

Секреты ухода за напильниками
Как и за другим ручным инструментом, за драчевым напильником следует своевременно ухаживать, за счет чего существенно продлевается эксплуатационный срок. Несмотря на применение металла, драчевый напильник весьма хрупкий. Основными рекомендациями можно назвать следующее:
- Не допускается совершение ударов по металлическим предметам. Это правило должно соблюдаться на момент проведения работы и хранения. Чаще всего повреждения допускаются на момент сваливания всех инструментов в один ящик. Идеальным выбором можно назвать использование специального ящика с различными гнездами, которые и предназначены для хранения отдельных инструментов.
- Специалисты запрещают класть драчевый напильник на металлическую поверхность. Это связано с тем, что в подобном случае можно лишиться части зубьев. Если работы проводятся часто, то нужно заблаговременно подготовить специальную деревянную подставку. Подобный материал более мягкий и подходит для подобного применения.
- Изделие должно храниться вдали от высокой влажности. Это связано с тем, что влага становится причиной появления коррозии, из-за которой существенно снижается эксплуатационный срок.
- Нельзя допускать контакт изделия с любыми смазочными материалами. Некоторые проводят смазку поверхности для исключения вероятности появления коррозии, однако это серьезная ошибка. Снятие металла с поверхности осуществляется за счет трения, а смазка снижает эффективность.
- Не рекомендуется проводить работу, связанную со снятием окалины напильником. Это связано с тем, что особые свойства металла становятся причиной быстрого затупления канавок. Если иного инструмента под рукой нет, то рекомендуется выбирать старый драчерный напильник.
- Существенно увеличить эксплуатационный срок рассматриваемого изделия можно за счет его первого применения при обработке мягких материалов. Только после этого приступают к работе с твердыми сплавами. Кроме этого, нельзя использовать драчевый напильник для работы с материалам, для которого он не предназначен.
- Если инструмент приобретается для обработки мягких сплавов, то рекомендуется рабочую поверхность покрыть мелом. За счет этого исключается вероятность залипания стружки. Подобная проблема зачастую становится причиной существенного снижения эффективности проводимой обработки. Если не предпринять никаких действий перед непосредственным выполнением работы, то после провести очистку от стружки будет весьма затруднительно, особенно в случае работы с мягкими сплавами.
- Часто встречается ситуация, когда поверхность драчевого напильника покрыта большим количеством масла. Решить подобную проблему можно за счет очистки поверхности древесным углом.
Соблюдение относительно небольшого количества рекомендаций позволяет существенно продлить срок службы драчевого напильника. Стоит учитывать, что даже незначительный дефект может существенно снизить эксплуатационный срок.
Назначение
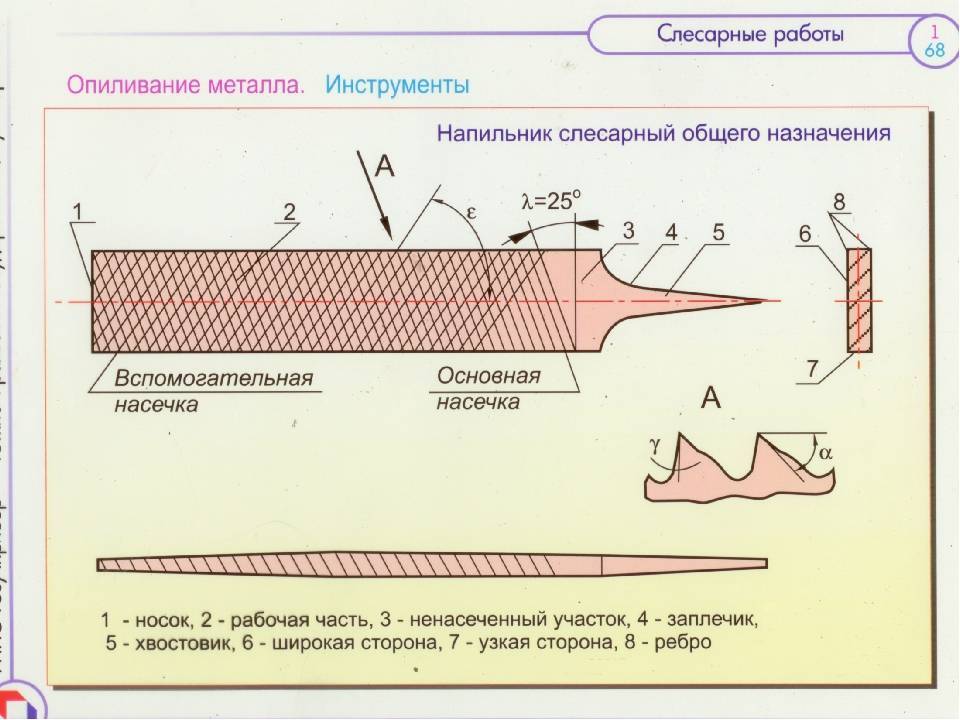
Драчевый напильник используется для снятия слоя материала большой толщины (до 0,15 мм) с поверхности заготовки за один проход инструмента в результате возвратно-поступательного движения. Такой эффект возникает благодаря наличию на полотне изделия рельефных насечек, образующих острые зубья. Чем меньше насечек нанесено на единицу длины изделия, тем крупнее зуб. Драчевые напильники имеют самую грубую насечку.

Напильниками выполняются операции:
- зачистка электрических контактов;
- заточка других инструментов;
- снятие заусенцев и окалины;
- удаление грязи, ржавчины и старой краски;
- подгонка деталей под размер.
Рифленая поверхность обеспечивает заданный уровень точности и чистоты при минимальных физических затратах.
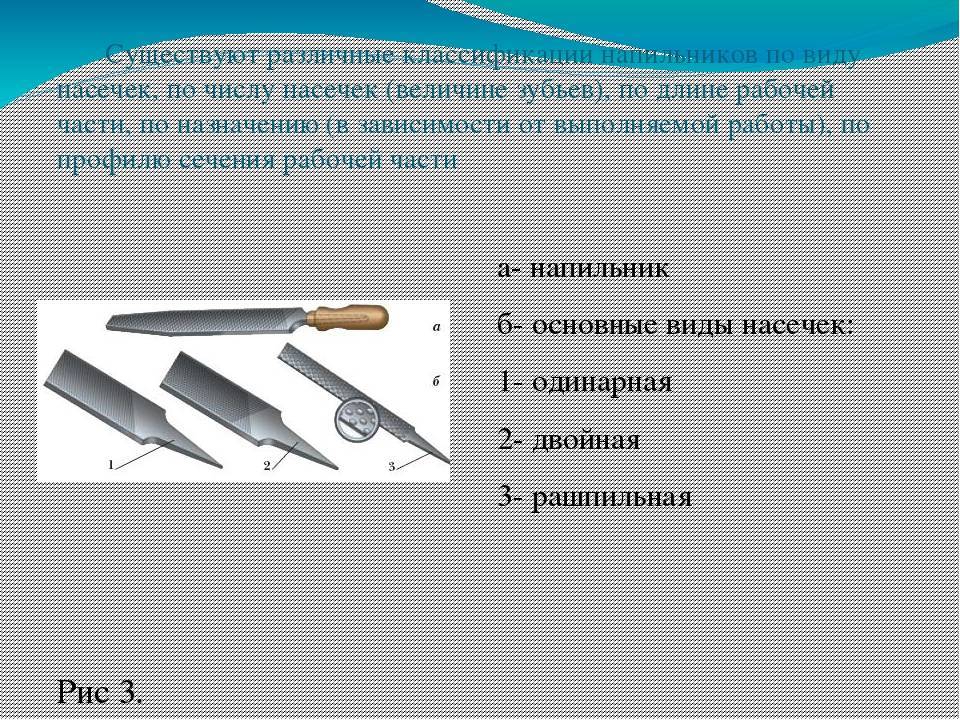
Насечки напильников
В зависимости от количества зубьев насечки, приходящихся на единицу длины (1 см), считая по оси, напильники подразделяются на 6 основных видов или классов причем бархатные насечки делятся в свою очередь на классы или номера в зависимости от частоты насечки.
Остированы насечки драчевая — I класс, личная—II класс и бархатные III, IV, V и VI классы.
Количество насечек на 1 см.

В числителе указано количество рашпильных насечек на 1 см, а в знаменателе рашпильных насечек на 1п.см ширины. Колличествонасечек указанодля нижнего зуба, для верхнего зуба количество насечек для первых четырех классов на 1-2 больше , чем на нижнем, а для остальных классов на 3-5 больше.
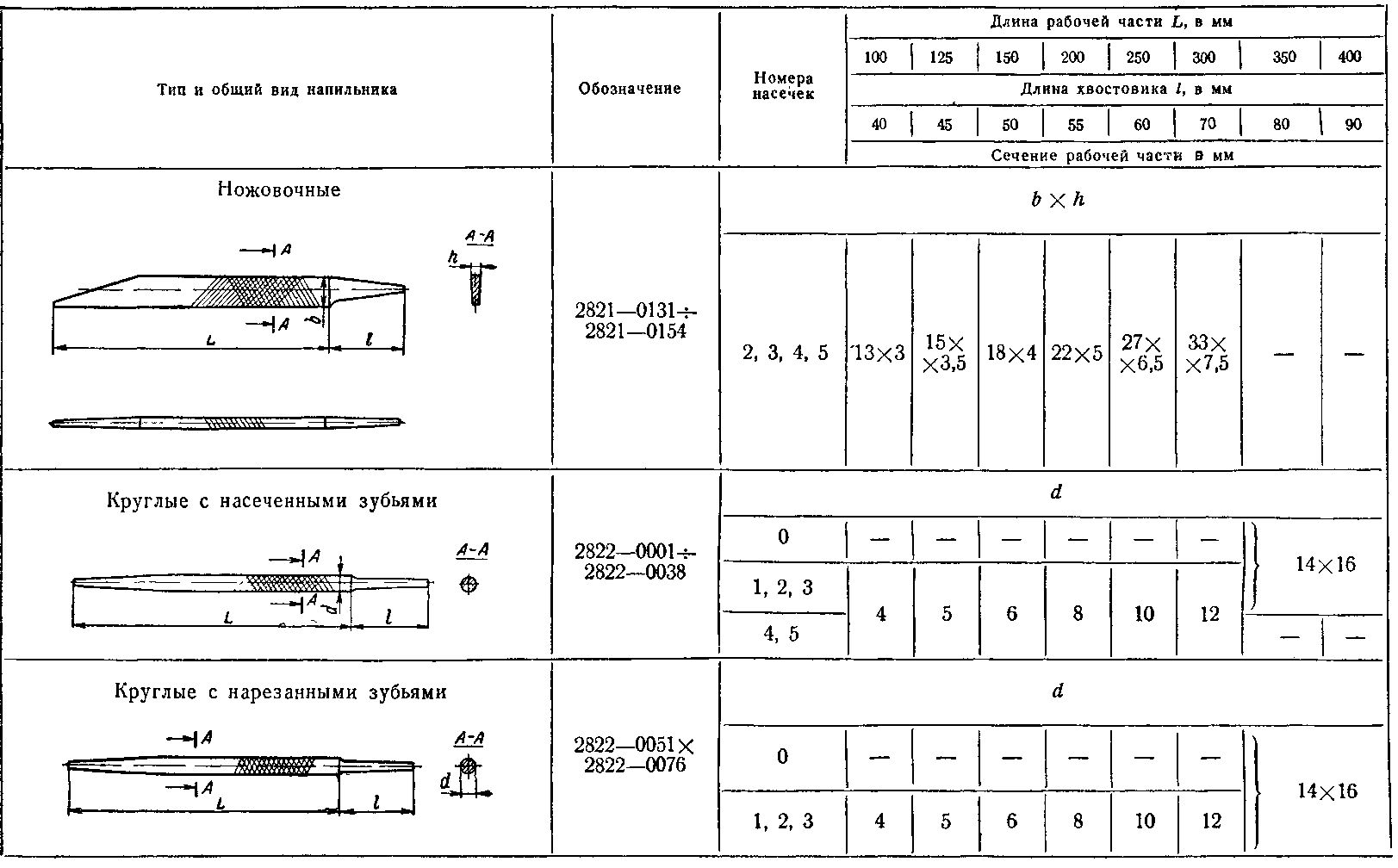
Количество насечек на единицу длины в зависимости от длины напильника и назначение напильника в зависимости от насечки показаны в таблице.
Отдельную группу напильников занимают так называемые рашпили (рис. 7), у которых в отличие от напильников, имеющих один зуб по ширине (линейные зубья), имеется по ширине несколько зубьев (точечные зубья). В отличие от напильников, в основном применяемых для опиловки металлов, рашпили предназначены для опиловки более мягких материалов (дерева, кости, рога и т. п.).
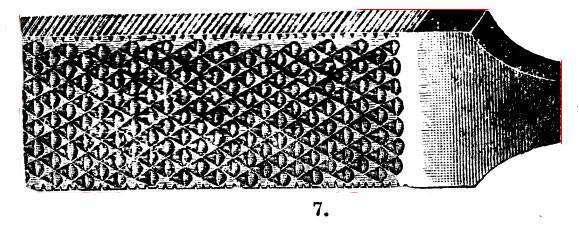
Рашпили изготовляются в основном 3 профилей:
- а) плоские тупоносые (ОСТ 2006),
- б) плоские остроносые (ОСТ 2007), полукруглые (ОСТ 2008), круглые (ОСТ 2009), плоские — конные рашпили (ОСТ 2011) и сапожные рашпили полукруглые (ОСТ 2010).
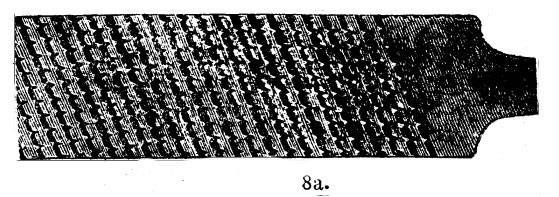
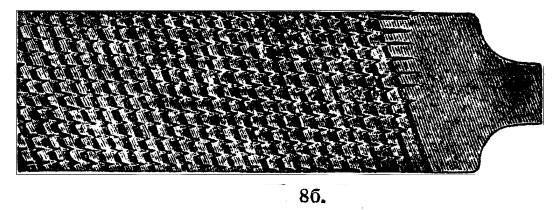
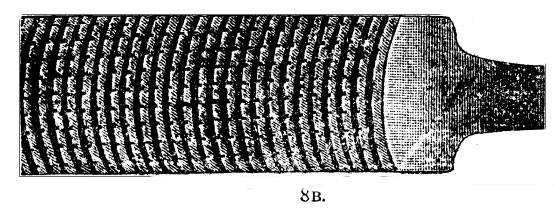
Помимо насеченных в целях получения более правильного угла резания изготовляют напильники с фрезерованным зубом (рис. 8а, 8б, 8в,). Они обладают высокой производительностью в особенности эффективны при обработке цветных металлов.
Классы напильников в продаже
В продаже представлены напильники классов 1, 2 и 3, которые определяются по числу насечек на 1 см длины.

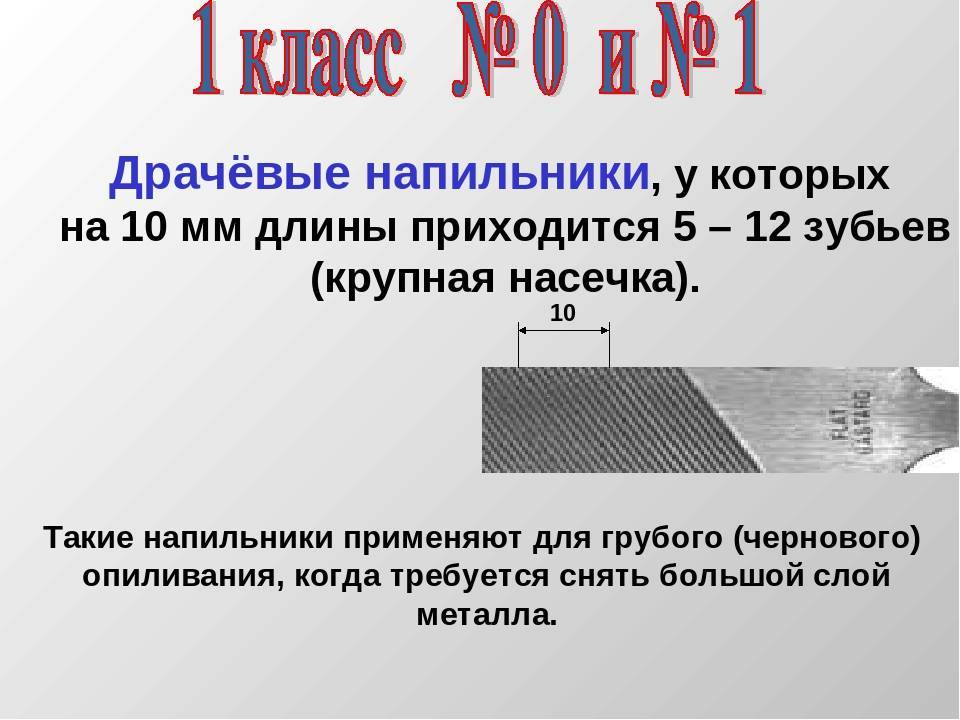
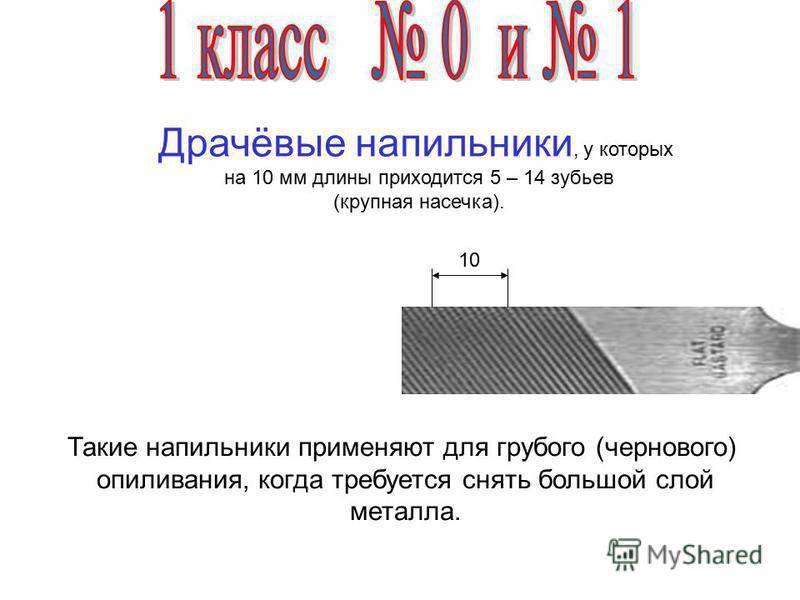
Напильники № 1
Напильники с насечкой № 1 (драчевые) имеют наиболее крупные зубья и служат для грубого опиливания, когда требуется удалить большой слой металла — 0,5-1,0 мм. Точность обработки этим напильником не превышает 0,2-0,5 мм.
Напильники № 2
Напильники с насечкой № 2 (личные) применяются для чистового опиливания изделий с точностью 0,02-0,15 мм. Снимаемый слой металла не превышает 0,1 до 0,3 мм.
Напильники № 3
Напильники с насечкой № 3 служат для окончательной отделки изделий. Они снимают слой до 0,05 мм при точности обработки от 0,01 мм.
Что такое напильник и для чего предназначен
Напильник – это универсальный слесарный инструмент. Позволяет решить целый спектр задач.
- Зачистка деталей от ржавчины.
- Снятие грязи и краски с поверхности деталей.
- Доведение заготовки до необходимого размера.
- Заточка инструмента.
- Зачистка силовых контактов электрооборудования от нагара.
- Шлифовка поверхностей.
Что собой представляет такой инструмент? Это небольшой брусок металла с насечками. На одном конце выполнен хвостовик для ручки из дерева или пластмассы.
При изготовлении напильников ориентируются на ГОСТ 1465–59. Он регламентирует использование в производстве этих изделий определённого вида металла:
- легированной хромистой стали (марки ШХ 15 или 13Х);
- улучшенной нелегированной стали (марки У10А или У13А).
Для качественной обработки металлических деталей существуют напильники по металлу. Виды насечек позволяют решить широкий спектр задач. Это обработка не только высокопрочных сплавов, но и работа с керамикой, пластмассой, деревом, резиной или кожей. Различны и требования к точности и чистоте обработки.
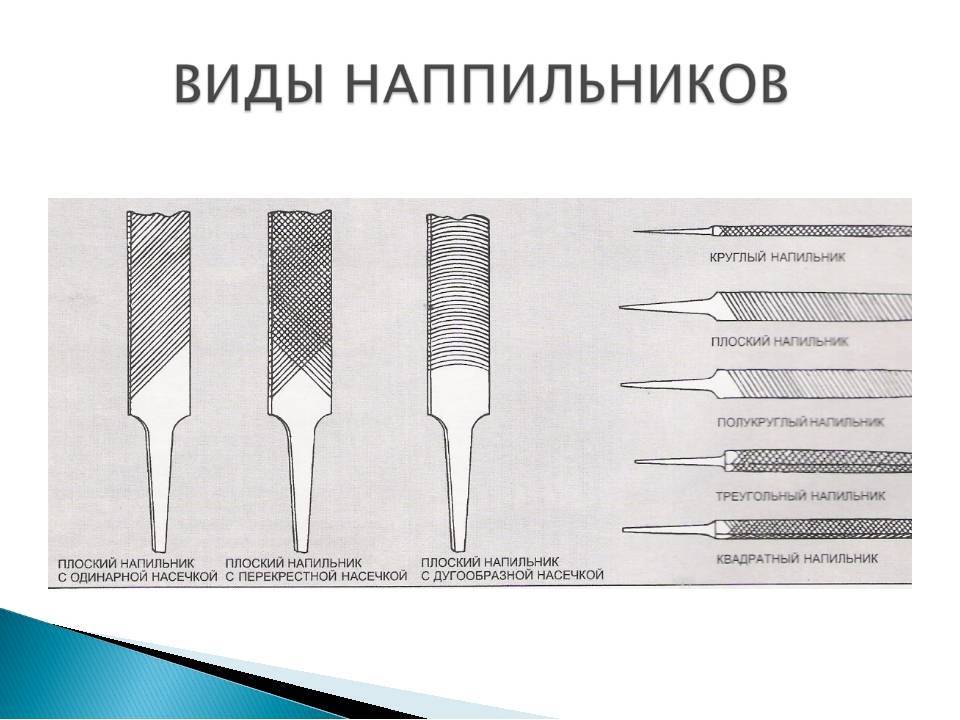
Какую насечку выбрать
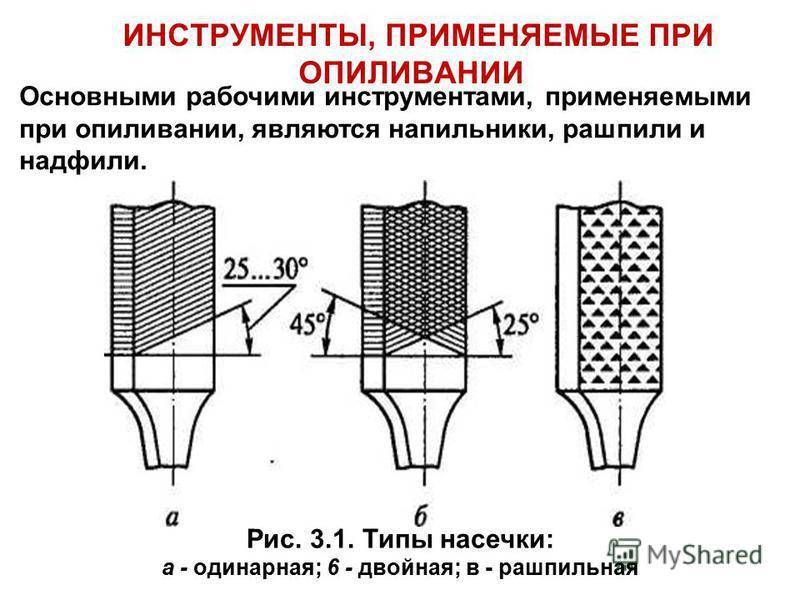
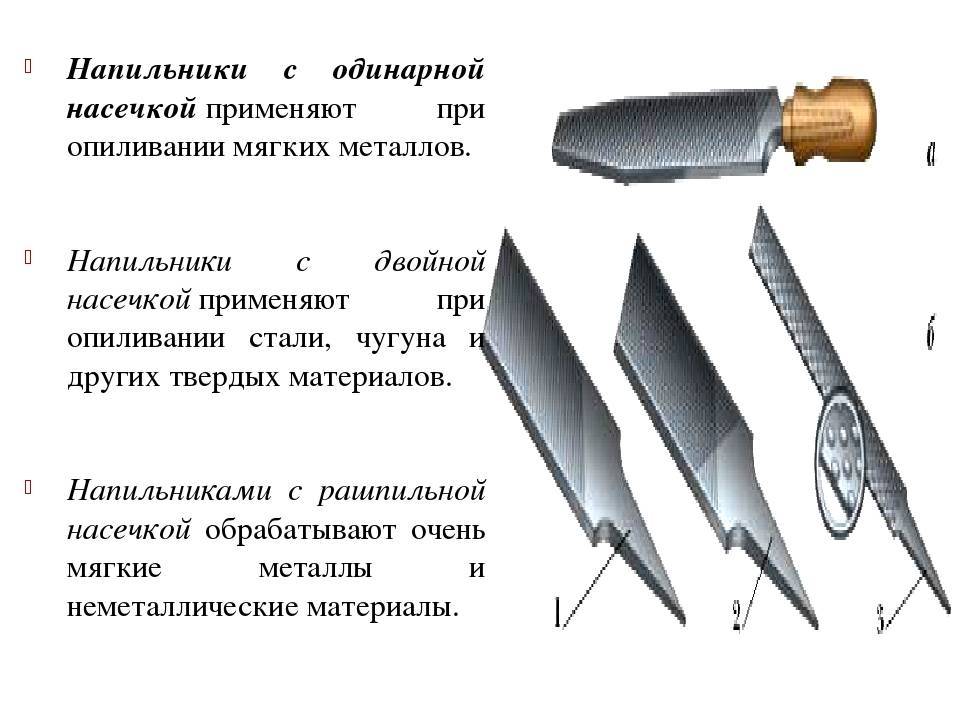
- Простая (одинарная). Подойдёт для обработки мягких металлов или пластмасс. Такой материал легко снимается и может быстро забить пространство между насечками. Но только не в этом случае.
- Напильник с перекрёстной или двойной насечкой. Служит для работы с деталями из твёрдых сплавов. Например, чугун, бронза.
- Рашпильная, точечная насечка. По виду зуба такой инструмент называется рашпиль или драчевый напильник. Он всегда большого размера (250–350 мм). Имеет крупную насечку. По форме различают полукруглый, круглый или плоский. Хорош для работы с резиной, кожей, деревом. Для точной обработки и шлифовки не подойдёт.
- Есть дуговой вид насечек напильников. Применяется для обработки деревянных деталей.
ГОСТ 1465–59 регламентирует шесть номеров насечек:
- Крупная. Это № 0 и 1. Используют для грубой обработки поверхности. Такой инструмент, его ещё называют драчевый напильник, за один проход снимает слой толщиной 0.05–0.1 мм. Для точной обработки не подходит.
- Насечка № 2 и 3 позволяет работать точнее. Снимает слой 0.02–0.06 мм. Точность обработки будет соответствовать этому параметру.
- Чистовая подгонка размера возможна насечками № 4 и 5. Здесь возможна точность 0.01–0.005 мм. Именно столько материала снимается с заготовки за один проход инструмента.
Теперь видно, что этим инструментом можно делать довольно много работы. Он неприхотлив и универсален. Незаменим там, где «бессилен» электроинструмент и всегда готов выручить мастера в сложной ситуации.
Как сделать ручку напильника
Ручка инструмента должна быть удобна. Сделать своими руками из дерева просто. Последовательность такая:






- Выстругать или выточить на токарном станке ручку. Размер и форму каждый мастер подбирает индивидуально. Она должна хорошо лежать в руке слесаря. Дерево берётся высохшее, средней плотности, нехрупкое. Оптимальный вариант – сосна.
- Наконец, куда будет вставляться хвостовик напильника, надеть металлическое кольцо. Его можно сделать, отрезав 1 см от трубки подходящего диаметра. Без него, при насаживании ручки на хвостовик, ручка расколется.
- Просверлить отверстие по оси ручки со стороны кольца на глубину равную ¾ длины хвостовика напильника. Сверло должно быть диаметром ½ средней толщины хвостовика.
- Насаживая ручку, следить за совпадением осей двух деталей.
Зачастую приходится обрабатывать фигурные поверхности, с изгибами и острыми внутренними углами. Для выполнения каждой из таких работ выбирают соответствующий инструмент, выпускаемый согласно ГОСТу.
Виды напильников по металлу
Напильник – это специальный режущий инструмент, повсеместно используемый в разных отраслях производства. Внешне он представляет из себя стальной брусок большой или средней длины с закрепленной на основании деревянной, пластмассовой или прорезиненной ручкой. Она необходима, чтобы обеспечить работнику комфорт при работе с инструментом и снизить риски получения производственных травм.
Тело напильника выполнено из стали специальной марки, что позволяет инструменту взаимодействовать с объектами из металла. Хвостовая часть стального бруса покрыта особым узором, который называется иссечением. Именно от формы и величины насечки будут зависеть и характер, и разновидность выполняемых работ.
Обработка деталей из металла происходит посредством поэтапного стачивания слоев инструментом до придания изделию необходимой формы. Главное, чтобы режущая по металлу часть была подобрана по назначению.
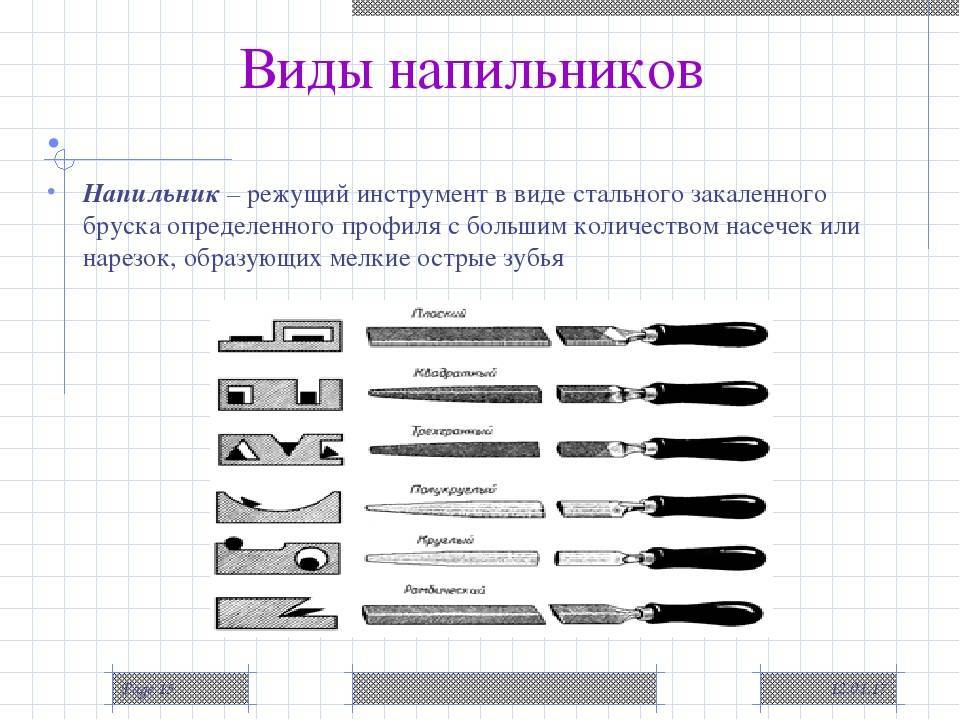
Формы напильников
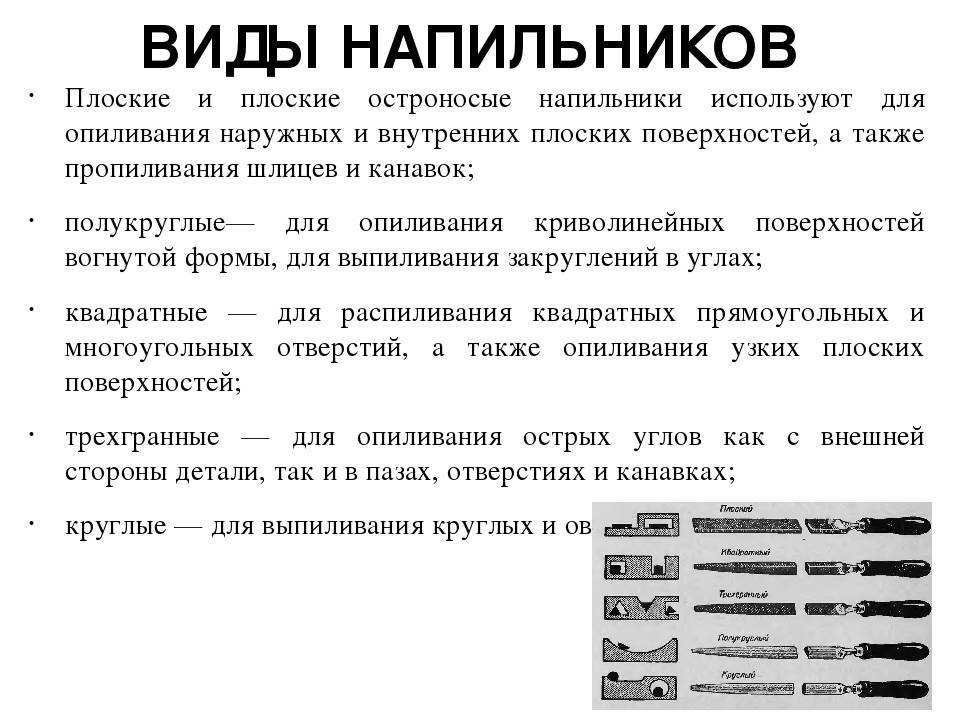
Геометрическая форма напильника по металлу определяет область его применения в сфере производства и обработки изделий:
- плоские или плоские остроносые: обработка плоских деталей из металла, а также ровные поверхности;
- квадратные: необходимы для вырезания и формирования технических отверстий различных многоугольных форм;
- трехгранные треугольные: используя такой инструмент, режущий по металлу, можно отполировать, обработать и вычистить зазоры, пазы и иные производственные отверстия;
- полукруглые: отлично подходят для различных видов обработки искривленных вогнутых поверхностей;
- круглые: используются для отточки и обработки округлых или овальных вогнутых поверхностей с маленьким радиусом кривизны;
- ромбические: обработка деталей из металла с наличием зубьев;
- ножовка: инструмент для отточки узких зазоров, отверстий и других мелких деталей.
Типы напильников
Тип инструмента по обработке металла определяется исходя из его прямого предназначения:
- Резчики по металлу общего назначения. Их принято использовать в слесарном деле. Хвостовая часть выполнена в виде двух зазубренных насечек, которые наложены друг на друга: их длина может варьироваться от 1 до 4,5 см и сочетаться с зубьями всех размеров.
- Резчики по металлу специального назначения. Необходимы в сфере промышленности, так как их основная задача – это устранение отклонений и подгонка мелких деталей, пазов и поверхностей разных радиусов кривизны. Данный вид инструмента имеет много разновидностей, которые подбираются на основании характера выполняемых работ: двухконцевые, плоские, разовые и прочие.
- Надфили. Эта группа напильников по металлу включает в себя самое большое количество видов. Наконечники стального бруса бывают всех возможных геометрических форм, притом сам брус, как правило, не очень длинный. Надфили плоского, круглого, ножовочного и всех других типов характеризуются наличием насечки 5 класса. Надфили используются для обработки мелких металлических деталей, с которыми не справляются более грубые и массивные слесарные инструменты.
- Рашпили. От всех остальных типов напильников рашпили отличаются особо длинной частью стального бруса и крупными зубьями на хвостовой части. Существует 3 основных вида такого инструмента: сапожные резчики по металлу, копытные и напильники-рашпили общего назначения. Форма инструмента преобладает круглая и полукруглая с концом разной степени остроты.
Разновидности насечек и их геометрия
Чтобы качественно выполнить работу резчиком по металлу, необходимо определить требуемый вид насечки. Строение и размер зубьев также имеют большое значение при выборе инструмента. Стальные зубчики могут быть нанесены на хвостовую часть стального бруса разными способами:
- фрезерование;
- насекание;
- протягивание;
- течение;
- нарезание.
Наиболее широкое применение в сфере обработки металлических изделий находят резчики по металлу, зубья которых выполнены посредством насечения их на специальных автоматизированных станках. При этом сами насечки могут быть как двойными, так и одинарными.
Двойная представляет из себя две насечки, одна из которых является основной, а вторая – вспомогательной. Относительно друг друга насечки расположены под особым углом, что позволяет производить отточку твердых материалов (металлы и их сплавы).
Геометрия зуба у напильников будет зависеть от количества насечек на теле стального бруса.
Что такое напильник и для чего предназначен
Напильник – это универсальный слесарный инструмент. Позволяет решить целый спектр задач.
- Зачистка деталей от ржавчины.
- Снятие грязи и краски с поверхности деталей.
- Доведение заготовки до необходимого размера.
- Заточка инструмента.
- Зачистка силовых контактов электрооборудования от нагара.
- Шлифовка поверхностей.
Что собой представляет такой инструмент? Это небольшой брусок металла с насечками. На одном конце выполнен хвостовик для ручки из дерева или пластмассы.
При изготовлении напильников ориентируются на ГОСТ 1465–59. Он регламентирует использование в производстве этих изделий определённого вида металла:
- легированной хромистой стали (марки ШХ 15 или 13Х);
- улучшенной нелегированной стали (марки У10А или У13А).
Для качественной обработки металлических деталей существуют напильники по металлу. Виды насечек позволяют решить широкий спектр задач. Это обработка не только высокопрочных сплавов, но и работа с керамикой, пластмассой, деревом, резиной или кожей. Различны и требования к точности и чистоте обработки.
Какую насечку выбрать
- Простая (одинарная). Подойдёт для обработки мягких металлов или пластмасс. Такой материал легко снимается и может быстро забить пространство между насечками. Но только не в этом случае.
- Напильник с перекрёстной или двойной насечкой. Служит для работы с деталями из твёрдых сплавов. Например, чугун, бронза.
- Рашпильная, точечная насечка. По виду зуба такой инструмент называется рашпиль или драчевый напильник. Он всегда большого размера (250–350 мм). Имеет крупную насечку. По форме различают полукруглый, круглый или плоский. Хорош для работы с резиной, кожей, деревом. Для точной обработки и шлифовки не подойдёт.
- Есть дуговой вид насечек напильников. Применяется для обработки деревянных деталей.
ГОСТ 1465–59 регламентирует шесть номеров насечек:
- Крупная. Это № 0 и 1. Используют для грубой обработки поверхности. Такой инструмент, его ещё называют драчевый напильник, за один проход снимает слой толщиной 0.05–0.1 мм. Для точной обработки не подходит.
- Насечка № 2 и 3 позволяет работать точнее. Снимает слой 0.02–0.06 мм. Точность обработки будет соответствовать этому параметру.
- Чистовая подгонка размера возможна насечками № 4 и 5. Здесь возможна точность 0.01–0.005 мм. Именно столько материала снимается с заготовки за один проход инструмента.
Теперь видно, что этим инструментом можно делать довольно много работы. Он неприхотлив и универсален. Незаменим там, где «бессилен» электроинструмент и всегда готов выручить мастера в сложной ситуации.
Как сделать ручку напильника
Ручка инструмента должна быть удобна. Сделать своими руками из дерева просто. Последовательность такая:
- Выстругать или выточить на токарном станке ручку. Размер и форму каждый мастер подбирает индивидуально. Она должна хорошо лежать в руке слесаря. Дерево берётся высохшее, средней плотности, нехрупкое. Оптимальный вариант – сосна.
- Наконец, куда будет вставляться хвостовик напильника, надеть металлическое кольцо. Его можно сделать, отрезав 1 см от трубки подходящего диаметра. Без него, при насаживании ручки на хвостовик, ручка расколется.
- Просверлить отверстие по оси ручки со стороны кольца на глубину равную ¾ длины хвостовика напильника. Сверло должно быть диаметром ½ средней толщины хвостовика.
- Насаживая ручку, следить за совпадением осей двух деталей.
Зачастую приходится обрабатывать фигурные поверхности, с изгибами и острыми внутренними углами. Для выполнения каждой из таких работ выбирают соответствующий инструмент, выпускаемый согласно ГОСТу.
Как выбрать напильник
Выбирая определенный вид ручного напильника, профессионалы рекомендуют обратить внимание на обрабатываемые материалы и рабочие характеристики. В числе значимых параметров – качество зубьев
В числе значимых параметров – качество зубьев.
От него напрямую зависит эффективность работы.
Кроме того, стоит учесть:
— Тип насечек; — Форму рабочего тела; — Длину; — Особенности рукояти или хвостовика.
Читать также: Подставка для сверл своими руками
Размеры должны соответствовать размерам обрабатываемых деталей.
Для габаритных деталей используйте максимальную длину – от 22 до 350 мм, а для небольших – от 150 до 180 мм.
Рукоять должна быть надежной и удобной.
Деревянные ручки считаются менее надежными, более удобны пластик и резина.
Так же, инструменты часто предлагаются без рукояти.
Очень важны такие показатели, как распределение твердости и вязкости.
Вязкость минимальна на поверхности, и максимальна на глубине, а твердость наоборот.
Недостаточная твердость приводит к быстрой потере остроты зубьев, а малая вязкость грозит разрушению насечки при работе.
Поверхностная твердость регламентируется в зависимости от назначения.
Средние показатели по производителям составляют следующие значения для напильников различного вида:
1. Столярно-слесарного назначения – от 64 до 66 HRc;
2. Заточного типа – от 65 до 67 HRc;
3. Рашпили – от 53 до 56 HRc.


Действительное качество проверяется только в процессе использования.
Как выбрать напильник
Инструмент подбирается для конкретной работы. Он должен удовлетворять ряду требований:
- Необходимо соответствие геометрии инструмента и предстоящего дела. Его форма является определяющим признаком. Работа с плоскостями выбирает подобную по очертаниям рабочую часть. При разделке отверстий круглых очертаний действует тот же принцип выбора, для прямоугольных пазов применяют квадратный напильник, пилы затачивают треугольным. Если предстоит создание сложной конфигурации с острыми внутренними углами, то лучше всего подойдёт ромбовидная форма. Эти устройства применяются при обработке зубьев различных шестерней. Обработка поверхности цилиндров большого радиуса изнутри выполняется полукруглыми или овальными инструментами.
- Длина и ширина рабочей части должны соответствовать характеру задачи и учитывать размеры детали. Большие зубья повышают производительность, мелкие зубья обеспечивают повышенную точность обработки.
- Требования к качеству поверхности определяют решение о номере насечки. Для первичной обработки пригодятся драчёвые напильники класса 1 с номерами 0 и 1. Личневые кл. 2 с маркировкой 2 и 3 используются на заключительных этапах. Бархатные 3, 4, 5 и 6 и с нумерованными насечками 4 и 5 выбираются при необходимости получить ювелирное качество изделия.
- Согласованно с материалом, намеченным к обработке, выбирается состав стали, из которой сделан инструмент. Чем выше твёрдость материала детали, тем более углеродистой должна быть сталь. Марка У13 имеет в своём составе 1,3% углерода. Значения показателей твёрдости у напильников для слесарных работ в диапазоне от 64 до 66 HRc, для заточных работ нужны значения от 65 до 67 HRc, у рашпилей для работы с мягким материалом твёрдость от 53 до 56 HRc. Термообработка напильника проводится в режиме, обеспечивающем создание работоспособной поверхности и более мягкой сердцевины. Тем самым обеспечивается прочность устройства на излом. Для работы с высоколегированными сталями и керамикой употребляют напильники с алмазным покрытием рабочей части.

Профессионалы советуют покупать инструмент, произведенный в России. Такая покупка обойдётся значительно дешевле импорта без ухудшения технических свойств. Отличные эксплуатационные показатели регламентируются нормами, прописанными в государственном стандарте ГОСТ 23726-79 «Инструмент металлорежущий и дереворежущий».
ГОСТ 23726-79 Инструмент металлорежущий. Правила приемки
1 файл 1,022.93 KB В арсенале настоящего мастера должна присутствовать вся номенклатура типоразмеров напильников.
Какой драчевый напильник круглый или плоский пригодится дома?
Довольно распространенным вопросом можно назвать то, какой, плоский или круглый инструмент пригодится в быту. Среди широкого многообразия сложно выбрать наиболее подходящий вариант исполнения. Именно поэтому рекомендации по выбору характеризуются следующими особенностями:
- При проведении серьезного ремонта дома следует отдавать предпочтение хорошему набору инструментов. Это связано с тем, что низкокачественная продукция не сможет прослужить в течение длительного периода.
- Если первоначальная задача заключается в изготовлении конструктора для ребенка или других небольших изделий, то можно приобрести недорогие напильники или рашпиль.
В целом можно сказать, что базовым вариантом является плоский напильник. Он подходит для проведения практически всех разновидностей работ.

Назначение напильников
- Плоские напильники позволяют наиболее качественно обрабатывать внутренние и наружные поверхности плоской и выпуклой формы.
- Квадратные предназначены для шлифовки пазов и отверстий прямоугольной и квадратной формы. У этого инструмента имеется и другое название — брусовка. Его стандартная длина — 50 см. Использовать его наиболее целесообразно, когда требуется снять слой металла более 1 мм.
- Напильник трехгранного типа предназначен для шлифовки пазов и отверстий, канавок и внутренних углов.
- С помощью круглого можно обрабатывать поверхности вогнутой формы. Его чаще всего применяют для шлифовки овальных и круглых отверстий.
- Основное назначение специальных напильников — шлифовка зубчатых и наклонных поверхностей, а также углов. Они позволяют делать выборку канавок и узких пазов.
- Самые крупные зубы имеют драчевые напильники, а используют их для предварительной обработки поверхности, поскольку они могут быстро снимать достаточно большой толщины слой — от 0,05 до 0,1 мм. Но имеется у этих напильников большой недостаток, о котором нужно упомянуть — низкая точность. Поэтому после обработки рабочая поверхность приобретает грубый вид.
- Личные напильники используются для выполнения чистовой шлифовки. Они позволяют снимать слой толщиной от 0,02 до 0,06 мм.
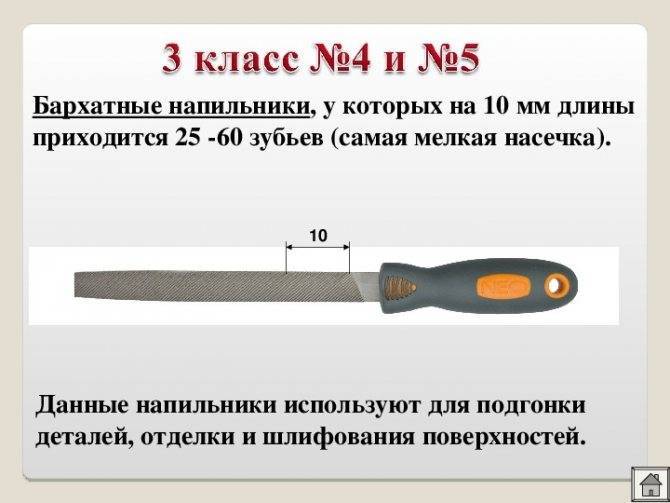
- При помощи бархатных инструментов выполняют завершающую шлифовку изделий. Они позволяют за один проход снимать слой толщиной от 0,01 до 0,03 мм. Достоинством этого инструмента является высокая точность обработки — 0,01 — 0,005 мм.
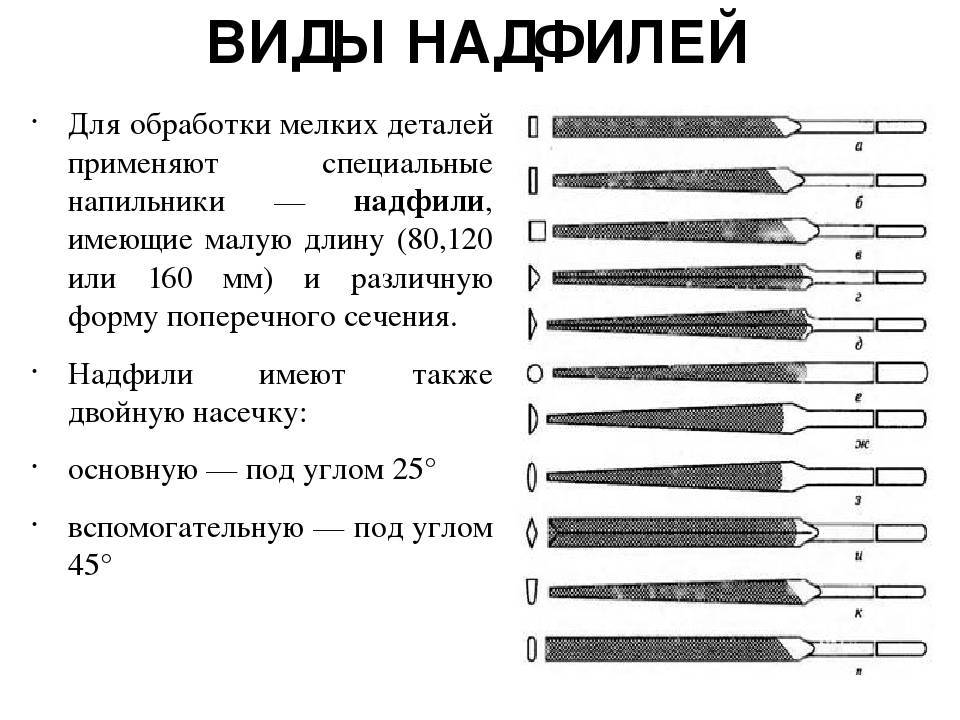
Размеры и формы надфилей
По профилям они подразделяются на различные типы, характеризующиеся отличительными особенностями. Это касается их формы и размеров.
- Клиновидные – в виде остроносого клина с одним ребром и двумя гранями. Используются они для пропиливания мелкихуглов, кастов, крапанов.
- Полукруглые. Одна сторона полукруглая, вторая плоская. На обеих нанесена насечка. Плоской стороной выполняется шлифовка гладких поверхностей, полукруглой – рельефных.
- Ромбические. Они изготовлены в форме ромба. На них два острых и два тупых угла. Последние — рабочая поверхность. Ими шлифуются и выпиливаются всечки с углами.
- Овальные и круглые и остроносые. Насечка нанесена по поверхности. Наконечник острый. Ими выпиливаются сложные рельефные детали.
- Квадратные. На них рабочие поверхности — все рёбра и грани. Ими обрабатываются люфты, углы, прямоугольные пазы.
- Плоские. Напоминают квадратные, но у них две противоположные стороны широкие, две узкие, каждая — рабочая. Характеристики плоских надфилей должны соответствовать ГОСТ 1513-77.
- Остроносые и тупоносые пазовые. Отличительная особенность – закруглённые торцевые действующие грани.
- Разновыпуклые. Форма как у двояковыпуклой линзы. Обе стороны с насечками. Носы у них острые. Их применяют при шлифовке колец на внутренних местах.
- Трёхгранные остроносые. У этих моделей три стороны или грани. Все они действующие.
- Трёхгранные односторонние, имеющие одну рабочую грань.
- Ножевидные. Это плоские модели, по форме напоминают нож.
- Игольчатые. Отличаются длинной рабочей частью. Применяются для самых труднодоступных поверхностей.

Размеры инструментов определяются видом работы. Формы поперечных сечений и мерная длина бывают разными.
Такой напильник не годится для маникюра
Это я хорошо запомнил со школьных лет, когда мы проходили слесарное дело. Нам раздали детали и задания. Нужно было довести заготовки до определенного размера, с помощью измерительных приборов выяснить, на какую величину должна деталь «похудеть». А главное, правильно назвать и выбрать инструмент. Одна девчонка прогуливала труд, пришла, ничего не понимает. Учитель ее спросил, если она потеряет маникюрный набор, можно ли будет использовать напильник? Она ответила: «Да», он говорит: «Ну, попробуй» – и дал ей самый большой напильник, с полметра длиной, она его еле в руках удержала.

Каждый умелец отлично знает всю гамму этих простых, можно сказать дедовских, но необходимых инструментов – напильников. Особенно часто они используются при работе с металлом, в гараже или на даче, при ремонте квартиры. Подгонка деталей по размеру, зачистка от ржавчины, окалины, заусенцев, наконец, шлифование до зеркального блеска, – все эти операции мы выполняем с помощью напильников.

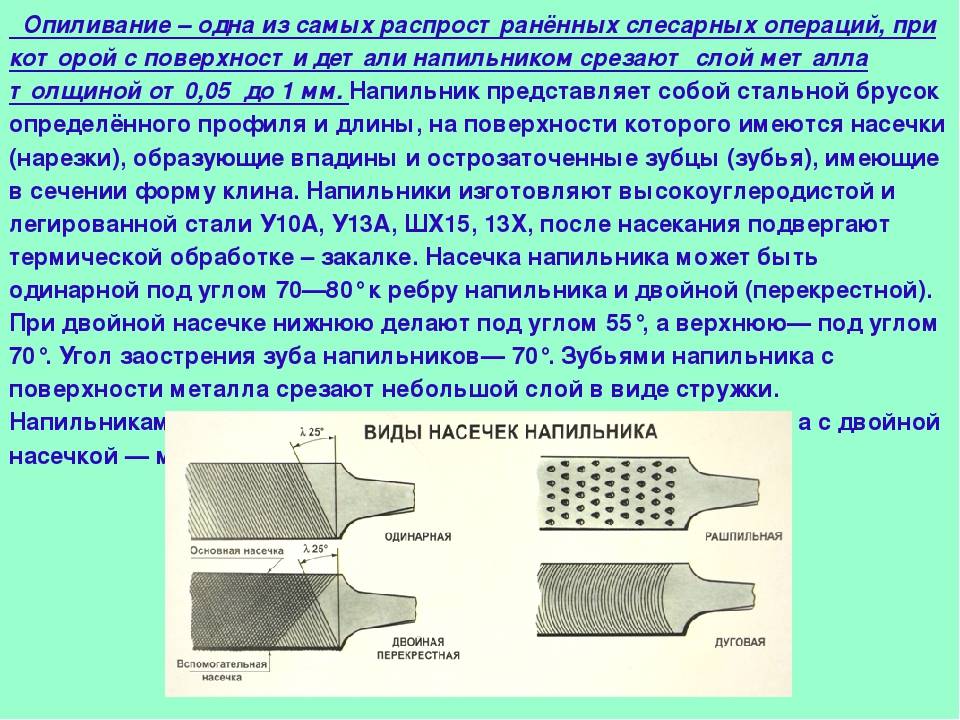
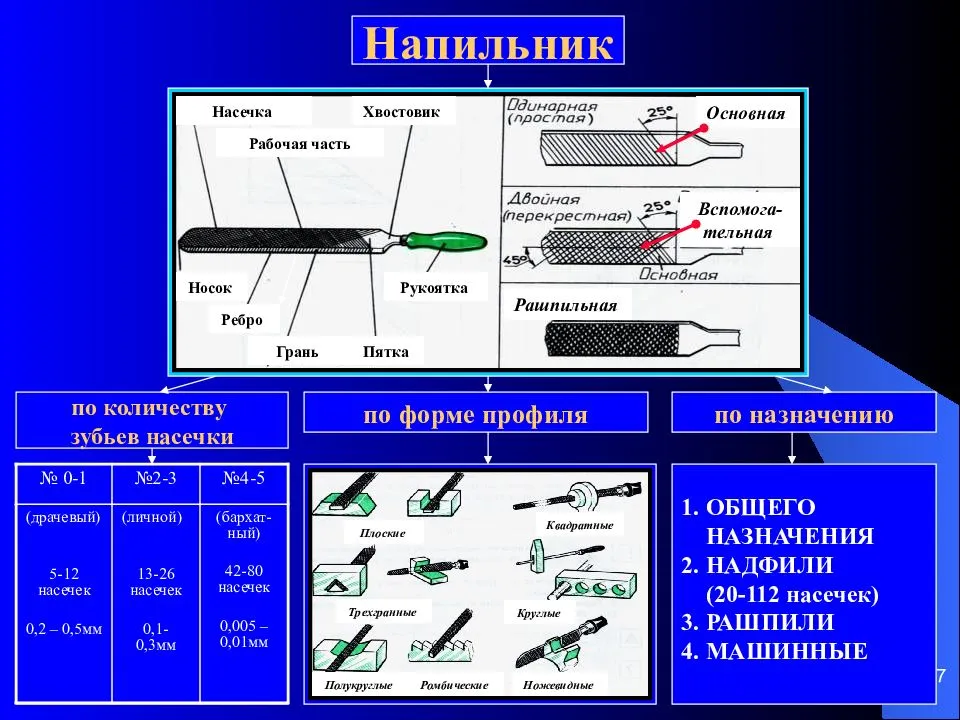
Виды насечек напильников
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2-0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02-0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54-58.
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси. Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876-54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35-40.
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Надфили (ГОСТ 1513-67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54-60.
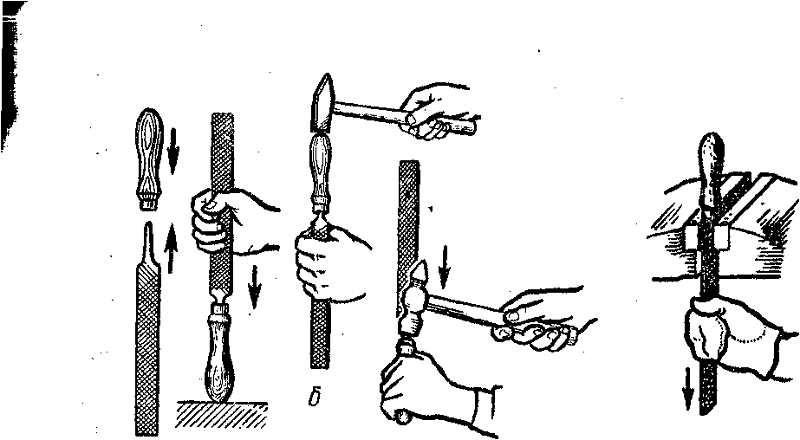
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика. Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3-3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик. Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.

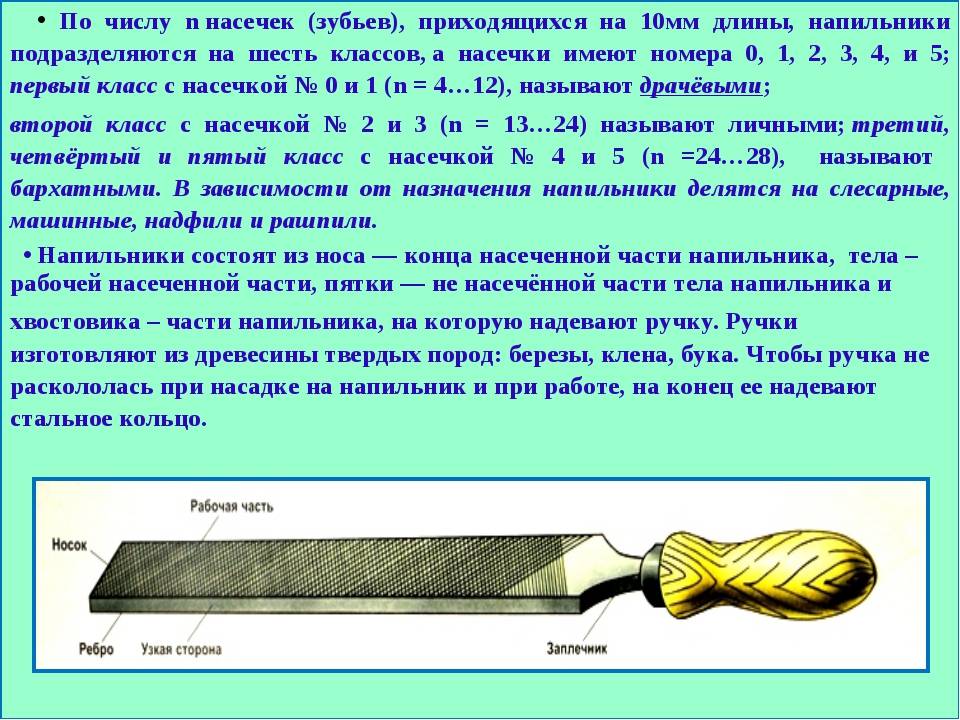



Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
http://100metrov.com.ua/images/napilnikiraznue5.jpg
При этом напильники достаточно широко применяются в разных сферах. Они используются для обработки деталей из дерева, металла и других материалов. Они применяются для заточки цепей или полотен пил. Они бывают полезны при установке и сборке различных конструкций.
Таким образом, ценность и необходимость напильника как инструмента не подлежит сомнению. Именно поэтому попытаемся определиться, как выбрать подходящий экземпляр.





