

Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.

Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника

Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки

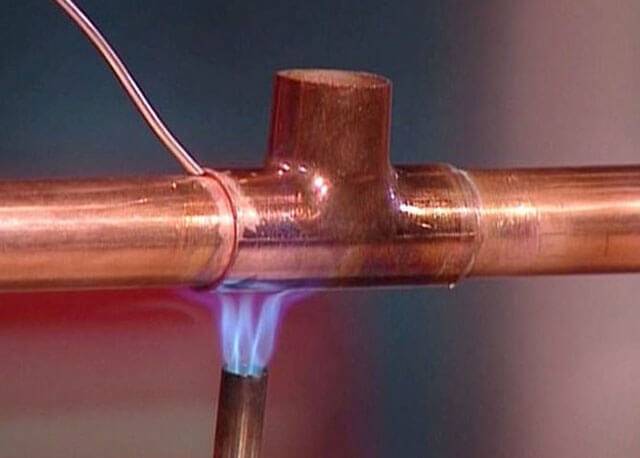
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.

Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Какую газовую горелку выбрать
Инструмент для пайки меди продается на рынке в большом количестве. Последние модели приспособлений изготавливаются исключительно по новейшим технологиям. Поэтому подобрать газовый нагреватель непрофессионалу довольно трудно.
Перед покупкой рекомендуется определить условия эксплуатации аппарата. Если этого невозможно сделать, выбор следует остановить на универсальной модели
Рекомендуется также принимать во внимание следующие критерии:
- Тип используемого газообразного топлива.
- Мощность аппарата, подбираемая в зависимости от толщины стенок и диаметра труб.
- Сферу применения, потому что устройство для пайки медных элементов не всегда можно использовать для резки металла.
- Материалы, которые можно обрабатывать выбранным приспособлением.
При покупке также нужно учитывать вес. Одним из оптимальным является устройство массой примерно 400 г. Непрофессионалу рекомендуется модель, в комплекте которой присутствуют наконечники стандартного, циклонного и супер циклонного типа. Эти детали позволят выполнять пайку разной конфигурации.
Рекомендации по выбору горелки
В продаже можно встретить просто огромное количество самых различных вариантов исполнения газовых горелок. Производителей также довольно много, больше всего внимания уделяется продукции брендов Rems и Rothenberger. Диапазон цен довольно широкий, все зависит от особенностей конкретной модели.
Некоторые модели горелок предназначены не только для пайки, но и резки металла и разморозки, а также обработки поверхностей высокой температурой. Выбор устройства проводят по нижеприведенным критериям:
Какой именно материал требует обработки. Каждый металл обладает определенной температурой плавления. Некоторые сплавы, к примеру, медь или алюминий следует нагревать до меньшей температуры. Обработать другие сплавы намного сложнее. Некоторые устройства горелок могут нагревать поверхность до высоких температур, могут применяться на протяжении длительного периода. Следует помнить о том, что газовая горелка, предназначенная для расплавки металла и последующей пайки, плохо себя проявит при резке. Именно поэтому выбор проводится по предназначению. В качестве топлива применяются самые различные виды газа. Примером назовем пропан или ацетилен. Стоит учитывать, что некоторые модели могут использоваться с другими газами. Рекомендуется применять инструмент, работающий от одного типа топлива. Большое распространение получила пропановая горелка, применяемая в промышленности. Различают два типа конструкции: инжекторная и безинжекторная. Этот элемент конструкции предназначен для смешивания топлива с кислородом. Мощность устройства может варьироваться в достаточно большом диапазоне. Следует учитывать, что с увеличением показателя мощности повышается и эффективность применения устройства. Мощные газовые горелки применяются для работы с толстостенными трубами, которые сложны в обработке. Следует определиться с тем, как часто будут проводится работы
При выполнении пайки медных труб следует соблюдать определенную технику безопасности. Для этого требуется:
- Защитные перчатки. Поверхность может нагреваться до весьма высокой температуры, при касании можно обжечься. Для того чтобы исключить вероятность появления ожогов на руках следует использовать перчатки с плотной тканью.
- Работы рекомендуется проводить исключительно в проветриваемом помещении с хорошей вентиляцией. Это связано с тем, что могут появляться газы и другие продукты горения. Кроме этого, не стоит забывать о том, что применяемый газ взрывоопасен. Именно поэтому появление даже небольшой утечки может привести к повышению концентрации газа.
- Перед тем как проверять качество соединения следует убедиться в том, что оно остыло. Это связано с тем, что поверхность может нагреваться до достаточно высокой температуры.
В заключение отметим, что использовать газовые горелки следует с соблюдением мех безопасности. Самодельные конструкции должны проходить проверку перед применением. Что касается приобретения готовых горелок, то следует сразу определиться с бюджетом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
На полках хозяйственных магазинов представлено широкое разнообразие газовых горелок, предназначенных под бытовое использование. Причем в ассортименте много конструкций миниатюрного исполнения, оснащенных баллонами малой емкости, что обеспечивает удобство выполнения различных видов работ.
Предлагаем разобраться, какая газовая горелка для пайки медных труб и прочих целей может стать лучшим инструментом среди существующего ассортимента оборудования. В статье мы подробно рассмотрели устройство и виды таких приборов. Кроме того, привели советы по выбору газовых горелок и их применению для пайки медных изделий.
Алгоритм пайки медных труб
При использовании мягкого припоя порядок действий следующий:
- Подготавливают предварительно расширенную трубу и вторую, вставляемую в первую, стык в стык, дополнительно удостоверяясь в точности работы и наличии небольшого зазора между элементами.
- На место соединения тонким слоем с помощью кисточки наносят флюс.
- Горелкой равномерно прогревают элементы будущей конструкции до 300-400°С, ориентируясь на оттенок флюса: когда он меняет цвет на более тёмный, можно приступать к последней стадии и вносить припой.
- Конец проволочного припоя заводят в зону стыка изделий, он плавится и продвигается по флюсу к месту образования шва. Для равномерности заполнения припоем зазора трубы во время работы с небольшой постоянной скорость поворачиваются вокруг собственной оси.
- После окончания пайки готовому соединению дают остынуть, флюс удаляют с поверхности изделий.

Применение твёрдого припоя проводится в таком порядке:
- Собирается, как и в первом случае, стык труб, после чего обрабатывается флюсом.
- Соединяемый узел прогревается и устанавливается на жаропрочную поверхность.
- На место крепления наносится подогреваемый грелкой припой. Его тоже нужно наносить равномерно, избегая перегревания конструкции.
- Соединение поворачивается вокруг оси для равномерного заполнения припоем шва.
- Спаянное соединение оставляется на месте до остывания, после чего остатки флюса удаляются.








Процесс пайки труб в целом несложен, его можно проводить как с участием специалистов, так и самостоятельно.
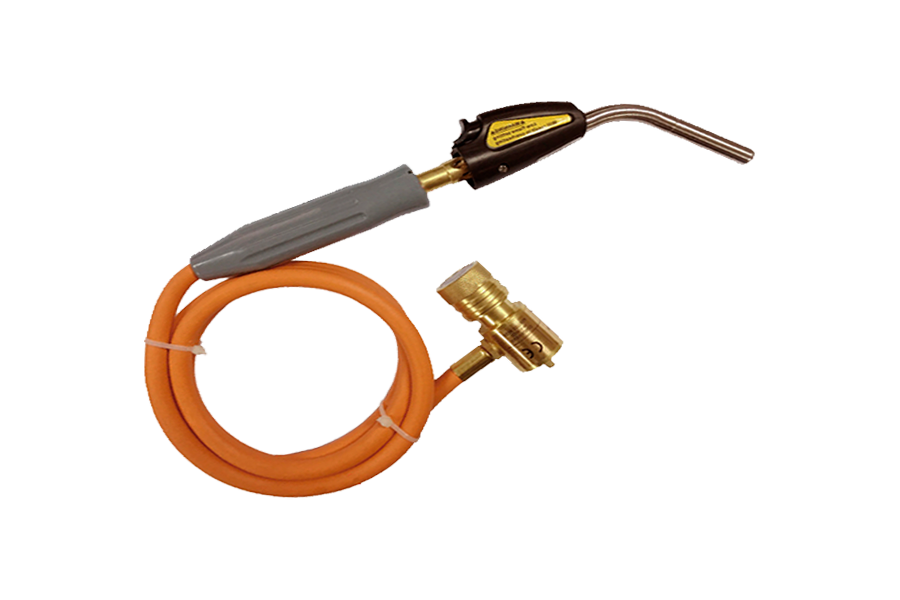
Ручные горелки для пайки медных труб.
Самыми компактными аппаратами, позволяющими работать в кухне или санузле, будут ручные горелки, оснащенные одноразовым баллоном с газовой смесью (пропаном, бутаном или ацетиленом). Вентиль, располагающийся на ручке-держателе, предназначен для регулировки длины факела. С их помощью можно произвести нагрев труб для последующей пайки мягкими или твердыми припоями. Такое оборудование обладает рядом достоинств. Они мобильны и многофункциональны: позволяют регулировать мощность пламени и скорость нагрева металла сменой сопел (в одном наборе можно купить сопла 5 разных размеров). Безопасность данного аппарата обеспечивает обратный клапан, который может блокировать подачу газа в любом направлении. Ручные горелки полностью автономны и не требуют источника питания. Соблюдение технологического процесса пайки обеспечит шов отличного качества. Часто на сопло такой горелки установлен отражатель пламени, главная задача которого – предотвращение потерь тепла, обеспечение равномерного прогрева трубы и защита окружающих предметов от случайного контакта с открытым огнем. Наличие отражателя делает возможным проведение пайки в наиболее труднодоступных местах
Из отечественных горелок наибольшим спросом пользуется продукция «Донмета», предлагающего достаточно широкий спектр ручного оборудования, работающего на различных газовых смесях и по доступной цене. Например, горелка ГЗУ работает на пропанокислородной смеси, выпускается несколько комплектов с разнообразными размерами насадок. А различные модели предназначены для пайки твердыми и мягкими припоями, экономно расходуя газ. Среди импортных горелок, работающих на бутане, пропане или изобутане, в дешевом ценовом сегменте можно отметить китайскую горелку KOVICA KS-1005 KIT под одноразовый цанговый баллон. Цена таких горелок – до 1000 рублей.
Известные бренды будут стоить дороже, например, горелка РОФЛЭЙМ ПЬЕЗО для низкотемпературной пайки обойдется в 3000 рублей, а пропановая горелка от Virax с пьезоподжигом – уже почти в 4000 тысячи рублей. Европейская марка Castolin предлагает горелки, работающие как на бутановых смесях, так и на МАРР газе. Стандартная модель стоит от 1500 рублей, а более модернизированная – с регулятором давления и кнопкой фиксации пламени, со сменными соплами – от 2200 рублей.

Мощная MAPP горелка СУПЕР ФАЙЕР 3 (Ротенбергер), оснащенная пьезоподжигом и предохранительным клапаном, с различной комплектацией обойдется в 7-9 тысяч рублей. С помощью инструмента производят пайку трубных материалов, диаметр которых достигает 35 мм. Для этого используют мягкий припой для пайки медных труб. Твердый припой применяют для пайки труб до 28 мм.
Горелки итальянской фирмы Kemper, работающие на одноразовых баллонах, предлагают в наборах со сменными жалами и насадкой за 1500 рублей. Примерно в одной ценовой нише с ними пребывают американские горелки Bernzomatic. Чуть дороже стоят наборы паяльные газовые от тайваньского производителя, например, DAYREX-22 – удобная горелка с рабочей температурой от 400 до 1300 градусов, в дополнение к которой прилагаются несколько насадок, припой и губка.
Популярен также инструмент немецкой марки REMS. Выпускаются модели для высокотемпературной пайки, работающие на разных газовых смесях с самоподжигом и турбоподдувом. Пропановая турбо-горелка Rems Blitz обеспечивает качественную мягкую пайку труб до диаметра 35 мм, давая точечное пламя с температурой 1950ºC. Горелка Rems Macho работает на ацетилене, подходит как для мягкой, так и для жесткой пайки труб до диаметра 64 мм, температура пламени – 2500ºC. Инструмент отличается качеством и экономичностью, но и цена у него «кусается» – от 10 до 13 тысяч рублей.
Там, где нет возможности применять газовые горелки, для пайки медных труб используют электрические строительные фены, которые подают горячий воздух с температурой, достаточной для плавки припоя.
Компоненты для пайки
Трубопроводы из меди изготавливаются для систем водоснабжения и отопления. Начинать следует с составления чертежа. По нему рассчитывается количество всех необходимых компонентов:
- длина труб;
- количество фитингов;
- расход флюса и припоя.
Для создания изгибов труб нужны фитинги в виде уголков и тройников. Наращивание удобнее осуществлять соединительными муфтами. Пайка меди осуществляется с заходом одной детали в другую.
Выбор припоя
Прочность и герметичность соединения зависит от температур плавления материала. Существует два типа припоев:
- мягкие;
- твердые.
Мягким припоем осуществляется соединение труб водопроводов в частных домах. Он состоит из олова или свинца с дополнительными элементами, улучшающими жидкотекучесть. Металлы имеют низкую температуру плавления.
Твердым припоем соединяют медные детали при температуре нагрева выше 450⁰. В его составе содержится серебро или медь. Соединения с тугоплавкими материалами применяют для систем отопления, паротрубопроводов с высоким давлением и температурой более 130⁰.

Мягкий припой
Выбор флюса
Флюс должен растворять окислы и способствовать растеканию припоя. Для меди подходят низкотемпературные составы, предназначенные для паяльников:
- натриевая соль;
- канифоль;
- вазелин;
- борная кислота.
Все материалы легко купить в магазине. Они безопасны, не выделяют вредных веществ при расплавлении.
Для высокотемпературной пайки подойдут смеси на основе фосфора и салициловой кислоты.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. К выполнению работ с использованием газовой горелки допускается работник не моложе 18 лет, прошедший медицинский осмотр и не имеющий противопоказаний по состоянию здоровья, имеющий необходимую теоретическую и практическую подготовку, прошедший вводный и первичный на рабочем месте инструктажи по охране труда и обучение по специальной программе, аттестованный квалификационной комиссией и получивший допуск к самостоятельной работе. 1.2. Работник, выполняющий работы с использованием газовой горелки (далее — работник), должен периодически, не реже одного раза в год проходить обучение и проверку знаний требований охраны труда и получать допуск к работам повышенной опасности. 1.3. Работник, независимо от квалификации и стажа работы, не реже одного раза в три месяца должен проходить повторный инструктаж по охране труда; в случае нарушения работником требований безопасности труда, а также при перерыве в работе более чем на 30 календарных дней, он должен пройти внеплановый инструктаж. 1.4. Работник, не прошедший своевременно инструктажи и проверку знаний требований охраны труда, к самостоятельной работе не допускается. 1.5. Работник, выполняющий работы с использованием газовой горелки, допущенный к самостоятельной работе, должен знать: меры безопасности при использовании газовых баллонов и горелок. Правила, нормы и инструкции по охране труда и пожарной безопасности. Правила пользования первичными средствами пожаротушения. Способы оказания первой помощи при несчастных случаях. Правила внутреннего трудового распорядка организации. 1.6. Работник, направленный для участия в несвойственных его профессии работах, должен пройти целевой инструктаж по безопасному выполнению предстоящих работ. 1.7. Работнику запрещается пользоваться инструментом, приспособлениями и оборудованием, безопасному обращению с которым он не обучен. 1.8. Во время выполнения работ с использованием газовой горелки на работника могут оказывать воздействие, в основном, следующие опасные и вредные производственные факторы: — возможность возникновения пожара при пользовании газовой горелкой; — возможность взрыва газового баллона; — нагретые до высокой температуры поверхности газовой горелки; — неудобная рабочая поза. 1.9. Работник, выполняющий работы с использованием газовой горелки, должен знать о том, что при производстве работ наиболее вероятной причиной травматизма могут быть ожоги от открытого пламени газовой горелки. 1.10. Для защиты от воздействия опасных и вредных производственных факторов работник должен пользоваться спецодеждой, спецобувью и другими средствами индивидуальной защиты. 1.11. Для предупреждения возможности возникновения пожара работник должен соблюдать требования пожарной безопасности сам и не допускать нарушения этих требований другими работниками; курить разрешается только в специально отведенных для этого местах. 1.12. Работник обязан соблюдать трудовую и производственную дисциплину, правила внутреннего трудового распорядка; следует помнить, что употребление спиртных напитков, как правило, приводит к несчастным случаям. 1.13. Если с кем-либо из работников произошел несчастный случай, то пострадавшему необходимо оказать первую помощь, сообщить о случившемся руководителю и сохранить обстановку происшествия, если это не создает опасности для окружающих. 1.14. Работник, при необходимости, должен уметь оказать первую помощь, пользоваться медицинской аптечкой. 1.15. Для предупреждения возможности заболеваний работнику следует соблюдать правила личной гигиены, в том числе, перед приемом пищи необходимо тщательно мыть руки с мылом. 1.16. Не допускается выполнять работу, находясь в состоянии алкогольного опьянения либо в состоянии, вызванном потреблением наркотических средств, психотропных, токсических или других одурманивающих веществ, а также распивать спиртные напитки, употреблять наркотические средства, психотропные, токсические или другие одурманивающие вещества на рабочем месте или в рабочее время. 1.17. Работник, допустивший нарушение или невыполнение требований инструкции по охране труда, рассматривается, как нарушитель производственной дисциплины и может быть привлечен к дисциплинарной ответственности, а в зависимости от последствий — и к уголовной; если нарушение связано с причинением материального ущерба, то виновный может привлекаться к материальной ответственности в установленном порядке.
Горелки для пайки газом из баллончика
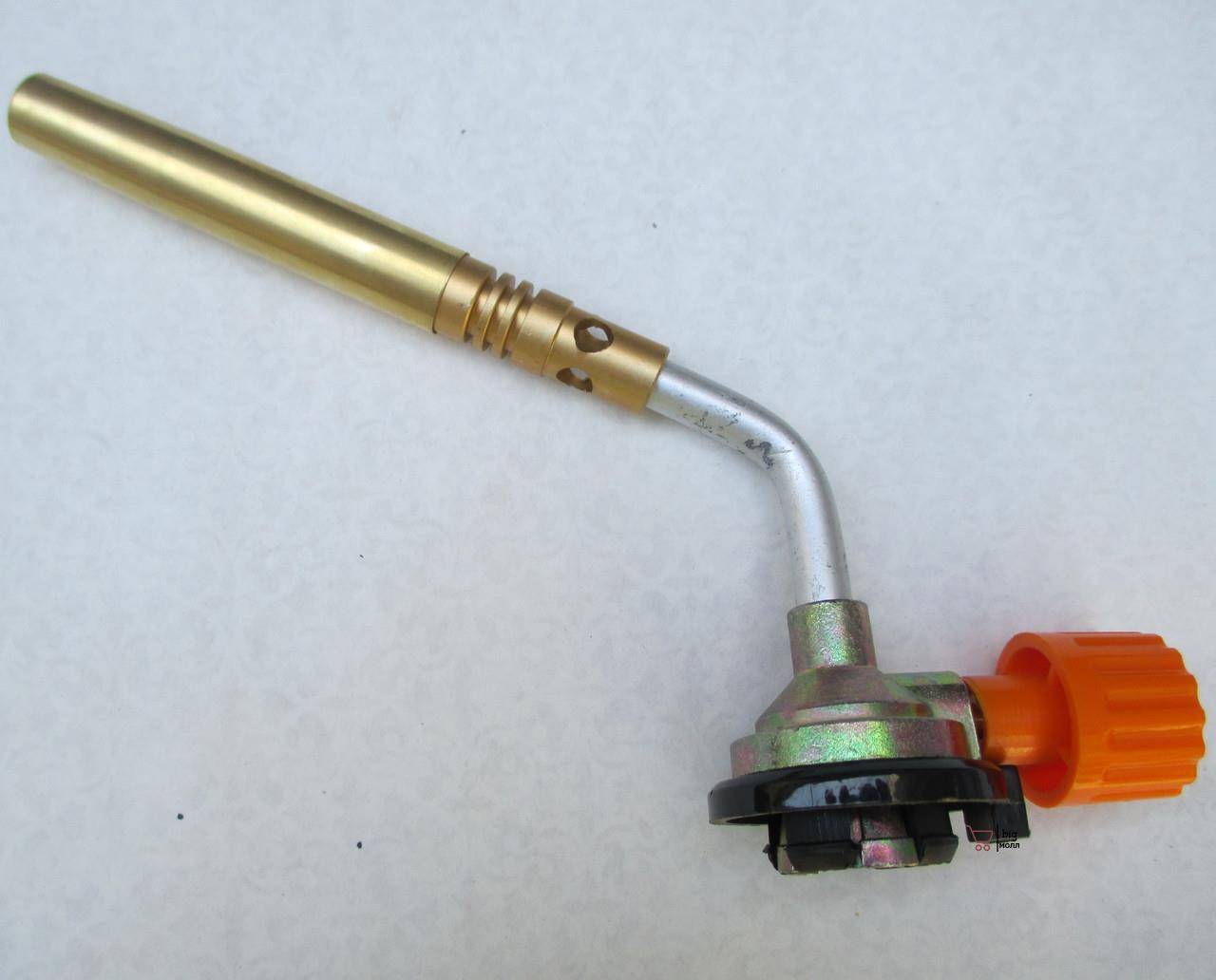
6 место – металлическая горелка под баллончик
Очень простая и узкая горелка, которая одевается на газовый баллончик. Ргулитор и узкое сопло позволяет подбираться к нужным деталям в узких местах. Пьезоподжига нет, но выглядит все качественно – кругом металл и большой регулятор подачи газа. Баллон с бутаном позволяет получать от этой горелки температуру около 1300 градусов по Цельсию.
Достоинства:
много металла, узкое сопло.
Недостатки:
нет пьезоподжига.
7 место – типовая горелка, которая надевается на баллончик
Позиционируется, как горелка для туристов и кулинарии: барбекю, тортов, суши и т.д. Конечно же может применяться для пайки, резки и сварки металлов. Пьезоподжиг и регулятор пламени присутствует. Работает горелка классически с бутаном. Корпус сделан из пластика, кожух сопла из нержавейки.
Стоимость такой .
Достоинства:
хорошо подходит для кулинарии, имеет пьезоподжиг.
Недостатки:
корпус сделан из пластика, так что нужно быть осторожным, чтобы не сломать.
8 место – горелка на баллончик с широким соплом
Латунная горелка не имеет пьезоподжиг, но умеет хорошо обжаривать барбекю и массивные металлические детали. Оранжевый Регулятор позволяет легко изменять длину пламени. Бутан из баллона разогревает пламя до 1300 градусов.






![Припой для пайки [алюминия, меди, стали]](https://labequip.ru/wp-content/uploads/2/c/e/2ce0228c19f89b74d71a989302b3511f.jpeg)



Достоинства:
хорошо подходит для кулинарии и массивных деталей.
Недостатки:
нет пьезоподжига.
Рекомендации по выбору горелки

При выборе газовых горелок учитываются производительность, тип используемого газа и мощность. Так, для осуществления масштабных работ на стройплощадках требуются мощные приборы, которые снабжаются от стационарных газовых баллонов. Для того чтобы справиться с разовыми пайками в быту, стоит предпочесть горелки с одноразовыми баллонами. Существуют и ацитилен-кислородные модели, рассчитанные специально на работу с медными трубами.
В таких аппаратах предусмотрен широкий диапазон температурного воздействия, благодаря чему пайка газовой горелкой меди успешно осуществляется и на промышленных объектах, и в домашних условиях. Собственно, мощность и определяет характеристики припоя. В зависимости от вида пайки следует использовать соответствующую газовую смесь. Бытовые аппараты обычно работают на смесях «газ-воздух». Составы «газ-кислород» чаще используются в операциях с габаритными трубами.
Конструкция горелки
Несмотря на элементарное устройство такие приборы обеспечивают высокую эффективность в ходе работы. На рынке газовая горелка для пайки доступна в разных модификациях, но большинство из них в обязательном порядке включают следующие компоненты:
- Узел для фиксации газовых баллонов.
- Сопло (может иметь разную форму: узкое, широкое, удлиненное).
- Регулятор газа.
- Форсунки.
- Редуктор.
Также возможно наличие вспомогательных элементов, расширяющих возможности, которыми располагает газовая горелка для пайки, в процессе работы. В частности, устройство может включать ветрозащиту, переходники для баллонов разных форм, транспортировочный чехол и т. д. Горелки также различаются по типу газового наполнения, типоразмеру и форме металлического изделия (медный трубопровод, алюминиевые изделия, латунь и т. д.), допускаемого к работе.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.

Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Пайка трубы
Паять трубы из листового металла непросто: скрученный лист коробится при нагревании и стремится вернуть себе первоначальную форму. Поэтому здесь важны точная фиксация и равномерный нагрев.
Вспомогательный фиксирующий инструмент должен обеспечивать сильное зажатие и в то же время быть узким.
Широкий захват непосредственно в месте шва нарушил бы округлую форму трубы.
Паяльник большой мощности равномерно прогревает два лежащих друг на друге края листа. Экономно расходуйте оловянный припой: он должен только поплыть!
Подготовку к пайке также начинают с лужения. Поскольку лист соединяют внахлест, то один его край лудят с верхней стороны, другой — с нижней.
Фиксировать положение скрученной из листа трубы лучше струбциной. Нужно только нанести немного припоя снаружи, он протечет между краями листа и схватит их.
Типы присоединений к газовым баллончикам
Соединение резьбой — это наиболее надёжный вариант с максимальной герметичностью. Внутренняя резьба, нарезанная в корпусе горелки, накручивается на внешнюю резьбу, нарезанную на корпусе баллона.
Цанговое соединение — такая конструкция имеет широкий воротник с прорезанным боковым пазом и клапаном, выступающим по центру. Горелку необходимо плотно насадить на картридж так, чтобы совпали посадочные места, прижать и прокрутить.
Этот тип соединения самый популярный, и в отличие баллона-бочки, который не имеет клапана, цанговый баллон можно многократно отсоединять и присоединять. Использовав переходник с резьбой, на цанговый баллон можно насадить горелку с резьбовым соединением.
Особенности технологии
Как в производственных, так и в домашних условиях приходится сталкиваться с необходимостью соединить при помощи пайки изделия, изготовленные из латуни. Связано это с тем, что данный сплав меди и цинка активно используется для производства элементов водопроводных и отопительных систем, а также множества других изделий.
Большое значение для получения качественного и надежного соединения латунных изделий при помощи пайки имеет правильный выбор флюса. Для успешного осуществления этого процесса не подойдет обычный флюс, в составе которого содержатся спирт и канифоль. Такой флюс из-за достаточно невысокой активности входящих в него компонентов не способен растворить окисную пленку, обязательно присутствующую на поверхности изделия из латуни. Именно поэтому для пайки изделий из латуни необходимо использовать более активный флюс, в качестве которого часто применяют хлористый цинк.
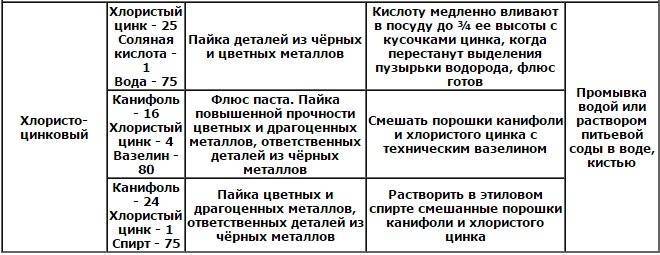
Состав и применение кислотных активных плюсов
Достаточно популярными флюсами, которые используются для выполняемой в соляных ваннах пайки латуни, являются бура и фтороборат калия. Такие флюсы, количество которых в растворе ванны, как правило, не превышает 5%, обеспечивают хорошее затекание расплавленного припоя в зазор между соединяемыми деталями.










Правильный выбор проволоки-припоя – еще одна важная задача, которую следует решить для того, чтобы получить качественное соединение деталей из латуни. Для пайки латунных изделий, которые в дальнейшем будут эксплуатироваться в газовой среде, можно использовать популярные типы припоев на основе сплавов серебра и фосфорной меди. Такие припои, кроме того, оптимально подходят для соединения изделий из латуни, содержащей значительное количество меди.

Марки и сферы применения припоев
В качестве припоя нередко используют и саму латунь, но при этом необходимо следить за тем, чтобы температура плавления присадочной проволоки не превышала аналогичный параметр самих соединяемых деталей. В тех случаях, когда при помощи пайки необходимо сформировать соединение повышенной надежности, используют твердые припои, которые, если сравнивать их с присадочными материалами мягкого типа, обладают более высокой прочностью.
Особое внимание вопросам выбора припоя и самой технологии выполнения пайки следует уделять в тех случаях, когда спаять между собой необходимо разнородные материалы. При этом следует учитывать, что такие материалы имеют разную температуру плавления, а также могут себя вести совершенно по-разному при нагреве
В частности, из латуни при интенсивном нагревании начинает испаряться цинк, что негативно отражается как на декоративных, так и на прочностных характеристиках формируемого соединения (оно приобретает пористую структуру).

В качестве несгораемой подложки можно использовать ведро с мелкой галькой
Избежать активного испарения цинка из состава латуни, подвергаемой нагреву в процессе выполнения пайки, позволяют определенные технологические приемы. Наиболее эффективным из таких приемов является использование флюса, который и будет выполнять защитную функцию, предотвращая испарение цинка из структуры латуни. Применение для выполнения пайки комбинированного припоя, в состав которого входит не только присадочный материал, но и флюс, – еще один эффективный способ, позволяющий избежать испарения цинка из латуни.





