

Полярность при работе полуавтоматом
Отличительная особенность полуавтоматических аппаратов – подача присадочной проволоки в автоматическом режиме, с фиксированной скоростью. Понятно, что в этом случае шовный валик получается аккуратным, ровненьким, ведь металл проплавляется равномерно. Для генерации тока используют инвертор – компактный преобразователь с электронной начинкой, дополнительными функциями, облегчающими процесс сварки.
Специфика автоматической сварки предусматривает несколько режимов работы оборудования:
- на открытом воздухе с присадкой, образующей шлаковый слой;
- с использованием проволоки, содержащей флюсы;
- в среде защитного газа, покрывающего рабочую зону.
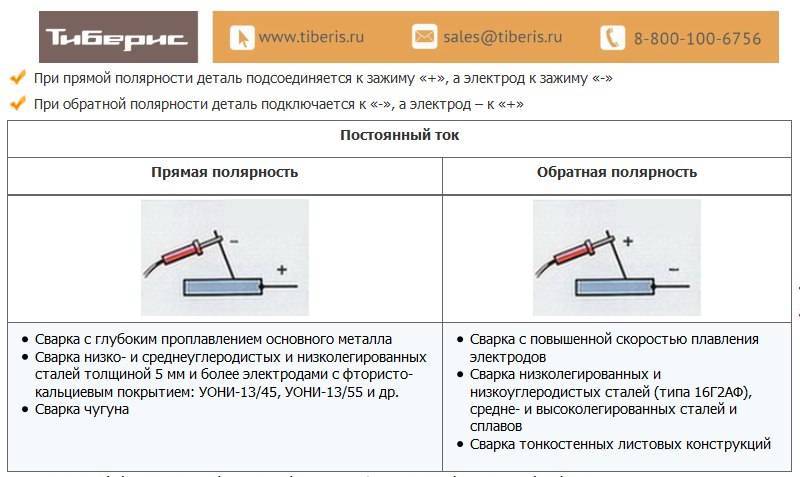
Подключение клемм зависит от вида режима. Прямая подходит для обычной порошковой проволоки. На обратную переходят:
- применяя защитный газ, ионизированные молекулы отлично пропускают электроны, дуга быстро разгорается;
- используя флюсовую присадку, тепло концентрируется на кончике наплавки, флюс выгорает полностью, формируется однородный диффузный слой.
Работая с современным сварочным оборудованием, при обратном подключении клемм можно скорректировать стабильность горения дуги.
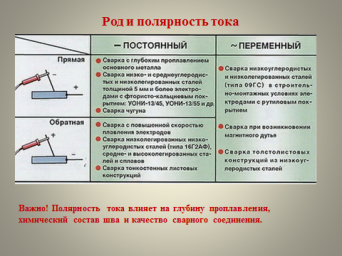
Зная особенности работы на переменном токе, можно подобрать режим сварки под размер заготовок, тип металла. Постоянный ток дает большие возможности, меняя положение полюсов, сварщик контролирует положение высокотемпературной области дуги. Смещая положение анодного пятна, получают прочные соединения на любых заготовках.
Обзор видов
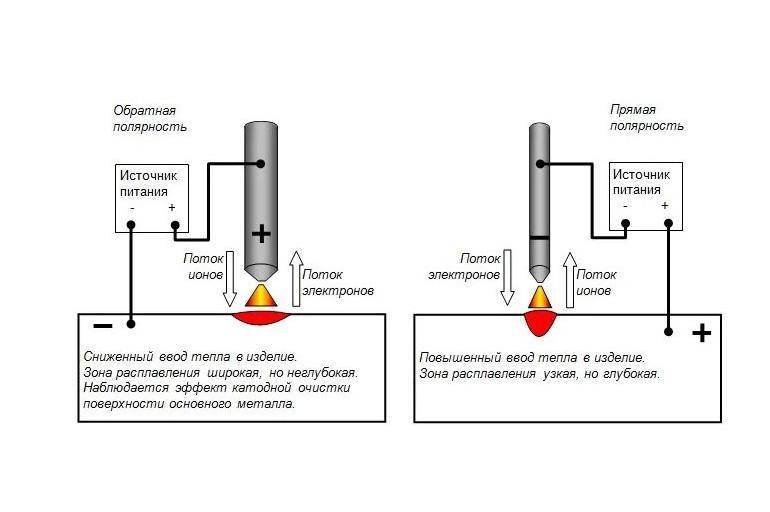
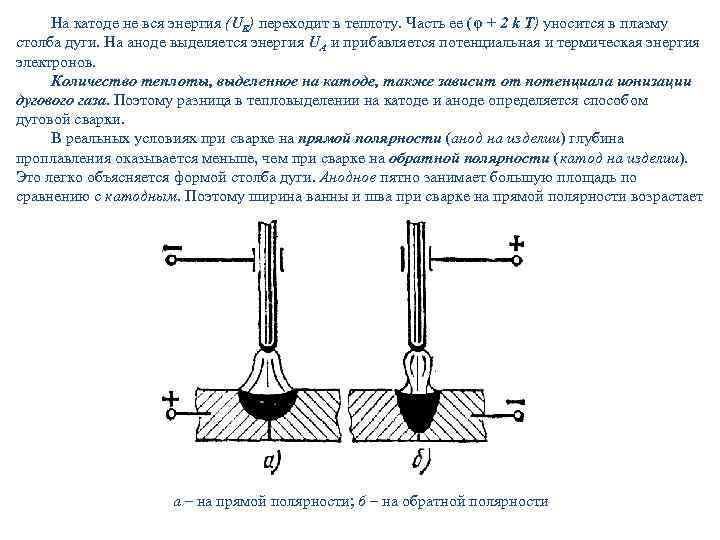
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент
При необходимости переставить провода с клеммами можно в любой момент
В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса
При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
Прямая
Прямая полярность подключения обладает следующими характеристиками:
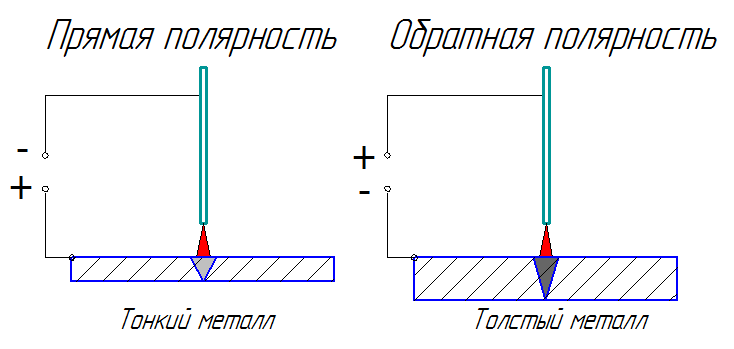
в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
электрическая дуга устойчива и постоянна, не склонна к срывам; сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока; с помощью электродуги можно выполнять резку металлических заготовок;
сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным; методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
нагрев присадочной проволоки или электропроводника происходит медленно;
с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
при образовании шва снижен процент введения карбона в массу расплавленного металла.
Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.
Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.
Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.
Прямая и обратная полярность при сварке
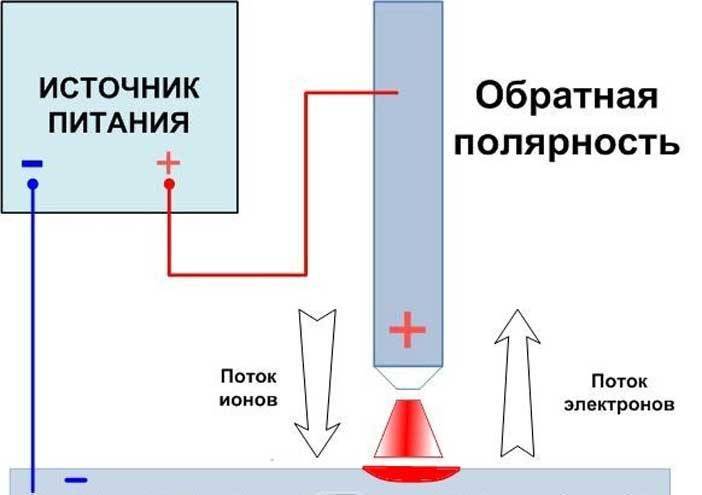
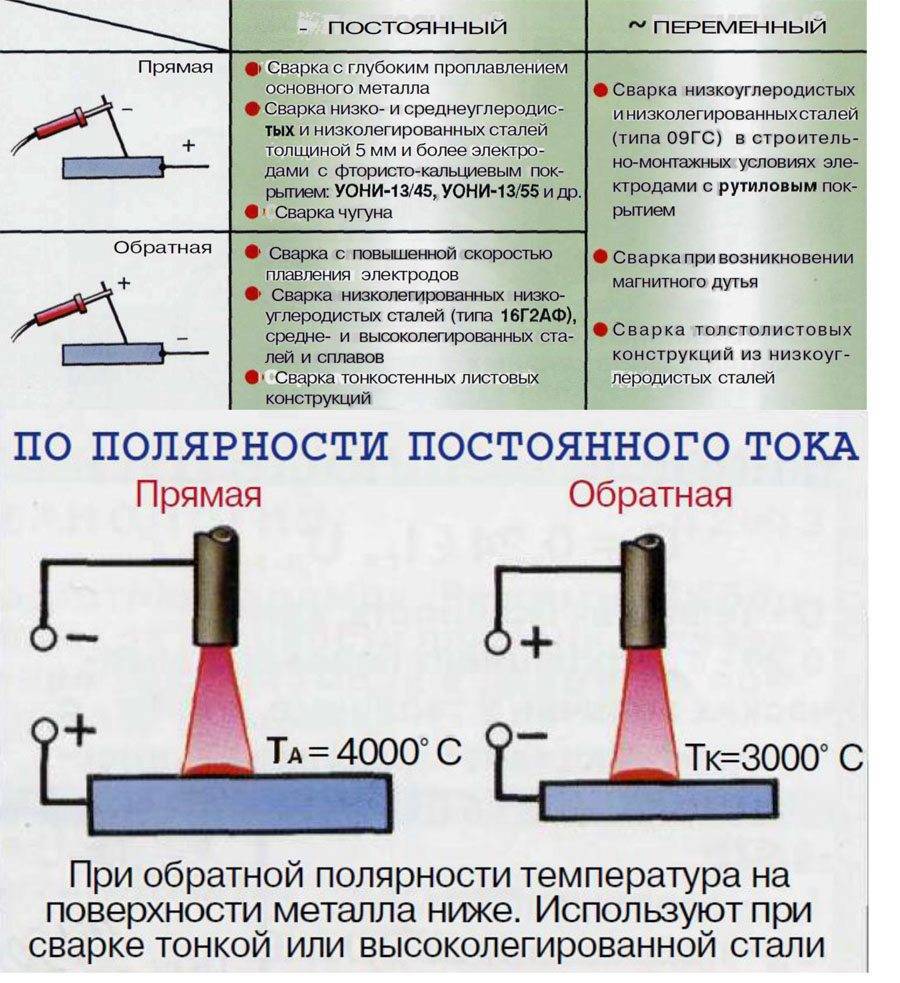
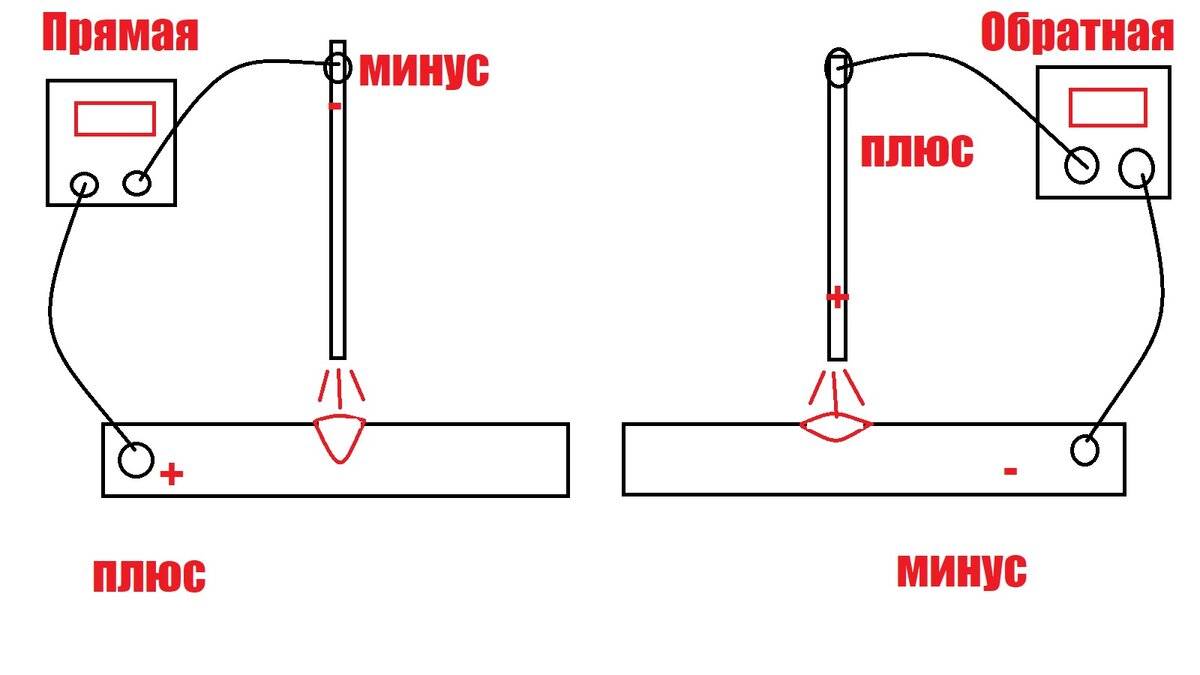
Таким образом, при подключении сварочного аппарата постоянного тока можно подключить электрододержатель к плюсовому или минусовому выводу. Если держатель с электродом подключён к плюсовому выводу источника сварочной дуги, то мы получим обратную полярность.
Для обратной полярности характерен больший нагрев электрода, поскольку там, где плюс, там и температура будет всегда выше. Такое подключение позволит не прожигать металл небольшой толщины, поскольку основная концентрация температуры при сварке будет приходиться на электрод, а не на свариваемый металл.
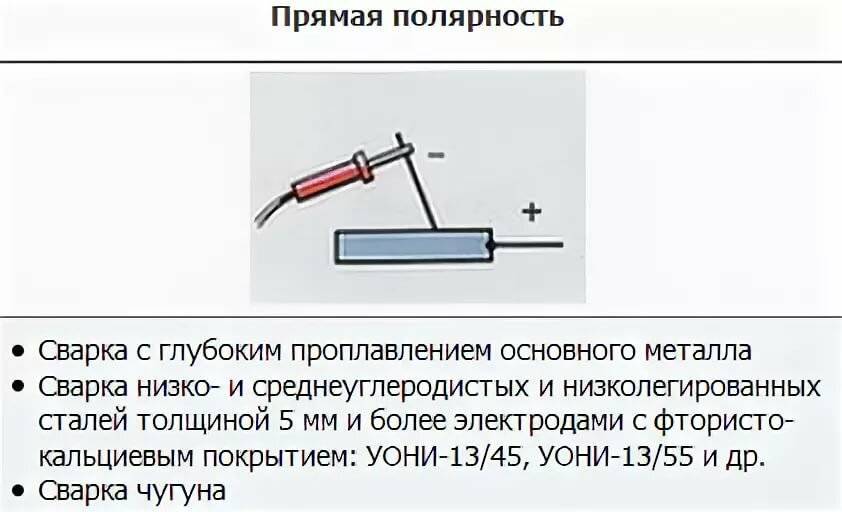
И наоборот, если держатель с электродом подсоединить к минусовому выводу, а держатель массы к плюсовому, то больше всего будет прогреваться металл. Прямую полярность используют при сварке заготовок из металла значительной толщины. Данный режим при сварке позволяет хорошо проплавить металл и достаточно углубить корень шва.
Отличия режимов при сварке
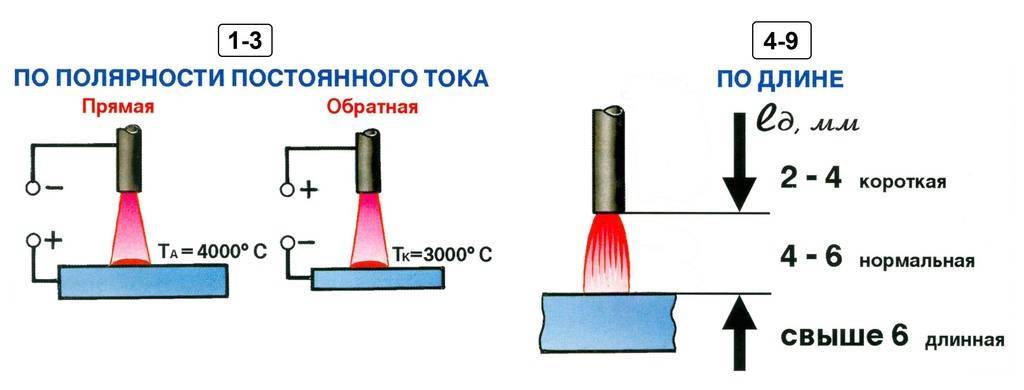
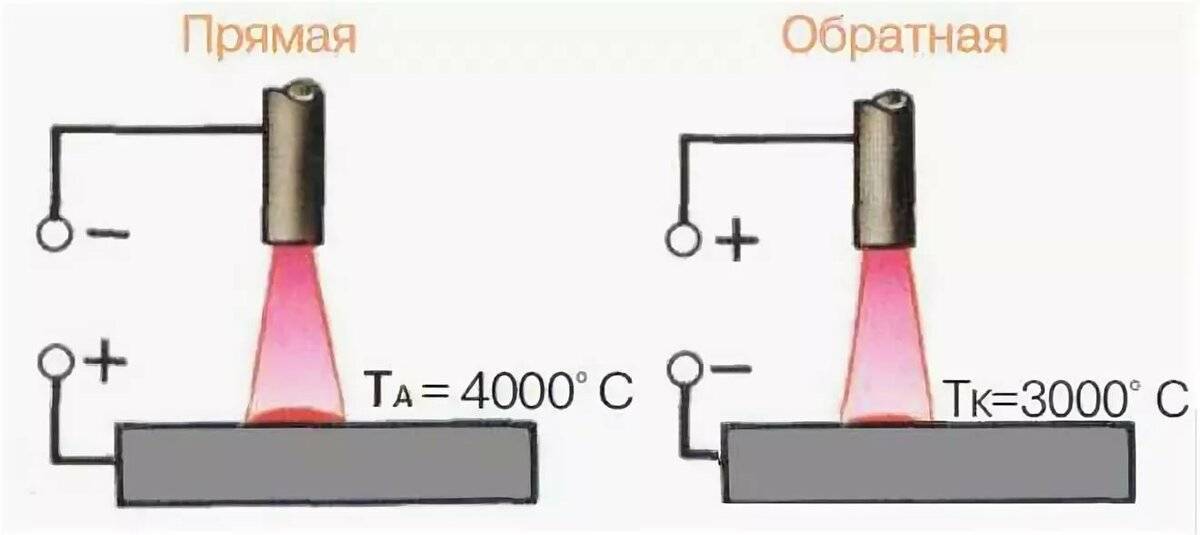
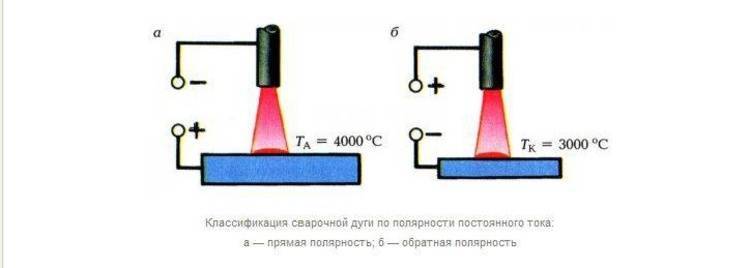
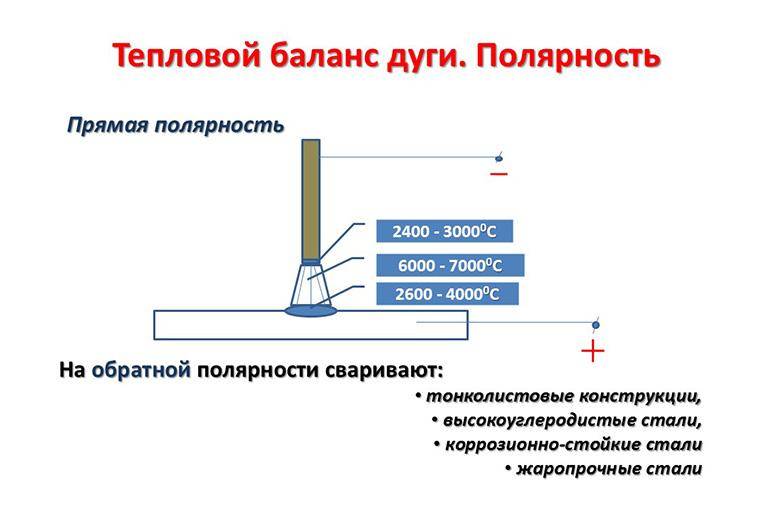
При сварке током постоянного действия, на кончике расходника появляется термопятно, обладающее высокой температурой. В зависимости от полюса, подсоединенного к электроду, выбирается режим сварки. Например, если к электроду подключена положительная клемма, на его конце будет образовываться анодное пятно с температурой 3900 градусов по Цельсию, если отрицательная — пятно будет катодным, а его температура достигнет 3200 градусов по Цельсию. Это основное отличие между двумя методами.
Подключение сварочных кабелей с разной полярностью.
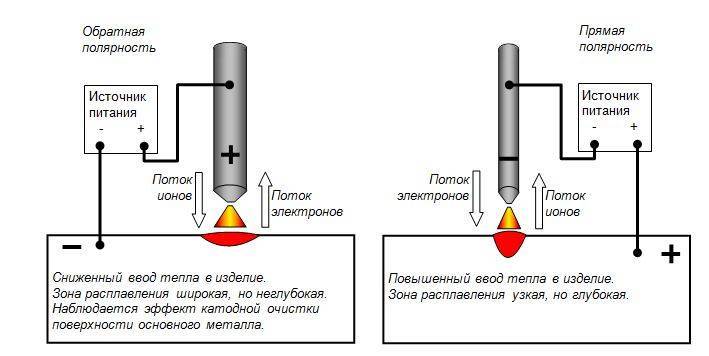
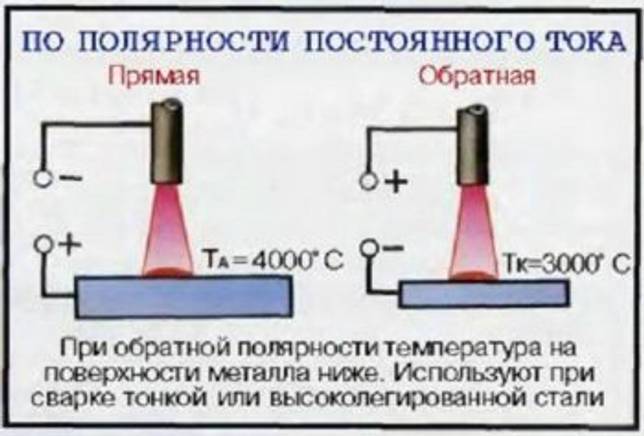
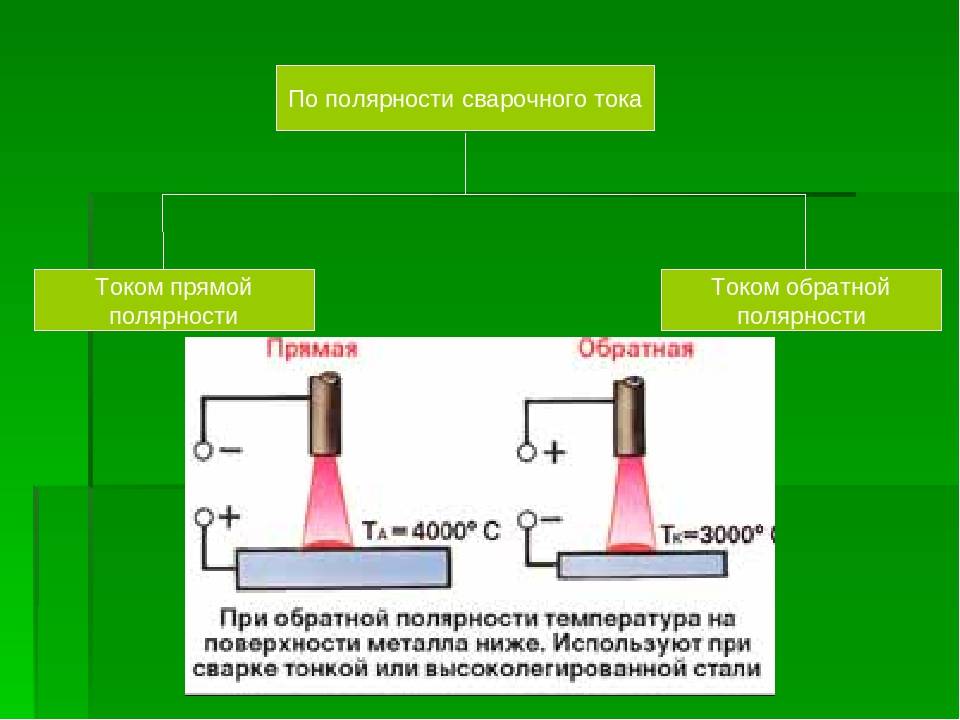
При применении сварки с прямой полярностью основную часть температурной нагрузки получает металлическая деталь. В результате удается легко добиться углубления сварного шва. В случае с обратной полярностью, высокая температура концентрируется на конце электрода. При этом детали в местах соединения нагреваются меньше, что целесообразно для сваривания заготовок небольшой толщины.




Осуществление работ подразумевает прогревание металла до расплавления, то есть образования сварочной ванны, на состояние которой влияет выбор режима сварки с обратной или прямой полярностью:
- при слишком большой силе тока электродуга начнет отталкивать разогретый металл. При этом детали соединить не удастся;
- если напряжение будет недостаточным, металл не разогреется до нужного состояния.
При прямой полярности в ванне создается растекаемая среда, где можно руководить электродом, направляя сварный шов и контролируя его глубину. Конечный результат зависит от скорости движения электрода. Чем она меньше, тем больше тепла поступает в сварочную зону и лучше прогревается металл. От используемого режима зависит глубина и ширина сварного шва.
Схема подключения полюсов при обратной полярности.
Что касается выбора расходников, то для осуществления сварочных работ в режиме обратной полярности рекомендуется использовать чистые металлические стержни без покрытия, а для прямой — угольные электроды.
Сварка стационарной дугой
Случайные колебания скорости подачи электродной проволоки и длины дуги могут нарушить стабильность процесса, привести к коротким замыканиям. обрыву дуги. Во избежание этого необходимо изменять скорость плавления электрода, т.е. соответствующим образом варьировать силу сварочного тока.
вольт-амперная характеристика дуги (ВАХ дуги) в защитных газах при плавящемся электроде имеет возрастающий характер.
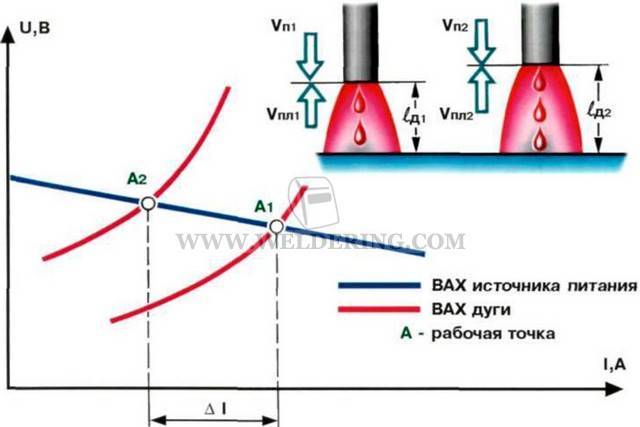
В определенный момент стабильного процесса сварки скорость подачи электродной проволоки Vп1 равна скорости плавления Vпл1. При этом параметры по току и напряжению определялись рабочей точкой А1 с длиной дуги lд1. Допустим, что в связи со сбоями в механизме подачи проволоки скорость подачи уменьшилась. Тогда возникает относительная скорость плавления ΔVпл = Vпл1 – Vп2, которая приводит к перемещению рабочей точки в новое положение – А2. Оно характеризуется уменьшением сварочною тока (Δl), что приводит к уменьшению первоначальной скорости плавления. Процесс сварки вернулся в точку А1 с длиной дуги lд1. Этот процесс носит название -саморегулирование по длине дуги. Оно становится интенсивнее при более жесткой волыамперной характеристике источника питания.
При сварке от источника с жесткой характеристикой сварщик корректирует режим по току, регулируя скорость подачи проволоки. Однако при этом изменяются длина дуги и напряжение на ней. Для поддержания нужной длины дуги при настройке режима следует корректировать вольт-амперную характеристику ИП, переходя с одной (I) на другую (II).

Стабильность дуги, особенно в потолочном положении, а также размеры шва и его качество зависят от вида переноса электродного металла через дуговой промежуток. Таких видов переноса существует три.
1. Крупнокапельный перенос с короткими замыканиями дуги. Образуются капли размером в 1,5 раза превышающие диаметр электродной проволоки. Процесс сопровождается короткими замыканиями с естественным импульсно-дуговым процессом, обусловленным параметрами режима. Напряжение на дуге периодически снижается до 0 и в момент отрыва капли увеличивается до рабочего значения. Ток в момент короткого замыкания возрастает, что приводит к отрыву капли электродного металла.
Процесс протекает с разбрызгиванием металла, что ухудшает внешний вид сварного соединения, приводит к непроварам, чрезмерной выпуклости шва.
2. Среднекапельный перенос без коротких замыканий.
Дуга горит непрерывно, а электродный металл переносится через дугу каплями, диаметр которых близок к диаметру проволоки.
Сварка идет с периодическим изменением напряжения на дуге и сварочного тока.
Импульсно-дуговой процесс зависит от параметров режима сварки и также сопровождается разбрызгиванием, снижается качество шва.
3. Струйный перенос.
Дуга горит непрерывно, оплавленный конец электрода вытянут конусом, с которого в сварочную ванну стекают капли размером менее 2/3 диаметра электрода. Масса капли невелика, поэтому электродный металл легко переносится в ванну при сварке во всех пространственных положениях.
Разбрызгивание при струйном переносе незначительно. Производительность высока. Получить струйный перенос можно в аргоне. В углекислом газе такой перенос достигается при высокой плотности сварочного тока или при проволоках, активированных редкоземельными элементами
Управляемый перенос электродного металла с требуемыми размерами капель успешно достигается при импульсно-дуговом процессе, когда периодически измененяют напряжение на дуге и ток сварки.
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
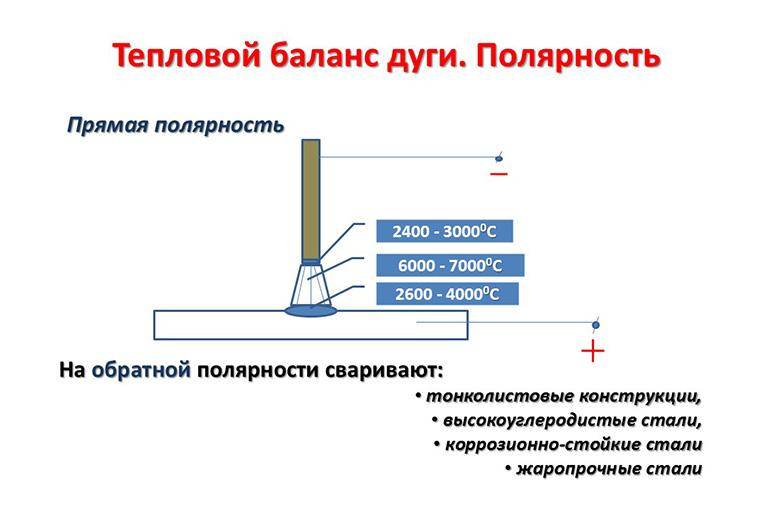
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.. В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного
То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
https://www.youtube.com/watch?v=GrVBaIZ3ddE
Полярность аккумулятора
Полярностью называют схему расположения токовыводящих элементов на верхней крышке или лицевой стороне аккумулятора. Другими словами, это положение плюса и минуса. Токовыводы также выполнены из свинца, как и пластины внутри.
 Прямая и обратная полярности
Прямая и обратная полярности
Существуют две распространенные схемы расположения:
- прямая полярность;
- обратная полярность.
Прямая
В советский период все аккумуляторы отечественного производства были с прямой полярностью. Полюсные выводы располагаются по схеме – плюс (+) слева и минус (-) справа. Аккумуляторы с такой же схемой выпускаются и сейчас в России и на постсоветском пространстве. АКБ иностранного производства, которые сделаны в России, также имеют данную схему расположения выводов.


Обратная
На таких аккумуляторах слева расположен минус, а справа плюс. Данное расположение характерно для АКБ европейского производства и поэтому такую полярность часто называют «европолярностью».
 Аккумуляторная батарея
Аккумуляторная батарея
Каких-то особых преимуществ разная схема положения не дает. Она не влияет на конструкцию и эксплуатационные особенности. Проблемы могут возникнуть при установке нового аккумулятора. Другая полярность заставит поменять положение батареи и длины провода может не хватить. Также водитель может просто перепутать контакты, что приведет к замыканию
Поэтому важно уже при покупке определиться с типом АКБ для своего автомобиля
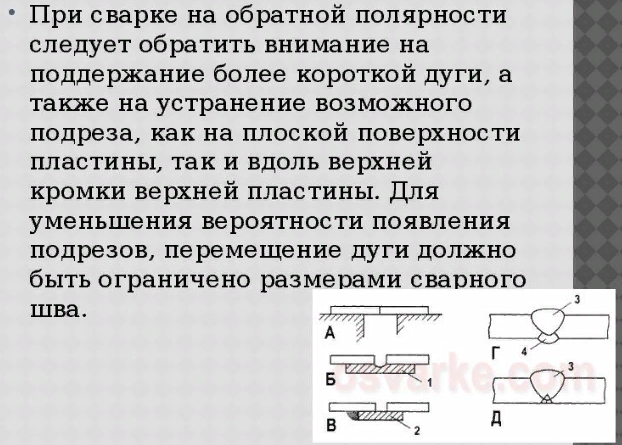
Особенности обратной полярности при сварке
Сварка металла при таком способе подключения оборудования имеет следующие характеристики:
- Шов сварочного соединения менее глубок по проникновению в металл, с более выраженной шириной;
- Метод наиболее подходит для соединения средних по толщине заготовок либо тонких листов металла;
- При операциях с толстыми заготовками наблюдается хрупкость шва под воздействием нагрузок;
- Для работы не подходят электроды, структура которых разрушается при перегреве;
- Электрическая дуга отличается меньшей стабильностью, особенно в режиме работы на низких токах, что ведет к неравномерности соединения;
- Осуществляя сварку высоколегированных сталей, необходимо строго выполнять технологический процесс рабочего цикла.
Особенности выбора электродов
Чтобы сварочные работы инвертором всегда выполнялись качественно и быстро очень важно уметь подбирать из всех разновидностей электродов представленных на современном рынке, именно тот который подходит для решения определенных сварочных задач. Выделим основные критерии, которые упростят процесс выбора оптимальных электродов для сварки инвертором:. Разновидность металлического изделия (существует определенная классификация электродов по виду металла, которая поможет выбрать оптимальный вариант стержня электрода)
Разновидность металлического изделия (существует определенная классификация электродов по виду металла, которая поможет выбрать оптимальный вариант стержня электрода).
Представляем вам основную классификации электродов по типу металла:
- Для выполнения ремонтных работ и наплавки;
- Для сварки на углеродистой и низколегированной стали;
- Для сварки изделий из меди и ее сплавов;
- Для сварки изделий из чугуна и его сплавов;
- Для сварки изделий из алюминия и его сплавов;
- Для выполнения работ с трудноподдающихся сварке металлами;
- Для сварка изделий из высоколегированной стали;
- Для сварки изделий с теплоустойчивыми с характеристиками.
Чистота обрабатываемой поверхности металла (например, стрежни электродов с рутиловым покрытием способны выполнять сварочные работы на сильно загрязненных, ржавых поверхностях металлических деталей; а основные электроды, наоборот, рекомендуется использовать для прочных соединений во время при отсутствии каких- либо загрязнений или влаги на металле).
Толщина металла (Чем больше толщина металла для сварки, тем большего диаметра должен быть подобран электрод):
- Для толщины изделия в 2 мм используют диаметр электрода в 2,5 мм;
- Для толщины изделия в 3 мм используют диаметр в 2,5 и 3 мм;
- Для толщины изделия в 4 и 5 мм используют диаметр электрода в 3,2 и 4 мм;
- Для толщины изделия от 6 до 12 мм используют диаметр электрода в 4 и 5 мм;
- Для толщины изделия свыше 13 мм необходимо использовать электроды в 5 мм.
Выбор оптимального электротока (Зависимость между диаметром рабочего стержня электрода и электротоком можно охарактеризовать следующим образом: если при усиленном токе изделие можно прожечь насквозь, то пониженном электротоке возможность создания рабочей электродугу окажется невозможной):
- электроду в 2 мм необходим ток от 50 до 60 А;
- электроду в 2,5 мм необходим ток от 60 до 90 А;
- для электрода в 3 мм необходим ток в пределах 80 – 140 А;
- для электрода в 4 мм необходим ток от 130-160 А;
- для электродов в 5 мм необходим ток в 200 А;
- электроду в 6 мм необходим ток от 220 до 240 А.
Рекомендации по выбору оптимального вида электрода помогут добиться наилучших результатов в сварке металлических изделий инвертором даже «новичкам» небольшим опытом и знания.
Внимание покупателей подшипниковУважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.

Рекомендуемый функционал инверторов:
- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.
Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла. При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР
Они подходят для формирования шва на стальных поверхностях. Сварка алюминиевых изделий или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР. Они подходят для формирования шва на стальных поверхностях. Сварка алюминиевых изделий или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Прямая полярность
У каждого сварочного аппарата имеются гнёзда, куда подключаются провода от держателя с электродом или зажима для заготовок, называемого на практике массой. К какому полюсу подключается масса на сварочном аппарате к плюсу или минусу — такая полярность получится на выходе. Для получения прямого подключения провод, идущий от массы, подсоединяется к положительной клемме, а провод от электрода — к минусовой. При сварке род и полярность тока зависят от катодного или анодного пятна, в случае прямого подсоединения именно на деталях будет концентрироваться высокая температура.
Сварка постоянным током при аналогичном подключении отличается характерными нюансами:
- большой глубиной и малой шириной шва;
- такое подключение применяется для металлов с толщиной не менее 3 мм;
- вольфрамовые электроды применяются для соединения изделий из цветного металла;
- высокая стабильность горения дуги обеспечивает качественный шов;
- токопроводящие стержни быстро плавятся;
- большой расход электродов из-за разбрызгивания.
Такая методика исключает использование электродов, предназначенных для сварки переменным током.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.

Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки. Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:

- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Что такое полуавтомат?

В данном сварочном оборудовании вместо привычного электрода используется проволока, поступающая в место сварки с заданной сварщиком скоростью. Чаще всего она плавится в среде защитного газа. MIG – сварка полуавтоматом в среде инертного газа (аргона, гелия и т. д.), а MAG – сварка полуавтоматом в среде активного газа (CO2 и смесей). Самой доступной, и поэтому распространенной, считается углекислота.
Полуавтоматическая сварка также предусматривает использование порошковой (флюсовой) проволоки, которая позволяет за счет входящих в ее состав присадок исключить из процесса сварки баллон с газом. Полуавтоматом можно варить изделия и детали из алюминия, углеродистой, низкоуглеродистой стали, никеля, меди и магния.





Принцип работы и оборудование
Полуавтомат состоит из надежного трансформатора или инвертора, механизма подачи проволоки, кабеля «массы» и газового баллона.
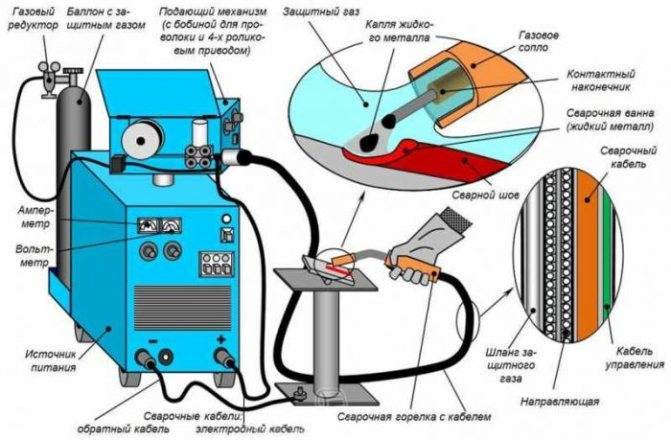
Детали он соединяет за счет электрической дуги, которая защищается газовой средой, образуемой между свариваемым металлом и контактируемой с ним проволокой. Последняя поступает к месту сварки за счет специального механизма, приводящегося в действие курком на горелке. Подачу проволоки, напряжение сварки и количество газа сварщик регулирует самостоятельно перед работой. Из-за автоматической подачи проволоки и газа, ему остается только правильно манипулировать горелкой, именно поэтому эту сварку называют полуавтоматической.
Перед MIG/MAG-сваркой нужно должным образом настроить полуавтомат, а также хорошо очистить поверхность свариваемого металла. Конец проволоки должен выходить из горелки на определённое расстояние, иначе газ не сможет защитить от атмосферного воздействия точку контакта проволоки со свариваемым металлом.
Защитный газ
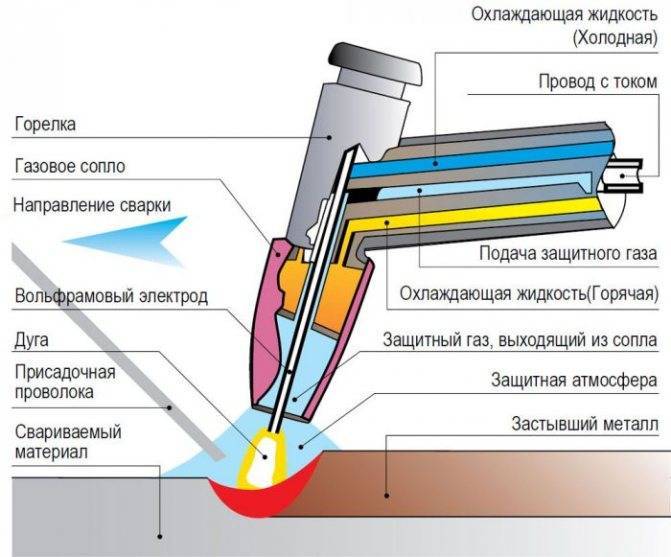
Этот газ ограждает расплавленный металл от пагубного воздействия атмосферы (кислород окисляет, а азот и влага делают шов пористым) и создает благоприятные условия для зажигания электрической дуги.
Свойства газа влияют на процесс плавления металла и глубину проникновение электрической дуги, на количество брызг, а также на форму и свойства получаемого шва. Определённая смесь газов позволяет существенно увеличить стабильности электрической дуги и уменьшить образование брызг.
- Инертные газы и их смеси (MIG) позволяют качественно сваривать алюминий и многие другие цветные металлы. Чаще используют аргон и гелий.
- С помощью активных газов и смесей (MAG) сваривают стали. Наиболее доступные — чистая двуокись углерода (CO2) и смеси с аргоном.
Разберем защитные газы и смеси более детально:
- Двуокись углерода (CO2), двуокись углерода с аргоном и смесь аргона с кислородом применяют для сваривания изделий из стали. Если варят в среде двуокиси углерода, то проволока быстрее плавится, глубоко проникает дуга, получается широкий и выпуклый шов.
- Аргон, гелий и смесь аргона с гелием применяют для сварки цветных металлов и сплавов из них. Эти газы и смеси позволяют добиться более низкой скорости плавления, меньшего проникновения и узкого шва. В результате использования аргона образуется меньше брызг. Гелий в отличие от аргона даёт лучшее проникновение, большую скорость плавления и выпуклый шов. Но использование гелия приводит к тому, что сварочное напряжение возрастает и повышается расход газа. Чистый аргон не подходит для сваривания стальных конструкций, потому что электрическая дуга становится нестабильной.
Универсальная смесь для сваривания углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (обозначается 74/25 или C25). При использовании этой смеси образуется мало брызг и уменьшается риск прожига тонкого металла.
Применение прямой и обратной полярности
 Смена полярности происходит из-за текущих процессов. Кроме подбора основных параметров, можно поменять местами подключенные клеммы. В результате произойдет протекание тока от отрицательного элемента к положительному и первый нагревается до необходимых значений.
Смена полярности происходит из-за текущих процессов. Кроме подбора основных параметров, можно поменять местами подключенные клеммы. В результате произойдет протекание тока от отрицательного элемента к положительному и первый нагревается до необходимых значений.
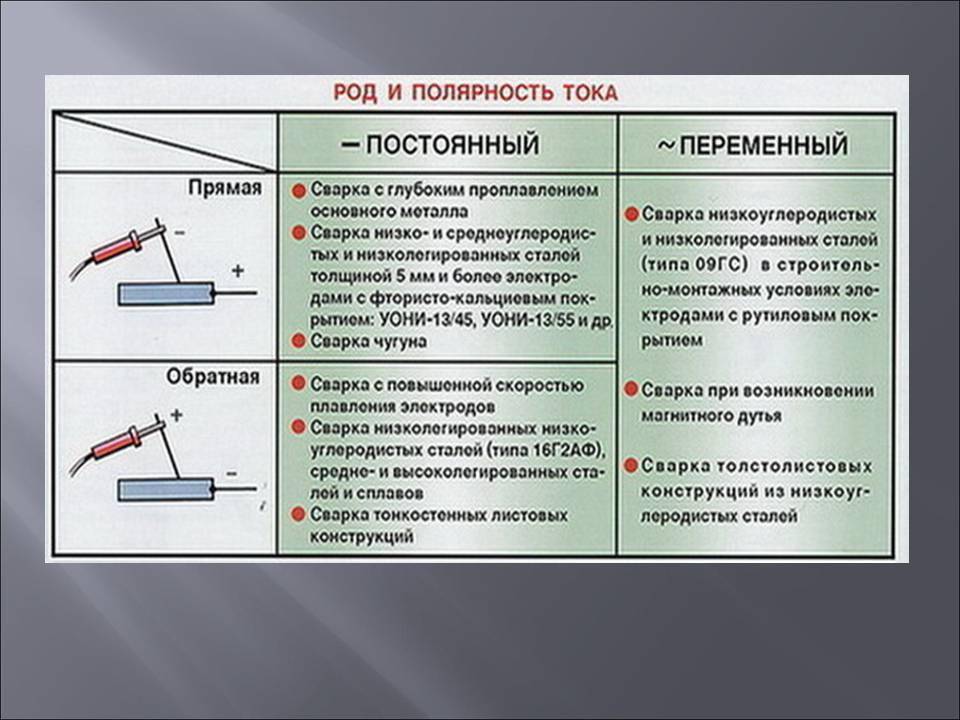
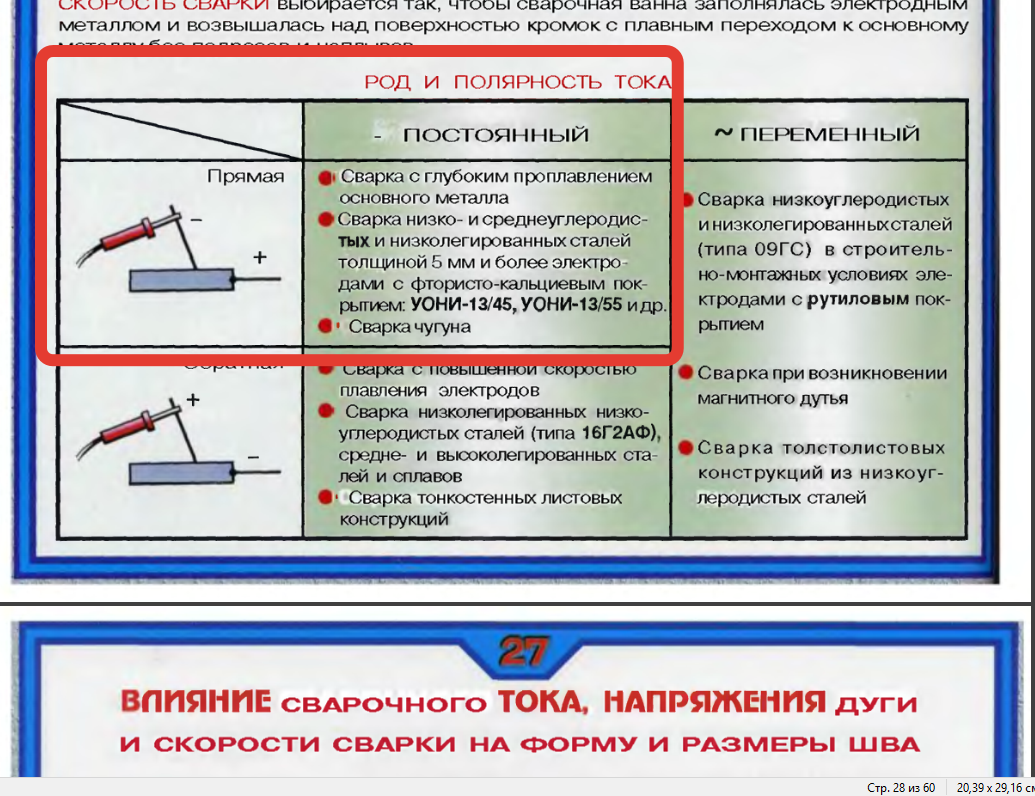
Прямая полярность нужна в тех случаях, когда обрабатываются глубокие швы при толстой заготовке. Здесь к электроду подключается минус, металл имеет плюс. Также такую полярность хорошо применить при сварке чугуна и глубоким проплавлением главного металла (алюминий, железо и так далее).
Обратная полярность (плюс к электроду, минус к металлу). Металл холодный, электрод нагревается. Применяется только для тонкостенных заготовок, так как электрод очень быстро выходит из строя. В зависимости от целей процесса, мастер применяет один из режимов работы. Также следует учесть, что при переменном токе происходит сварка низкоуглеродистых сталей электродами из рутилового покрытия, при наличии магнитного дутья толстолистовых конструкций из низкоуглеродистых сталей. Здесь нет зависимости от типа полярности, можно применять любую удобную для начинающего специалиста.
Подведем итог. Мы рассмотрели, что представляет собой сварочный инвертор и для чего необходимо знать о прямой и обратной полярности. Нередко начинающие мастера не знают особенностей работы, из-за чего возникают трудности при проплавлении металла или сварке конструкций из различных сплавов. Однако производить смену полярностей достаточно просто. Поменяв клеммы между собой, можно добиться необходимых параметров для работы с разными изделиями. Внимательно изучайте сварочные инверторы, и ваша работа станет заметно комфортнее!
https://youtube.com/watch?v=DdeJovXL5PQ
https://youtube.com/watch?v=3NmHP9zqn94
https://youtube.com/watch?v=Z8gsfb_1eNI
Особенности прямой и обратной сварки
Прямо-полярный метод рассчитан на:
- прокатный монтаж из спецсталей методом наплавления;
- неплавящуюся вольфрамовую сварку с применением проволоки для наплавки;
- работу с текучими материалами;
- раскрой заготовок с использованием сварочных приспособлений.
Тепловым балансом дуги определяют характер распределения тепловой мощности. Если случайно сменить полюс, рабочий процесс с постоянным током затянется, шов получится широким, а скорость сжигания расходников увеличится. Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.





