

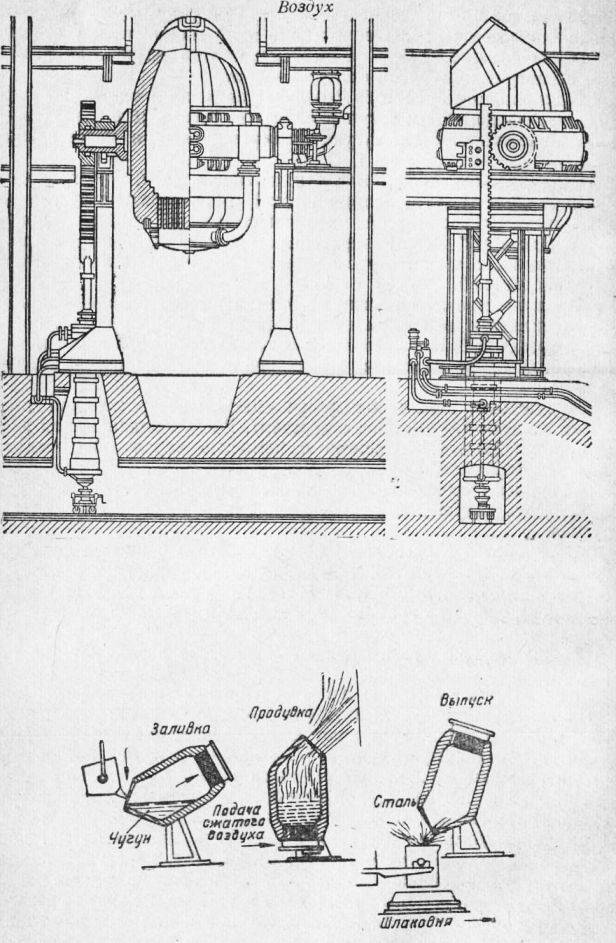
Плавка в конвертере с донной продувкой протекает следующим образом.
В наклоненный конвертер загружают стальной лом и заливают жидкий чугун. При заливке конвертер поворачивают в почти горизонтальное положение, чтобы жидкий чугун не заливал фурм. Для защиты фурм от попадания чугуна и шлака через них продувают азот или воздух. Затем подают дутьё и конвертер поворачивают в рабочее вертикальное положение. В начале продувки вдувают порошкообразную известь иногда с добавкой плавикового шпата.
В ходе продувки окисляется избыточный углерод, кремний, марганец. Формируется шлак, в который удаляются фосфор и сера. За счет реакций окис-ления расплавляется металлолом и нагревается металл.Продувку заканчивают при заданном содержании углерода в металле.
Особенностью технологии процесса при донной продувке является то, что скорость обезуглероживания металла оказывается выше вследствие более инте-нсивного перемешивания ванны и увеличения поверхности раздела газ-металл, а также более полного усвоения кислорода. Технологические преимущества конвертерного процесса с подачей кисло-рода снизу послужили основанием для разработки вариантов технологии ком-бинированной продувки металла сверху и снизу.
Моральное устаревание
В США коммерческое производство стали с использованием этого метода было прекращено в 1968 году. Его заменили такие процессы, как процесс с использованием основного кислорода (Линца-Донавица) , который позволил лучше контролировать химический состав конечного продукта. Бессемеровский процесс был настолько быстрым (10–20 минут для плавки), что оставалось мало времени для химического анализа или корректировки легирующих элементов в стали. Бессемеровские конвертеры не удаляли фосфор эффективно из расплавленной стали; по мере удорожания руд с низким содержанием фосфора увеличивались затраты на переработку. Этот процесс позволял загружать только ограниченное количество стального лома , что еще больше увеличивало расходы, особенно когда лом был недорогим. Использование электродуговых печей выгодно конкурировало с бессемеровским процессом, что привело к его устареванию.
Производство стали с использованием основного кислорода – это, по сути, улучшенная версия процесса Бессемера (обезуглероживание путем выдувания кислорода в виде газа в тепло, а не сжигания избыточного углерода путем добавления в тепло веществ, переносящих кислород). Генри Бессемеру были известны преимущества продувки чистым кислородом над воздушной, но технология 19-го века была недостаточно развита, чтобы обеспечить производство большого количества чистого кислорода, необходимого для того, чтобы сделать ее экономичной.
Технические подробности
Компоненты преобразователя Бессемера.
При использовании процесса Бессемера для превращения трех-пяти тонн железа в сталь требовалось от 10 до 20 минут – раньше для этого требовалось как минимум целый день нагревания, перемешивания и повторного нагрева.
Окисление
Продувка воздуха через расплавленный чугун вводит в расплав кислород, что приводит к окислению и удалению примесей, содержащихся в чугуне, таких как кремний , марганец и углерод в форме оксидов . Эти оксиды либо улетучиваются в виде газа, либо образуют твердый шлак . Огнеупорная футеровка конвертера также играет роль в конверсии – глиняная футеровка используется, когда в сырье мало фосфора – это известно как кислотный бессемеровский процесс. При высоком содержании фосфора в процессе обработки щелочного бессемеровского известняка используют доломит или иногда магнезит . Они также известны как преобразователи Гилкриста-Томаса в честь их изобретателей Перси Гилкриста и Сидни Гилкриста Томаса. Чтобы получить сталь с желаемыми свойствами, после удаления примесей в жидкую сталь можно добавлять добавки, такие как spiegeleisen (ферромарганцевый сплав).
Управление процессом
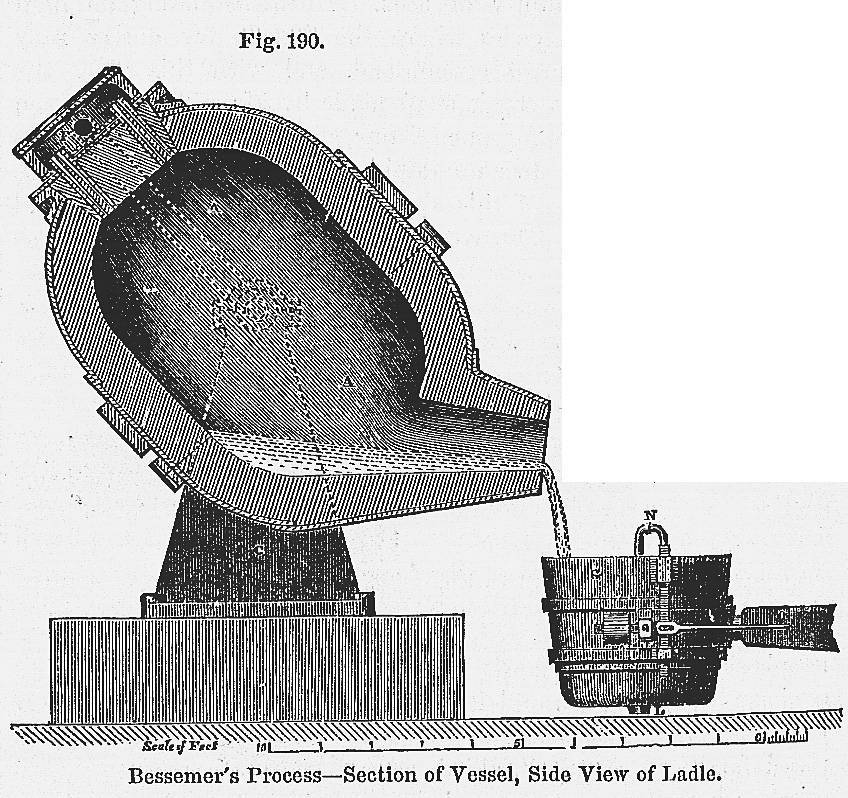
Когда требуемая сталь была сформирована, ее разливали в ковши, а затем пересылали в изложницы, а более легкий шлак оставляли. Процесс преобразования, называемый «ударом», длился примерно 20 минут. В течение этого периода о ходе окисления примесей судили по появлению пламени, выходящего из устья конвертера. Современное использование фотоэлектрических методов регистрации характеристик пламени в значительной степени помогло воздуходувке контролировать качество конечного продукта. После удара жидкий металл повторно науглероживался до желаемой точки и добавлялись другие легирующие материалы, в зависимости от желаемого продукта.
Конвертер Бессемера может обрабатывать «тепло» (партию горячего металла) от 5 до 30 тонн за раз. Как правило, они работали парами, в одну продували, а в другую наполняли или пробивали.
Процессы-предшественники
Конвертер Бессемера на заводе Högbo Bruk , Sandviken .
К началу 19 века процесс лужения был широко распространен. До тех пор, пока технический прогресс не позволил работать при более высоких температурах, нельзя было полностью удалить примеси шлака , но отражательная печь позволяла нагревать железо, не помещая его непосредственно в огонь, обеспечивая некоторую степень защиты от примесей источника топлива. . Таким образом, с появлением этой технологии уголь стал заменять древесный уголь в качестве топлива. Бессемеровский процесс позволил производить сталь без топлива, используя примеси железа для создания необходимого тепла. Это резко снизило затраты на производство стали, но сырье с необходимыми характеристиками было бы трудно найти.
«Основной» против кислотного бессемеровского процесса
Сидни Гилкрист Томас , лондонец, отец валлийский, был промышленным химиком, который решил заняться проблемой фосфора в железе, что привело к производству стали низкого качества. Полагая, что он нашел решение, он связался со своим двоюродным братом Перси Гилкристом , химиком на металлургическом заводе в Блэнавоне . Тогдашний менеджер Эдвард Мартин предложил Сиднейскому оборудованию для крупномасштабных испытаний и помог ему оформить патент, который был получен в мае 1878 года. Изобретение Сидни Гилкриста Томаса заключалось в использовании доломитовой, а иногда и известняковой футеровки для конвертера Бессемера, а не глины, и он стал известен как «основной» бессемеровский, а не «кислотный» бессемеровский процесс. Дополнительным преимуществом было то, что в результате этих процессов в конвертере образовывалось больше шлака, который можно было рекуперировать и очень выгодно использовать в качестве фосфорного удобрения.
Из чего делают сталь?
Сталь — одна из самых востребованных в промышленности. Железо и углерод — основные компоненты для изготовления стали. Железо отвечает за пластичность и вязкость, а углерод — за твердость и прочность.
Получают деформируемый сплав железа, который поддается механической, термической, токарной и фрезерной обработке. Литьем, прессованием, резкой, шлифовкой и сверловкой добиваются нужной формы. Стальные изделия получают с точно выверенными размерами.
Железо и углерод занимают львиную долю от общей массы, но кроме них сталь всегда содержит другие примеси. Чистота по неметаллическим включениям определяет качества стали. Оксиды, сульфиды и вредные примеси делают ее хрупкой и непластичной. Их содержание снижают очисткой или вводят дополнительные компоненты, чтобы добиться нужных физико-химических свойств.
Примеси бывают полезными и вредными. Разделение условное и означает то, что элементы улучшают химический состав стали или ухудшают его свойства. К полезным элементам относятся марганец и кремний. Сера, фосфор, кислород, азот, водород — вредные примеси в составе стали.
Первые изобретения и жизненный опыт
Первым «коммерчески успешным» изобретением Бессемера стал способ тиснения картона – он получил заказ на 500 листов картона для книжных обложек и на вырученные деньги пытался создать предприятие по его производству. Однако из этой затеи ничего не вышло
Затем Бессемер обратил внимание на то, что гербовые марки легко подделываются, что наносит большой убыток казне. Изобретатель разработал штемпель, который пробивал бумагу, создавая перфорированный рисунок, после чего дальнейшее использование марки становилось невозможным
Бессемеру было предоставлено место «главного надзирателя за гербовыми марками» с приличным жалованием в 600-800 фунтов стерлингов в год
Бессемеру было предоставлено место «главного надзирателя за гербовыми марками» с приличным жалованием в 600-800 фунтов стерлингов в год.
Карьера изобретателя пошла в гору, он решил жениться. Невеста Генри, Анна Аллен, наделённая несомненными творческими способностями, предложила ставить на штампованную марку дату её использования
Бессемер имел неосторожность рассказать об этом предложении в департаменте, где его с радостью приняли, поскольку этот способ требовал минимальных изменений существующей технологии. Таким образом, новая должность «главного надзирателя» больше не требовалась, и вопрос о вознаграждении Бессемеру был благополучно забыт
Поскольку изобретение не было запатентовано, Бессемеру оставалось лишь махнуть рукой и поместить воспоминания об этом случае в копилку жизненного опыта
Поскольку изобретение не было запатентовано, Бессемеру оставалось лишь махнуть рукой и поместить воспоминания об этом случае в копилку жизненного опыта.
После женитьбы Бессемер работал в отцовской словолитне, занимался гравировкой, разработкой легкоплавких сплавов, усовершенствованием способов литья, созданием новых инструментов, приборов и механизмов.
Технические детали [ править ]
Компоненты преобразователя Бессемера.
При использовании процесса Бессемера на превращение от трех до пяти тонн железа в сталь требовалось от 10 до 20 минут – раньше для этого требовалось как минимум целый день нагревания, перемешивания и повторного нагрева.
Окисление
Продувка воздуха через расплавленный чугун вводит в расплав кислород, что приводит к окислению и удалению примесей, содержащихся в чугуне, таких как кремний , марганец и углерод в форме оксидов . Эти оксиды либо улетучиваются в виде газа, либо образуют твердый шлак . Огнеупорная футеровка конвертера также играет роль в конверсии – глиняная футеровка используется, когда в сырье мало фосфора – это известно как кислотный бессемеровский процесс. При высоком содержании фосфора доломит или иногда магнезит, футеровка используется в щелочном бессемеровском производстве известняка . Они также известны как преобразователи Гилкриста-Томаса в честь их изобретателей Перси Гилкриста и Сидни Гилкриста Томаса. Чтобы получить сталь с желаемыми свойствами, после удаления примесей в жидкую сталь можно добавлять добавки, такие как spiegeleisen (ферромарганцевый сплав).

Управление процессом
Когда требуемая сталь была сформирована, ее разливали в ковши, а затем пересылали в изложницы, а более легкий шлак оставляли. Процесс преобразования, называемый «ударом», длился примерно 20 минут. В течение этого периода о ходе окисления примесей судили по появлению пламени, выходящего из устья конвертера. Современное использование фотоэлектрических методов регистрации характеристик пламени в значительной степени помогло воздуходувке контролировать качество конечного продукта. После удара жидкий металл повторно науглероживался до желаемой точки и добавлялись другие легирующие материалы, в зависимости от желаемого продукта.
Бессемеровский конвертер мог обрабатывать «тепло» (партию горячего металла) от 5 до 30 тонн за раз. Обычно они работали парами, в одну продували, а в другую наполняли или пробивали.
Процессы-предшественники
Конвертер Бессемера на заводе Högbo Bruk , Sandviken .
К началу 19 века процесс лужения был широко распространен. До тех пор, пока технический прогресс не позволил работать при более высоких температурах, нельзя было полностью удалить примеси шлака , но отражательная печь позволяла нагревать железо, не помещая его непосредственно в огонь, обеспечивая некоторую степень защиты от примесей источника топлива. . Таким образом, с появлением этой технологии уголь стал заменять древесный уголь в качестве топлива. Бессемеровский процесс позволил производить сталь без топлива, используя примеси железа для создания необходимого тепла. Это резко снизило затраты на производство стали, но сырье с необходимыми характеристиками было бы трудно найти.
«Основной» против кислого бессемеровского процесса
Сидни Гилкрист Томас , лондонец, отец валлийский, был промышленным химиком, который решил заняться проблемой фосфора в железе, что привело к производству стали низкого качества. Полагая, что он нашел решение, он связался со своим двоюродным братом Перси Гилкристом , химиком на металлургическом заводе в Блэнавоне.. Тогдашний менеджер Эдвард Мартин предложил Сиднейскому оборудованию для крупномасштабных испытаний и помог ему оформить патент, который был получен в мае 1878 года. Изобретение Сидни Гилкриста Томаса заключалось в использовании доломитовой, а иногда и известняковой футеровки для конвертера Бессемера, а не глины, и он стал известен как «основной» бессемеровский, а не «кислотный» бессемеровский процесс. Дополнительным преимуществом было то, что в результате этих процессов в конвертере образовывалось больше шлака, который можно было извлечь и очень выгодно использовать в качестве фосфорного удобрения.
Изготовления металлических изделий методом штамповки
В связи с широким применением в строительных конструкциях электродуговой и точечной сварки увеличивается выпуск тонкостенных профилей, изготовленных методом холодной гибки и штамповки. Применение таких изделий позволяет значительно экономить металл.
На рис. 1 показаны виды штампованных балок.
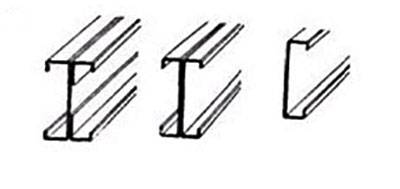
Рис.1 Штампованные балки
Для тонкостенных профилей обычно применяют низкоуглеродистую сталь, обладающую высокой пластичностью и толщиной в среднем 2—3 мм. Для повышения сопротивления коррозии в сталь вводят небольшую добавку меди.
Часто применяется также низколегированная сталь. Применение штампованных профилей в сочетании с точечной или электродуговой сваркой облегчает вес ряда конструкций и дает экономию металла (до 40%).
Техники обработки сталей
Далеко не всегда процесс окончательного формирования структуры металла завершается после основного получения. В дальнейшем, с целью совершенствования характеристик изделия, могут применяться средства дополнительной обработки. К таким можно отнести деформационные методы в виде ковки, штамповки и вальцевания. Это помогает уже на этапе производства сформировать комплекс необходимых технических свойств, которыми будет обладать готовая сталь. Получение стали на выходе дает пластичную структуру, поэтому и технологии первичной переработки достаточно разнообразны. Так, помимо деформирования, могут применяться методы закалки, отжига и нормализации.
Принцип работы мартеновской печи
Если кратко рассмотреть принцип функционирования такой печи, то выглядит он следующим образом. В загруженную печь подается мощный поток заранее нагретого воздуха и газа.
Проходя через насадки регенераторов, такой поток приобретает температуру приблизительно в 1000–1200 градусов по Цельсию. Потом происходит сгорание этого топлива, благодаря чему рабочая температура в установке повышается еще больше – до 1,9–2 тыс. градусов.
Пройдя через одну пару насадок регенераторов, поток продуктов сгорания топлива направляется в другую пару головок. Здесь он отдает свое оставшееся тепло и спускается в дымоход, как отработанный материал.
Попеременное задействование насадок регенераторов помогает добиться того, что они не претерпевают перегрева, перегрев способен негативно сказаться на работе всей печи. В случае когда какие-то насадки не в состоянии нагреться до нужной рабочей температуры, в действие вступает автоматическое перенаправление горящего пламени от топлива именно в эту головку.
Благодаря такому подходу все насадки работают с одинаковой нагрузкой, периодически, меняясь, совей ролью. Подающие головки выполняют функции выкачивающих элементов продукты сгорания и наоборот. Мартеновский способ производства все еще применяется в металлургии, но процент, выработанной благодаря ему стали, быстро уменьшается, уступая место более современным технологиям.
Предусмотренные в конструкции печи шлаковики нужны для того, чтобы прочищать газы из регенераторов от пыли, частиц шлака и других загрязнений. Только после прохождения шлаковиков газ поступает на другие участки устройства, благодаря чему его срок службы существенно увеличивается, а продукция выходит более качественной. Чем больше температуры рабочего газа, тем эффективнее движется производство.
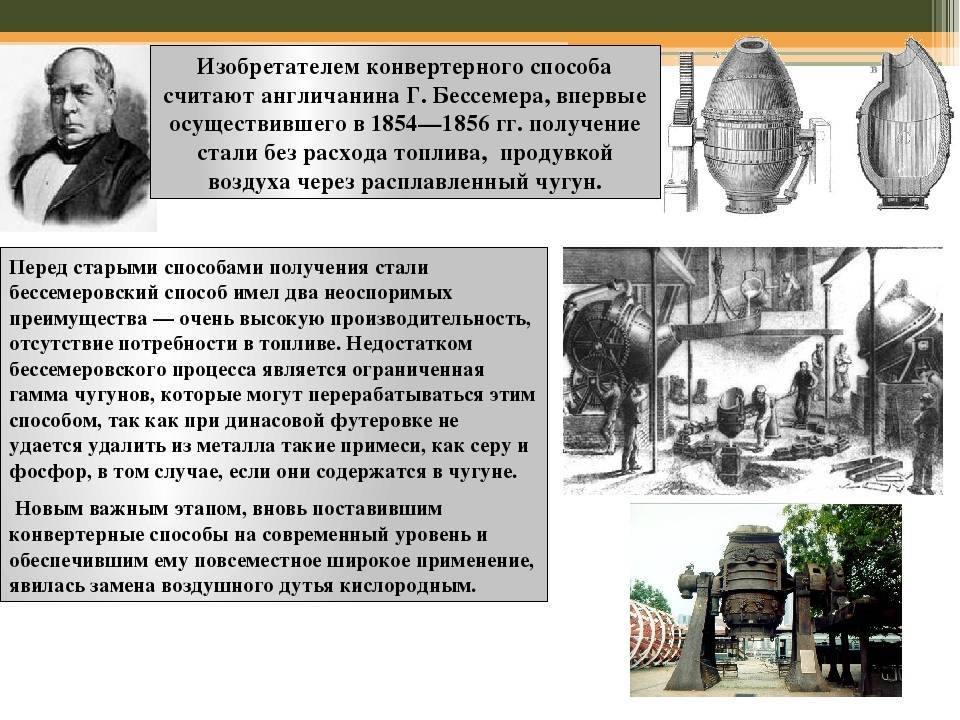
Принцип бессемеровского способа
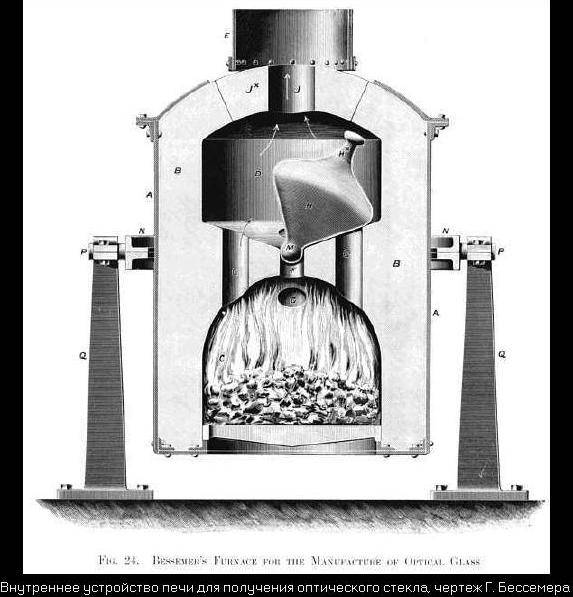
Впервые массовое получение жидкой стали стало возможным в 1856 году благодаря Г. Бессемеру – изобретателю из Англии. Он придумал, как нагреть металл до температуры, превышающей 1500°С. Именно такая температура необходима для того, чтобы расплавить металл с пониженным содержанием углерода.
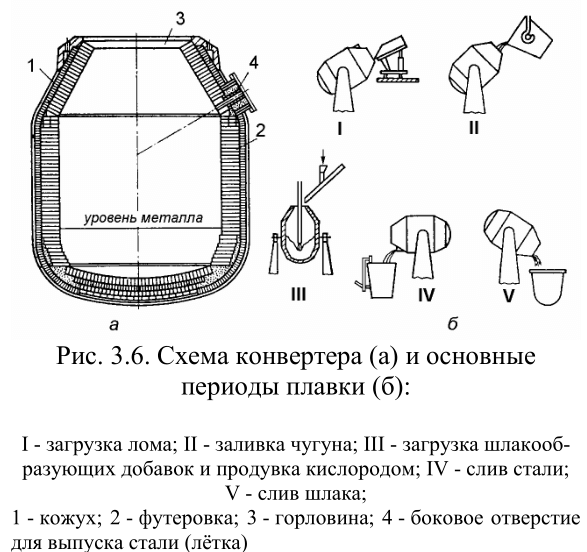
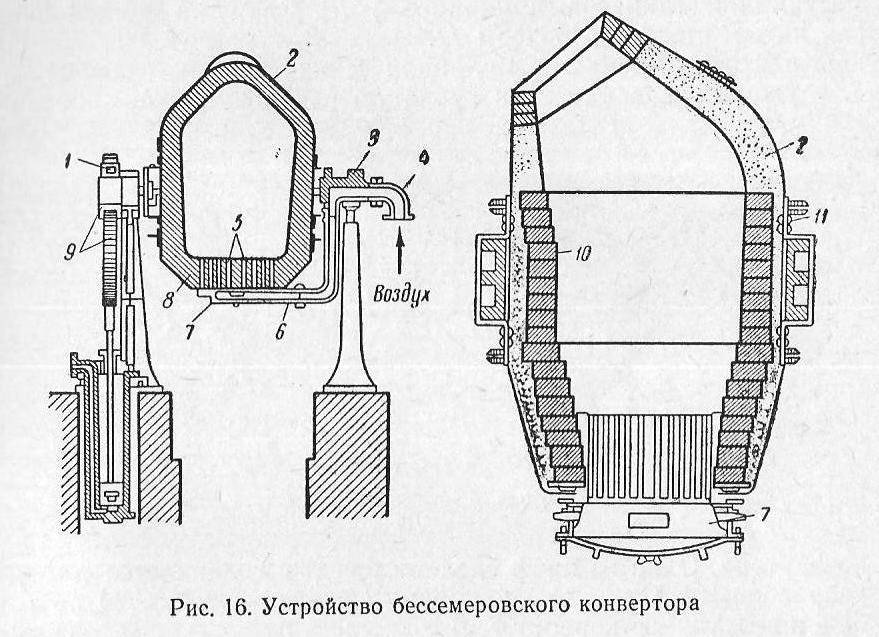
Схема конвертера и основные периоды плавки
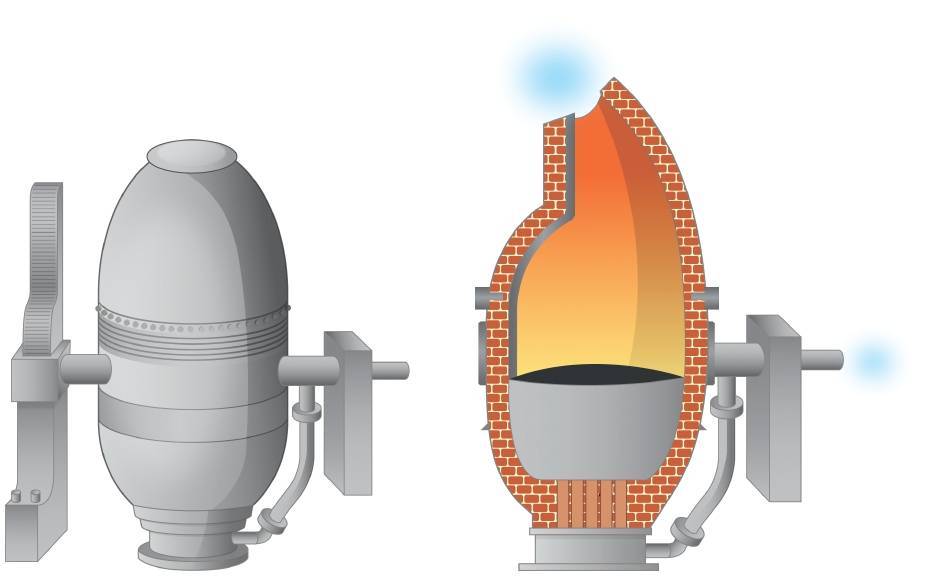
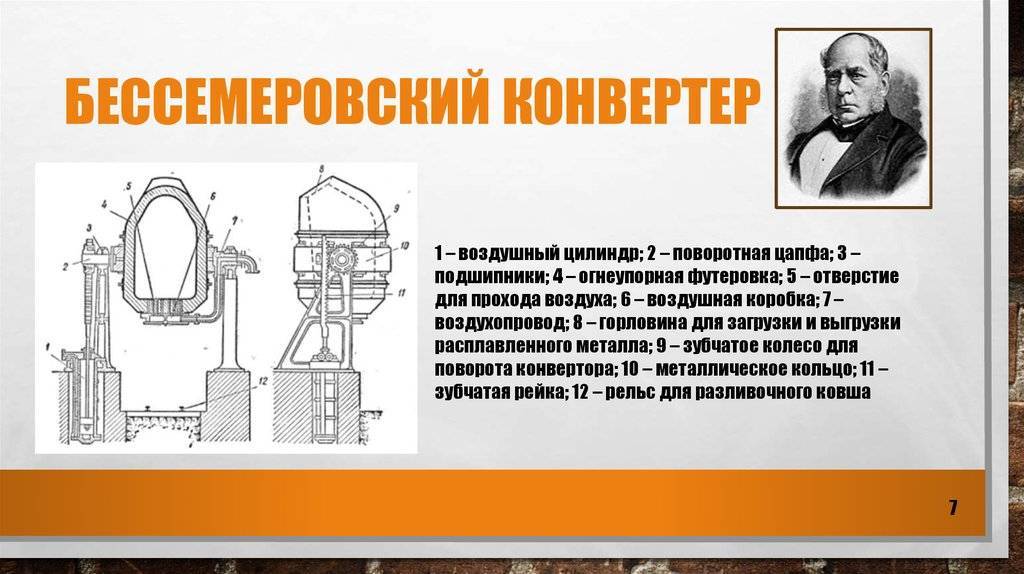
Бессемеровский процесс предусматривает продувку расплава атмосферным воздухом. Для этих целей применяются конвертеры, у которых внутренняя часть камеры сгорания защищена динасовым кирпичом. Благодаря такой защите бессемеровский способ называют кислой футеровкой конвертера.
Плавка в бессемеровском сталеплавильном агрегате осуществляется путем заливки чугуна при температуре 1250–1300°С. Следует заметить, что для выплавки бессемеровских чугунов требуются железные руды с низким содержанием серы и фосфора.
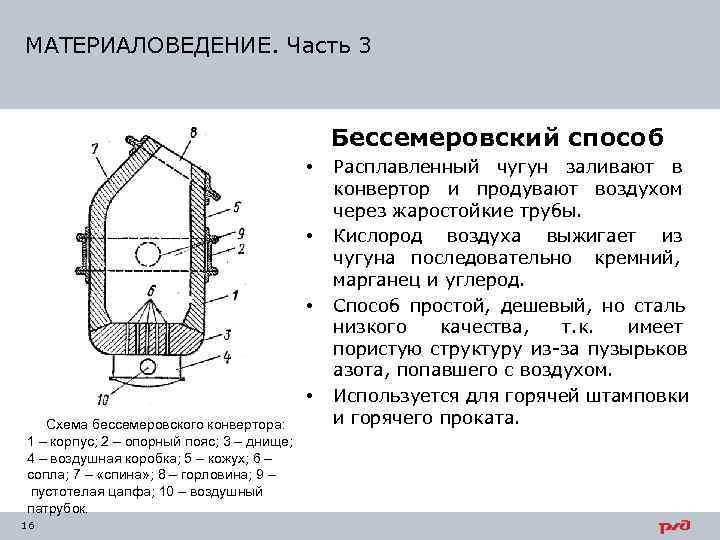
Залитый чугун продувают воздухом, в результате чего происходит окисление углерода, марганца и кремния. При окислении образуются оксиды, формирующие кислый шлак. Продувку воздухом заканчивают после того, как углерод окислится до требуемых значений.
Далее металл через горловину сливают в ковш, попутно его окисляя. У такого способа присутствует один существенный недостаток, заключающийся в невысоком качестве конечного продукта, который получается слишком хрупким за счет неполного удаления серы и фосфора.
Технология [2]
Течение бессемеровского процесса определяется химическим составом и температурой жидкого чугуна (так называемый «бессемеровский чугун»).
Получившиеся при продувке чугуна нелетучие окислы входящих в его состав элементов (SiO2, MnO, FeO) совместно с компонентами разъедаемой футеровки образуют кислый шлак, содержащий при выплавке низкоуглеродистой стали до 65 % SiO2. Наличие кислого шлака не даёт возможность удалить из металла присутствующие в нём вредные примеси — в первую очередь фосфор и серу, чем бессемеровский процесс отличается от томасовского процесса. Поэтому чистота в отношении серы и фосфора является непременным требованием к бессемеровским чугунам, а следовательно, и к «бессемеровским» рудам (содержание фосфора в руде не более 0,025—0,030 %).
На нагрев балластного азота, являющегося при бессемеровском процессе основным компонентом дымовых газов, при средней их температуре 1450 °C расходуется около 110 ккал на 1 кг продуваемого чугуна. При полной замене воздуха кислородом кремний перестаёт играть ведущую роль в тепловом балансе бессемеровского процесса. Оказывается возможной продувка химически холодных чугунов, поскольку количество тепла дымовых газов снижается в этом случае примерно с 28 % до 8,5 %. При чисто кислородном дутье содержание в шихте лома, как показывают тепловые расчёты, может быть очень значительным (до 25 %).
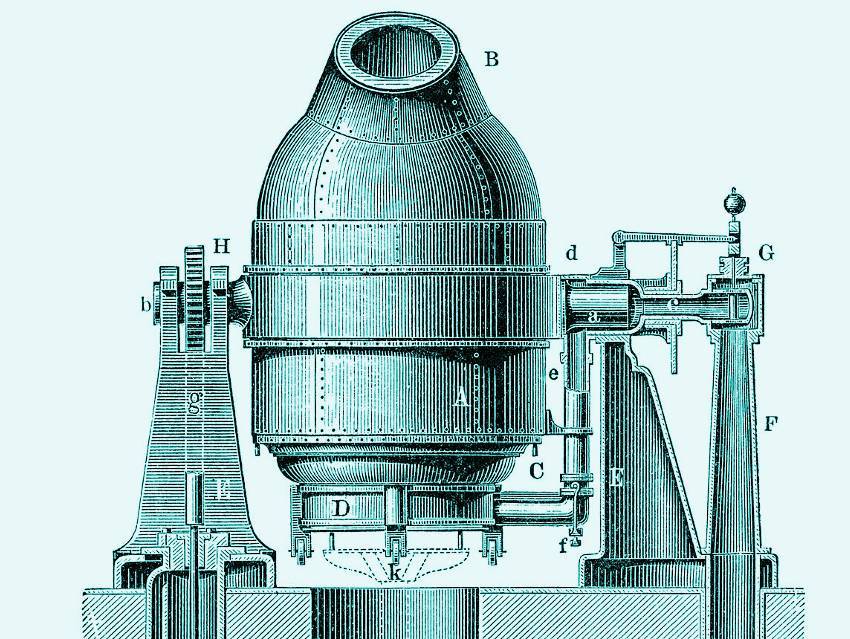
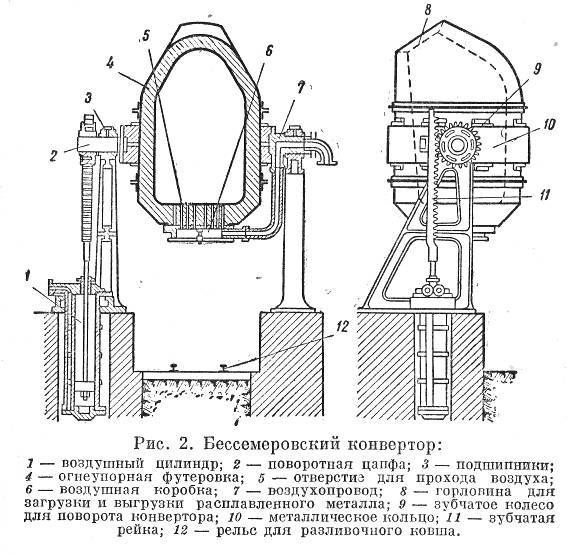
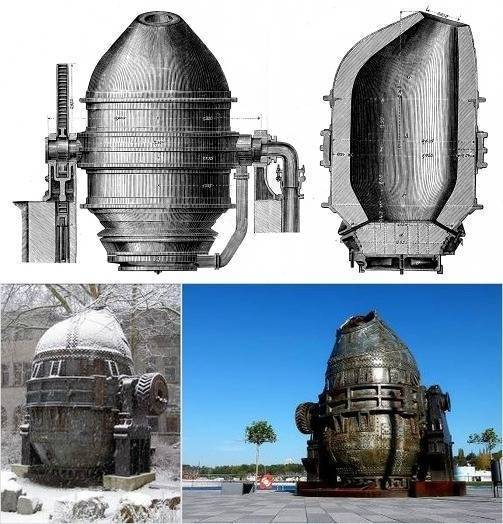
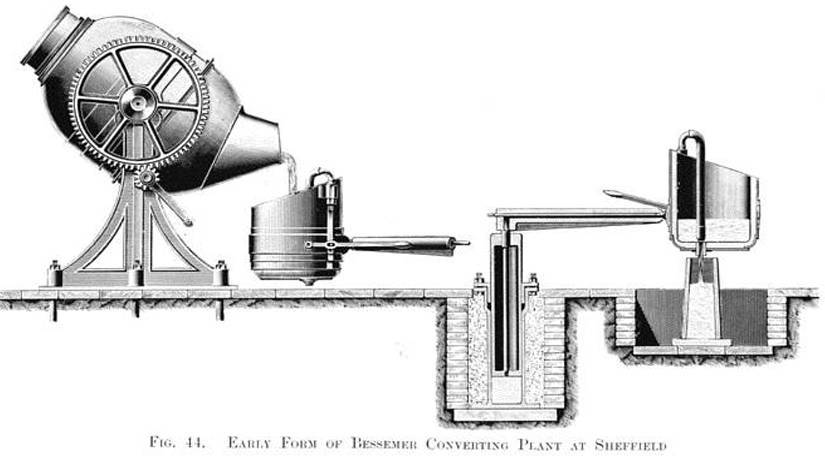
Бессемеровский конвертер
Распространение такой технологии в двадцатом веке было очень обширным. Она применялась в государствах Америки и Европы. Объем выплавки в то время составлял приблизительно 12,5 миллионов тонн стали. Разработанная технология была настолько удачной, что ее на протяжении долгого времени оставляли фактически неизменной.

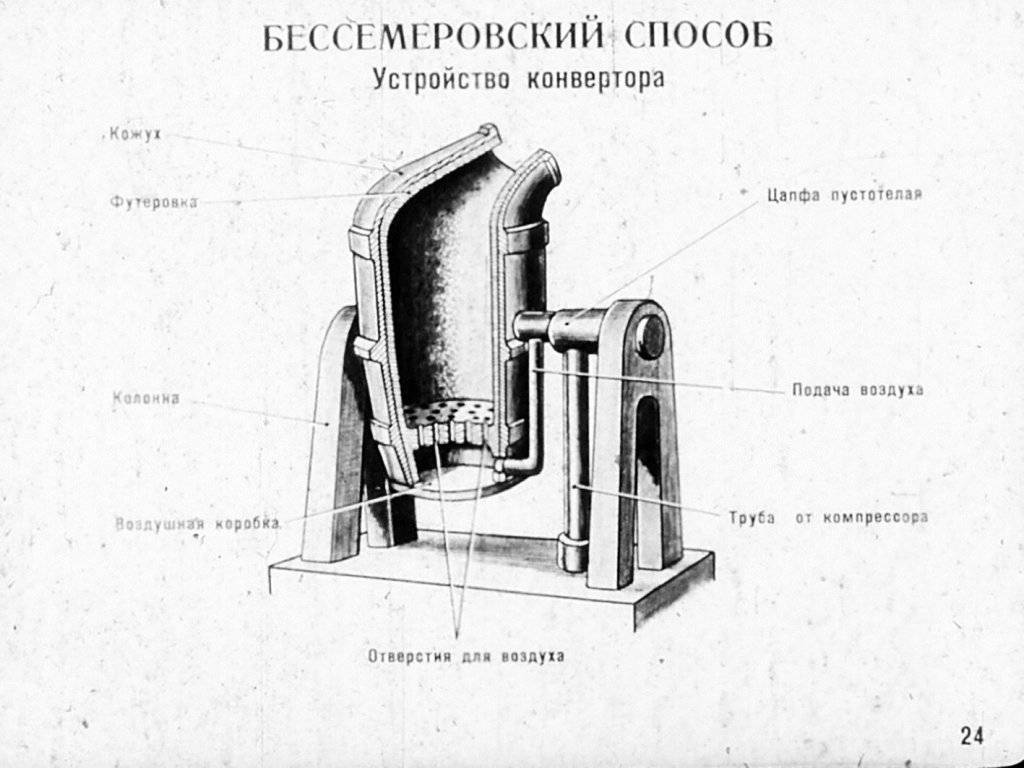

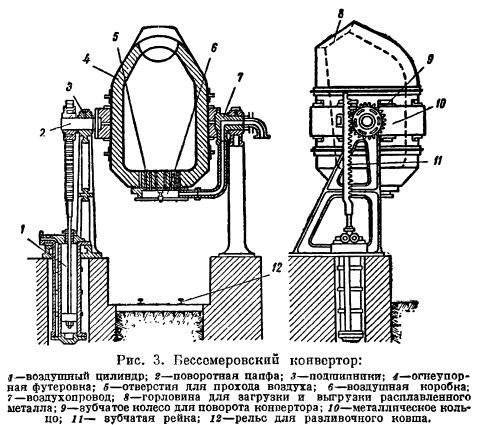

Конструкция конвертера бессемера обладает очень достаточным количеством свойств:
- Устройство продемонстрировано корпусом и днищем, а еще воздушной коробкой.
- Корпус ставится на железный пояс, который перераспределяет нагрузку.
- Дно имеет сопла, через которые подается воздух для обеспечения протекания процесса окисления.
Устанавливаемое оборудование имеет внушительные размеры и массу, что значительно затрудняет установку и фиксацию. Для конвертора требуется хороший фундамент, который сможет держать давление от устройства и шихты в нем. По мимо этого, появляется очень много проблем с нагревом среды до температуры выше 1500 градусов по Цельсию.
Общая информация
Везде строились огромные промышленные комплексы, разрабатывалась сложная сельскохозяйственная и производственная техника, основные усилия многих государств были направлены на увеличение промышленных мощностей и получение большого количества нужных для развития материалов.
Одним из таких материалов была сталь, так как именно она является незаменимым компонентом в очень многих сферах применения.

Ее производство было поставлено основательно и исчислялось огромными цифрами ежегодно.
Хоть многие неискушенные люди и думают, что эта технология была наработкой советских ученых, но ее автором является французский инженер П. Мартен. Разработал он эту технологию в 1865 году.
В специальную печь, нагреваемую продуктами сгорания топлива, закладываются чугун, шихта, металлический лом, различные другие компоненты стали. Все это под воздействием высокой температуры расплавляется до однородного состояния, куда добавляют еще и другие нужные примеси. Следующим шагом после формирования нужной смеси является ее выпускание в ковши и разливание по формам.
Достоинствами подобного способа создания стали выступает возможность переработки любого исходного сырья, многообразные варианты используемого для нагрева печей топлива.
Технология позволяет получать качественную чистую сталь. Типичная печь Мартена имеет вместительность от 10 до 900 тонн жидкого материала, поэтому с использованием этого способа несложно создавать детали довольно внушительного размера.

Бессемеровский конвертер
Распространение этой технологии в 20 веке было очень обширным. Она применялась в странах Америки и Европы. Объем выплавки на тот момент составлял примерно 12,5 миллионов тонн стали. Разработанная технология была настолько удачной, что ее на протяжении многих лет оставляли практически неизменной.
Конструкция конвертера бессемера обладает весьма большим количеством особенностей:
- Устройство представлено корпусом и днищем, а также воздушной коробкой.
- Корпус устанавливается на металлический пояс, который перераспределяет нагрузку.
- Днище имеет сопла, через которые может подаваться воздух для обеспечения протекания процесса окисления.
Устанавливаемое оборудование имеет большие размеры и массу, что существенно усложняет установку и фиксацию. Для конвертора требуется надежный фундамент, который сможет выдерживать давление от устройства и шихты в нем. Кроме этого, возникает довольно много трудностей с нагревом среды до температуры выше 1500 градусов Цельсия.
Условия прекращения процесса
Вследствие кратковременности бессемеровского процесса (около 15 мин.) весьма трудно определить момент прекращения продувки на заданном содержании углерода в стали. Примерно до 40-х годов XX века бессемеровский процесс обычно заканчивался на пониженном (против заданного) содержании в стали углерода; сталь затем дополнительно науглероживали в ковше. Продувка приводила к повышению содержания в металле остаточного кислорода, а следовательно, к увеличению расхода ферросплавов — раскислителей; в результате повышалось также содержание в стали неметаллических включений. Впоследствии на агрегатах были установлены приборы для непрерывного определения по спектру вырывающегося из горловины конвертера пламени содержания в металле углерода (а также температуры); это позволило автоматически точно определять момент требуемого окончания продувки, с получением стали заданного состава. Для достижения этой цели стали применяться и другие способы, например, кратковременная остановка продувки для взятия пробы на углерод. Температура металла при выпуске составляет около 1600 °C. Выход годных слитков (см. Бессемеровская сталь) к весу залитого в конвертер чугуна колеблется в пределах 88—90 %, поднимаясь до 91—92 % при добавке в конвертер руды.
Бессемеровский способ
Этот способ предполагает переработку основ, в которых содержится небольшое количество серы и фосфора. Но при этом отмечается и высокое содержание кремния – порядка 2 %. В процессе продувания в первую очередь происходит окисление кремния, что способствует интенсивному выделению тепла. В итоге температура в печи повышается до 1600 °C. Окисление железа происходит также интенсивно по мере сгорания углерода и кремния. При бессемеровском способе процесс получения стали предусматривает полный переход фосфора в сталь. Все реакции в печи идут быстро – в среднем 15 мин. Связано это с тем, что кислород, выдуваемый через чугунную основу, вступает в реакции с соответствующими веществами по всему объему. Готовая же сталь может содержать высокую концентрацию монооксида железа в растворенном виде. Данная особенность относится к минусам процесса, так как общее качество металла понижается. По этой причине технологи рекомендуют перед разливкой раскисливать сплавы при помощи специальных компонентов в виде ферромарганца, ферросилиция или алюминия.

Конвертерный метод
В конверторах выплавляют сорта стали для производства автомобильного листа, инструментальной стали сварных конструкций и других стальных заготовок. По качеству они уступают мартеновскими применяются для изготовления менее ответственных изделий.
В них содержится больше примесей, чем при мартеновском изготовлении. Благодаря высокому объему загрузки одной печи до 900 тонн, способ считается самым производительным, поэтому получил широкое распространение.
Производство стали и другого вида металла этим методом основано на продувке жидкого чугуна воздухом или кислородом под давлением 0,3–0,35 МПа, при этом металл разогревается до 1600 градусов. Плавка скоротечна и длится до 20 минут. За это время происходит окисление углерода, кремния и марганца, содержащихся в сырье, которые извлекаются из ванны с расплавом шлака.
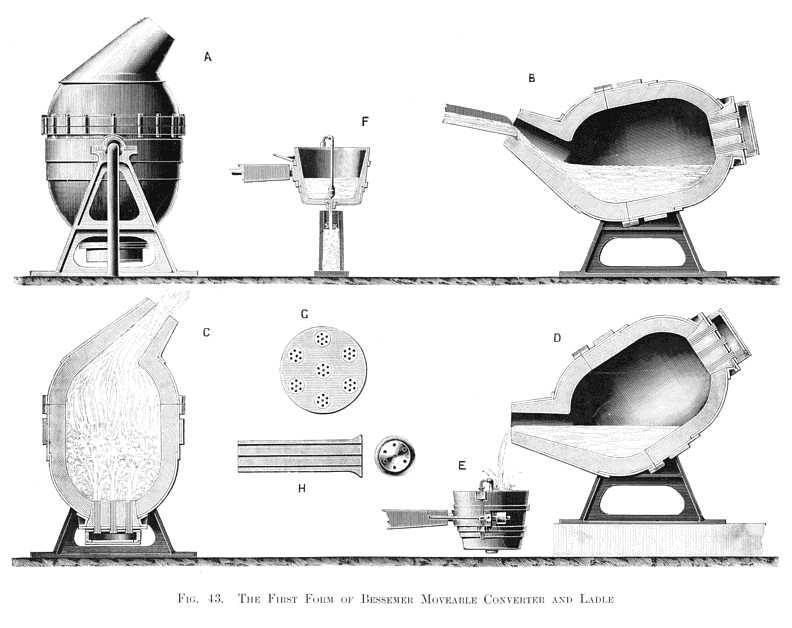
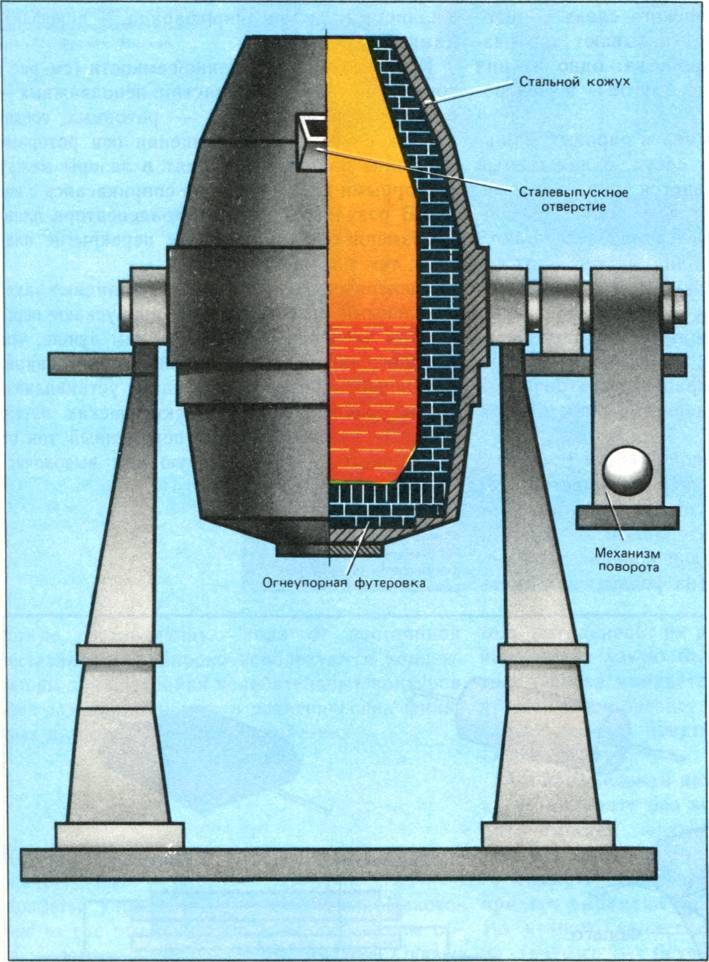
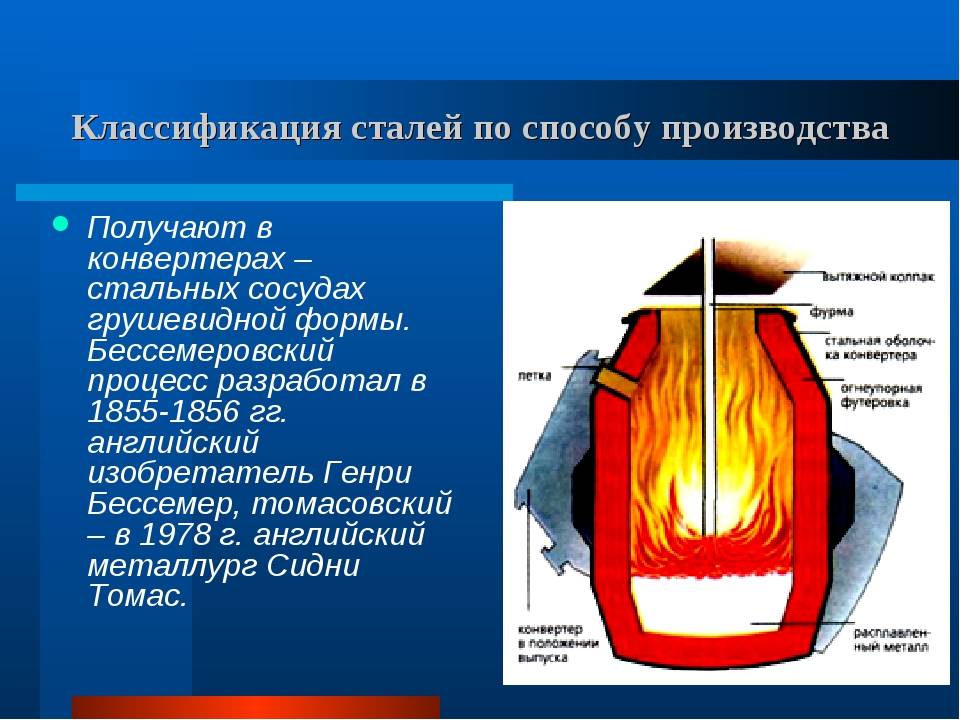
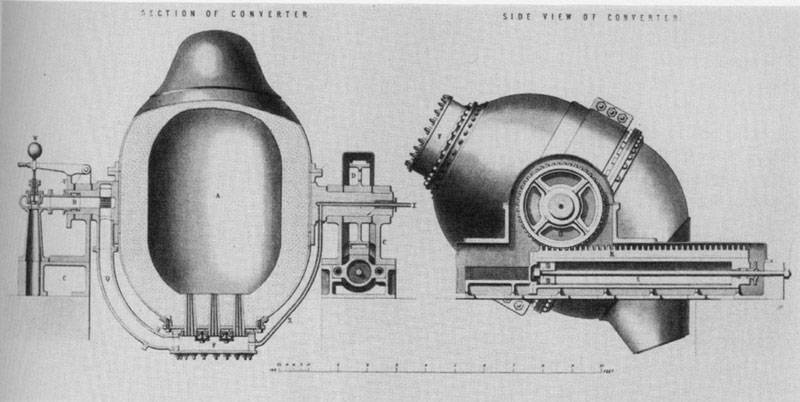
Конвертер представляет сосуд ретортообразной (грушевидной) формы, состоящий из стальных листов с футеровкой изнутри. Для заливки чугуна и выпуска готовой стали используется одно отверстие, в него также загружается чугун и скрап.
Рождение стали
Кислородный конвертер
Кислородные конвертеры футеруют основными огнеупорными материалами в соответствии с характером осуществляемого процесса и свойствами образующихся шлаков.
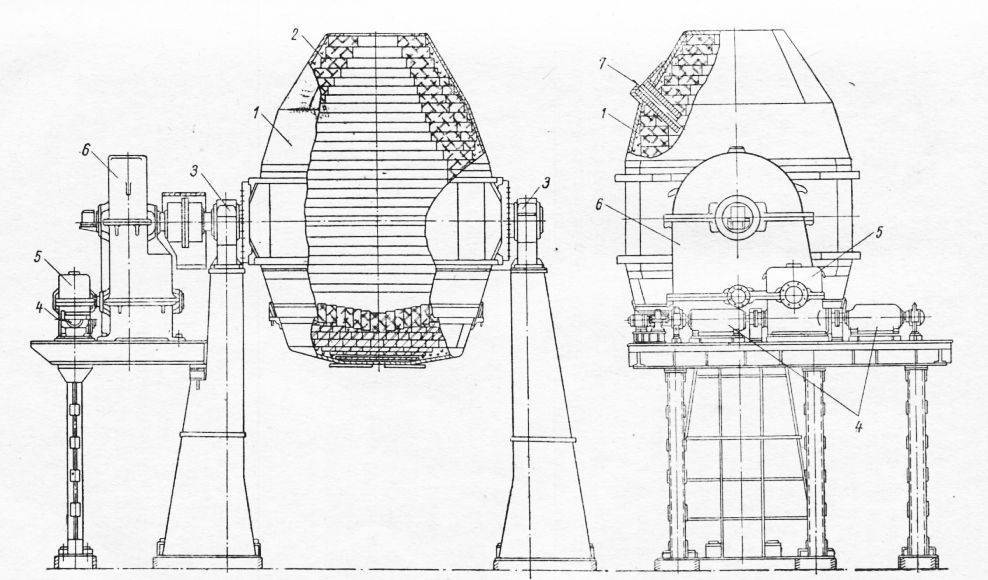
Кислородный конвертер – это сосуд грушевидной формы из стального листа, футерованный основным кирпичом. В процессе работы конвертер может поворачиваться на цапфах вокруг горизонтальной оси на 360 С для завалки скрапа, заливки чугуна, слива стали и шлака.
| Устройство кислородного конвертера. |
Кислородный конвертер ( рис. 2.4) – это сосуд фушевидной формы 2, корпус которого сварен из листовой стали толщиной от 50 до 100 мм. Она изготовляется из основных огнеупорных материалов, преимущественно из магнезита и доломита. Конвертер имеет опорный пояс 3 с цапфами, расположенными в подшипниках опор. Для поворота конвертера предусмотрен механизм привода 4, при помощи которого конвертер может поворачиваться в обе стороны на любой угол.
| Кислородный кон – конвертер фурма для подачи кисло-всртвр. |
Кислородный конвертер является реакторов периодического действия РИС-П.
Кислородный конвертер ( рис. 3.28) состоит из корпуса / диаметром до 8 м и днища 4, футерованных огнеупорным кирпичем, опорных подшипников 2, станин 5 и механизма поворота 3, позволяющего поворачивать конвертер на любой угол вокруг горизонтальной оси. Продувка кислородом производится через специальную водоохлаж-даемую фурму, вводимую в горловину конвертера. Наконечник фурмы имеет несколько ( 3 – 4) сопл Лаваля диаметром 30 – 50 мм, обеспечивающих скорость струи с числом Ма 2 при давлении кислорода 1 – 1 4 МПа. Наконечник устанавливается на высоте 1 – 2 м от уровня ванны. Продолжительность продувки составляет 20 – 25 мин. Преимуществом конвертеров является высокая производительность без расхода топлива, недостатком – невозможность использования большого количества скрапа в шихте.
Сколько 350-тонных кислородных конвертеров должно быть установлено на заводе, который оборудован 2 доменными печами с полезными объемами 3200 и 3000 м3, если КИПО для первой из них составляет в среднем 0 53, а для второй 0 55, а средняя длительность плавки в конвертере равна соответственно 45 и ПО мин. Выход стали составляет 0 93 массовой доли чугуна.
Футеровка кислородных конвертеров выполняется из специального периклазошпинельного или смолодоломитного кирпича.
Газы кислородных конвертеров также характеризуются высокими концентрациями оксидов азота.
В кислородных конвертерах трудно выплавлять легированные стали, содержащие легкоокисляющиеся легирующие элементы. Поэтому в кислородных конвертерах выплавляют низколегированные стали, содержащие до 2 – 3 % легирующих элементов. Легирующие элементы вводят в ковш, предварительно расплавив их в электропечи, или легирующие ферросплавы вводят в ковш неред выпуском в него стали. Окисление примесей чугуна в кислородном конвертере протекает очень быстро: плавка в конвертерах емкостью 130 – 300 т заканчивается через 25 – 50 мин. Вследствие этого производство стали в пашей стране в основном увеличивается за счет ввода в строй новых кислородно-конвертерных цехов.
В кислородных конвертерах освоено производство как углеродистой, так и легированной сталей. Побочным продуктом производства при продувке высокофосфористого чугуна является фосфатшлак, содержащий примерно 20 % Р2О5, который используют как ценное удобрение.
В кислородных конвертерах трудно выплавлять легированные стали, содержащие легкоокисляющиеся легирующие элементы. Поэтому в кислородных конвертерах выплавляют низколегированные стали, содержащие до 2 – 3 % легирующих элементов. Легирующие элементы вводят в ковш, предварительно расплавив их в электропечи, или легирующие ферросплавы вводят в ковш перед выпуском в него стали. Окисление примесей чугуна в кислородном конвертере протекает очень быстро: плавка в конвертерах емкостью 130 – 300 т заканчивается через 25 – 50 мин. Вследствие этого производство стали в нашей стране в основном увеличивается за счет ввода в строй новых кислородно-конвертерных цехов.
| Схема дуговой плавильной печи. |
В кислородных конвертерах выплавляют конструкционные стали с различным содержанием углерода, кипящие и спокойные.
Бессемеровский конвертер
Распространение этой технологии в 20 веке было очень обширным. Она применялась в странах Америки и Европы. Объем выплавки на тот момент составлял примерно 12,5 миллионов тонн стали. Разработанная технология была настолько удачной, что ее на протяжении многих лет оставляли практически неизменной.
Конструкция конвертера бессемера обладает весьма большим количеством особенностей:
- Устройство представлено корпусом и днищем, а также воздушной коробкой.
- Корпус устанавливается на металлический пояс, который перераспределяет нагрузку.
- Днище имеет сопла, через которые может подаваться воздух для обеспечения протекания процесса окисления.
Устанавливаемое оборудование имеет большие размеры и массу, что существенно усложняет установку и фиксацию. Для конвертора требуется надежный фундамент, который сможет выдерживать давление от устройства и шихты в нем. Кроме этого, возникает довольно много трудностей с нагревом среды до температуры выше 1500 градусов Цельсия.





