

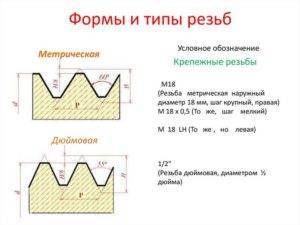
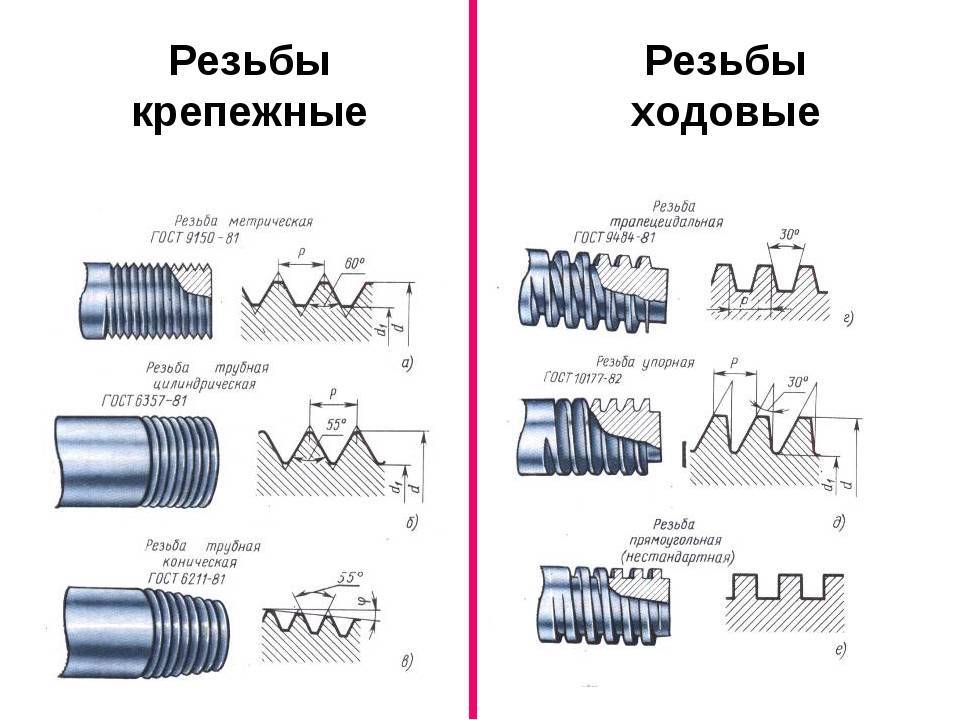
Виды дюймовой резьбы
Среди резьбовых соединений дюймовой размерности выделяют несколько видов, которые отличаются своими техническими характеристиками:
- Цилиндрическая резьба американского стандарта UTS. Изначально она использовалась в США и Канаде, но затем распространилась по всему миру. Среди нескольких типов наибольшей популярностью пользуется UNC – резьба с укрупненным шагом и UNF – мелкая резьба. Имеет угол в 55 градусов при вершине.
- Британская цилиндрическая резьба стандарта BSW или вариант с уменьшенным шагом резьбы BSF. Данный стандарт характеризуется углом при вершине в 55 градусов.
- Для трубных резьбовых соединений используется резьба конической формы NPT, а также цилиндрический вариант NPS со стандартным углом вершины в 55 градусов. В отечественном исполнении данный тип резьбы отвечает ГОСТ 6111-52.
Наибольшей популярностью пользуется резьба унифицированного типа UNC, который встречается на различной технике и оборудовании, производимом не только в США или Канаде, а также Китае и других азиатских странах
Важной особенностью дюймовых метизов является то, что номера ключей для их монтажа и демонтажа отличаются от метрического стандарта
Видео описание
В этом видео показаны особенности нарезки резьбы плашкой:
Клупп – это приспособление для нарезки резьбы в труднодоступных местах. По своему виду он напоминает ключ-вороток, только вместо насадок для болтов в нем имеется отверстие для крепления сменных резцов. Принцип работы клуппа похож на плашку, только вместо целой шайбы он использует ее режущую кромку, а для поворота использует механизм аналогичный ключу воротку. Существуют устройства, которые вместо цельного корпуса используют для поворота разводные или рожковые ключи. Такое приспособление будет стоить ниже, чем цельный клупп с трещоткой, но при их использовании можно получить травму, так как ключ иногда соскакивает.
Пример клуппа с разными головками Источник otk-instrument.ru
Чем отличается метрическая резьба от дюймовой?
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| 1 или 2 | 6.8 |
| 5 | 8.8 |
| 6 | 10.9 |
Дюймовая резьба: таблица размеров, маркировка, ГОСТ
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Выполнение работ
Нарезание внутренней резьбы представляет собой технологический процесс, который проводится в несколько этапов. Пошаговая инструкция:
- Перед тем как правильно нарезать резьбу метчиком, нужно подготовить электроинструмент. Закрепить сверло в патроне дрели или станка. Выставить невысокие обороты. На поверхность сверла нанести специальную смазку.
- Сделать углубление на месте будущего отверстия с помощью молотка, керна, чтобы более точнее расположить сверло. Небольшие заготовки нужно закреплять неподвижно, используя тиски. Перед началом сверления нужно убедиться в том, что сверло расположено перпендикулярно относительно рабочей поверхности.
- После создания отверстия нужно сделать фаску. Для этого используется сверло чуть большего диаметра. Достаточно опустить его на 1 мм.
- Когда отверстие с фаской готово, можно приступать к нарезанию резьбы. Для этого изначально используется метчик 1. С его помощью мастер проводит грубую обработку. Движения не должны быть быстрыми, хаотичными. Нужно делать 2 оборота по ходу резьбы, один против. Движения назад обязательны. Они нужны для удаления металлической стружки.
После проведения работы метчиком 1, нужно переходить ко 2, 3. Процедура повторяется. Нельзя выполнять движения вперед после появления сложностей с поворотом инструмента.
 Нарезка внутренней резьбы метчиком
Нарезка внутренней резьбы метчиком
Как и чем выполняется?
Перед тем как детально ознакомится с методиками и инструментами для нарезки, следует разобраться, что подразумевается под этим процессом.
Нарезание внутренней резьбы – это специальная механическая обработка заготовки с целью получения нарезки во внутренней ее части. Заготовкой может быть труба или цилиндр. Для создания внутренней резьбы применяется специальный резьбой инструмент – метчик.
В процессе нарезки трубка или цилиндр приобретают выступы-витки и специальные канавки, которые закручиваются в спираль и чередуются друг с другом.
Для того, чтобы цилиндр или трубка с нарезами была правильно закреплена, применяются:
- гайки;
- болты;
- трубопроводные элементы, отличающиеся разъемным соединением;
- прочие детали механизмов и техники.
При создании резьбы используется специальный резьбовой инструмент. При начертании схематического изображения внутренней резьбы на чертежах обозначение точного количества витков затруднительно, и занимает много времени.
 Муфта с внутренней резьбой
Муфта с внутренней резьбой
Поэтому в рамках чертежа цилиндр или трубка с внутренней нарезкой изображаются условно в независимости от особенностей профиля:
- расположенная на стержне – обозначение с помощью сплошных основных линий;
- расположенная во внутреннем диаметре – обозначение с помощью сплошных тонких линий с учетом всей длины с фаской;
- если цилиндр или трубка с внутренней резьбой проецируются в рамках чертежа на плоскость, то обозначение внутреннего диаметра выполняется тонкой линией или дугой равной ¾ окружности цилиндра;
- сплошная тонкая линия, пересекающая цилиндр или трубку на схематическом изображении наносится на расстоянии не менее 0,6 мм от основной линии. Правильно выполненное обозначение – это когда тонкая линия не превышает размер шага резьбы;
- сбег обозначается с помощью тонких линий, которые проводятся под углом в 30° по отношению к центру оси;
- если внутренняя резьба, которой обладает цилиндр или трубка должна быть обозначена на схематическом изображении как невидимая, она обозначается штриховыми линиями с ориентировкой на внутренний диаметр;
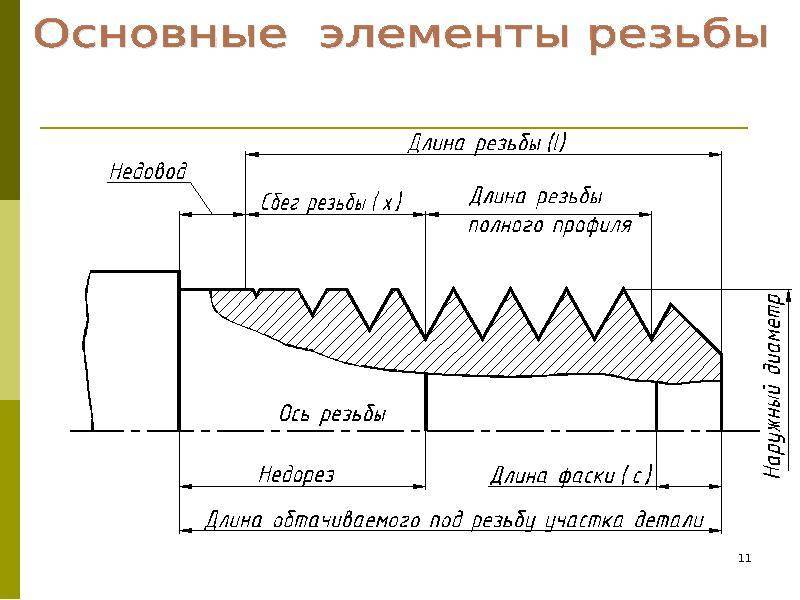
- длина внутренней резьбы включает в себя сбег и фаску, как правило, на чертеже указывается только один параметр длины с учетом всего профиля;
- при обозначении многоходной резьбы обозначению подвергается ход, при этом в скобках указывается размер шага и его значение.
Виды инструмента
Выполнять нарезку можно, используя инструменты различных типов. Это может быть:
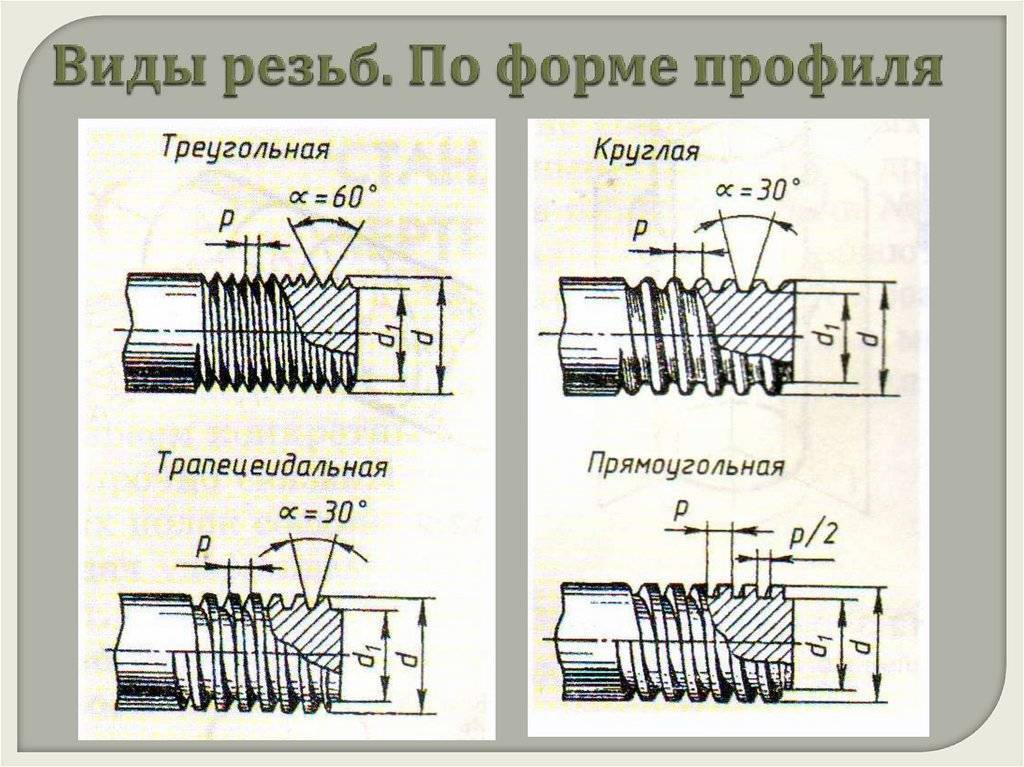
- Внутренний резьбовой инструмент может правильно нарезать квадратную, треугольную, круглую или трапецеидальную нарезку. Инструмент отличается скошенными гранями, что при осуществлении нарезки помогает избежать трения боковых граней со стенками создаваемой резьбы.
- Токарный резец также может быть использован для нарезки трубного соединения внутреннего типа. Он включает в себя главную и вспомогательную режущую кромку. Резьбовой инструмент отличается простотой крепежа и может быть проходным, отрезным, фасонным и расточным.
- Резец фасочного типа предназначается для снятия внутренней фасочной нарезки со сложной формой.
- Мечник предназначается для внутренней нарезки в домашних условиях. Работа выполняется с помощью специальной плашки, изготовленной с применением твердого сплава и выполненной в виде гайки, оснащенной режущими канавками
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
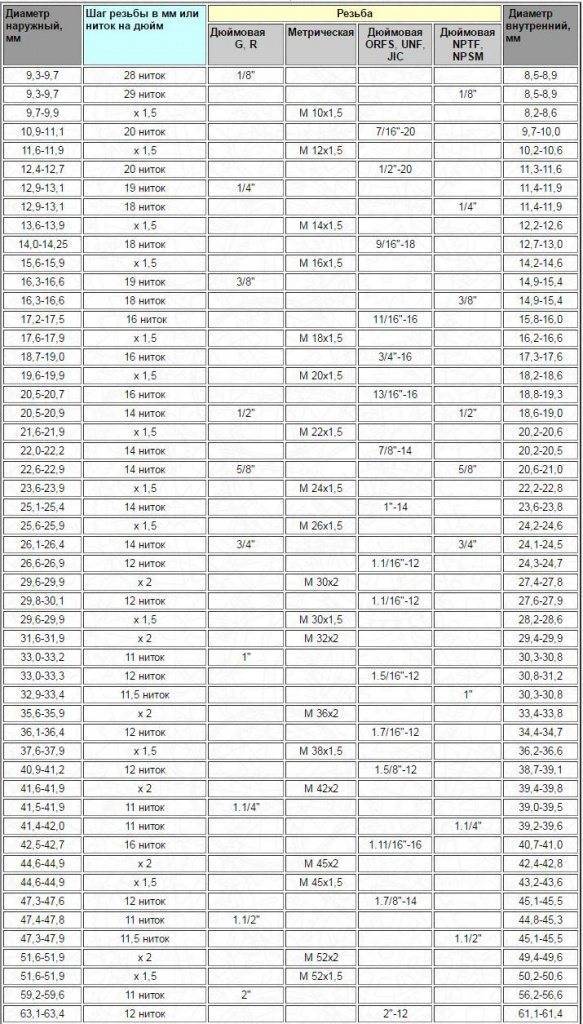
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.




Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
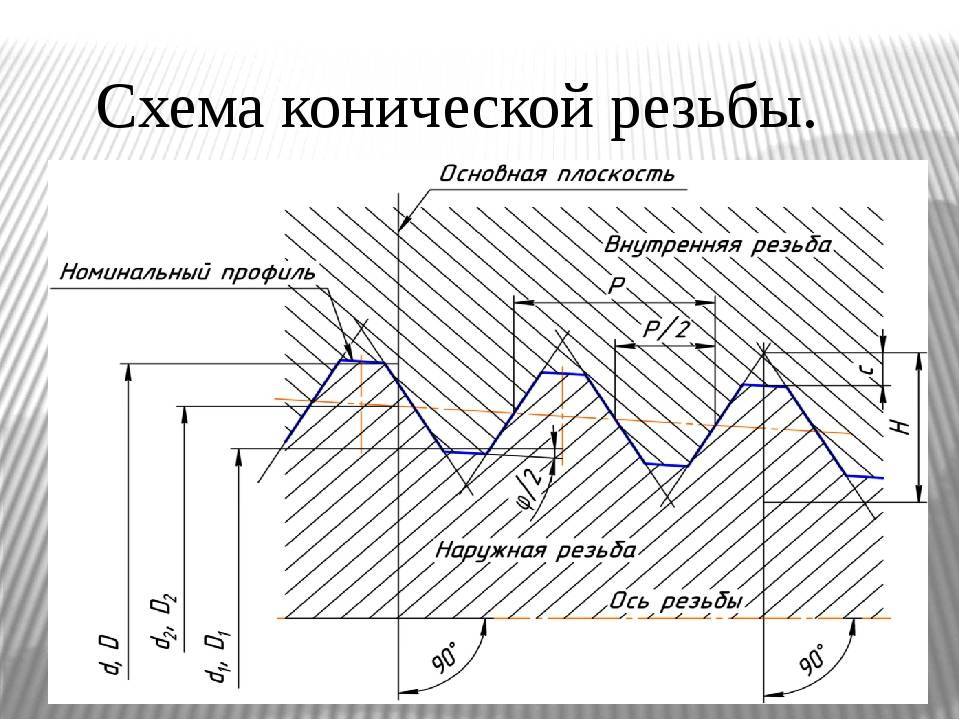
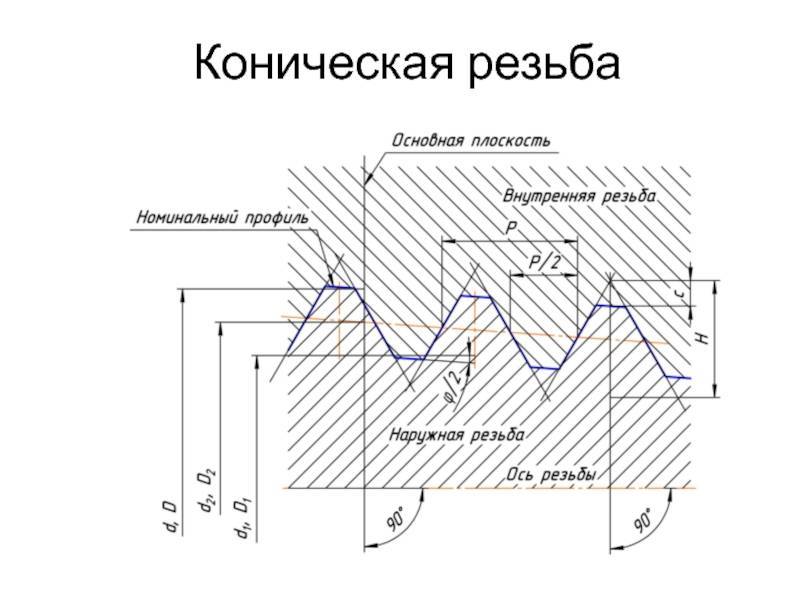
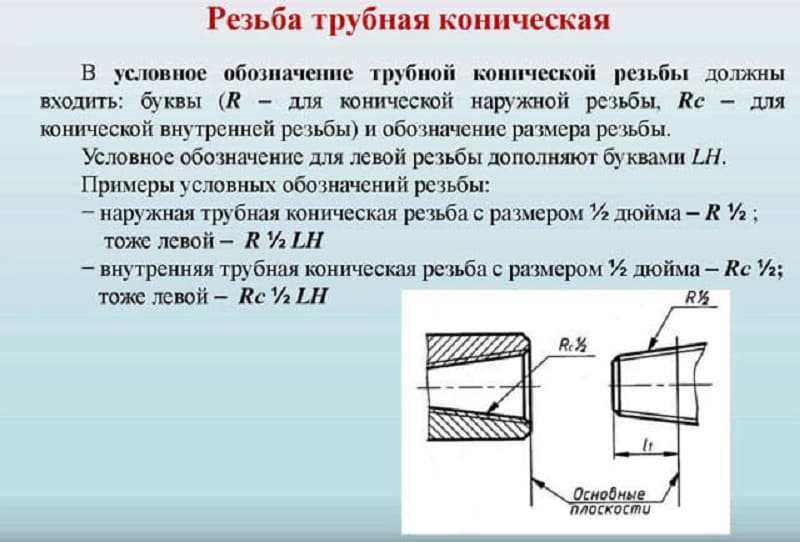
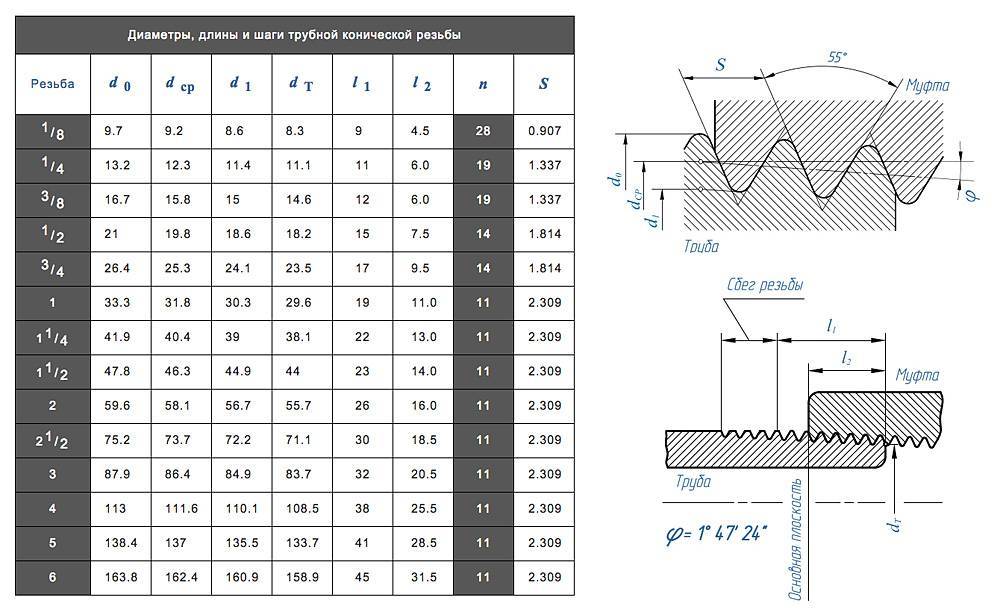
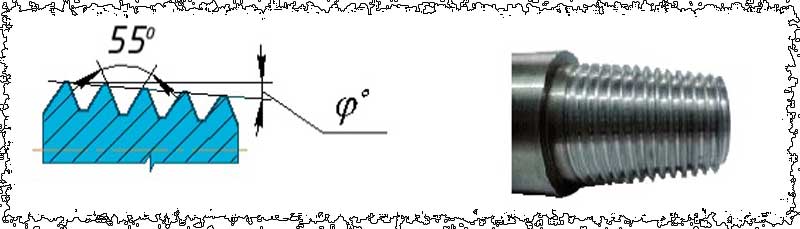
Параметры конической трубной резьбы
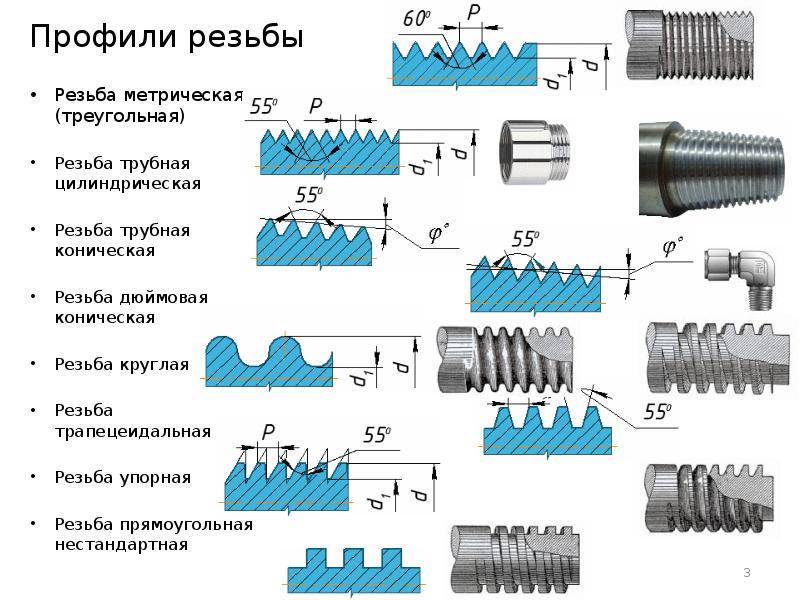
Данный вид соединений обозначается исключительно в дюймах. Указываются значения в целых и дробных частях. Профиль конической трубной резьба отличается от стандартного дюймового аналога. Угол при вершине составляет 55° в первом случае и 60° во втором. В отдельных случаях допускается соединения обоих видов. Условия определены в ГОСТ 6211–81. В § 4.7 сказано, что в этом случае можно использовать наружную трубную коническую резьбу совместно с цилиндрической внутренней. Номинальные значения должны совпадать. Например, диаметр 1½ должен быть одинаковым у обеих деталей. Внутренняя трубная дюймовая коническая резьба не соединяется наружным цилиндрическим элементом.
Этот параметр одинаков для всех видов конической трубной резьбы, а вот шаг существенно отличается. Исторически принято измерять его в количестве ниток на дюйм. Но в процессе эволюции производства некоторые значения не соответствуют указанным данным. Поэтому вся дюймовая резьба сегодня имеет расшифровку в привычных европейских стандартах. Метрическая система измерения гораздо удобнее в работе.
Ниже указаны соответствия дюймовых номиналов аналогам в мм:
- ⅛ — 28 (число ниток на дюйм), 0,907 мм;
- ¼ — 19, 1,337 мм;
- ⅜ — 19, 1,337 мм;
- ½ — 14, 18,14 мм
- ¾ — 14, 18,14 мм
- 1 — 11, 23,09 мм
- 1¼ — 11, 23,09 мм
- 1½ — 11, 23,09 мм
- 2 — 11, 23,09 мм
У конической трубной резьбы различают три диаметра: наружный, внутренний и средний. Чертеж соединения выполнен в виде трапеции. Ее основание — наружная резьба, вершина внутренняя. Среднее значение вычисляется математически. Оно примерно соответствует размерам обычной цилиндрической дюймовой резьбы
Это важно знать при совмещении различных типов соединения. То есть, когда конусная деталь вкручивается в обычную дюймовую резьбу, то вначале вращения соединение получается прослабленное
К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом. Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру.
Следует знать, что при подготовке деталей к обработке необходимо учитывать припуски. Делая конус на входящей детали ориентируются на наружное значение диаметра по таблице. Затем проверяют длину заготовки и лишь потом делают нужный уклон. На токарном станке выставляют угол на верхней каретке суппорта. Второй вариант — использование фасонного резца. В обоих случаях придется делать ручную настройку, и точно выставить режущий инструмент сложно, поэтому обязательно проверяют угол специальным калибром.
Угол вершины профиля 55° выбран не случайно. Это гарантирует лучшую герметизацию соединения. При закручивании происходит притирка деталей с легким заминанием профиля. Однако применять силу при сборке не рекомендуется. Конусность деталей приводит к тому, что вектор нагрузки направлен наружу. Деталь может просто разорвать при избыточных усилиях. Особенно, если толщина элемента с внутренней резьбой небольшая. Не рекомендуется применять технологию на тонкостенных латунных и алюминиевых деталях. Об этом нужно помнить, когда решено сочетать трубную коническую и трубную цилиндрическую резьбу, которая не рассчитывалась при производстве на такой вид нагрузки.
Классы точности и правила маркировки дюймовой резьбы
Дюймовая резьба по ГОСТу может соответствовать одному из классов точности: 1, 2 или 3. Соседнее место с цифрой, обозначающей класс точности, занимает буква А (соответствует наружной резьбе) или В (внутренней). Отметим, что 1-му классу точности соответствуют самые грубые резьбы, а 3-му самые точные, именно к ним предъявляются наиболее жесткие требования.
Понять, каким параметрам соответствует конкретный резьбовой элемент, необходимо разобраться с обозначениями, которые на него нанесены. В маркировке имеется следующая информация:
- номинальный размер дюймовой резьбы;
- число витков на дюйм длины;
- группа;
- класс точности.
Маркировка наносится на саму деталь или упаковку с деталями и представляет собой буквенно-числовой код следующего вида T1 T2 X Y1 Y2 — Z.
Этот код расшифровывается следующим образом.
- Т1 — параметр говорит о категории резьбовой запчасти и может иметь несколько значений: М (метрическая резьба), МК (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая).
- Т2 — обозначает внешний диаметр запчасти, для дюймовых резьб указывается в дюймах.
- Х — символ-разделитель, который не несет смысловой нагрузки, но обязателен к нанесению по ГОСТу.
- Y1 — ширина резьбового шага, которая даже на дюймовых резьбах указывается в миллиметрах. В редких случаях параметр может указываться в дюймах, но тогда рядом с числом ставятся две насечки, которые говорят, что перед нами дюймы.
- Y2 — направление резьбового винта. Есть резьба левая, параметр обозначают как LH. Если правое — его пропускают.
- — тоже относится к символам-разделителям, который отделяет главную часть кода от параметра Z.
- Z — параметр, который указывает на класс точности резьбы. Может принимать вид обозначений 4k, 6h, 6E, 8G, 8D и др.
Пример условного обозначения дюймовой резьбы
Расшифровка маркировки дюймовой резьбы
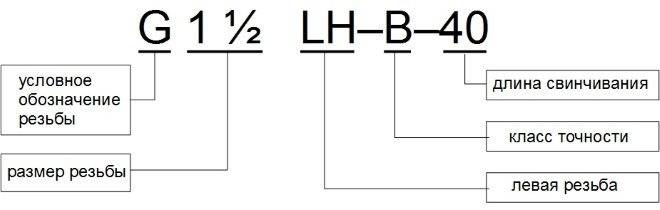
Обозначение дюймовой резьбы в технической документации разберем на примере маркировки G 2” LH-2-40.
- G — показывает, что резьба трубная цилиндрическая.
- Цифра 2 указывает на размер наружного диаметра в дюймах.
- LH — эти буквы говорят о том, что резьба левая.
- Цифра 2 информирует о классе точности.
- Цифра 40 указывает на длину завинчивания.
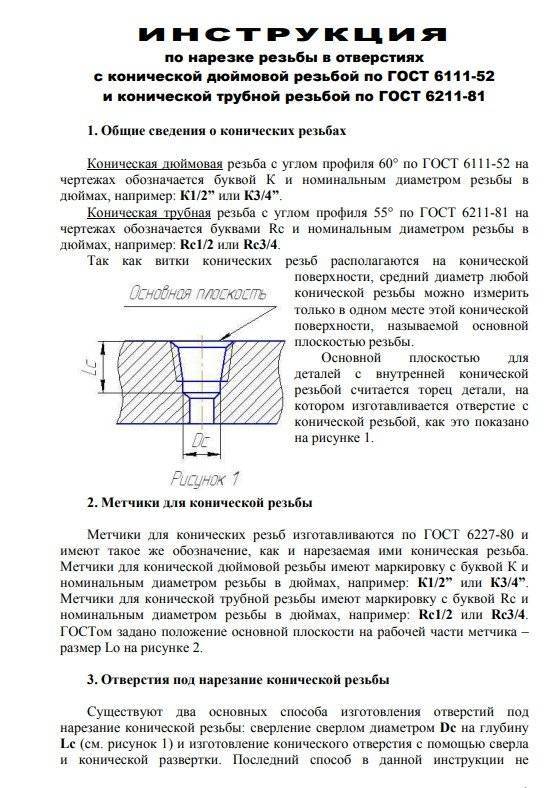
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
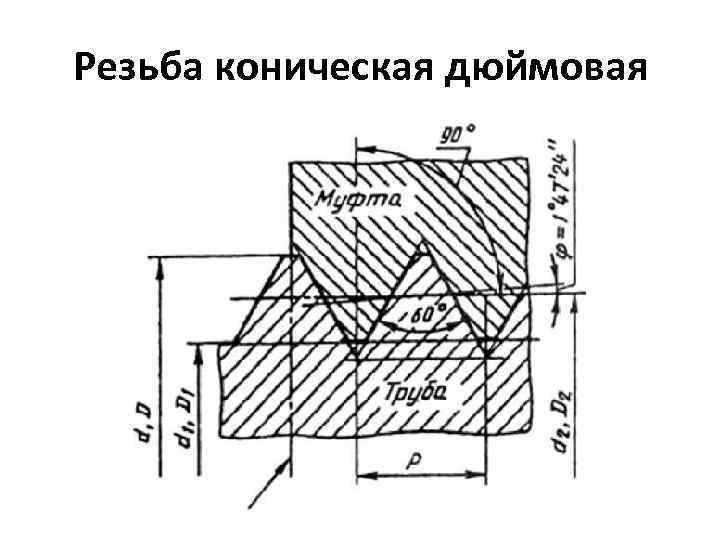
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60° | ГОСТ 6111-52* Взамен ОСТ 20010-38 |
Утвержден Управлением по стандартизации при Совете Министров Союза ССР 10 января 1952 г. Срок введения установлен
с 01.10.52
Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечание.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
2. (Исключен, Изм. № 2).
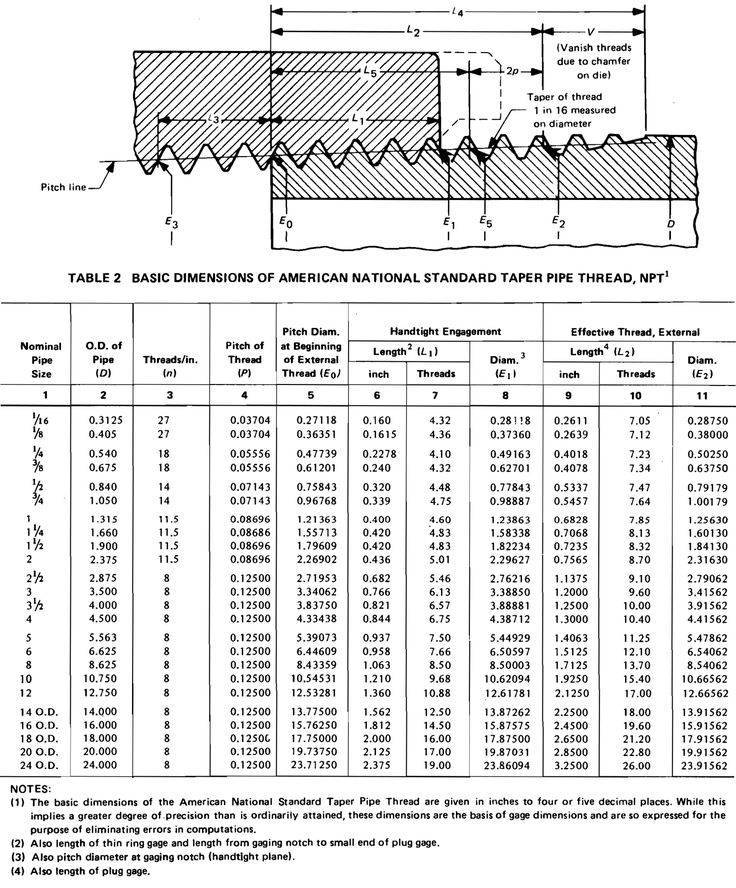
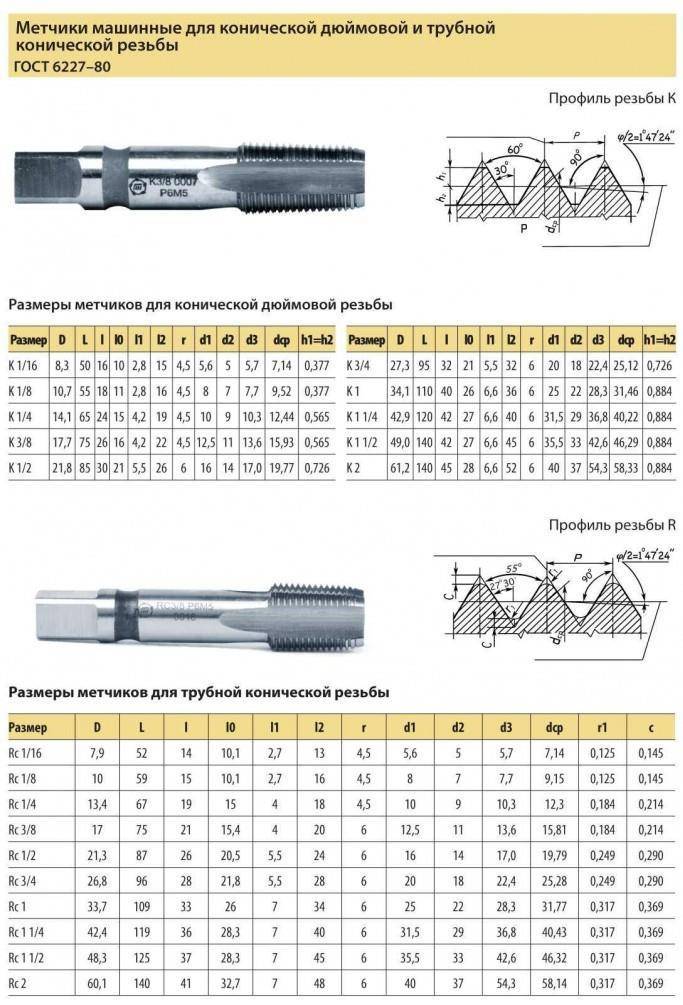
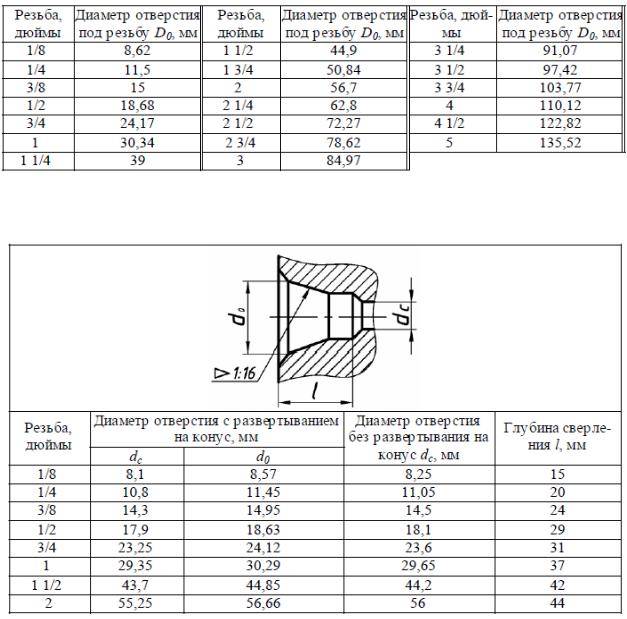
I. РАЗМЕРЫ
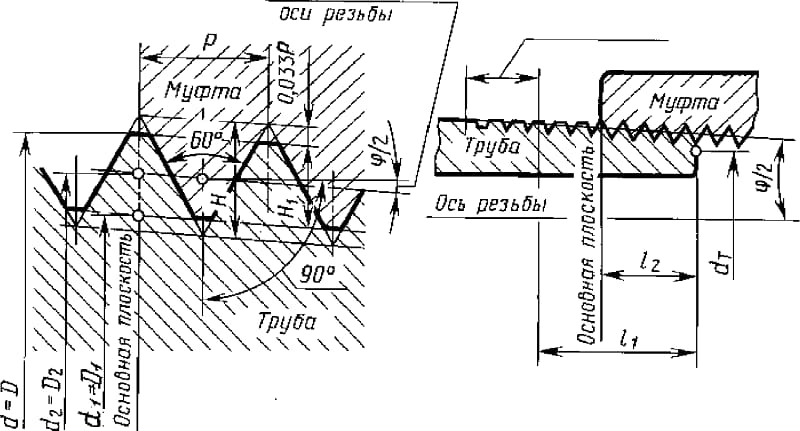
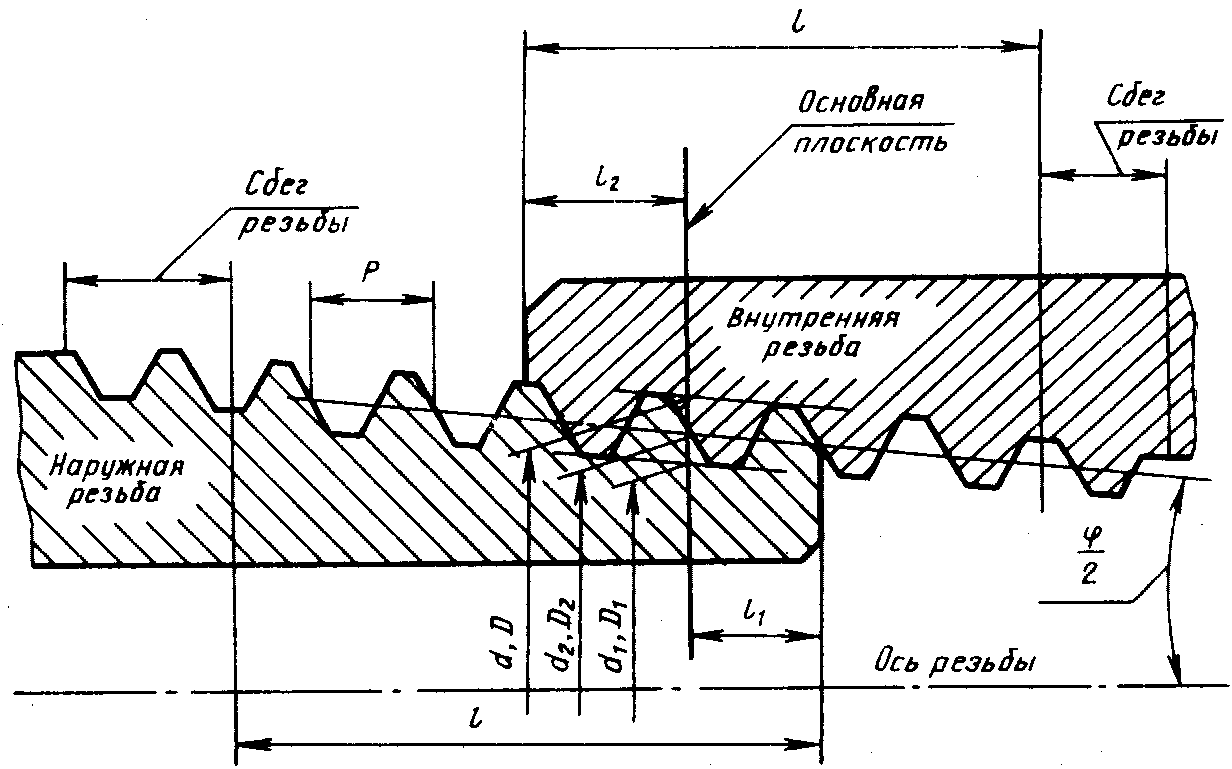
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Таблица 1
| Обозначение, размера резьбы | Число ниток на 1¢¢ | Размер в мм | |||||||
| Шаг резьбы | Длина резьбы | диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||||
| рабочая | от торца трубы до основной плоскости | ||||||||
| средний | наружный | внутренний | |||||||
| дюймы | n | Р | l 1 | l 2 | d 2=D 2 | d =D | d 1=D 1 | dT | H |
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | 0,753 |
| ¼ | 18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | 1,129 |
| ½ | 14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 |
| ¾ | 14 | 1,814 | 14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | 1,451 |
| 1 | 11½ | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 |
| 1¼ | 11½ | 2,209 | 18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | 1,767 |
| 1½ | 11½ | 2,209 | 18,5 | 10,668 | 46,287 | 48,054 | 44,520 | 43,853 | 1,767 |
| 2 | 11½ | 2,209 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | 1,767 |
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.



2. Размер dT
справочный.
3. Вместо резьбы 1/16¢¢ допускается применять резьбу М6´1 коническую по ГОСТ 19853-74.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер l
2 (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеровl 1—l 2.
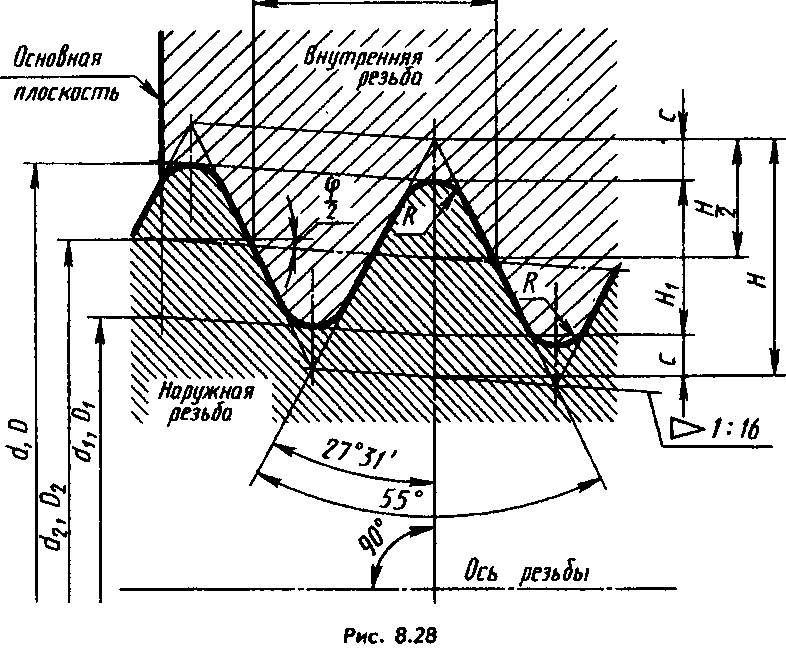
Черт. 1
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
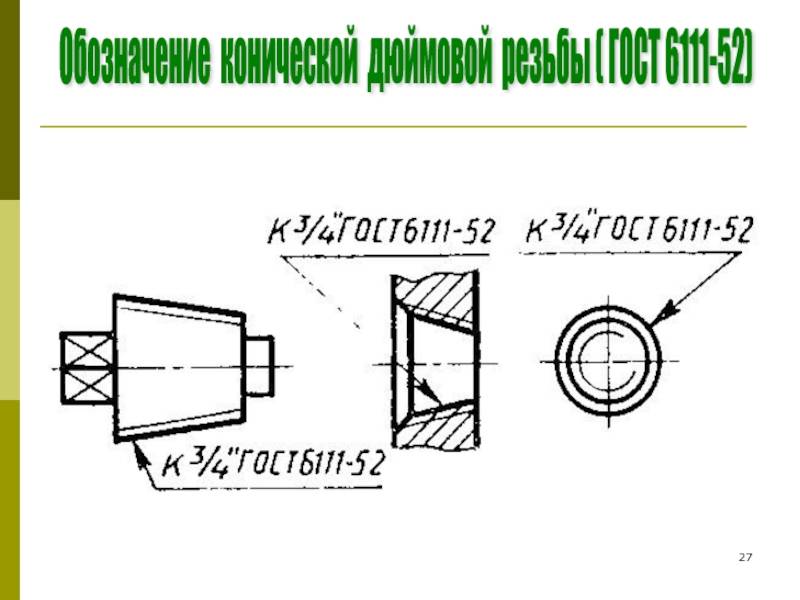
Условное обозначение конической резьбы 3
4¢¢К
3 4¢¢ГОСТ 6111-52(Измененная редакция, Изм. № 2).
II. ДОПУСКИ
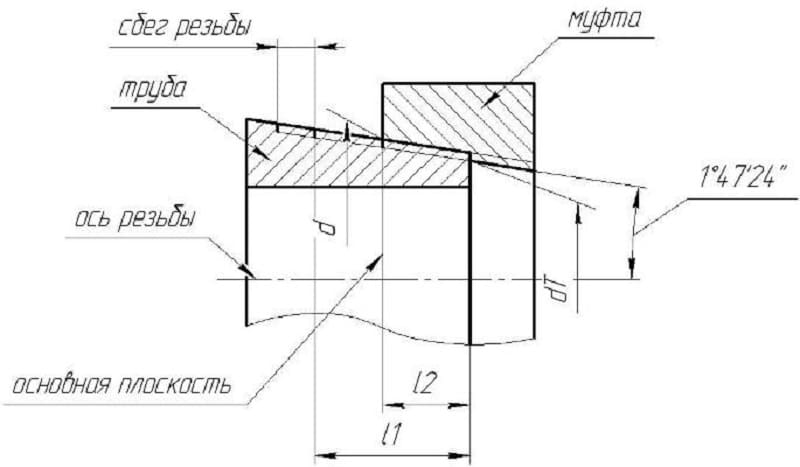
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы Dl
2 (черт. 2) относительно номинального расположения не должно превышать±Р (шаг резьбы).
Черт. 2
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты Dl
2 (черт. 3) относительно номинального расположения не должно превышать±Р (шаг резьбы).
Черт. 3
(Измененная редакция, Изм. № 1, 2).
4. Разность размеров l
1-l 2 должна быть не менее разности указанных в табл. 1 номинальных размеровl 1 иl 2.
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh
1 и dh 2 по черт. 4) не должны превышать:
Таблица 2
| Обозначение размера резьбы | h 1=h 2=1/2H 1 | dh 1=dh 2 |
| мм | ||
| 1/16 и 1/8¢¢ | 0,3765 | -0,045 |
| 1/4 и 3/8¢¢ | 0,5645 | -0,065 |
| 1/2 и ¾¢¢ | 0,7255 | -0,085 |
| 1 — 2¢¢ | 0,8835 | -0,085 |
Черт. 4
(Измененная редакция, Изм. № 2).
6. Отклонения половины угла профиля, угла уклона (j/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать:
Таблица 3
| Обозначение размера резьбы дюймы | Предельное отклонение | ||||
| половины угла профиля | угла уклона | по шагу резьбы | |||
| для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
| мм | |||||
| 1/16 и 1/8¢¢ | ±1° | +12¢ | -12¢ | ±0,02 | ±0,04 |
| -6¢ | +6¢ | ||||
| 1/4 — 2¢¢ | ±45¢ | +10¢ | -10¢ | ||
| -5¢ | +5¢ |
(Измененная редакция, Изм. № 1, 2).
Особенности дюймовой конической резьбы
Дюймовая коническая резьба нашла своё применение в промышленном секторе Европы и США. Этот вид нарезки используется для изготовления муфт, угольников, тройников, контргаек и иных трубных соединений. Благодаря своей прочности, коническая резьба применяется в производстве шестерней для компаса, винтовых конструкций и креплений для создания сантехнического оборудования, бытовой техники и вычислительных машин, включая ПК.
Эта разновидность нарезки обладает следующими особенностями:
- вершины и витки дюймовой конической резьбы обрезаны или притуплены, что обеспечивает лучшую непроницаемость;
- угол профиля является константой и равняется 55°;
- конусная поверхность всегда находится под углом и отклоняется в пропорции равной 1:16;
- максимальный диаметр конуса равен 6’’;
- вершины треугольника резьбы всегда обрезаны или притуплены;
- основные параметры нарезки (внешний, внутренний и средний диаметры, ход и шаг) являются табличными величинами.
Этот вид не может объединяться с цилиндрическим видом резьбы, создавая особые соединения. Это обусловлено разными значениями углов профилей. Если угол дюймовой конической резьбы равняется 55°, то угол цилиндрической нарезки по стандарту равен 60°.
Это свойство обусловлено конусной формой винтовой поверхности. Во время натяжения витки уплотняются, образуют прочное, непроницаемое соединение и герметизируют внешние впадины труб и крепительных конструкций. Эта особенность автоматически исчезает при демонтаже или повторном создании витков.
Большая часть параметров дюймовой конусной резьбы обозначена в специальных нормативных справочниках, где в табличной форме записаны размеры и другие технические характеристики. Разработка всех деталей и зазоров должна выполняться в рамках установленных значений. В противном случае конструкции не смогут крепко совместиться друг с другом. Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.
https://youtube.com/watch?v=oan1ftAb-5s
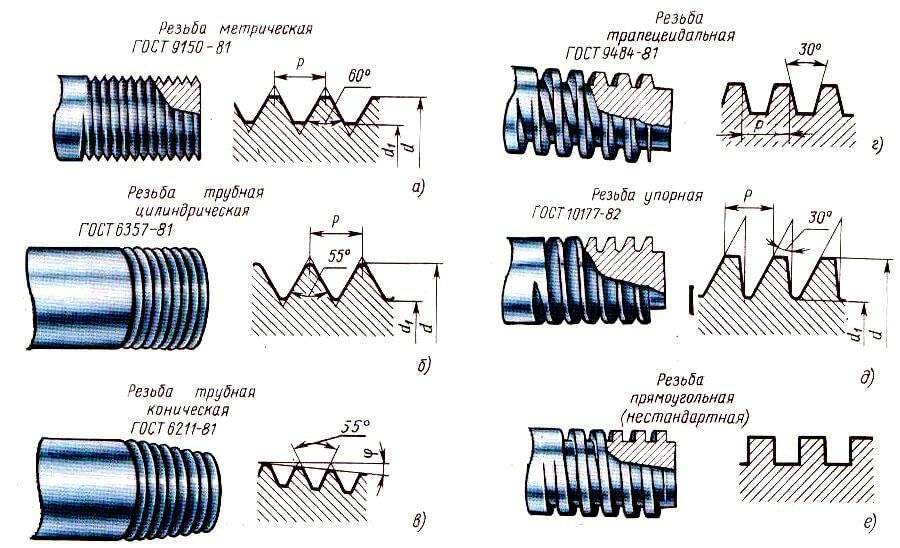
Трубная цилиндрическая резьба. ГОСТ 6357 — 81
Единица измерения параметров: Дюйм
Направление: Левая
Класс точности: Класс А (повышенный), Класс В (нормальный)
Данный тип резьбы используется как в самих трубах так и элементах трубных соединений: контргайках, муфтах, угольниках, тройниках (см. картинку выше
). В сечении профиля мы видим равнобедренный треугольник с углом 55 градусов и закруглениями на вершинах и впадинах контура, которые выполняются для высокой герметичности соединения.
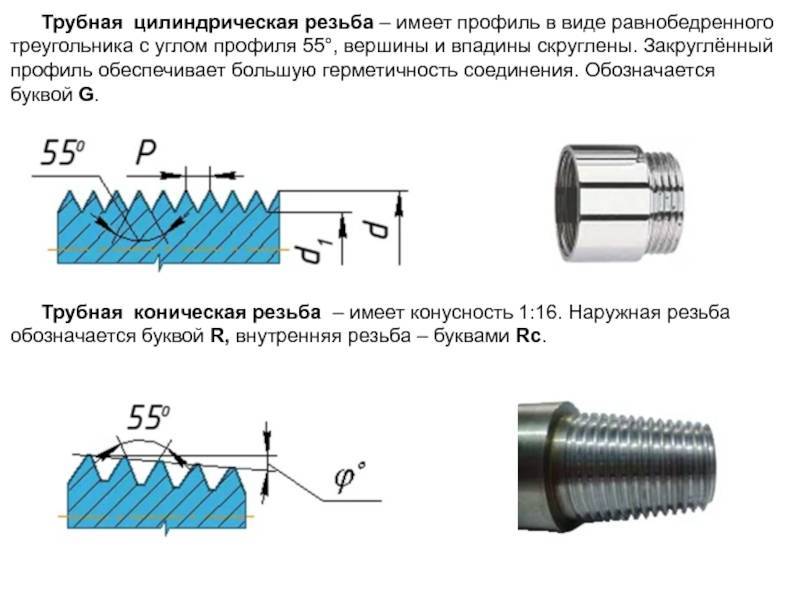
Нарезка резьбового соединения осуществляется на размерах до 6”. Все трубы большего размера для надежности соединения и предотвращения разрыва фиксируют сваркой.
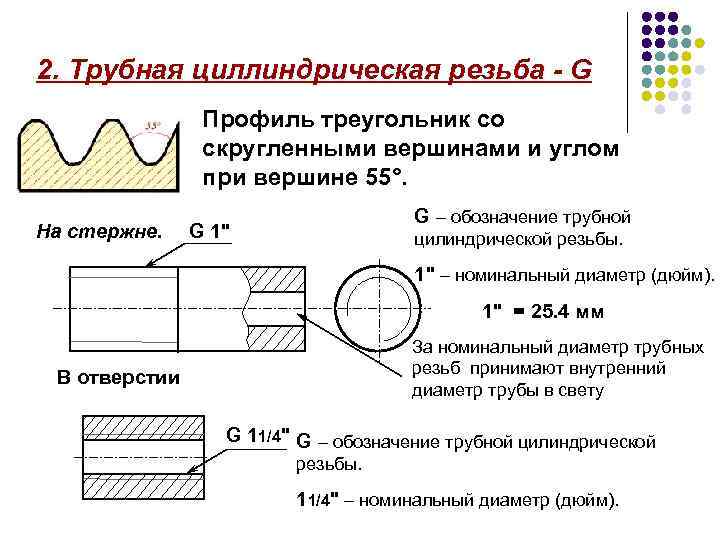
Условное обозначение в международном стандарте
Международная: G
Япония: PF
Великобритания: BSPP
Указывается буква G и диаметр проходного отверстия (внутр. Ø) трубы в дюймах. Наружный диаметр непосредственно резьбы в обозначении не присутствует.
Пример:
G 1/2 — резьба трубная цилиндрическая наружная, внутренний Ø трубы 1/2». Наружный диаметр трубы составит 20,995 мм, кол-во шагов на длине 25,4 мм будет равно 14.
Также может быть обозначен класс точности (А,В) и направление витков (LH).
Например:
G 1 ½ — В — резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В.
G1 ½ LH- В — резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В, левая.
Длина свинчивания обозначается последней в мм: G 1 ½ -В-40.
Для внутренней трубной цилиндрической резьбы будет обозначен только Ø трубы для которой предназначено отверстие.
Таблица размеров трубной цилиндрической резьбы
| Размер резьбы | Шаг резьбы, мм | Число ниток на дюйм | Диаметры резьбы | ||
| Ряд 1 | Ряд 2 | d=D | d2=D2 | d1=D1 | |
| 1/16″ | 0,907 | 28 | 7,723 | 7,142 | 6,561 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||
| 1/4″ | 1,337 | 19 | 13,157 | 12,301 | 11,445 |
| 3/8″ | 16,662 | 15,806 | 14,950 | ||
| 1/2″ | 1,814 | 14 | 20,955 | 19,793 | 18,631 |
| 5/8″ | 22,911 | 20,749 | 20,587 | ||
| 3/4″ | 26,441 | 25,279 | 24,117 | ||
| 7/8″ | 30,201 | 29,0З9 | 27,877 | ||
| 1″ | 2,309 | 11 | 33,249 | 31,770 | 30,291 |
| 1⅛» | 37,891 | 36,418 | 34,939 | ||
| 1¼» | 41,910 | 40,431 | 38,952 | ||
| 1⅜» | 44,323 | 42,844 | 41,365 | ||
| 1½» | 47,803 | 46,324 | 44,845 | ||
| 1¾» | 53,746 | 52,267 | 50,788 | ||
| 2″ | 59,614 | 58,135 | 56,656 | ||
| 2¼» | 65,710 | 64,231 | 62,762 | ||
| 2½» | 75,184 | 73,705 | 72,226 | ||
| 2¾» | 81,534 | 80,055 | 78,576 | ||
| 3″ | 87,884 | 86,405 | 84,926 | ||
| 3¼» | 93,980 | 92,501 | 91,022 | ||
| 3½» | 100,330 | 98,851 | 97,372 | ||
| 3¾» | 106,680 | 105,201 | 103,722 | ||
| 4″ | 113,030 | 111,551 | 110,072 | ||
| 4½» | 125,730 | 124,251 | 122,772 | ||
| 5″ | 138,430 | 136,951 | 135,472 | ||
| 5½» | 151,130 | 148,651 | 148,172 | ||
| 6″ | 163,830 | 162,351 | 160,872 |
Как определить шаг дюймовой резьбы
Привожу для вас картинку из англоязычного интернета, которая наглядно демонстрирует методику. Трубная резьба характеризуется не размером между вершинами профиля, а количеством витков на 1 дюйм вдоль оси резьбы. В помощь обычная рулетка или линейка. Прикладываем, отмеряем один дюйм (25,4мм) и считаем визуально число шагов.
На картинке с примером (см. выше
) threads — с английского это буквально «нитки резьбы». В данном случае их 18 шт. на один дюйм.
Ещё проще, если в вашем ящике с инструментом завалялся резьбомер для дюймовой резьбы. Измерения проводить очень удобно, но необходимо помнить, что дюмовые резьбы могут отличаться по углу вершины 55° и 60°.
| Шаг резьбы Р, мм | Число ниток на дюйм |
| 0.907 | 28 |
| 1,337 | 19 |
| 1,814 | 14 |
| 2,309 | 11 |





