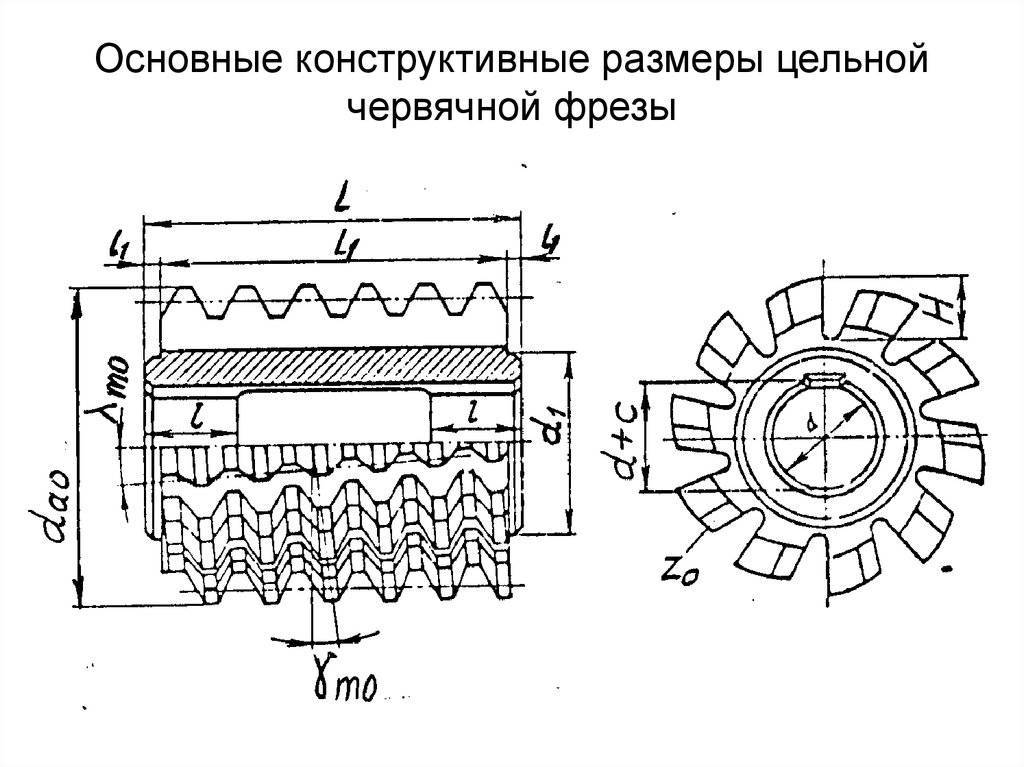
Конструкции инструмента
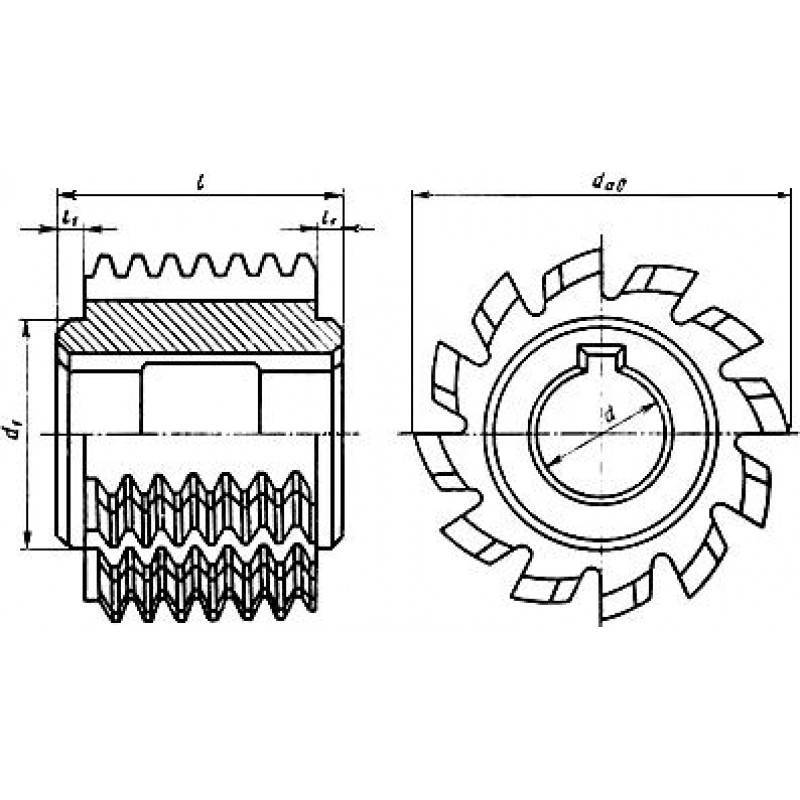
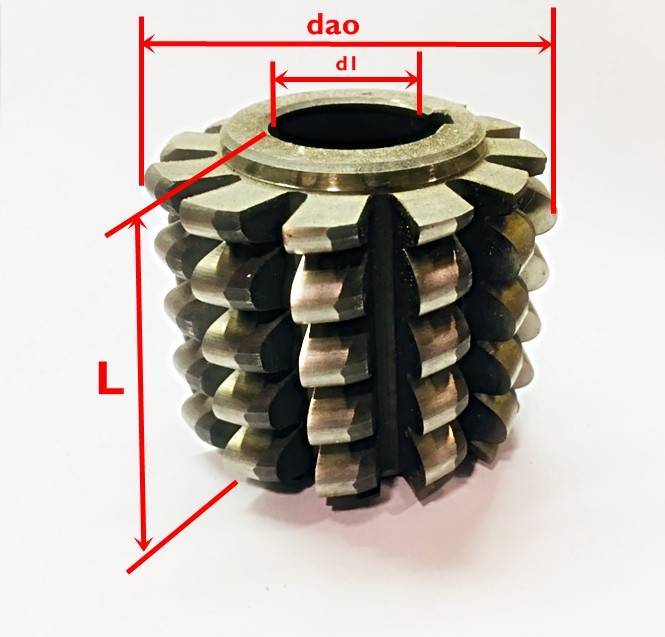
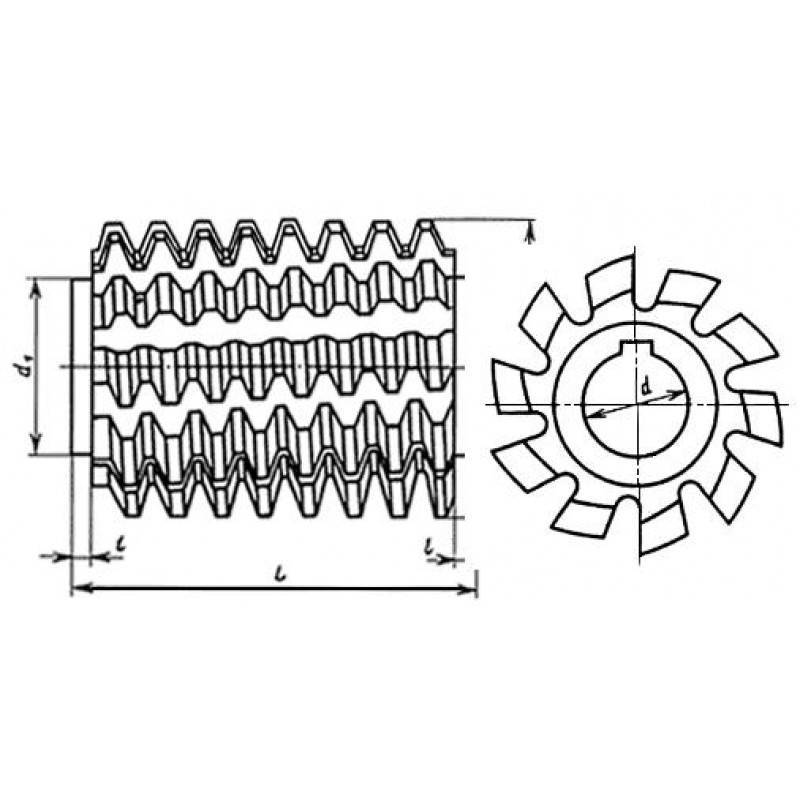
При производстве рассматриваемого инструмента должны учитываться нормы, которые установлены в ГОСТ 15127-83 (фреза червячная в противном случае не сможет обеспечить высокое качество получаемой поверхности). Изделие характеризуется достаточно сложной конструкцией, при этом она может существенно отличаться в зависимости от предназначения фрезы. Червячные зуборезные фрезы цилиндрические состоят из следующих элементов:
- При изготовлении в качестве основы применяется цилиндрическая болванка. Она может иметь самые различные размеры и длину, все зависит от конкретной поставленной задачи при изготовлении.
- Рабочая часть представлена зубьями, которые имеют особую форму. При этом зубья расположены на определенном удалении друг от друга, есть технологические канавки для отвода стружки.
- По торцевым сторонам, как правило, есть небольшие скосы, предназначенные для отделения рабочей части от крепежного элемента станка.
- Сегодня фрезы червячные могут устанавливаться на различных фрезеровальных станках, для чего в центральной части изделия есть отверстие. Проворачивание инструмента на момент обработки заготовки исключается за счет отверстия для шпонки. Ее размеры выбираются в зависимости от того, на какую нагрузку рассчитано изделие.
Форма зубьев получается при соблюдении государственных стандартов. Она во многом определят то, для получения каких деталей применяется инструмент.
Могут применяться варианты исполнения с уменьшенным профильным углом. Этот инструмент позволяет уменьшить количество микронеровностей на поверхности. Среди особенностей применения отметим следующие моменты:
- Применение инструмента с уменьшенным профильным углом позволяет улучшить процесс резания. При этом обеспечивается рациональное распределение припуска на финишное резание.
- Встречаются варианты исполнения многозаходного типа, которые могут применяться для получения колес с модулем 4-5 мм.
- Существенное увеличение жесткости оправы позволяет увеличить подачу и повысить производительность. Уменьшение количества микронеровностей на поверхности зуба также обеспечивает получение качественной детали.
- Использоваться подобный инструмент может исключительно на станках, габариты которых позволяют проводить установку. Рекомендуется применять радиальное направление подачи для существенного увеличения показателя производительности.
Эвольвентная винтовая поверхность характеризуется тем, что поверхность может обрабатываться при применении плоского шлифовального круга. При изготовлении подобной поверхности может возникнуть ряд трудностей.
Советы по использованию
Даже при использовании дорогостоящих, высококачественных насадок для фрезеров в процессе обработки заготовок неизбежно затупляется их рабочая часть. Речь идет об утрате фрезой ее ключевых качеств, которые периодически требуется восстанавливать. В подобных ситуациях единственным решением проблемы будет правильная заточка. Для этого понадобится специализированное оборудование, позволяющие оперативно, с минимальными усилиями и максимальной точностью восстановить геометрию.

Точность всех выполняемых операций и, следовательно, качество изделия напрямую зависят от состояния фрезерного аппарата и правильности обслуживания самого рабочего элемента. Так, затачивание фрезы выполняется по переднему краю, а ее затылование – по противоположной части поверхности. Расчет степени обработки рабочей части и углов осуществляется с учетом степени износа.

Существуют эффективные способы модернизации инструмента и улучшения эго эксплуатационных показателей после заточки кромки. Это позволяет повысить производительность и параллельно обеспечить максимальный срок службы самих фрез. Наиболее распространенными и действенными способами усовершенствования являются такие.
- Использование сборных конструкций, элементы которых выполнены из высокопрочных марок стали.
- Модернизация рабочих поверхностей профиля.
- Изменение схемы резания, а также геометрии (включая утолщение) фрез.

Важно учитывать, что на износоустойчивость и срок эксплуатации описываемого инструмента влияет способ фрезерования. В частности, речь идет о распределении нагрузок на зубья. Естественно, одну из ключевых ролей играют свойства инструментального материала, исходя из чего производители постоянно ищут новые варианты
Максимально продлить срок службы любой червячной фрезы позволит четко соблюдать технологию при выполнении работ
Естественно, одну из ключевых ролей играют свойства инструментального материала, исходя из чего производители постоянно ищут новые варианты. Максимально продлить срок службы любой червячной фрезы позволит четко соблюдать технологию при выполнении работ
Помимо всего перечисленного, рекомендуется уделять внимание особенностям материала заготовки
Related Posts via Categories
Концевые фрезы с коническим хвостовиком – быстрое и удобное фрезерование Отрезная дисковая фреза – очень прочный и устойчивый к износу инструмент Пальчиковая фреза – причудливое название для важного предмета Фреза коническая круглая – непростая жизнь одного инструмента Режимы резания при фрезеровании – как выполнить аналитический расчет? Фреза с цилиндрическим хвостовиком – требования ГОСТа к инструменту Фрезы для торцевого фрезерования – особенности многолезвийного инструмента Фрезерование пазов – как качественно выполнить операцию?Токарно-фрезерные обрабатывающие центры – высокоэффективные универсальные станки ФСШ-1А – станок для качественного фрезерования деревянных заготовок
Особенности конструкции
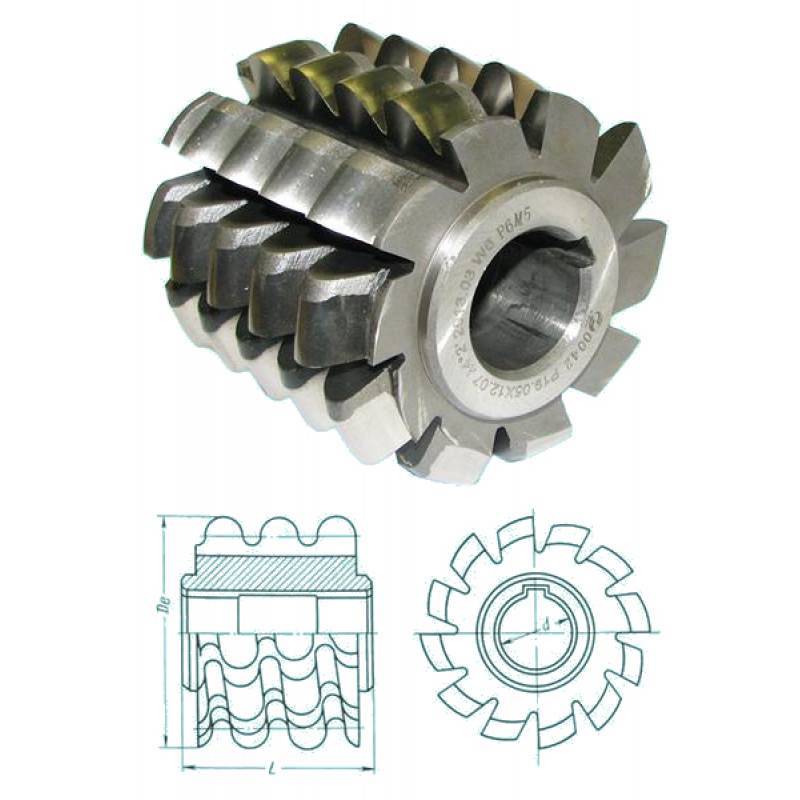
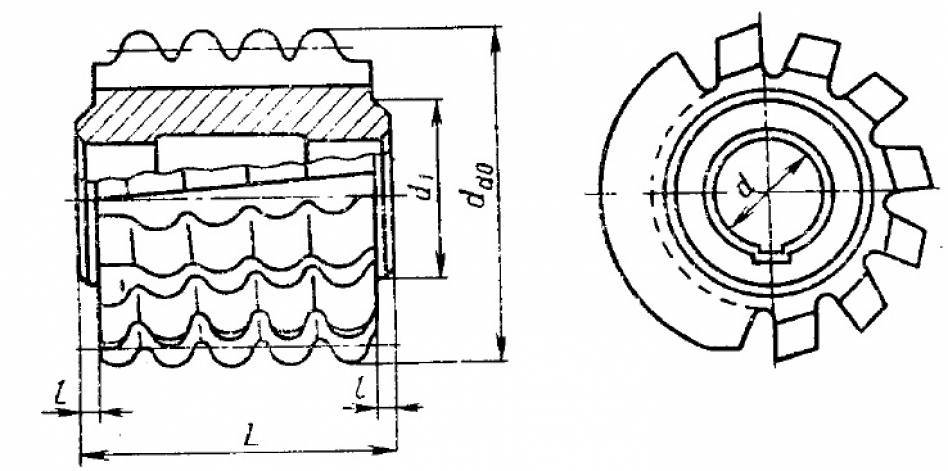
Современная зуборезная фреза представлена фасонным вариантом исполнения с затылованным зубом. Среди конструктивных особенностей отметим нижеприведенные моменты:
- Устройство имеет центральное отверстие, которое предназначено для установки оправки. Дисковая зуборезная модульная фреза при помощи оправки крепится в шпинделе. Диаметр отверстия под оправку выбирается в зависимости от стандартов, установленных в ГОСТ. За счет этого существенно упрощается задача, связанная с выбором наиболее подходящей оснастки. По торцевым сторонам создается небольшая фаска, за счет которой упрощается монтаж.
- Инструмент получает главное вращательное движение с определенной скоростью. При этом заготовка закрепляется на столе, который также получает возвратно поступательное движение. Все параметры выбираются в зависимости от типа инструмента, а также применяемого материала при изготовлении заготовки.
- Длина рабочей части также варьируется в достаточно большом диапазоне. Все зависит от размеров обрабатываемой заготовки и других моментов. Длина модульной фрезы оказывает влияние на основные параметры обработки, так как за счет увеличения рабочей поверхности увеличивается количество снимаемого материала за один проход.
- Современная конструкция модульной фрезы характеризуется определенным профилем зуба. Он выбирается в зависимости от впадин между зубьями нарезаемого колеса. Форма зуба представлена рабочим участком, который оформлен по эвольвенте с переходной кривой. Оформление проводится по радиусу с определенными координатами центра.
Рассматриваемые модульные цилиндрические и шлицевые фрезы представлены весьма сложной конструкцией. При этом зубья могут быть расположены под углом 30 градусов или другим, все зависит от типа заготовки.
Особое внимание уделяется форме профиля. Для аналитического расчета формы зуба и других параметров могут проводиться самые различные расчеты. Наиболее важными можно назвать следующие:
Наиболее важными можно назвать следующие:
Наиболее важными можно назвать следующие:
При расчетах уделяется внимание исходным данным. Геометрическая форма может характеризоваться достаточно большим количеством особенностей. Примером можно назвать число зубьев и показатель модуля
Примером можно назвать число зубьев и показатель модуля
При определении основных показателей проводится расчет координат профиля эвольвентного участка зуба. Следующий шаг заключается в расчете радиуса заменяющихся окружностей
Уделяется внимание расчету размеров зуба профильной части. Этот показатель также во много определяет то, какой формой будет обладать полученное изделие. Примером можно назвать число зубьев и показатель модуля
При определении основных показателей проводится расчет координат профиля эвольвентного участка зуба. Следующий шаг заключается в расчете радиуса заменяющихся окружностей
Примером можно назвать число зубьев и показатель модуля. При определении основных показателей проводится расчет координат профиля эвольвентного участка зуба. Следующий шаг заключается в расчете радиуса заменяющихся окружностей
Уделяется внимание расчету размеров зуба профильной части. Этот показатель также во много определяет то, какой формой будет обладать полученное изделие
Рассматриваемые расчеты проводятся при применении самых различных формул
Самостоятельно выполнить расчеты достаточно сложно, погрешность может привести к снижению точности рабочей поверхности
Рассматриваемые расчеты проводятся при применении самых различных формул. Самостоятельно выполнить расчеты достаточно сложно, погрешность может привести к снижению точности рабочей поверхности.
К выбору материалов также предъявляется достаточно большое количество требований. Установленные стандарты в ГОСТ 5950-73 определяют то, что при изготовлении модульной фрезы должны использоваться марки 9ХС, ХВГ, ХВСГ. Показатель закалки должен быть в пределе от 62 до 64 HRC. За счет выполнения термического улучшения сплава существенно расширяется область применения изделия, а также снижается скорость износа поверхности.
В случае, когда проводится обработка заготовок из легированных конструкционных сталей выбирается быстрорежущая сталь Р6М5 и Р6М3. Эти стандарты указываются в ГОСТ 19265-73, показатель твердости должен быть в пределе от 63 до 65 HRC. До более высокой твердости могут закалывать сталь Р9К5, которая обходится намного дороже других марок.
Тип применяемого материала при изготовлении модульной фрезы во многом определяет область применения, допустимые режимы резания и стоимость изделия. Как правило, тип применяемого материала указывается производителем при маркировке.
Назначение
Модульные фрезы используются на зуборезных фрезерных, универсальных токарных со специальной головкой, многооперационных станках с ЧПУ и некоторых других видах оборудования. С их помощью можно изготовить:
- цилиндрические зубчатые колеса с прямыми, косыми и круговыми зубьями;
- конические шестерни разного размера;
- шевронные колеса с различным сечением канавки между зубьями;
- шестерни с циклоидальным профилем зубьев – для их изготовления требуются специальные фрезы;
- зубчатые рейки;
- валы-шестерни различных форм и конфигураций;
- калибры для измерения точности зубчатых колес.
Для обработки заготовок из разного материала требуются различные инструменты.
- Для заготовок из углеродистых сталей применяются фрезы из сталей марок 9ХС, ХВГ, ХВСГ и других. Их подвергают поверхностному закаливанию токами высокой частоты, поэтому твердость режущих кромок повышается до 62–64 HRC.
- Заготовки из конструкционных материалов обрабатываются фрезами из быстрорежущих сталей Р6М5 и Р6М3. Твердость режущих граней составляет 63–65 HRC. Такие инструменты имеют более высокую стоимость.
- Для нарезания зубьев на легированных деталях используются составные фрезы. Тело инструмента – высокопрочная сталь, а режущие пластины выполнены из твердых сплавов. Они закрепляются механически.
Для получения качественного изделия фрезерование осуществляется за 2 подхода: черновой и чистовой. Квалитет точности обработанной поверхности – 9–10. Полученные изделия можно сразу установить на машину или отправить их на дальнейшее шлифование. Качество обработанной поверхности зависит еще от размеров инструмента. Чем больше диаметр модульной фрезы, тем лучше условия резания и выше точность изделия. Параметры инструментов строго регулируются документами и указываются в каталогах.


Электронная библиотека
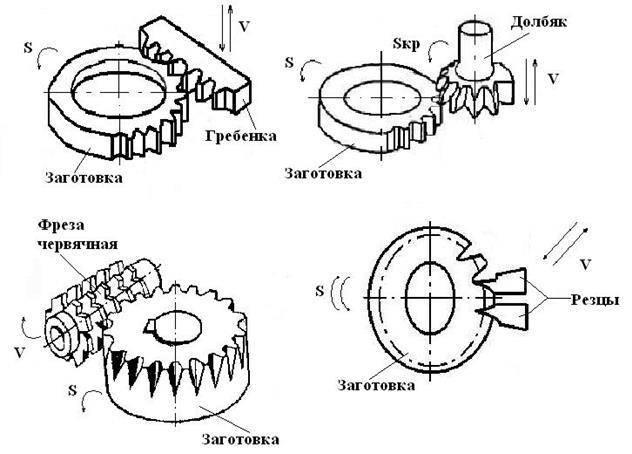
Общетехнические дисциплины / Режущий инструмент / 7.6.4. Особенности червячных фрез для нарезания червячных колес Червячные фрезы могут быть нарезаны червячными фрезами, резцами-летучками и окончательно обработаны червячными шеверами. Червячные фрезы работают с радиальной или тангенциальной подачей (рис. 7.36, а,б).
При работе с радиальной подачей фреза устанавливается так, что зубья касаются наружной поверхности обода колеса. При вращении фрезы и заготовки затем производится сближение их осей до величины , обеспечивающей необходимые размеры зубьев нарезаемого колеса. В дальнейшем производится нарезание зубьев при постоян
ном межцентровом расстоянии и при совместном вращении фрезы и заготовки без перемещения фрезы вдоль оси.
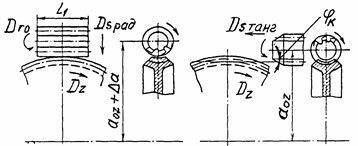
Рис. 7.36. Схемы нарезания червячного колеса червячной фрезой:
а) с радиальной подачей, б) с тангенциальной подачей
При тангенциальной подаче оси фрезы и заготовки устанавливаются на требуемое межцентровое расстояние , затем осуществляется тангенциальная подача вдоль оси, причем средняя линия зубьев фрезы перемещается касательно к начальной окружности нарезаемого колеса. У таких фрез угол заборного конуса на длине, равной 2,5…3 шагам, выполняется для уменьшения нагрузки на первый зуб фрезы.
Тангенциальный метод нарезания колес менее производителен, чем радиальный, но обеспечивает повышение качества поверхности зубьев за счет увеличения числа зубьев фрезы, находящихся в контакте с заготовкой. Стойкость тангенциальных фрез оказывается выше из-за того, что сила резания распределяется на большее число зубьев фрезы.
Чтобы обеспечить геометрически правильное зацепление нарезаемого колеса с червяком, фреза должна быть спрофилирована идентично профилю витков червяка. Собственно профилирование червячных фрез, обрабатывающих червячные колеса, не отличается от профилирования червячных фрез для цилиндрических зубчатых колес (см.
разд. 7.1 и 7.2). Исходные данные для расчета фрезы задаются в осевом сечении червяка: модуль, угол зацепления, осевой шаг, осевая толщина зуба, наружный диаметр, средний диаметр, угол наклона витка, число заходов червяка, число зубьев колеса, радиальный зазор в передаче, диаметр окружности выступов червячного колеса, направление витков червяка.
Габаритные размеры фрезы в поперечном сечении выбираются не произвольно, что допустимо у фрез для цилиндрических колес, а зависят от диаметра червяка. Средний (делительный) диаметр зубьев фрезы равен среднему диаметру червяка:, шаги зубьев фрезы и колеса также равны между собой. Внутренний диаметр фрезы принимается равным обычно внутреннему диаметру червяка .
Углы подъема винтовой линии на делительном цилиндре, модули и число заходов фрезы и червяка должны совпадать.
Наружный диаметр фрезы делается больше наружного диаметра червяка на удвоенную величину радиального зазора с учетом припуска на переточку (рис.7.37):
,
где 0,1m – припуск на переточку, компенсирующий уменьшение радиального зазора в передаче при сохранении межосевого расстояния в процессе нарезания независимо от степени переточки фрезы.
Рис. 7.37. Определение габаритного размера червячной фрезы
Так как заходность фрезы должна равняться заходности червяка, то часто фрезы приходится изготавливать многозаходными. Поэтому углы подъема витков фрез для червячных колес получаются больше, чем для цилиндрических колес, иногда до 35…400.
В зависимости от формы профиля червяка фрезы для обработки червячных колес могут быть эвольвентными, архимедовыми и конволютными. Выбор типа основного червяка зависит от типа фрезы (черновая или чистовая): архимедовы – для чистовых фрез, а эвольвентные и конволютные — для черновых.
Виды червячных фрез
Выделяют довольно большое количество различных моделей, классификация проводится по нескольким признакам. В зависимости от типа проводимой обработки выделяют следующие варианты исполнения:
- Черновые. Подобный вариант исполнения применяется для предварительного формирования поверхности, передний угол составляет 5-7 градусов. Ключевой особенностью можно назвать небольшую толщину зубьев. Этот инструмент получил самое широкое распространение в различных областях промышленности, так как применяется при проведении промежуточной операции.
- Чистовые. После проведения черновой обработки полученная деталь зачастую не обладает требуемыми параметрами. Для того чтобы их достигнуть проводится чистовая обработка, которая предусматривает применение определенных червячных фрез.
- Прецизионные. Этот вариант исполнения, при изготовлении которого также учитывается госстандарт, предназначается для нарезания зубьев в турбинных передачах. Отличительной особенностью можно назвать увеличенный диаметр изделия.
- Фреза червячная питчевая относится к категории специальных инструментов, применяется для получения звездочек.
Довольно большое распространение получила фреза червячная модульная, которая бывает однозаходной или многозаходной. Второй вариант исполнения применяется для чистового точения, так как изготавливается при применении жаропрочных материалов.
Все чаще в машиностроительной области встречаются сборные червячные фрезы. Их ключевыми особенностями назовем следующие моменты:
- Основная часть представлена цельным элементом. За счет этого обеспечивается высокая прочностью и длительный эксплуатационный срок.
- Рабочая поверхность получается за счет применения вставных гребенок или путем их крепления методом сварки.
Большинство модульных вариантов исполнения с небольшим диаметром производится в цельном виде. За счет этого существенно повышается их прочность.
Основным признаком классификации также можно назвать тип применяемого материала при изготовлении изделия. К особенностям применяемых сплавов отнесем следующие моменты:
- Износоустойчивость. Подобное свойство считается основным для всех инструментов, которые применяются для механической обработки. Если показатель низкий, то режущая кромка начинает быстро тупится. В результате этого снижается точность обработки, а также уменьшается эксплуатационный срок.
- Жаропрочность. Процесс резания основан на трении, при котором возникает тепловая энергия. Слишком высокая температура становится причиной повышения пластичности, в результате чего происходит деформация поверхности и ухудшение ее характеристик.
- Высокая твердость поверхности. Именно твердость применяемого материала определяет эффективность червячной фрезы на момент работы.
- Устойчивость к внутренним деформациям. Во время резания силы могут быть распределены самым различным образом. Внутренние деформации, связанные с нагревом и другим воздействием на материал, становятся причиной появления трещин и других дефектов. Если они проявились, то оснастка не может использоваться в дальнейшем.
Современные сплавы существенно расширили возможность фрезеровального оборудования, позволили повысить производительность и качество получаемых изделий. Фреза червячная новикова часто изготавливается при применении инструментальных сталей, которые могут выдержать воздействие высокой температуры и при этом сохранить износостойкость.
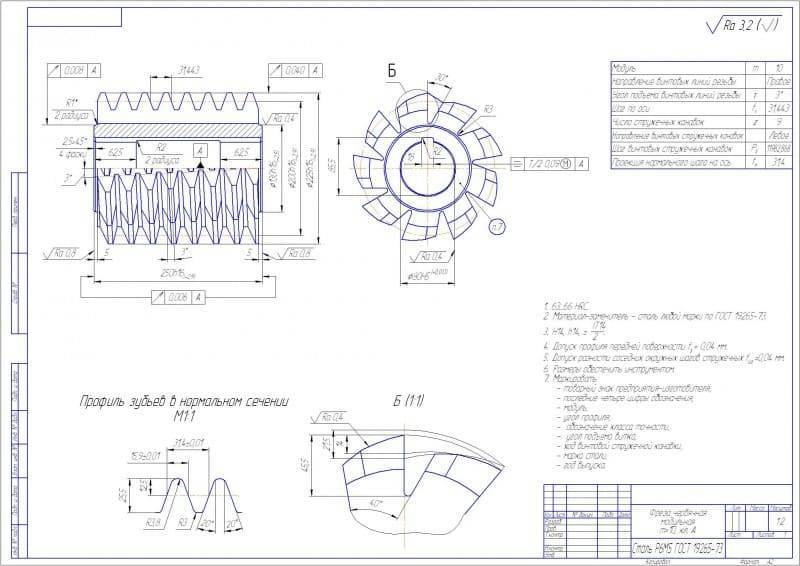
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фрезы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Фрезы должны изготовляться из быстрорежущей стали по ГОСТ 19265.
Допускается изготовлять фрез из других марок быстрорежущей стали, обеспечивающих работоспособность фрез в соответствии с требованиями настоящего стандарта.
По согласованию с потребителем допускается изготовление фрез из легированной инструментальной стали марок 9ХС, ХВГ или ХВСГ по ГОСТ 5950.
2.3. Твердость фрез из быстрорежущей стали – 63 … 66 HRCэ, из легированной инструментальной стали – 62 … 65 HRCэ.
Для фрез, изготовленных из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5 % и более твердость – 64 … 66 HRCэ.
2.4. На всех поверхностях фрез не должно быть трещин, заусенцев и следов коррозии, а на передних поверхностях – прижогов и обезуглероженных мест.
2.5. Параметры шероховатости поверхностей фрез не должны превышать, мкм:
поверхности посадочного отверстия………………………………………………….. Ra0,8
передней поверхности зуба………………………………………………………………… Rz6,3
торцовой поверхности……………………………………………………………………….. Ra1,6
задней поверхности зуба……………………………………………………………………. Ra3,2
остальных поверхностей……………………………………………………………………. Rz20
2.6. Предельные отклонения наружного диаметра фрез – js16, ширины фрез – h12, размеров с неуказанными допусками: h16, H16, Допускается изготовлять фрезы с предельными отклонениями по наружному диаметру – h16.
2.7. Допуски и предельные отклонения проверяемых параметров фрез не должны превышать величин, указанных в табл. 3.
Таблица 3
Наименование проверяемых параметров | Обозначение допусков и предельных отклонений | Допуск и предельное отклонение, мкм, при шаге цепи, мм | |||
От 6,35 до 8,00 | От 9,525 до 19,05 | От 25,4 до 50,8 | От 63,5 до 76,2 | ||
1. Диаметр посадочного отверстия | fd | Н7 | |||
2. Торцовое биение опорных поверхностей | ft | 30 | 40 | 50 | |
3. Радиальное биение по вершинам: | frda | 32 | 40 | 50 | |
63 | 80 | 100 | |||
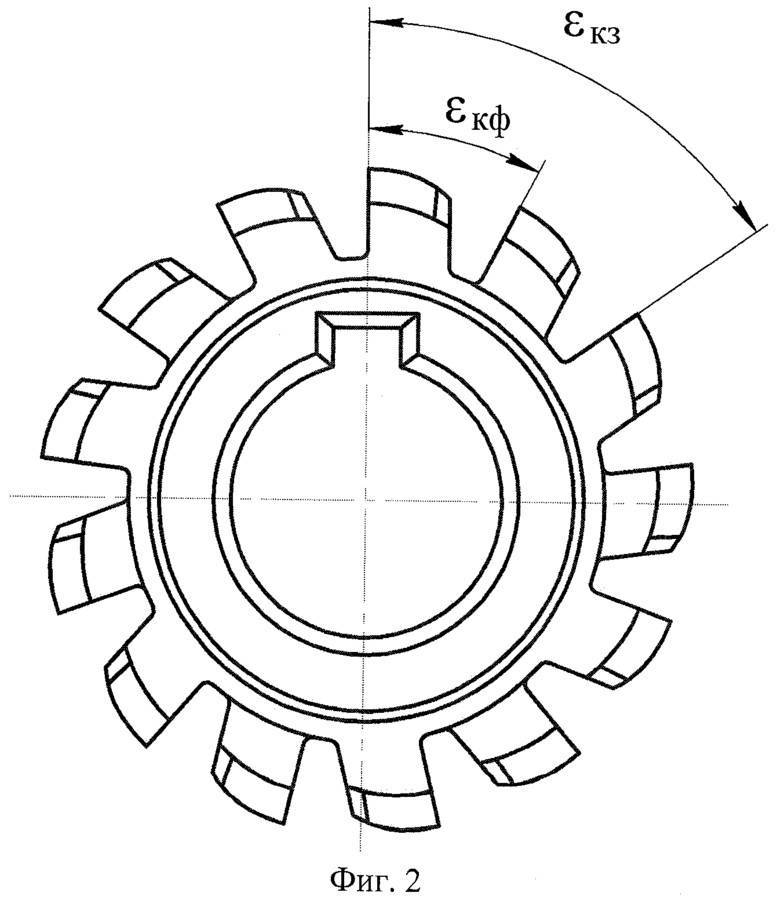
4. Профиль передней поверхности Прямолинейность и наклон линии пересечения передней поверхности и плоскости, перпендикулярной оси фрезы, на рабочей высоте зуба (h) | fγ | 100 | 200 | 250 | 340 |
5. Биение боковых режущих кромок зубьев в направлении нормали к профилю | frf | 60 | 80 | 100 | 120 |
6. Разность расстояний от торцовых плоскостей фрезы до точек профиля, лежащих на одном диаметре (асимметричность профиля) (a1– a2)£ ftf | ftf | 160 | 200 | 250 | 320 |
7. Профиль зуба Расстояние по нормали между двумя номинальными профилями, ограничивающими действительный профиль, в пределах рабочего участка головки (на высоте ha = r)и ножки (на высоте hf)зуба | ffa | 50 | 63 | 80 | |
fff | 80 | 100 | 120 |
2.8. На торцах каждой фрезы должны быть четко нанесены:





товарный знак предприятия-изготовителя;
последние четыре цифры обозначения;
шаг цепи;
диаметр ролика (втулки);
марка стали;
год выпуска;
изображение государственного Знака качества при его присвоении в порядке, установленном Госстандартом СССР.
Допускается наносить изображение государственного Знака качества только на этикетке.
Допускается маркировать вместо обозначения марки быстрорежущей стали буквы – HSS; для марок, содержащих кобальт, – HSSCo, при этом марку стали указывать на этикетках.
2.9 Остальные требования к маркировке и упаковка – по ГОСТ 18088.
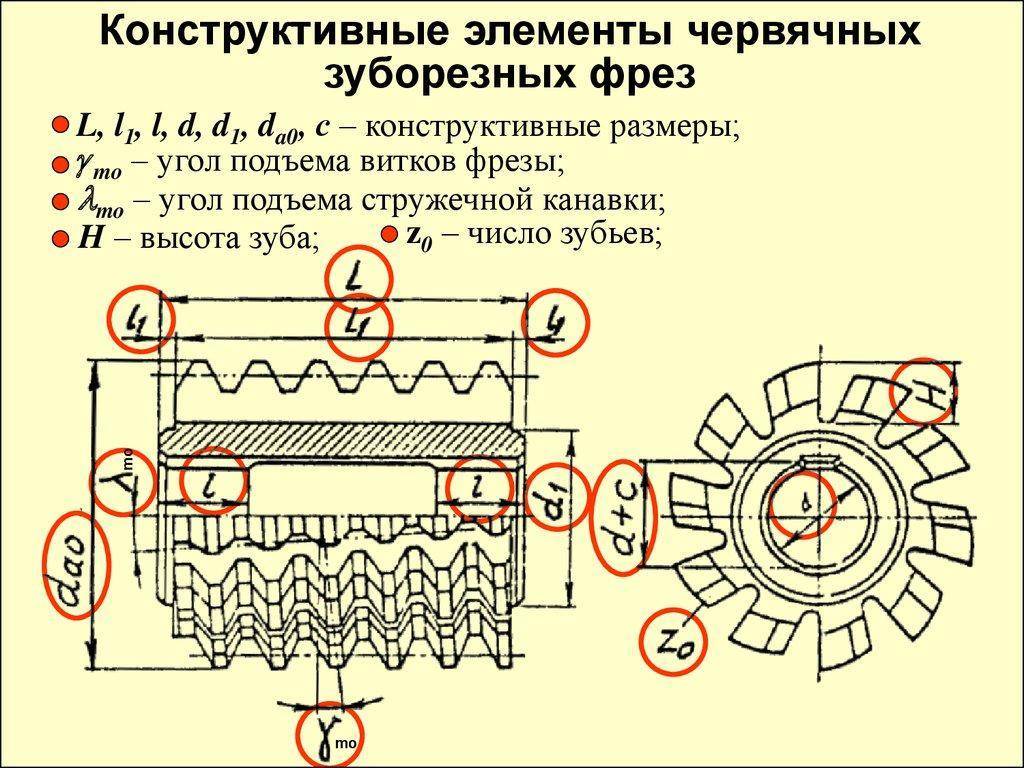
Классификация червячных фрез
В зависимости от характера обработки данный тип оснастки подразделяется на несколько типов:
- Черновые фрезы. Используются для предварительной обработки заготовки. Имеет передний угол в 5-7° и небольшую толщину зубьев.
- Чистовая оснастка. Необходима для чистовой обработки стальных зубьев.
- Прецизионные фрезы. Преимущественно используются для изготовления турбинных передач.
- Питчевые червячные фрезы. Используются для шевингования и нарезания звездочек.
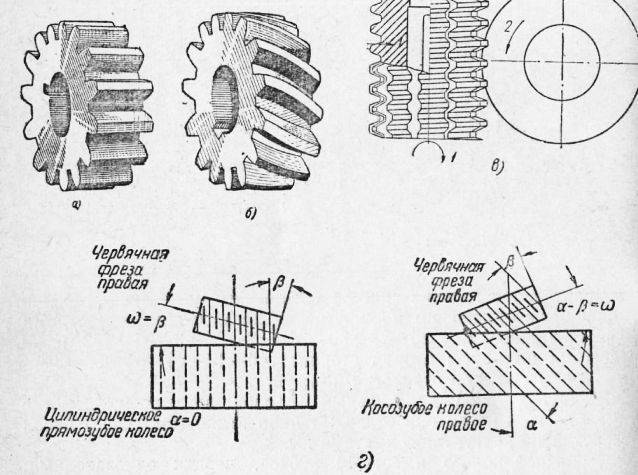
Также фрезы подразделяются на одно- и многозаходные, лево- и правосторонние, цельные и сборные. В маркировке инструмента указывается угол зацепления, модуль, высота зуба и угол подъёма линии винтов.
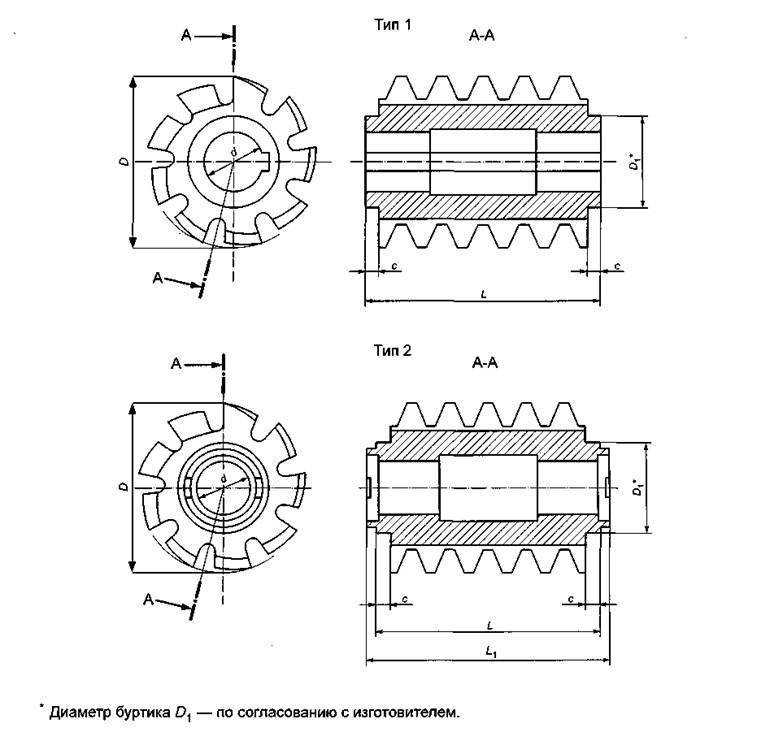
ОСНОВНЫЕ РАЗМЕРЫ
1. Основные размеры фрез должны соответствовать указанным на черт. 1 и в табл. 1.
Черт. 1
Таблица 1
Размеры, мм
Обозначение для исполнений | Применяемость для исполнений | Параметры цепи | dao | d | z | Ширина В фрезы | |||||||
1 | 2 | 1 | 2 | Шаг t | Диаметр ролика (втулки) D | № 1 | № 2 | № 3 | № 4 | № 5 | |||
2500-1011 | 2500-1111 | 6,350 | 3,30 | 63 | 22 | 12 | 8,5 | 8,4 | 8,3 | 8,2 | 8,1 | ||
2500-1012 | 2500-1112 | 8,000 | 5,00 | 9,8 | 9,8 | 9,6 | 9,5 | 9,2 | |||||
2500-1013 | 2500-1113 | 9,525 | 71* | 11,3 | 11,4 | 11,3 | 11,1 | 10,9 | |||||
2500-1014 | 2500-1114 | 5,08 | |||||||||||
2500-1015 | 2500-1115 | 6,00 | 11,7 | 11,7 | 11,5 | 11,3 | 11,0 | ||||||
2500-1016 | 2500-1116 | 6,35 | 11,9 | 11,8 | 11,6 | 11,4 | |||||||
2500-1017 | 2500-1117 | 12,700 | 7,75 | 15,6 | 15,6 | 15,4 | 15,0 | 14,6 | |||||
2500-1018 | 2600-1118 | 8,51 | 15,9 | 15,7 | 15,5 | 15,1 | 14,6 | ||||||
2500-1019 | 2500-1119 | 15,875 | 10,16 | 90 | 27 | 19,6 | 19,5 | 19,2 | 18,7 | 18,3 | |||
2500-1021 | 2500-1121 | 19,050 | 11,91 | 23,5 | 23,4 | 23,0 | 22,6 | 21,9 | |||||
2500-1022 | 2500-1122 | 12,07 | |||||||||||
2500-1023 | 2500-1123 | 25,400 | 15,88 | 100 | 31,5 | 31,0 | 31,0 | 30,0 | 29,5 | ||||
2500-1024 | 2500-1124 | 31,750 | 19,05 | 112 | 32 | 10 | 39,0 | 38,5 | 38,0 | 37,5 | 36,5 | ||
2500-1025 | 2500-1125 | 38,100 | 22,23 | 125 | 46,0 | 46,0 | 45,5 | 45,0 | 44,0 | ||||
2500-1026 | 2500-1126 | 25,40 | 47,5 | 47,0 | 46,5 | 45,5 | 44,0 | ||||||
2500-1027 | 2500-1127 | 44,450 | 140 | 40 | 60,0 | 56,5 | 54,5 | 53,0 | 51,5 | ||||
2500-1028 | 2500-1128 | 27,94 | 61,5 | 57,5 | 55,5 | 53,5 | 52,0 | ||||||
2500-1029 | 2500-1129 | 50,800 | 28,58 | 69,9 | 65,0 | 62,5 | 60,5 | 59,0 | |||||
2500-1031 | 2500-1131 | 29,21 | |||||||||||
2500-1032 | 2500-1132 | 63,500 | 39,68 | 180 | 50 | 87,5 | 82,0 | 79,0 | 76,5 | 74,0 | |||
2500-1033 | 2500-1133 | 39,37 | |||||||||||
2500-1034 | 2500-1134 | 76,200 | 47,63 | 200 | 105,0 | 98,5 | 95,0 | 92,0 | 89,0 | ||||
2500-1035 | 2500-1135 | 48,26 |
* Допускается по согласованию с потребителем изготовлять фрезы с диаметром вершин зубьев dao= 70 мм.
Пример условного обозначения фрезы для нарезания зубьев звездочки к цепи с шагом t = 19,050 мм и диаметром роликаD = 11,91 мм, исполнения 1, № 3:
Фреза 2500-1021 № 3 ГОСТ 28281-89
То же, исполнения 2:
Фреза 2500-1121 № 3 ГОСТ 28281-89
1.2. Фрезы должны изготовляться с профилем зуба исполнений:



1 – без смещения центров дуг впадин;
2 – со смещением центров дуг впадин.
1.3. Передний угол фрез – 0°, задний угол – 9° – 12°.
1.4. Номер фрез назначается в зависимости от числа зубьев обрабатываемой звездочки по табл. 2.
Таблица 2
Номер фрезы | Число зубьев звездочки |
1 | От 6 до 8 |
2 | » 9 » 11 |
3 | » 12 » 16 |
4 | » 17 » 29 |
5 | Св. 29 |
1.5. Фрезы должны поставляться комплектами (наборами) или отдельными номерами.
1.6. Размеры шпоночного паза – по ГОСТ 9472.
1.7. Размеры профиля зубьев звездочек указаны в приложении.
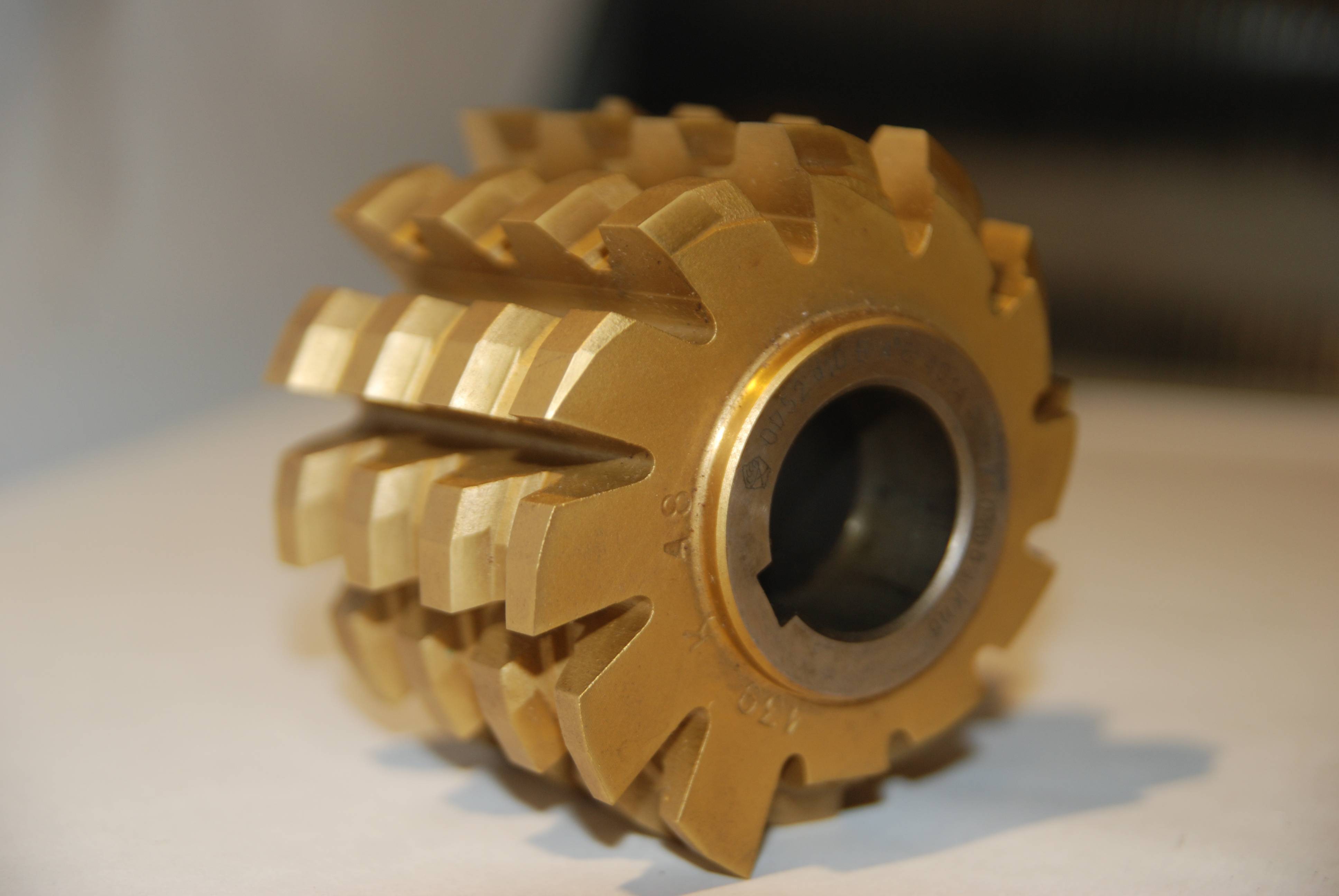
Что это такое?
Модульная фреза – это многолезвийный инструмент, который широко применяется в единичном и серийном производствах для изготовления зубчатых колес, шестерен и реек. В отличие от долбяков и зуборезных гребенок модульные фрезы обладают высокой скоростью работы, не требуют специального оборудования и дают высокую точность.
Для разных технологических операций и условий производства существуют различные их конструкции.
Дисковая. Главное преимущество – универсальность. Обработку можно производить на любых горизонтально-фрезерных станках, но деталь нужно закрепить в делительном устройстве. Недостаток – требуется много места для выхода инструмента из заготовки (радиус фрезы плюс зазор 3–5 мм). Поэтому нарезать ступенчатые колеса или цельные шевронные нельзя. Зато можно обрабатывать сразу несколько заготовок одновременно. А это значительно увеличивает производительность и снижает затраты на изготовление зубчатых колес. Но поскольку за один проход можно обработать всего одну впадину между зубьями, общая скорость нарезания колеса невысокая.
Высокая точность червячной фрезы обусловлена самим способом обработки. При нарезании зубьев заготовка и инструмент имитируют зубчатое зацепление, и такой метод называется обкаткой. При таком способе обработки не нужно большого количества инструментов – одной и той же фрезой можно нарезать колеса с различным числом зубьев. А с дисковыми и пальцевыми фрезами их профиль переносится на впадины колеса, поэтому такой способ назван методом копирования. При этом все погрешности переносятся на конечное изделие, поэтому после обработки детали часто отправляются на шлифование.
Для установки модульных фрез на станок нужны специальные приспособления.
- Дисковые и червячные модели закрепляются на оправке. Для этого у них есть центральное отверстие с фасками, которые упрощают монтаж. После этого оправка фиксируется на шпинделе.
- Пальцевые фрезы имеют хвостовую часть в виде цилиндра, конуса Морзе или инструментального конуса 7: 24. Она сразу может устанавливаться в шпиндель.
Если посадочные размеры инструмента и шпинделя станка не совпадают (например, диаметры центрального отверстия и шпинделя), то применяются переходные втулки. Они стандартизированы по ГОСТу. Более того, с их помощью можно менять тип крепления. Например, фрезу с конусом Морзе закрепить в шпинделе с коническим отверстием 7: 24.
2 Принцип работы эвольвентных фрез – как правильно их использовать?
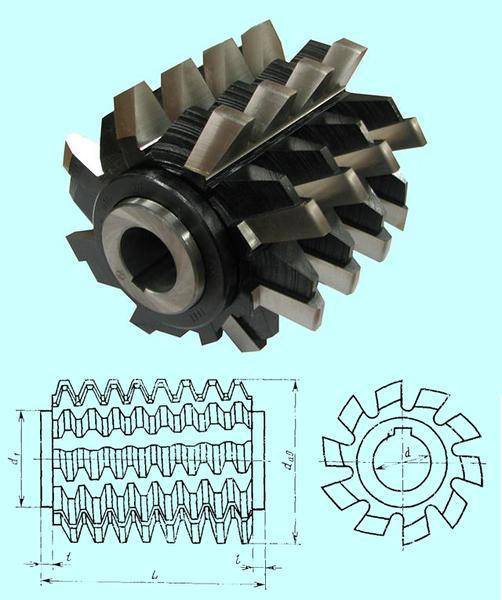
Фрезы червячные для шлицевых валов с прямобочным профилем имеют ряд особенностей в использовании. Дело в том, что производительность работ и режущие режимы при нарезании с помощью червячных фрез зависят от типа и характера загрузки основных режущих кромок. При нарезании цилиндрических колес фрезой специального типа происходит неравномерная нагрузка на режущие кромки инструмента. Таким образом, при обработке наибольший контакт и нагрузку с поверхностью имеют вершинные кромки. Это означает, что в процессе зубофрезерования лишь половина режущих кромок участвует в процессе. Однако при затуплении этих участков возникает необходимость стачивать зубья по всей длине и периметру инструмента.
 Эвольвентная фреза
Эвольвентная фреза
Чтобы минимизировать необходимость постоянной заточки и исправления режущего инструмента, на многих заводах используются усиленные фрезы с модифицированным профилем, обычно с тверосплавными гребнями. Их использование позволяет существенно повысить производительность работ, особенно на быстроходных станках, при необходимости нарезания колес с шевингованием.
В процессе зубофрезерования основная фреза и колесо непрерывно вращаются вокруг своей оси, движение вдоль которой осуществляется перемещением специального суппорта на зубонарезном станке. Вращение координируется с числом подачи станка, а при использовании фрез многозаходного типа число впадин на колесе равно числу заходов вращения. При фрезеровании с помощью червячной фрезы контакт с деталью или заготовкой характеризуется, как прерывистый, что приводит к появлению огранки и волнистости колеса.