Как купить Ручные листогибы
Компания “МОССклад” поставляет Ручные листогибы во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
Приобрести Ручные листогибы у нас очень легко:
- Выберите интересующий товар в таблице выше
- Узнайте его характеристики, посмотрите фото и видео, нажав на название модели
- Купить Ручные листогибы: позвоните бесплатно из любого города РФ 8-800-333-51-02 или отправьте запрос на
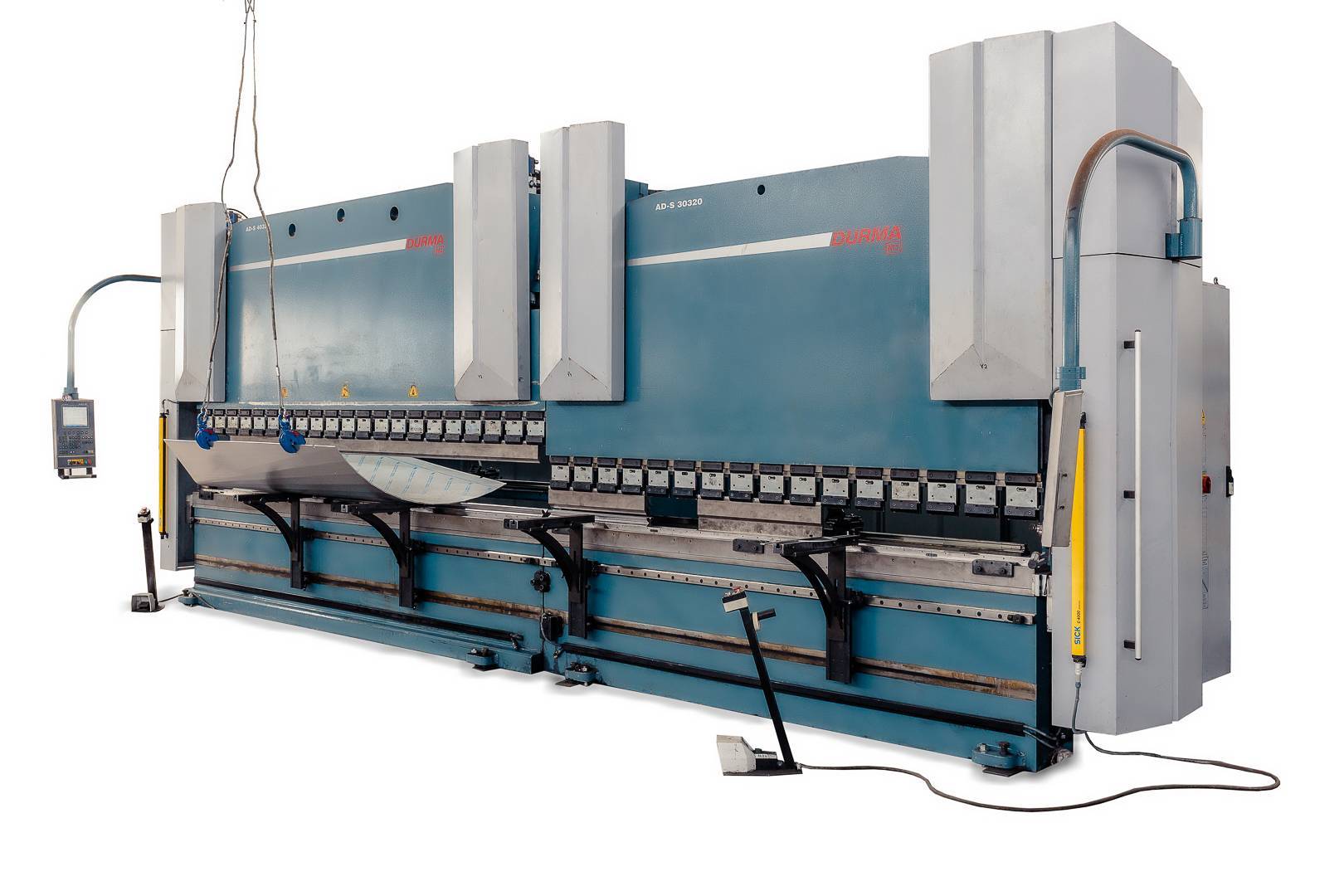
2 Общие сведения об установках и принципе их работы
Описываемое оборудование обычно применятся на производствах в следующих ситуациях:
- для получения идеальных по качеству и точности изделий;
- в качестве одного из этапов процесса промышленной обработки металлических заготовок толщиной от 3,5 миллиметров;
- для быстрой и недорогой гибки листов металла толщиной менее 3,5 миллиметров;
- при выполнении операций по сгибанию однотипных изделий (когда настройки инструмента не нужно менять слишком часто).
Листогибы на гидравлике бывают стационарными и передвижными. Первые используются на одном месте, они могут перерабатывать большие объемы металла. А вторые, мобильные, допускается эксплуатировать на разных объектах. Как правило, их приобретают небольшие производственные компании. И первые, и вторые при этом функционируют на энергии гидроцилиндров, что исключает необходимость применения усилий со стороны оператора листогибочного станка.

Суть работы описываемого оборудования заключается в обеспечении заданных значений хода (рабочего) траверсы установки и требуемого усилия. Под траверсой понимают жесткую балку из стали. На нее монтируют приспособления для конкретных режимов гибки, учитывающие характеристики обрабатываемой заготовки.
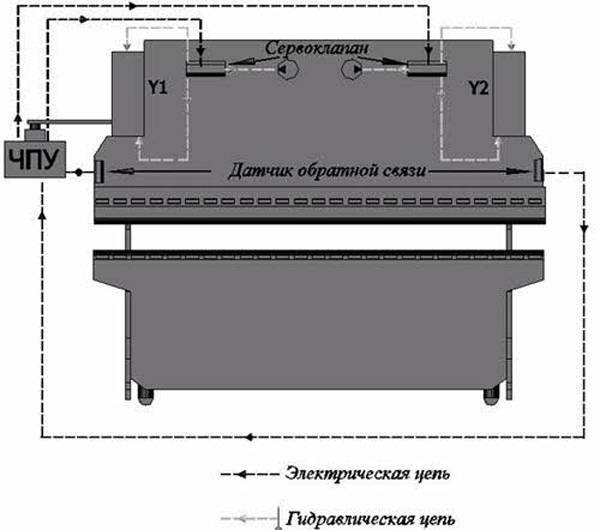
Траверса перемещается под постоянным контролем специальных линейных датчиков. Обычно на листогибы их устанавливают две штуки (один “следит” за правой стороной балки, другой – за левой), что гарантирует равномерность хода траверсы. На большинстве станков для гибки, кроме того, монтируют задний программируемый упор. Он позволяет получать отгибаемую металлическую кромку с определенными геометрическими значениями.

Листогибы на гидроцилиндрах на сегодняшний день считаются незаменимыми при производстве материалов для корпусного строительства, электронных изделий, приборов и быттехники, транспортных средств и специальной автотехники. Они также необходимы для изготовления гнутых изделий, используемых в машино- и станкостроении. При установке дополнительных механизмов гидравлические листогибочные станки без проблем обрабатывают разные по диаметру цилиндрические и конические поверхности.
Шаг 17: Окончательная сборка







Лучшая часть любой сборки — финальная сборка.
Несколько советов для этого этапа:
- Меры безопасности, особенно если вы строите машину размером с мою, имеют решающее значение. Это тяжелые компоненты, которые могут вызвать серьезные травмы.
- Продумайте каждый этап сборки и убедитесь, что вы всё делаете соблюдая правила безопасности.
- Используйте деревянные бруски или другие средства поддержки, чтобы гравитация оставалась на вашей стороне.
Мой процесс сборки:
- Нижняя плашка — просто накладывается на раму.
- Вертикальные направляющие гибочного ножа — зажимают раму (по одной с каждой стороны машины).
- Узел гибочного ножа — он подвешен на четырех пружинах растяжения. Я использовал деревянные блоки, чтобы поддержать сборку перед установкой пружин.
- Гидравлические домкраты и распорные пластины — эти домкраты свисают с верхней двутавровой балки. У них также есть нижние монтажные пластины, которые скользят по узлу гибочного ножа для регулировки из стороны в сторону.
- Гибочное лезвие (также известное как верхние плашки) — они просто вставляются в фиксирующий паз и фиксируются на месте путем затягивания болтов вдоль узла гибочного лезвия
Типы гибочных станков
Различают 2D и 3D гибочные станки. Первые используются для изготовления простых плоскостных изделий: крючки, вешалки, проволочные рамы и т.д. 3д станки для проволоки – универсальные гибочные станки, подходящие для изготовления практически любого проволочного продукта: лотки, кронштейны, корзины и т.д.. Трехмерная гибка становится возможной благодаря наличию поворотной консоли. В отдельную группу следует выделить автоматы для навивки пружин. Их использование позволяет делать пружины различных диаметров и с различным количеством витков за считанные секунды. По типу используемого сырья различают:
- гибочные станки для листового металла;
- станки для гибки арматуры;
- гибочные станки для профильной трубы;
- станки для гибки ленты;
- гибочные станки для проволоки.
На нашем сайте представлены автоматы для работы с металлической лентой, трубой, проволокой и арматурой, а также специализированный станок для изготовления букв из алюминиевой полосы для вывесок.
Штат сотрудников и помещение
На раннем этапе развития своего дела приобретать недвижимость для обустройства цеха необязательно. Его лучше взять в аренду. В центральных регионах годовое пользование помещением для производственных нужд обойдется в 10-12 тыс. руб. за каждый кв. м., а в отдаленных областях – на 20-30% дешевле.
Главное требование к арендованной площади – стабильный доступ к водоснабжению и электричеству. Оптимальный размер цеха – 200-300 кв. м. Желательно, чтобы на его территории был крытый склад для хранения готовых изделий. В среднем расходы на аренду составят 2,4-3,6 млн. руб. в год.
Для качественного производства изделий нужен штат квалифицированных сотрудников, которые умеют обращаться с оборудованием, владеют технологией изготовления отливов. От этого зависит рейтинг компании и размер прибыли.
В первое время достаточно привлечь к работе следующих специалистов:
- оператора листогибочного станка – з/п 45 тыс. руб.;
- специалиста по тонировке продукции – 40 тыс. руб.;
- проектировщика изделий – 45 тыс. руб.;
- разнорабочего – 30 тыс. руб.
Бухгалтера можно нанять удаленно за 15-20 тыс. руб. В итоге на содержание персонала уйдет 175-180 тыс. руб. ежемесячно.

Виды и классификация листогибочного оборудования с гидроприводом
Согласно отраслевой нормали КН-1-01 отечественное оборудование для гибки маркируется буквой И, после которой следует условное обозначение типа и рабочего усилия оборудования. Например, марка И2730Ф указывает на то, что данная кузнечно-штамповочная машина представляет собой листогибочный пресс с ЧПУ (буква Ф в конце маркировки), а максимальное рабочее усилие (последние две цифры) составляет 1000 кН.
Кроме того, промышленные листогибы классифицируются:
- По типу станины: выпускаются оборудование с открытой станиной С-образного типа, и с закрытой станиной рамного типа.
- По наличию либо отсутствию средств автоматизации процесса. Высокофункциональный листогибочный пресс с ЧПУ, несмотря на свою более высокую стоимость, значительно выгоднее обычного приводного листогиба, поскольку позволяет оперативно программировать себя на деформирование изделий с различной формой, чем существенно снижаются непроизводительные простои прессов.
- По конструктивному исполнению силовых гидроцилиндров листогибочный пресс может быть с нижним расположением цилиндров (с тянущими цилиндрами), и с верхним (толкающие цилиндры). С точки зрения распределения усилий во время деформирования, более высокой долговечностью отличаются прессы с верхним расположением силовых органов, поскольку в этом случае преобладают сжимающие напряжения, допустимый уровень которых для сталей всегда выше, чем сжимающих.
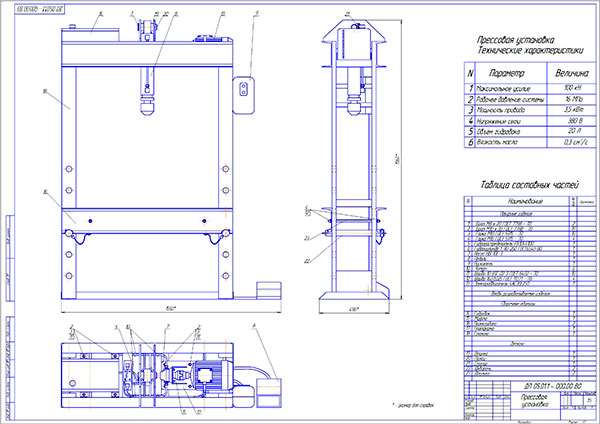
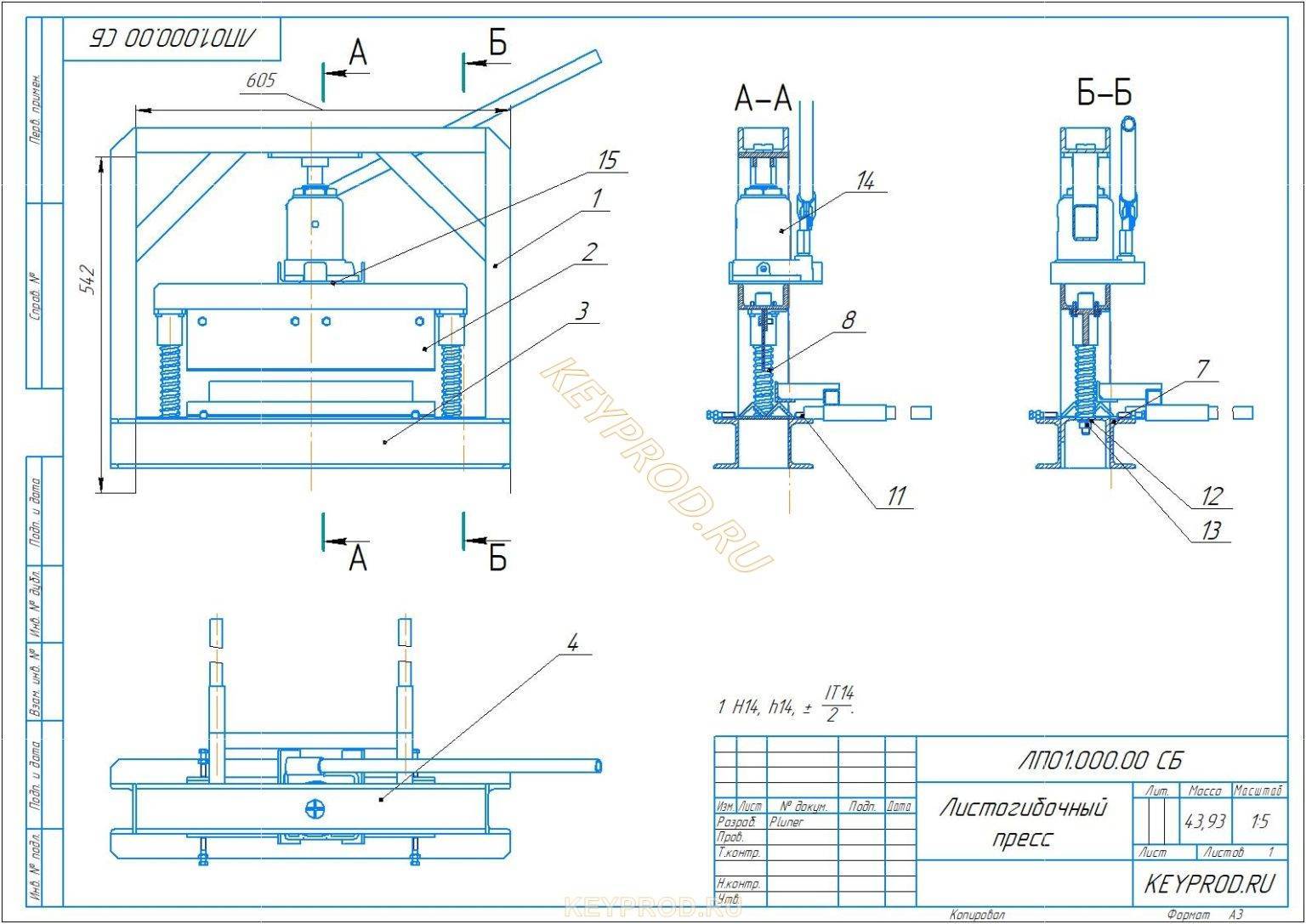
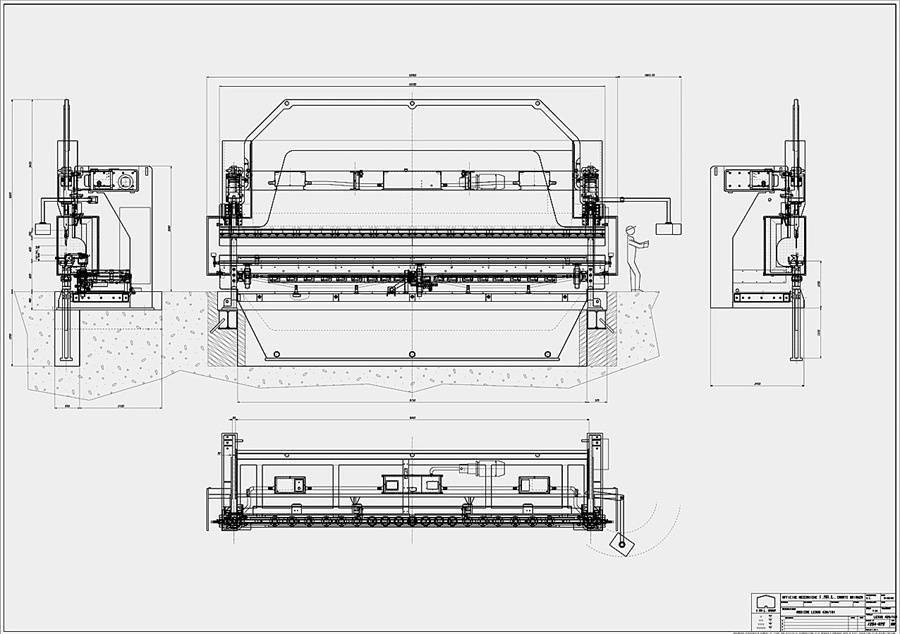
Чертеж общего вида пресса с гидроприводом
Следует отметить, что изготовление листогибочных прессов (независимо от типа привода) своими руками практически невозможно, поскольку требует очень высокого оснащения станочной базой и квалификации исполнителей. Вместе с тем, изготовление пуансонов и матриц своими руками вполне возможно: инструмент для гибки имеет довольно простую конфигурацию, а, кроме того, производится под конкретные потребности производства.
FABTEC
| Гидравлический листогиб W62Y 1320×3.0 | Рабочая длина 1320 мм | Толщина металла 3.0 мм | Под заказ | 1 201 964 q 35 161 BYN 5 654 076 KZT 1 146 276 KGS 7 075 204 AMD $13 513 11 187 € | ||
| Гидравлический листогиб W62Y 1320×4.0 | Рабочая длина 1320 мм | Толщина металла 4.0 мм | Под заказ | 1 255 385 q 36 724 BYN 5 905 370 KZT 1 197 222 KGS 7 389 660 AMD $14 114 11 685 € | ||
| Гидравлический листогиб W62Y 2000×3.0 | Рабочая длина 2000 мм | Толщина металла 3.0 мм | Под заказ | 1 495 778 q 43 756 BYN 7 036 187 KZT 1 426 477 KGS 8 804 702 AMD $16 817 13 922 € | ||
| Гидравлический листогиб W62Y 2000×4.0 | Рабочая длина 2000 мм | Толщина металла 4.0 мм | Под заказ | 1 495 778 q 43 756 BYN 7 036 187 KZT 1 426 477 KGS 8 804 702 AMD $16 817 13 922 € | ||
| Гидравлический листогиб W62Y 2000×5.0 | Рабочая длина 2000 мм | Толщина металла 5.0 мм | Под заказ | 1 549 198 q 45 319 BYN 7 287 476 KZT 1 477 422 KGS 9 119 151 AMD $17 417 14 419 € | ||
| Гидравлический листогиб W62Y 2500×3.0 | Рабочая длина 2500 мм | Толщина металла 3.0 мм | Под заказ | 1 602 619 q 46 882 BYN 7 538 770 KZT 1 528 368 KGS 9 433 607 AMD $18 018 14 917 € | ||
| Гидравлический листогиб W62Y 2500×4.0 | Рабочая длина 2500 мм | Толщина металла 4.0 мм | Под заказ | 1 602 619 q 46 882 BYN 7 538 770 KZT 1 528 368 KGS 9 433 607 AMD $18 018 14 917 € | ||
| Гидравлический листогиб W62Y 3200×3.0 | Рабочая длина 3200 мм | Толщина металла 3.0 мм | Под заказ | 1 709 460 q 50 007 BYN 8 041 354 KZT 1 630 259 KGS 10 062 513 AMD $19 219 15 911 € | ||
| Гидравлический листогиб W62Y 3200×4.0 | Рабочая длина 3200 мм | Толщина металла 4.0 мм | Под заказ | 1 762 881 q 51 570 BYN 8 292 648 KZT 1 681 205 KGS 10 376 968 AMD $19 820 16 408 € | ||
| Гидравлический листогиб W62Y 3200×5.0 | Рабочая длина 3200 мм | Толщина металла 5.0 мм | Под заказ | 1 976 563 q 57 821 BYN 9 297 815 KZT 1 884 987 KGS 11 634 780 AMD $22 222 18 397 € | ||
| Гидравлический листогиб W62Y 4000×2.0 | Рабочая длина 4000 мм | Толщина металла 2.0 мм | Под заказ | 2 136 825 q 62 509 BYN 10 051 692 KZT 2 037 824 KGS 12 578 141 AMD $24 024 19 889 € |
С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.






- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Самодельный гибочный станок в работе
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
Как выбрать кинематическую схему гибочного станка
Наиболее доступны для изготовления своими руками станки, в которых листовой металл будет изгибаться в результате поворота подвижной траверсы. Принцип действия такого станка заключается в следующем.
Подлежащая гибке заготовка устанавливается на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплён на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой изгибаемое изделие.
Впереди нижнего стола находится поворотная балка, которая может поворачиваться вокруг своей оси. Поворот может производиться рукояткой от рычажного привода, но может быть изготовлен вариант с ножным приводом. В последнем случае руки оператора остаются свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. Кроме того, при ножном управлении листогибом меньше устают руки.
Набор гибочного инструмента на верхней и поворотной балках может изменяться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали – линейку, прижим и т.п. – которые потребуют для своего изготовления квалифицированных фрезерных работ.
Скос верхней балки будет определять наибольшее значение угла гиба, на который может изменить свою ось листовой металл.
Что того, чтобы сделать такой агрегат своими руками, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления своими руками опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут изготавливаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно воспользоваться также слесарными тисками, направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей.
По подобному принципу можно сделать и самодельный листогиб, используя деревянные детали. Он, правда, сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает вполне достаточно, а трудоёмкость работ по сооружению листогиба своими руками заметно снизится. В частности, отпадает потребность в сварочных операциях. Следует отметить, что рабочие детали такого станка должны изготавливаться только из древесины твёрдых пород (сосна, ель не подходят).
Определившись с принципом действия листогиба, можно поискать и подходящие чертежи. Впрочем, человек с инженерным образованием, сможет изготовить комплект чертежей и самостоятельно. Преимущество такого варианта состоит в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ его установки. Для небольших агрегатов, например, станок для гибки может быть передвижным или даже переносным. В противном случае придётся, используя сварку, сделать устойчивое основание, иначе излишняя подвижность станка будет снижать точность работ на нём.
По готовности станка необходимо выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона необходимой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от деформирующего инструмента.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Самая популярная конструкция листогиба и ее улучшение
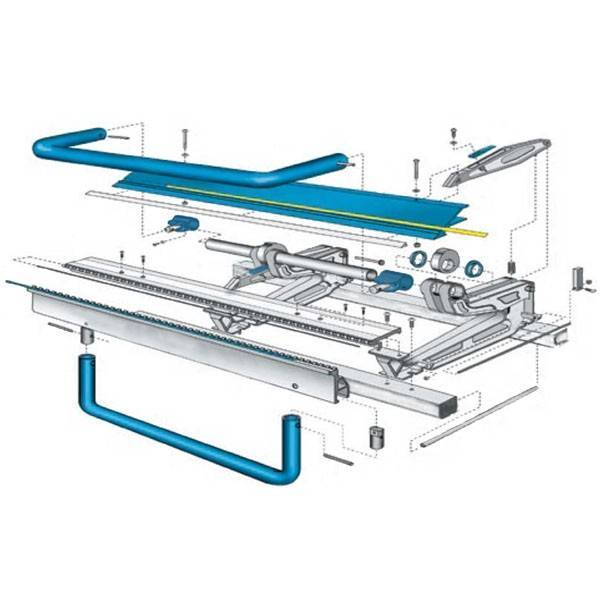
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:







- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Как выбрать
В линейке инструментов от фирмы WUKO присутствует несколько моделей различных ручных листогибов, подходящих под разные требования. Принцип их действия одинаков: роликовый механизм загибает кромку при протягивании инструмента вдоль листа вручную. Инженерами компании в конструкции листогиба оригинально реализован процесс отбортовки металлического листа: роликовые направляющие одновременно служат рукоятью инструмента и метрической шкалой, позволяющей выставить необходимое расстояние для гибки. Видео демонстрирует, как работает инструмент.
Wuko Mini Bender. Самая простая модель ручного листогиба – Wuko Mini Bender имеет одну пару роликов. Модель 2020 позволяет делать загиб от 5 до 20 мм. Существуют варианты с возможностью получения более высокого борта: 2030 и 2050.

WUKO DUO BENDER. Для более высокой производительности выпускаются модели с двумя парами роликов. Они также различаются по величине загиба – от 200 мм (модель 3200) до 350 (модель 3350). Так же есть разновидность WUKO DUO Bender 3350 PLUS, укомплектованная дополнительной съемной ручкой и планкой для опоры. Модели с двумя рядами роликов предназначены для работы на прямолинейных участках.

- WUKO Uni Bender. Для работы на криволинейных участках, особенно при устройстве купольных конструкций, целесообразно применять специальные ручные роликовые листогибы. Они имеют дополнительный опорный ролик, упрощающий движение инструмента по радиусу.
- DISC-O-BENDER. Этот инструмент предназначен для формирования лежачего фальца при изготовлении горизонтальных швов, примыканий ендов, и прочих работах.
Модельный ряд роликового инструмента для ручной гибки предназначен для профессиональных кровельщиков и жестянщиков, выполняющих различные задачи по устройству фальцевой кровли и других изделий из листового металла. Ручные листогибы применяются как дополнительные удобные инструменты к листогибным и фальцеобразующим станкам, но при необходимости можно использовать ручной роликовый листогиб и для изготовления небольшого объема картин при монтаже кровли своими руками. Если вы решили использовать ручной роликовый листогиб для создания картин на кровлю, не забывайте, что формирование каждого изгиба происходит в несколько приёмов: инструмент отбортовывает кромку постепенно, за несколько проходов, поэтому изготовление всего необходимого объёма картин даже для относительно небольшой крыши загородного дома займёт довольно продолжительное время.
Самостоятельное изготовление
Конструкция ручного бендера проста и элегантна. В интернете можно найти чертежи, позволяющие при наличии доступа к токарному и фрезерному станкам и умении ими пользоваться повторить инструмент самостоятельно. Однако нужно учитывать, что инструмент заводского изготовления имеет специальное покрытие роликов – наиболее нагружаемой части.
Разнообразные изделия из жести и металлического листа, полученные способом гибки, популярны и востребованы как в профессиональном строительстве и машиностроении, так и для мелкого бытового ремонта и хозяйственных нужд. Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
Виды
В промышленности и сфере строительства используются станки для придания нужной формы изделиям из металла, а именно:
- ручной станок — техника небольшого размера. Благодаря чему её легко переставлять. Из-за лёгкости конструкции и небольшого количества функций его нельзя использовать при проведении масштабных работ. С его помощью придают форму медным деталям, стальным или оцинкованным алюминиевым заготовкам Работа на этом станке не требует специального обучения, но занимает много времени и требует приложения больших усилий;
- механические станки. Они функционируют посредством подачи энергии от вращающегося маховика, запущенного для вращения заранее;
- электромеханические конструкции работают с помощью электродвигателя, специального устройства — редуктора — при помощи ремней и привода. Станки такого типа более мощные по сравнению с механическим оборудованием и более продуктивные;
- гидравлические конструкции. Эти станки придают форму металлическим заготовкам посредством особого устройства цилиндра;
- пневматические станки выполняют работу, используя пневмоцилиндры, сгибающие листовые заготовки с нанесённой на них специальной краской;
- электромагнитные конструкции применяются для создания металлических ящиков. Металлические заготовки сгибаются под действием силы мощного электромагнита. Поэтому на них могут быть задействованы процессы, требующие огромных затрат сил и энергии;
- мобильные листогибы — станки небольшие размера. Благодаря свойству конструкции с их помощью можно проводить обработку заготовок и деталей сразу же на месте будущей сборки деталей.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
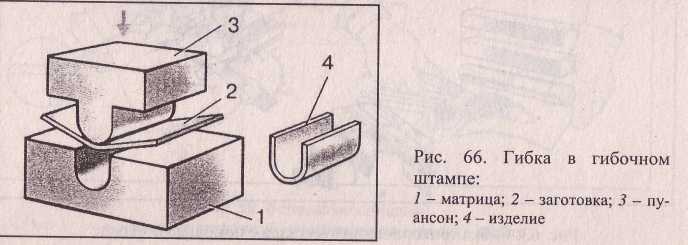
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент — линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Преимущества использования
Как и любое другое оборудование, эти аппараты имеют в работе плюсы и минусы. Не подвергающимся сомнению плюсами является то, что:
- получившиеся во время работы изделия отличаются высокой прочностью;
- используя станок, можно согнуть лист под углом без образования какого-либо шва на заготовке;
- практически исключено образование коррозию сгиба;
- гибочные станки позволяют создавать цельную металлическую конструкцию.
Таким образом, можно создавать продукцию самого высокого уровня качества и не опасаться, что она будет иметь те или иные изъяны или будет подвержена неблагоприятному воздействию.
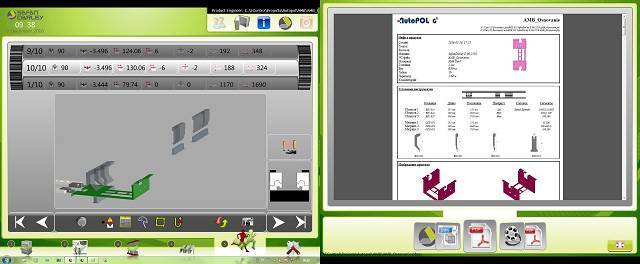
Система ЧПУ EC-20 с дополнительным монитором
С 1995 года компания Safan разрабатывает и использует на своих листогибах собственные системы ЧПУ с применением мониторов Touch Screen. Для серии Ultra была разработана обновленная версия уже известной системы E-Control 20. Изменен дизайн, в базовую комплектацию добавлен второй монитор и переносной пульт.
Дополнительный монитор позволят выводить различную сопроводительную информацию. Достаточно добавить в проект PDF-файл с чертежом, отчетом из AutoPOL , демонстрационное видео, или любой другой информацией, и они будут автоматически выгружаться на дополнительный монитор при выборе программы. Это в значительной степени снижает время настройки и отладки новых программ.
Характеристики системы ЧПУ EC-20
- Промышленный компьютер на базе операционной системы Microsoft
- Два цветных сенсорных TFT дисплея 21” с расширением Full HD
- Русифицированный интуитивно понятный интерфейс
- Разъемы для подключения Ethernet, USB
- SSD-накопитель 64 Гб
- Поворотная консоль с регулировкой высоты мониторов
- Дополнительный пульт с основными кнопками
- Система диагностики и индикации ошибок
- программирование — в 2D-формате, с масштабированием;
- автоматический расчет последовательности гибки;
- проверка столкновений;
- симуляция и визуализация — в 3D-формате, с масштабированием;
- простая графическая коррекция последовательности гибки;
- возможность программирования в табличном виде;
- графический выбор деталей и инструментов.

Функции работы с инструментом:
- графическое меню конфигурации инструментов;
- отображение сегментных инструментов;
- многопозиционная расстановка инструментов;
- программирование разных инструментов в одной программе.

Функции теоретического расчета:
- требуемого усилия гибки;
- удлинения заготовки на каждом гибе, внесение пользовательских значений;
- длины развертки;
- последовательной гибки больших радиусов.
На дополнительный монитор одновременно с вызовом программы загружается сопроводительная информация. Например:
- чертеж детали — аналог «бумажного» варианта;
- отчет с инструкциями, созданный в AutoPOL;
- развертка детали с указанием линий гибов;
- демонстрационное видео с реальной последовательностью гибки;
прочая сопроводительная информация, которую можно добавить в проект.