее таблицей. Здесь r – радиус гибки прутка, R — половина диаметра исходной заготовки.
| Материал прутка | Значение β, град, при значениях r/R, до | |||||
| 1 | 2 | 4 | 6 | 10 | 15 | |
| Ст.3 | 2,0 | 2,6 | 4,3 | 5,0 | 6,3 | 8,4 |
| Ст.5, Ст. 5Гпс | 2,0 | 2,9 | 4,6 | 6,0 | 7,0 | 8,8 |
| 10Г2С, 12ГС | 2,3 | 3,2 | 4,8 | 6,5 | 7,5 | 9,0 |
| 30ГС | 2,3 | 3,5 | 5,3 | 7,0 | 8,5 | 11,4 |
| 32Г2Рпс | 2.5 | 4,0 | 6,0 | 7,5 | 9,5 | 13,0 |
Во избежание трещин, складок и прочих дефектов, которые могут возникнуть при гибке арматуры, необходимо учитывать минимальные значения угла гиба rmin, которые также определяются материалом заготовки:
- для стали Ст.3 допустимое отношение rmin/R≤ 0,52;
- для стали Ст.5 допустимое отношение rmin/R≤ 0,67;
- для стали Ст.5Гпс допустимое отношение rmin/R≤ 0,83;
- для стали 10Г2С допустимое отношение rmin/R≤ 1,10;
- для стали 30ГС допустимое отношение rmin/R≤ 1,32.

Как построить угол 60 градусов с помощью циркуля и линейки или линейки
На этой странице показано, как построить (нарисовать) угол 60 градусов с помощью циркуля и линейки или линейки. Эта конструкция работает путем создания равносторонний треугольник. Напомним, что в равностороннем треугольнике все три внутренние углы 60 °. Мы используем один из этих углов, чтобы получить желаемый результат в 60 градусов. См. Доказательство ниже для более подробной информации.
Пошаговые инструкции для печати
Вышеупомянутая анимация доступна как распечатываемый лист с пошаговыми инструкциями, который можно использовать для изготовления раздаточных материалов или когда компьютер недоступен.
Проба
Эта конструкция работает путем создания равносторонний треугольник. Напомним, что у равностороннего треугольника все три внутренних угла составляют 60 °. Изображение ниже — это последний рисунок выше с добавленными красными элементами.
равностороннего треугольника.
| Аргумент | Причина | |
| 1 | Отрезки AB, PB, PA конгруэнтный | Все нарисованы с одинаковой шириной циркуля. |
| 2 | Triangle APB — это равносторонний треугольник | Равносторонние треугольники — это треугольники, все три стороны которых имеют одинаковую длину. |
| 3 | Угол APB имеет размер 60 ° | Все три внутренних угла равностороннего треугольника имеют меру 60 °. См. Определение |
— Q.E.D
Попробуйте сами
Щелкните здесь, чтобы распечатать рабочий лист, содержащий два упражнения на угол 60 °.Когда вы перейдете на страницу, используйте команду печати браузера, чтобы распечатать столько, сколько хотите. Печатная продукция не защищена авторскими правами.
Неевклидовы конструкции
(C) Открытый справочник по математике, 2011 г. Все права защищены.
Виды
Есть несколько классификаций подобных машин
Деление производится в зависимости от того, какой из критериев принимается во внимание:
- конструкция;
- вид используемого привода;
- диаметр заготовки.
Все агрегаты можно разделить на две большие группы:
- ручные;
- автоматические.


Автоматический гибочный инструмент по типу привода можно классифицировать следующим образом:
- электрический;
- гидравлический;
- электрогидравлический;
- комбинированный.
Любой ручной инструмент требует от человека усилий. Механизированное оборудование питается от стандартной электрической сети.










У каждого из станков есть свои преимущества и недостатки. К примеру, ручные агрегаты обладают простым принципом работы. Они немного весят, их легко транспортировать к месту строительства, но сделать на таком станке много арматуры не получится. Ручные станки не используются в промышленных масштабах – только в быту или на небольших стройках.
При серийном производстве гнутых изделий используются исключительно механизированные агрегаты. Они отличаются:
- большой производительностью;
- высоким качеством;
- возможностью работать с заготовками большого диаметра;
- можно работать в дистанционном режиме.
Недостаток рассматриваемого оборудования – отсутствие мобильности. Такие агрегаты невозможно транспортировать, поскольку они относятся к категории стационарных моделей. Для установки обязательно подготавливают бетонное основание, а сам станок прикрепляют болтами к полу.
Продолжая тему промышленных предприятий, стоит сказать, что нередко требуется, чтобы оборудование совмещало в себе процессы рубки и деформации.
Такие агрегаты обладают сложной конструкцией – они оснащаются гидравлическим приводом и электромеханической системой.
Есть и другая классификация – в зависимости от диаметра деформированной арматуры:
- облегченный;
- средний;
- тяжелый.
Первые станки используются для работы с арматурой, диаметр которой до 20 мм. Второе по списку оборудование может изгибать стержни, сечение которых 40 мм. Тяжелые станки способны работать с самыми толстыми заготовками, их диаметр может достигать 90 мм.


Сфера применения гибочных станков для арматуры
Гибочные станки бывают с ручным и с электрическим приводом. Первые чаще применяются для упрощения работ на стройке и для решения бытовых задач:
- Для гибки арматуры непосредственно на стройплощадке при возведении зданий и сооружения на этапе армирования ЖБ-конструкций;
- Для изготовления отдельных изделий из железобетона;
- Для изготовления каркасов, рам, креплений;
- Для производства деталей машин и механизмов.
Станки с электрическим приводом применяются при массовом производстве металлических и ЖБ-изделий.

Как согнуть профильную трубу – простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
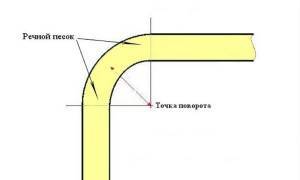
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой.
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда. Замерзшую профтрубу гнут на шаблоне
Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.










Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5%!м(MISSING)еньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Популярное: Что такое матрица и пуансон, в чем главное отличие?
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности. Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.

В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.

Устройства для гибки арматурных прутков
Приспособлений и несложных станков, позволяющих своими руками гнуть любую арматуру, изобретено достаточно много. Все подобные устройства работают по схожему принципу, а их отличия состоят в конструктивном исполнении и технических характеристиках, наиболее значимой из которых является наибольший диаметр сгибаемого прутка.
Арматура, которую требуется гнуть, закрепляется на таком станке между двумя роликами: центральным и упорным. Сам процесс гибки осуществляется за счет воздействия на пруток третьего ролика, который так и называется: гибочный. Воздействуя на пруток в процессе гибки (она может выполняться как по часовой стрелке, так и в обратном направлении), гибочный ролик позволяет получить на изделии требуемый угол изгиба. Упорный ролик или вал выполняет ограничивающую функцию, благодаря ему арматура деформируется не по всей длине, а только в том месте, где требуется сформировать изгиб.
На сегодняшний день используется две категории таких станков:
- устройства, приводимые в действие вручную;
- модели с механическим приводом.
Конструктивная схема станков, оснащенных механическим приводом, выглядит следующим образом. На вал устройства, расположенный вертикально, насажен диск, на поверхности которого зафиксированы центральный и изгибающий пальцы. Ролик, в который упирается арматурный пруток в процессе гибки, зафиксирован на стойке станка. Арматуру с использованием такого станка гнут по следующей схеме: пруток размещают между центральным и изгибающим пальцами; при вращении диска в горизонтальной плоскости пруток упирается в упорный ролик и под воздействием изгибающего пальца начинает гнуться вокруг центрального ролика. Изгибающий палец в процессе гибки перемещается по наружной стороне формируемого изгиба.
Станки, конструкция которых описана выше, могут отличаться друг от друга своей мощностью и производительностью, а по назначению подразделяются на три основные категории:
- модели для гибки легкой арматуры с диаметром 3–20 мм;
- устройства для работы с тяжелой арматурой (20–40 мм);
- модели для гибки сверхтяжелых арматурных прутков (40–90 мм).
На станках, относящихся к последней категории, можно одновременно гнуть несколько арматурных прутков. На современном рынке также можно найти универсальное оборудование, технические возможности которого позволяют выполнять гибку металлических прутков в интервале диаметров 3–90 мм. При желании можно найти устройство с гидравлическим приводом, при помощи которого получают сложные арматурные конструкции с переменными углами сгиба и даже формируют из металлического прутка кольцо.
Использование такого оборудования позволяет делать очень качественные изгибы, угол которых может доходить до 180 градусов. Поверхности заготовок, прошедших гибку на таком оборудовании, не имеют складок и изломов, а в их внутренней структуре отсутствует напряжение металла.
В достаточно большом ассортименте представлены на рынке и ручные , среди которых есть как переносные, так и более габаритные модели. Чтобы гнуть в домашних условиях арматуру, можно приобрести как специализированное ручное приспособление, так и трубогиб. Такие несложные устройства, позволяющие выполнять различные изгибы арматурных прутков, диаметр которых не превышает 14 мм, монтируют на поверхности рабочего стола или верстака. Для оснащения домашней мастерской этот вариант вполне подойдет, но, если необходимо выполнять большие объемы работ по гибке арматуры, лучше приобрести более серьезный станок.
На выбор оборудования, при помощи которого арматуру можно гнуть в домашних условиях, оказывают влияние преимущественно два фактора: диаметр прутков и объем работ, который вам требуется выполнять. При гибке различные части арматурного прутка подвергаются нагрузкам разной направленности: внешняя поверхность изгиба – растяжению, внутренняя – сжатию. Такие нагрузки, если неправильно выбрать и настроить станок, могут привести не только к появлению дефектов на поверхности прутка (изломов и складок), но и к его разрушению. Именно поэтому выбирать станок для гибки следует с учетом всех характеристик арматуры, которая на нем будет обрабатываться, и параметров формируемых изгибов. Правильная настройка станка также имеет большое значение для выполнения качественного изгиба арматуры.
Несколько простых способов гибки арматуры

Арматура не всегда используется для возведения серьезных построек. Если вы собираетесь возвести небольшое сооружение, которое не будет создавать большие нагрузки на фундамент, гибку можно осуществлять и без специальных устройств.
Многие задумываются над вопросом, как согнуть арматуру, если нет возможности собрать даже простейший станок. В этом случае прутки можно гнуть и своими руками, но их диаметр не должен превышать 8 мм. Кроме того, необходимо учитывать, что качество гибки будет не очень хорошим










Также при неосторожном обращении с заготовками она может отпружинить и нанести вред вашему здоровью
Если же вы все-таки решились согнуть арматуру своими руками, это можно сделать с помощью элементарных средств. Например, для этого можно использовать две стальные трубы. Одна из них играет роль рычага, а вторая является упорным элементом. Эту трубу можно зафиксировать в тисках или вкопать в землю для надежности. После этого можно аккуратно начать гнуть арматуру до тех пор, пока она не примет нужный изгиб.
В случае, если качество прутков вам не очень важно, их можно сгибать и нерекомендованными способами. В частности, вы можете надрезать их в месте сгиба или нагреть пруток
Для этого часто используется паяльная лампа. Если вы работаете в одиночку, стоит закрепить арматуру в тисках. При наличии помощника он может подержать заготовку. Сгибать нагретую арматуру можно с помощью молотка или собственных рук.
В некоторых случаях гибку прутков осуществляют с помощью деревьев. Если поблизости есть два растущих рядом дерева, то их также можно использовать для этого дела.
Выбор способа сгибания целиком зависит от вас. Эксперты настоятельно рекомендуют производить гибку прутков для фундамента на специальном оборудовании. В этом случае вы получите надежную арматуру, которая выдержит серьезные нагрузки. Не экономьте на этом этапе, так как от качества материалов будет зависеть ваша безопасность и жизни других людей.
Приспособление для гибки арматуры своими руками
ipmet.ru » Своими руками » Станок для гибки арматуры своими руками » Приспособление (ручной станок) для гибки арматуры своими руками
Принцип действия всех конструкций ручных приспособлений для гибки металла (иногда их называют ручными станками) один и тот же: используется «рычаг первого рода». Если у вас имеется:
- желание (инициированное потребностью) создать гибочное приспособление для арматуры;
- слесарные навыки;
- необходимый инструмент (в том числе слесарный верстак с тисками)
— то вы обратились по адресу. С нашей подсказкой вы сможете создать приспособление (ручной станок) для гибки арматуры своими руками. Приспособление предлагаемой конструкции может изгибать стальную арматуру диаметром ≤ Ø 15 мм.
Какой потребуется инструмент
Кроме набора слесарного инструмента, который имеется у всякого мастеровитого хозяина для выполнения «работ по дому и на даче», потребуются:
Описание гибочного приспособления
Гибочное приспособление состоит из двух частей:
- неподвижной. Она называется основание;
- подвижной. Она называется рычаг.
Обрабатываемый стержень размещается между оправками и деформируется под воздействием установленного на рычаге штифта. Величина усилия определяется длиной ручки рычага (обычно длина около 500 мм) и физическими возможностями слесаря. При необходимости, следует предусмотреть возможность удлинения ручки (например, пустотелой трубой).
Технология изготовления приспособления для гибки арматуры
Необходимо подготовить оправки 3 штуки Ø 20 мм и штифт Ø 25 мм длиной по 50 мм каждый (смотри чертежи). На штифт должен свободно одеваться рычаг. Достигается это обработкой размера Ø 25 мм на штифте при помощи абразивного станка.
Основание
Для основания вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Основа гибочного приспособления.
Если вы являетесь счастливым обладателем прочного и крепкого верстака, то можете просверлить в основании 4 отверстия Ø 8…10 мм (на чертеже обозначено Ø 8 мм) для крепления приспособления к нему.
Если прочность верстака вызывает сомнение, то следует основание приварить к уголку 100 х 100 (мм) длиной 1000 мм и уже в уголке сверлить для крепления указанные выше отверстия.
В просверленные отверстия Ø 20 мм и Ø 25 мм вставляем оправку и штифт (как показано на чертеже) и привариваем.
Рычаг
Для рычага вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Рычаг гибочного приспособления.
Привариваем к рычагу оправку и ручку Ø 20 мм и длиной 550 мм. Для предотвращения производственного травматизма, на конец ручки можно надеть какую-нибудь защиту (например, пластиковую пробку от шампанского).
Заключение
После проведения всех работ, следует места сварки очистить карщеткой от сварочного шлака. Все острые кромки следует «завалить» при помощи мелкого напильника.










Приспособление будет эксплуатироваться на улице, а поэтому следует предусмотреть антикоррозионное покрытие – в данном случае достаточно пентафталевой краски типа «ПФ» (только не забудьте подготовить поверхность – очистить соответствующим растворителем).
В месте соединения рычага со штифтом поверхности следует смазать любой консистентной смазкой (солидол, автол, жировая смазка и т. п.). За состоянием этого узла следует следить постоянно и смазывать его (это значительно облегчит вашу работу и продлит «жизнь» приспособлению).
Правила эксплуатации
Принцип действия этого приспособления предельно прост – его легко понять, если посмотреть на фотографию. Следует соблюдать простые правила техники безопасности:
не следует обрабатывать стальную арматуру диаметр, которой ≥ Ø 15 мм;до начала работы следует проверять техническое состояние приспособления. Если ослабли крепления оправок или штифта, необходимо выполнить ремонт и только потом приступать к работе;
рабочее место должно быть освобождено от всего лишнего.
На видео показано, как это работает, станок немного другой, но суть ясна.
Выполнение этих несложных требований сбережёт ваше здоровье.
;
Сайт: https://мосмонолит.рф/;
Адрес: 117997, Москва, ул. Обручева, дом № 21;
Телефоны: +7-(495)-647-92-71, +7-(495)- 647-69-81;
Почта
Компания продаёт ручной станок для гибки арматуры диаметром до 16 мм. Стоимость: 3999,00 рублей.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender
 Watch this video on YouTube
Watch this video on YouTube
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
 Схема прокатного станка
Схема прокатного станка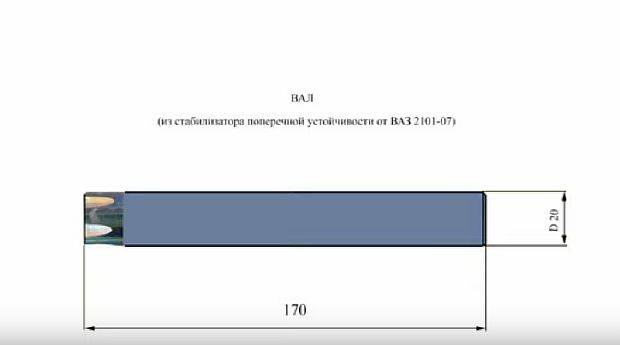 Схема вала
Схема вала Чертёж вилки
Чертёж вилки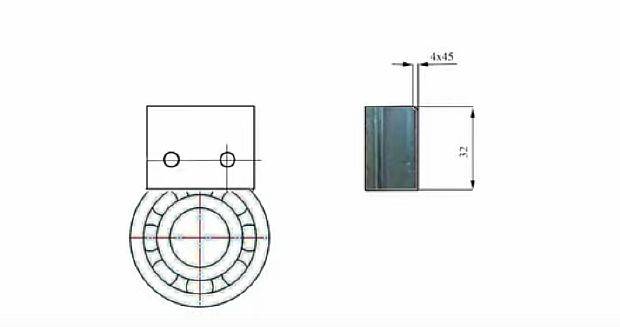 Опоры для подшипников
Опоры для подшипников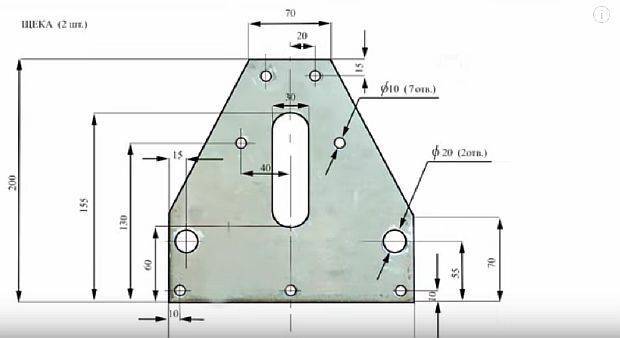 Чертёж щеки
Чертёж щеки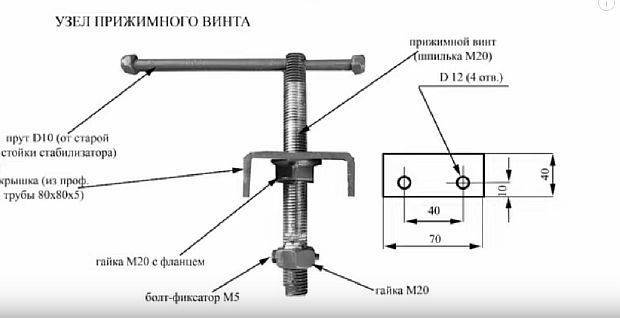 Схема прижимного винта
Схема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
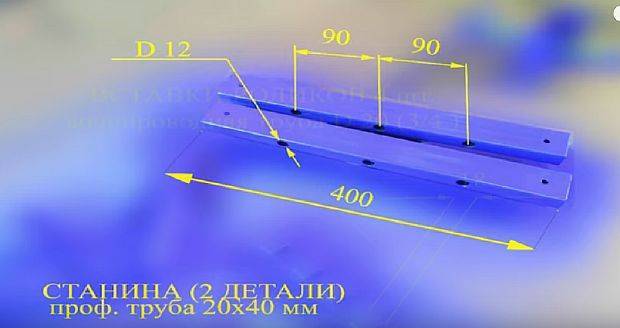 Детали для станины
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
 Вырезаем боковины
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.










 Делаем проточки на стабилизаторе
Делаем проточки на стабилизаторе Одеваем подшипник
Одеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
 Привариваем гайку
Привариваем гайку Вставляем винт
Вставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
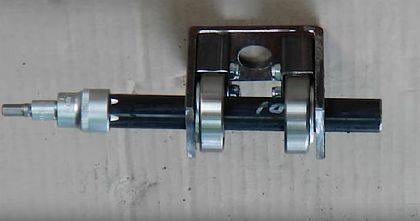 Собираем прижимной вал
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
 Вставляем шпильки-ролики
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
 Устанавливаем профильное основание
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
 Размещаем прижимной вал
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
 Прикручиваем прижимной винт
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
 Одеваем стенку
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.





