

Принцип действия гидроабразива
Попытки использовать давление воды для дробления материала осуществлялись столетия назад. На угольных шахтах впервые был применен водяной аппарат для добычи угля.
Затем инженеры догадались добавить в струю воды абразивные вкрапления, и «водяной нож» превратился в точный инструмент для обработки любой прочной заготовки.
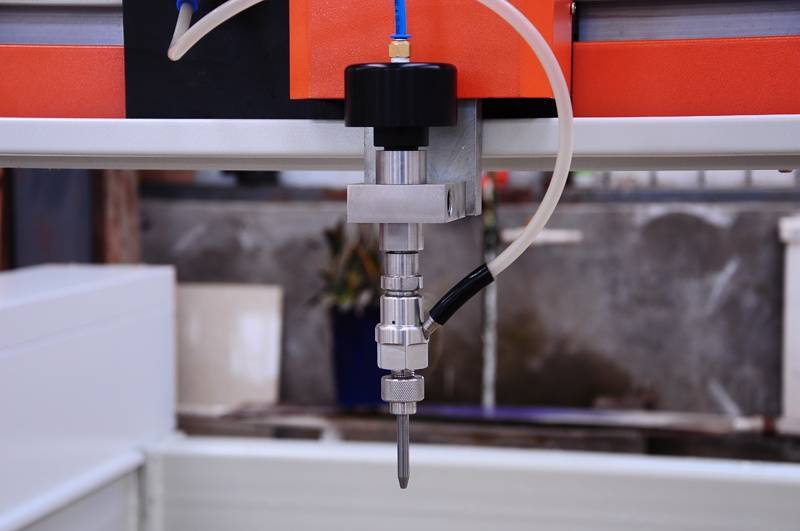
Как работает гидроабразивная резка? Основа гидроабразивного резака – сопло, или форсунка. Именно этот элемент формирует режущую струю, способную разрушать даже сверхпрочные материалы.
Конструктивно форсунка состоит из следующих элементов: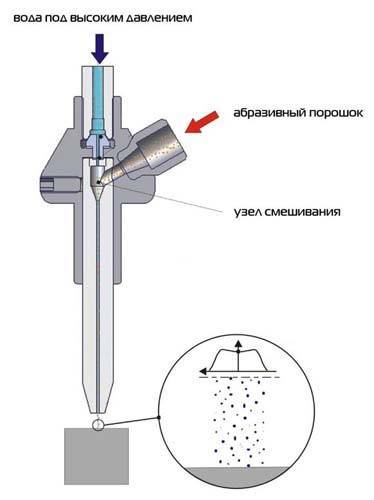
- Входной штуцер для воды, объединенный с первичной камерой создания сверхдавления. Мощный насос подает воду в камеру, затем происходит переход воды из отверстия большого диаметра в меньшее. При неизменном давлении воды, скорость потока увеличивается пропорционально разнице в диаметрах отверстий. Давление на входе составляет 2000-5000 атмосфер.
- Штуцер для подачи абразивного материала. В качестве рабочего элемента применяются мелкие фракции песка. Он может быть обычным, силикатным, либо состоять из дробленых твердых минералов: например, граната.
- Узел смешивания. В этой камере, поток воды увлекает за собой частицы абразива, формируя основу гидроабразивной резки: водно-песчаную взвесь. Регулируя давление воды и скорость подачи абразива, можно устанавливать различную мощность резака. Принцип работы камеры смешивания напоминает пескоструйную машину, только параметры намного мощнее, и в качестве носителя абразива выступает не воздух, а вода.
Гидроабразивная резка автомобильных дисков сложной формы — видео
https://youtube.com/watch?v=4IKlR76oflc
Далее взвесь попадает в твердотельное сопло, диаметр которого определяет ширину реза. Это достаточно сложный и дорогой узел, поскольку от его конфигурации зависит форма пятна контакта с заготовкой.
Если сопло изготовлено неправильно, интенсивность струи снижается, и станок будет работать с меньшим КПД. Материал выходного сопла не обязательно должен быть прочнее обрабатываемой заготовки.
Гидроабразивный поток проходит по касательной, не нанося критических разрушений. Тем не менее этот узел подвержен износу, и нуждается в периодической замене.
Кроме того, большинство станков комплектуются набором форсунок с различными параметрами: размером камеры смешивания, диаметром сопла, соотношением входных и выходных отверстий первичной камеры. Резка металла отличается от обработки пластика или камня, для каждого материала предусмотрены разные форсунки.
Важно! Гидроабразивная резка относится к опасным видам работ, поэтому при работе станка, в непосредственной близости людей быть не должно. Попадание абразивной струи на тело приводит к тяжелым травмам.
Гидроабразивная очистка
В настоящее время существует несколько способов очистки металлических поверхностей. Каждый из них имеет ряд преимуществ, а также недостатков. При использовании некоторых из них возникает вопрос об экологичности процесса и о том, как утилизировать оставшиеся отходы. Многие применяют абразивоструйную, дробеструйную, ультразвуковую обработку, чистку водой под высоким давлением, кислотное травление, но, ни один из вышеперечисленных методов не объединяет три главных требования – производительность, экология, качество. Как правило, преимущество отдается производительности, а не экологичности процесса.
Метод гидроабразивной очистки известен довольно давно. Впервые он был применен в 60-е годы, но долгое время не получал должной поддержки так, как его было трудно реализовать в металле. Широкое распространение метода гидроабразивной обработки началось несколько лет назад. В последнее время он активно используется в европейских странах, США, а также и в России. Его применяют там, где необходима скорость, качество, экологичность и безопасность.
Гидроабразивная обработка применяется для очистки поверхностей лопаток беспилотных аппаратов, турбин, авиадвигателей от ржавчины, краски и окалины. Метод гидроабразивной очистки позволяет добиться наивысшей степени Sa3. Согласно нормам Шведской ассоциации стандартов – это обработка до чистой поверхности. В результате чего металл не должен содержать любых видов загрязнений и иметь характерный серо-белый оттенок, небольшую рельефность.
Перед тем как приступить к работе специалисты оценивают степень загрязнения поверхности: А – значительная часть поверхности покрыта окалиной, однако отсутствует ржавчина или присутствует в небольших количествах. B – металлическая поверхность ржавая, в некоторых местах начала отслаиваться. C – металлическая поверхность полностью покрыта ржавчиной, но её можно соскрести. При этом на ней расположены небольшие углубления. D – металлическая поверхность полностью ржавая, невооруженным взглядом можно увидеть небольшие отверстия.
Согласно существующим схемам гидроабразивной обработки выделяют:
- Гидроабразивную обработку с высоким давлением воды. Очистка таким способом обеспечивается наличием установки, которая подает водную струю под давлением до 3000 Бар и пескоструйный аппарат с компрессором, создающим давление до 12 Бар. При этом абразив должен быть сухой, однородной фракции. Смешивание воды с абразивом проходит в специальном резервуаре совмещенного сопла. В результате этого получается водная струя с абразивом под очень высоким давлением. В настоящий момент подобных установок на территории России немного, но в арсенале она есть.
- Гидроабразивная обработка с низким давлением воды. Подобный метод очистки обеспечивается водной струей с абразивом под давлением 12 Бар. Вода подается в специальный отдел распылителя, который закреплен на пескоструйном сопле. В процессе работы вода инжектируется, смешивание абразива и воды происходит на выходе из установки.
Технология выполнения гидроабразивной резки
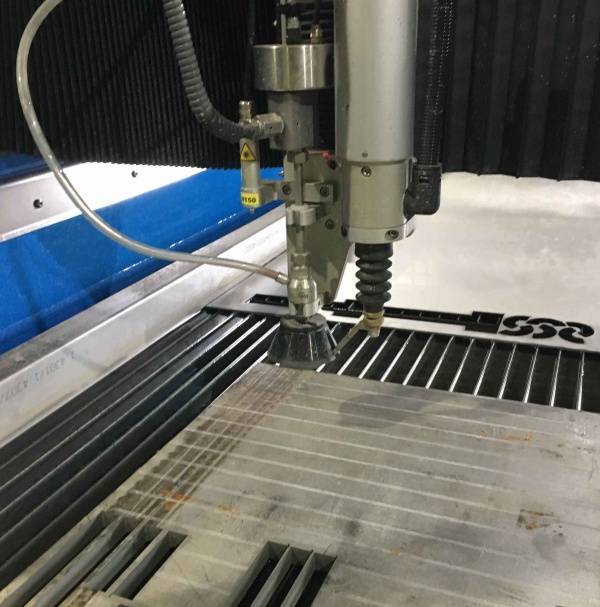
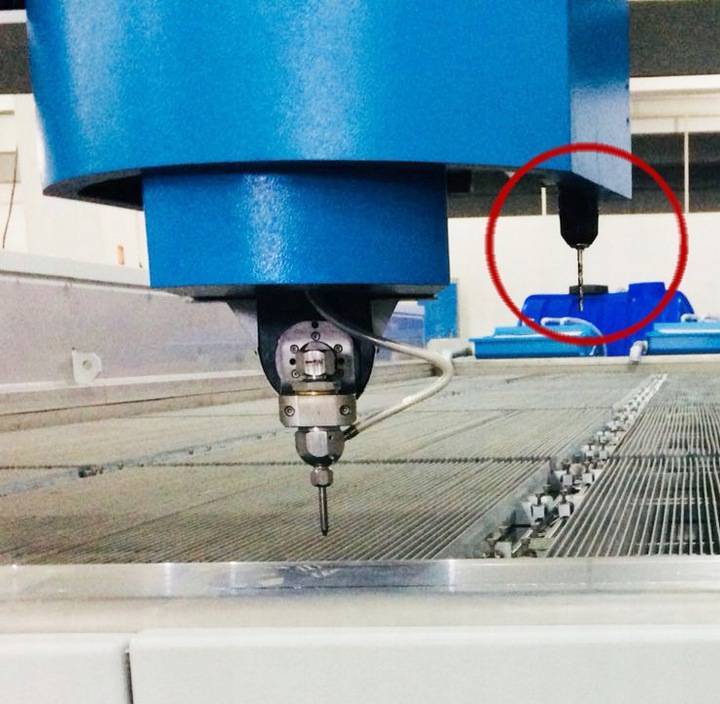
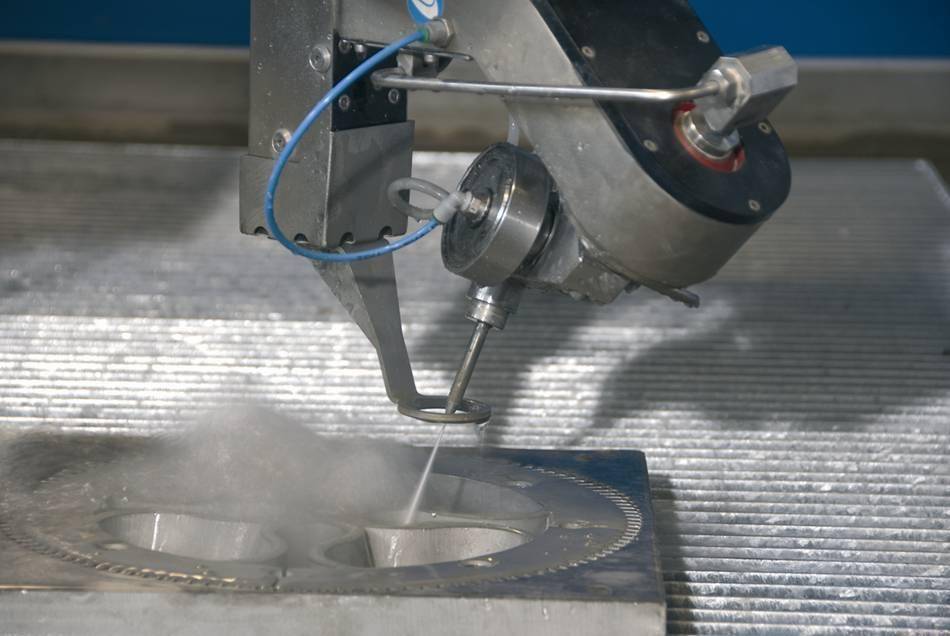
Операция по выполнению гидроабразивной резки заключается в обработке заготовки водяной струей под большим давлением с добавлением в воду режущего вещества в виде мелких частиц твердых горных пород. Для точного позиционирования режущей струи используется лазер и специальная направляющая головка, выполненная из прочного сплава.
Рис. 1 Рабочая операция резки материала под большим давлением на гидроабразивном станке.
Операция резки протекает под воздействием абразивной смеси за счет использования специального насоса, от характеристик которого зависит толщина реза и скорость обработки заготовки. Для управления процессом на станке устанавливается регулятор мощности, который позволяет изменять толщину и скорость реза заготовки. При обработке наиболее прочных материалов применяют трехкомпонентный наполнитель, менее прочных – двухкомпонентную смесь (вода + абразив).








Большую роль в технологическом процессе играет напор воды, который должен иметь рабочие параметры не менее 4700 кг/см2 и скорость до 1200 м/сек.
Для точного позиционирования струи используются специальные сопла, которые имеют различный диаметр выходного отверстия, что позволяет за счет смены головки регулировать толщину реза. Ресурс работы водяных сопел обычно составляет 60 — 100 час. по истечении, которого производится их замена.
Для приготовления абразивной смеси на станке установлена специальная смесительная камера, где производится смешивание различных компонентов согласно заданной программе.
Для автоматизации операций обработки используется блок автоматики, который регулирует операцию резки и скорость подачи режущего вещества, а также осуществляет компенсацию конусности за счет использования технологии Flow Dynamic Waterjet. Система автоматически производит регулировку позиционирования головки со сменой направления угла сопла.
Гидроабразивные станки используются для разделки материалов:
- нержавеющей стали;
- алюминия;
- титана;
- гранита;
- мрамора;
- углепластика;
- стекла
с образованием ровного реза необходимой толщины.
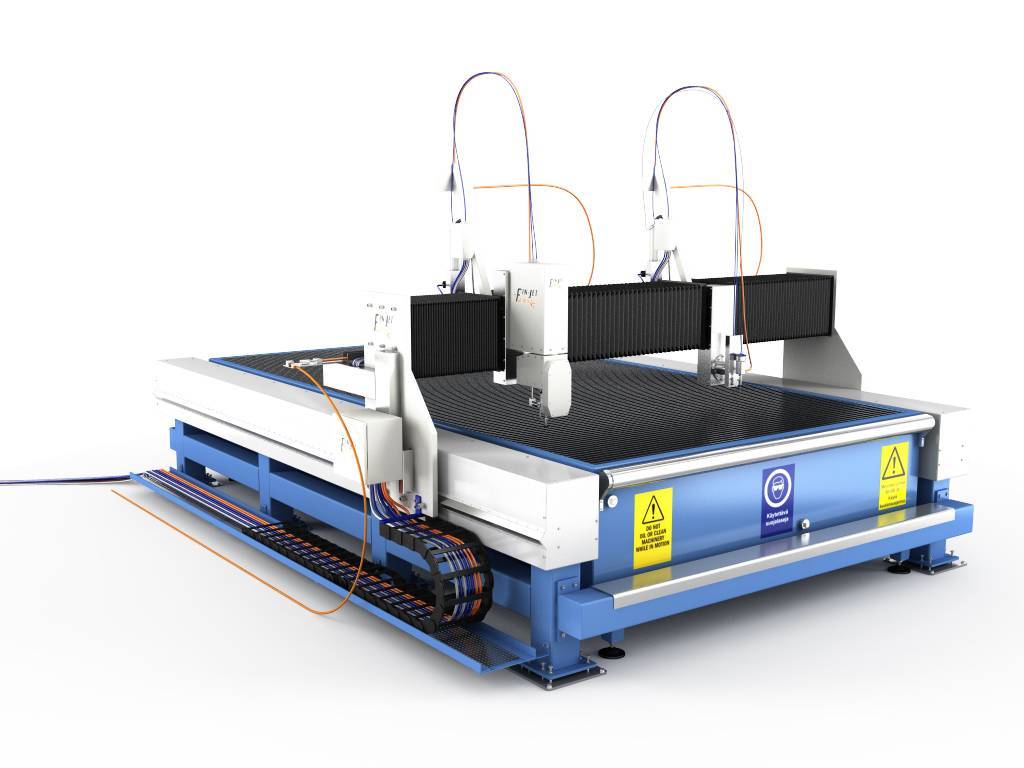
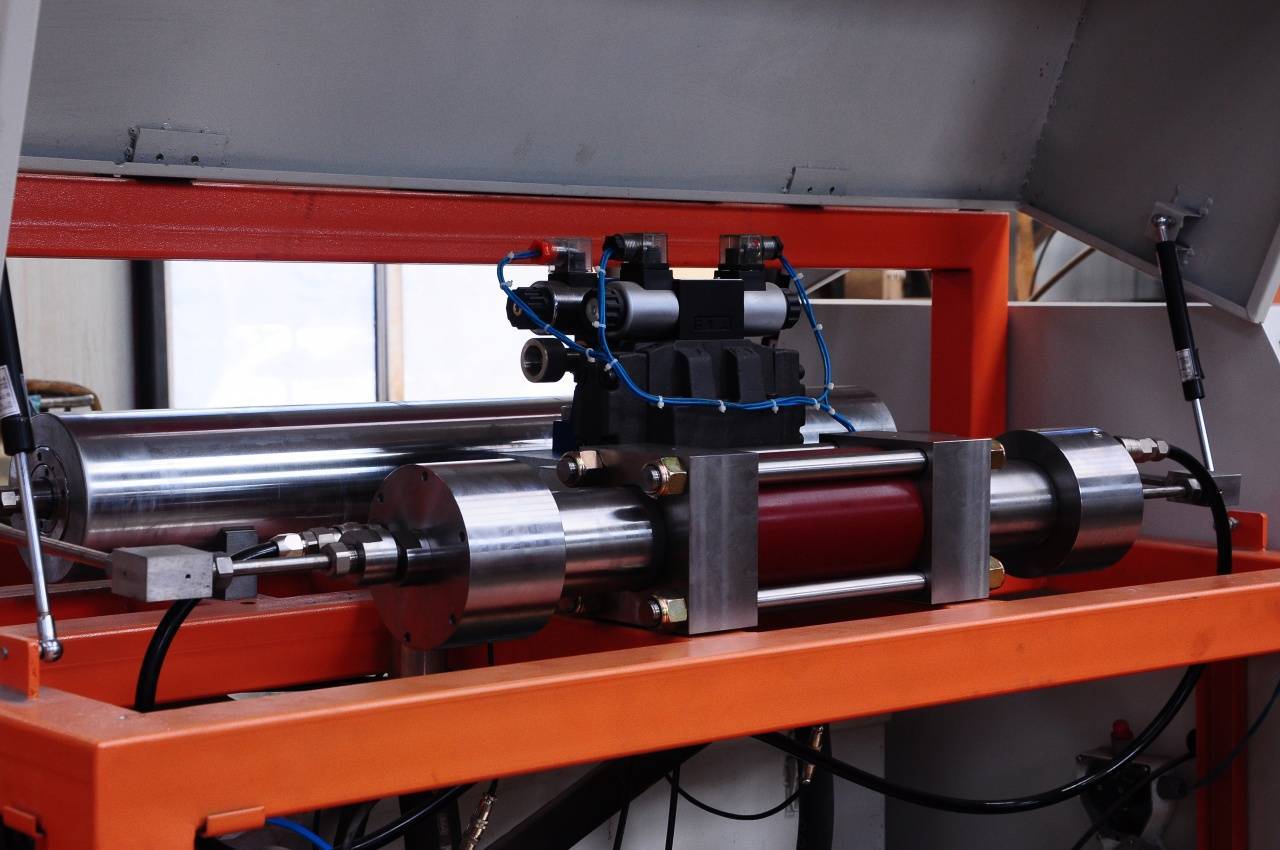
2 Установка гидроабразивной резки металла – особенности конструкции
Установка гидроабразивной резки настолько же уникальна, как и сама технология, несопоставима по конструкции ни с одним известным оборудованием для подобного вида обработки изделий. Первая ее особенность – наличие рабочей ванны, в которой происходит резка, имеющей следующие элементы:
- Несущие опоры из нержавеющей стали, приспособленные для простой, быстрой замены при наступлении износа.
- Быстросъемные ребра для поддержки разрезаемого материала. Устанавливаются на несущие опоры и обеспечивают их защиту от гидроабразивной струи.
- Система быстрого набора, выпуска воды, обеспечивающая обработку заготовок, полностью погруженных в водную среду – рабочая зона защищена от образующейся пыли (остается в воде) и шума, уровень которого снижается до 65 Дб.
Следующая особенность – бак для абразива, обеспечивающий простоту работы с оборудованием:
- конструкция позволяет пополнять запас абразивного материала даже в процессе работы установки – существенная экономия времени;
- оборудован датчиками контроля объема абразива.
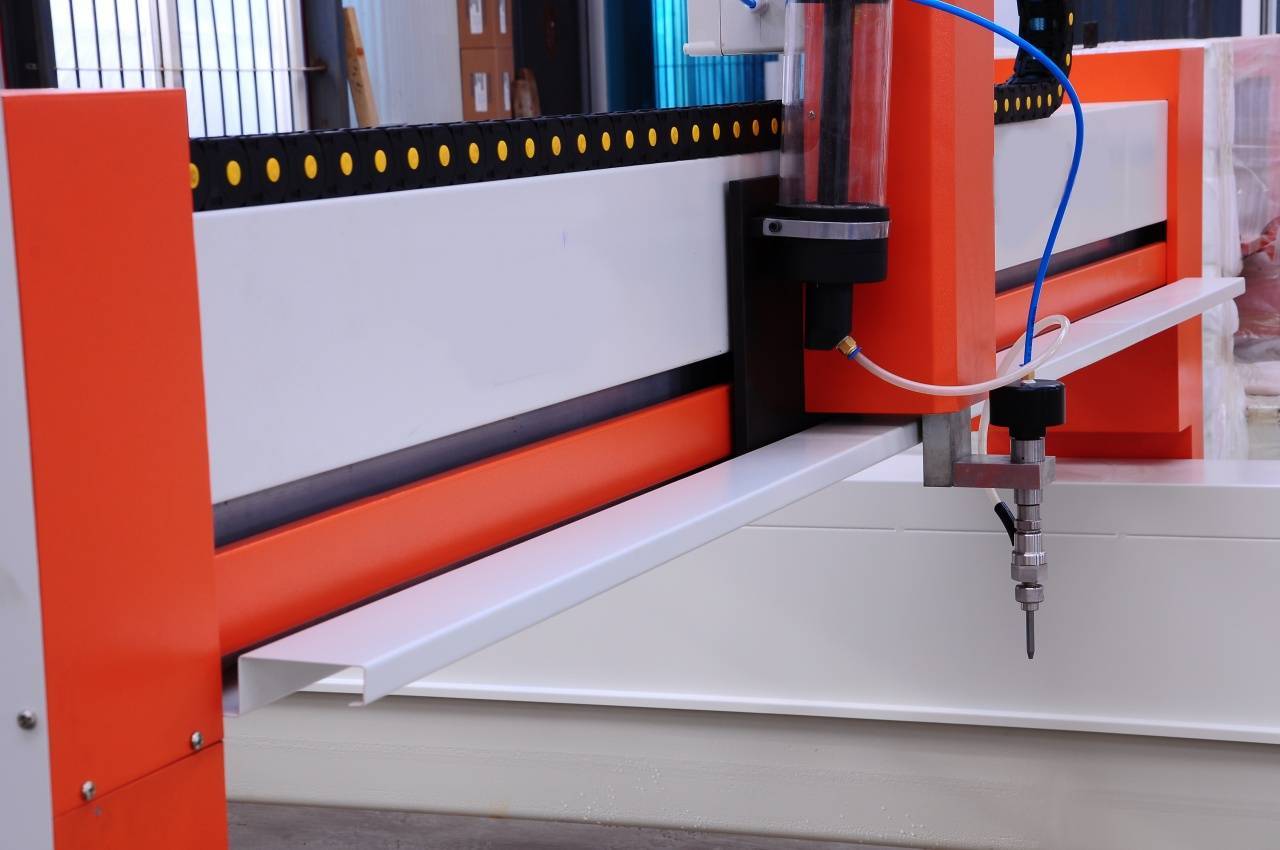
Имеет свои особенности и система перемещения:
- У станка консольная конструкция, оснащенная ременным приводом, осуществляющем перемещение по осям.
- Ременной привод наиболее приспособлен для использования на гидроабразивных станках, так как практически не боится, когда в него попадает абразивный материал. Привод прост в эксплуатации, а в случае износа легко заменяем.
- Высокая точность позиционирования (±0,025 мм) обеспечивается индуктивными линейными датчиками.
- Осевое перемещение осуществляется по линейным направляющим, благодаря чему обеспечивается плавность скорости и хода, точность позиционирования.

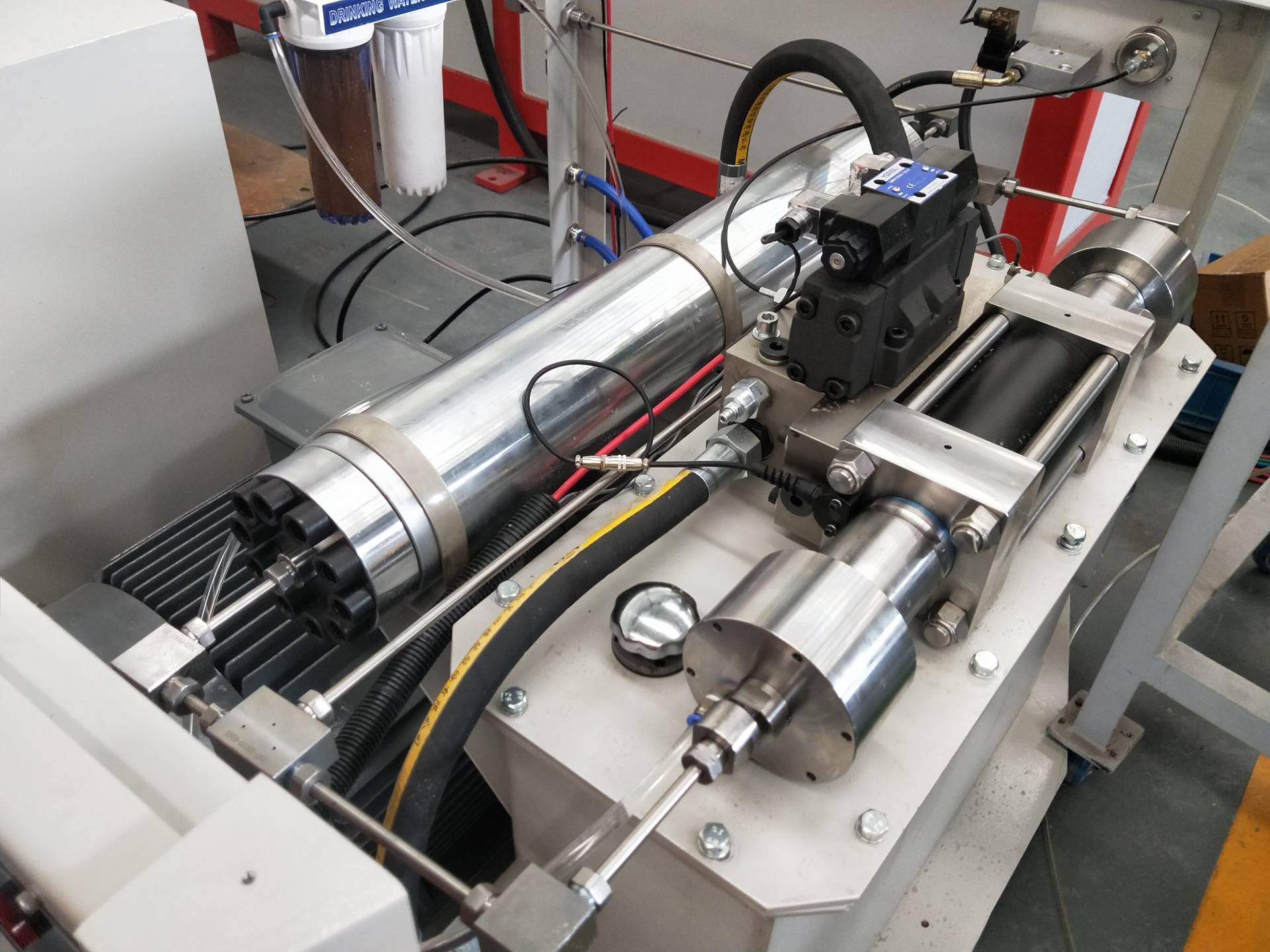
Самый важный узел гидроабразивной установки – насос высокого давления, осуществляющий сжатие и доставку воды в рабочую зону. Автоматическое управление всеми параметрами процесса резки производится системой ЧПУ. Для удобства быстрой и точной настройки или привязки все станки оснащены переносным пультом с маховичком.
Система поддержания постоянного зазора представляет собой особый контактный механизм, перемещающийся по листу и обеспечивающий поддержание оптимального расстояния между поверхностью изделия и фокусирующей трубкой. Это способствует качеству и точности реза, а также не допускает опасности столкновения трубки с заготовкой.
Особая конструкция станков – угловая голова:
- обеспечивает подвижность режущей головки в 2 плоскостях с поворотом на углы наклона до 60° включительно – это позволяет обрабатывать криволинейные поверхности, фаски, компенсировать конусность в процессе обработки;
- конструкцией предусмотрено, что при выполнении фаски или компенсации конусности перемещение происходит только по 1 поворотной оси – это обеспечивает неизменность угла и высокую точность;
- сложные поверхности могут обрабатываться одновременно по 5 координатам.
Станок для гидроабразивной резки металла оборудован системой загрузки обрабатываемого материала. Наибольшее распространение получили:
- Кран-балки, оснащенные механическими или вакуумными захватами. В качестве силовой установки используется тельфер.
- Подъемники гидравлические, пневматические с регулируемыми рычагами, которые поддерживают материал в самых важных местах – получили широкое применение при работах с хрупкими материалами.
 Датчик, контролирующий подачу абразивного состава:
Датчик, контролирующий подачу абразивного состава:
- Проверяет количество поступающего абразива во время обработки – рез может выполняться без присутствия оператора.
- Обеспечивает остановку работы станка при попадании посторонних материалов (не предусмотренных фракций или остатков мешковины) в режущую головку. Допустимый диапазон задается со стойки оператора (можно изменить в процессе обработки).
На станок, при необходимости, можно установить ультразвуковую или лазерную систему сканирования поверхности заготовки. Устройство выявляет неровности поверхности заготовки и тем самым обеспечивает поддержание требуемого зазора, а также максимальную точность резки.
Гидроабразивное оборудование может быть оснащено устройством удаления отработанного абразива:
- состоит из насоса и бака отстойника;
- отличительная особенность – использование насоса мембранного типа, который прост в обслуживании и максимально приспособлен для эксплуатации в агрессивных средах;
- удобство работы обеспечивается тем, что бак для абразива оборудован быстросъемными разъемами для легкого подсоединения шлангов, а также приспособлен к транспортировке погрузчиком или кран-балкой.
2 Самодельный станок
Как правило, это простые отрезные станки, сделанные своими руками с минимальными материальными затратами. Вариантов существует довольно много — от простого насаживания на вал электромотора режущего диска, до уже существенной рамной конструкции с вертикальной (маятниковой) ручной подачей.
2.1 Процесс изготовления
Станок сделанный своими руками, который имеет высокую производительность и позволяет отрезать заготовки под нужным углом, так как оборудован специальным креплением.
- Сварить основание станка в виде рамы состоящей из двух взаимно соединенных частей на поворотных элементах.
- Собрать режущий узел, который состоит из вала и шкива привода и отрезного диска.
- Установить его на маятник (подвижную верхнюю раму) при помощи которого возможен подъем или опускание режущей части.
- Установить электрический двигатель и соединить его со шкивом вала отрезного диска через приводной ремень.
- Изготовить и присоединить защитные кожухи для приводного ремня и режущего диска.
- Закрепить верхнюю раму на нижнем основании и оборудовать ее пружинами для облегчения подъема и плавного опускания.
- Изготовить и установить устройство для надежного закрепления обрабатываемой детали в нужном положении.
- Провести электропроводку.
- Проверить правильность установки всех узлов и конструкционных элементов.
- Выполнить пробный пуск.
Самодельный станок из болгарки для резки металла
2.2 Советы специалиста
Исходя из опыта мастеров, которые смогли сделать отрезной станок своими руками и получили опыт в процессе работы, следует обратить внимание на следующие моменты:
- при установке отрезного диска диаметром 400 мм, станку потребуется электродвигатель мощностью не менее 3 кВт;
- скорость вращения диска желательна в пределах 3000 оборотов в минуту;
- на рабочем валу станка желательно размещать шкив привода слева, а режущий диск справа. Это не позволит гайке крепления режущего диска самопроизвольно отвинчиваться во время работы;
- для вала, передающего через приводной ремень вращательный момент на режущую часть, наиболее подходят 204-е и 205-е подшипники.
Отрезной станок, сделанный своими руками, лучше оснащать 3-х фазным электромотором, рассчитанным на питание от 380 вольтовой сети. Если есть доступ только к электросети в 220 В, необходимо будет установить пусковые конденсаторы.


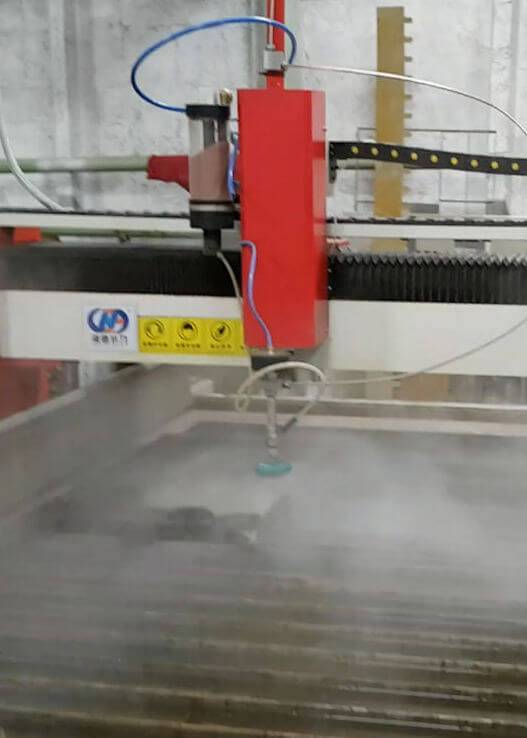


![Станок гидроабразивной резки [виды, описание]](https://labequip.ru/wp-content/uploads/c/6/a/c6a8a010a89b70568653bf26cb70d595.jpeg)



2.3 Альтернативная самоделка
Из вышеописанного устройства понадобится только рама, имеющая крепление для заготовок и позволяющая выполнять маятниковые движения. Вместо установки на ней вала с приводным шкивом делается крепление для установки стандартной болгарки на отрезной станок.
Такое устройство позволит резать болгаркой металл с более высокой точностью и освободившейся одной руке, что не мало важно при выполнении сложных работ. Новые высокотехнологичные способы обработки материалов нередко базируются на принципах естественных природных явлений. Гидроабразивная методика как раз к таким и относится, повторяя процесс эрозии
Суть ее заключается в воздействии водной среды на поверхность материала. Конечно, для производственной сферы данная технология была оптимизирована, например за счет совмещения жидкости с инородными элементами. Кроме этого, гидроабразивная резка металла предполагает подачу струи под сильным давлением, в результате чего достигается и высокая скорость обработки
Гидроабразивная методика как раз к таким и относится, повторяя процесс эрозии. Суть ее заключается в воздействии водной среды на поверхность материала. Конечно, для производственной сферы данная технология была оптимизирована, например за счет совмещения жидкости с инородными элементами. Кроме этого, гидроабразивная резка металла предполагает подачу струи под сильным давлением, в результате чего достигается и высокая скорость обработки
Новые высокотехнологичные способы обработки материалов нередко базируются на принципах естественных природных явлений. Гидроабразивная методика как раз к таким и относится, повторяя процесс эрозии. Суть ее заключается в воздействии водной среды на поверхность материала. Конечно, для производственной сферы данная технология была оптимизирована, например за счет совмещения жидкости с инородными элементами. Кроме этого, гидроабразивная резка металла предполагает подачу струи под сильным давлением, в результате чего достигается и высокая скорость обработки.
Преимущества и недостатки
Вполне естественно, что резка водой металла обладает как достоинствами, так и недостатками. Преимущества гидроабразивной резки включают:
- Отсутствие нагрева заготовки. Несмотря на то, что в ходе обработки появляется тепло, оно не только незначительно, но и тут же исчезает вследствие воздействия воды. Подобный эффект обеспечивает качество реза (соответствие размерам, указанным в чертежах) и предупреждает тепловое деформирование металла.
- Функционал. Оборудование для гидроабразивной резки позволяет вырезать заготовки любых конфигураций.
- Отсутствие потребности в выполнении последующих работ. Полученное резкой изделие не нуждается в финальной обработке области реза.
- Технологичность. Гидроабразивные станки не только режут, но и сверлят. Кроме того, работы можно производить вне зависимости от среды и погодных условий — ручные агрегаты работают под водой (на глубине), обеспечивая подводную резку металла.
- Экономичность. Скорость разрезания материала достигает 30 000 миллиметров в минуту (качество при этом остается прежним).
- Безопасность. Станок гидроабразивной резки может быть задействован при создании изделий с повышенными горючими характеристиками. Объясняется это отсутствием сильного нагрева поверхности во время работы и образования искр, способных привести к возгоранию.
- Возможность резания заготовок с толстыми стенками. Так, на станках гидроабразивной резки нарезаются листы из стали толщиной до трех сантиметров, ж/б изделия толщиной до десяти сантиметров.
- Универсальность. Один гидроабразивный станок способен резать как сталь, так и кафель (отдельных станков, например, для резки плитки водой не существует). Причем при наличии потребности можно нарезать заготовки, состоящие из нескольких разноплановых, разнотолщинных слоев.
Недостатками гидроабразивной резки являются:
- Вероятность образования конусности. Торец заготовки отрезается неровно, вследствие чего формирует воронку. Появление дефекта предупреждается автоматизацией и контролем качества реза во время работы.
- Одинаковая скорость реза как для заготовок с тонкими, так и с толстыми стенками, что оказывает негативное влияние на рентабельность участвующего в производственном процессе оборудования. Проблема, как правило, решается укладыванием заготовок слоями с последующей одновременной обработкой (подобная технология может использоваться, например, при резке керамогранита).
Во всем остальном применение гидрорезки удобно, экономично, практично — она позволяет сократить производственные расходы и время производственного цикла, повысить качество производимой продукции.
Принципы выбора
Выбирая станки гидроабразивные, нужно учитывать следующие критерии:
- площадь рабочего стола, точностью позиционирования рабочего инструмента над его поверхностью;
- тип установленного водяного насоса, его системы охлаждения;
- точность дозирования абразивного материала;
- наличие системы очистки воды;
- тип установленного рабочего инструмента;
- объём бака для воды;
- способ управления — ручной или автоматизированный;
- возможность расширения функциональности;
- стоимость оборудования, наличие гарантии от производителя.
Преимущества и недостатки
Станки для гидроабразивной обработки обладают рядом преимуществ:
- резка заготовок различной толщины без деформирования или термического воздействия;
- минимальные потери материала за счёт малой толщины струи;
- эксплуатация оборудования в непрерывном режиме;
- высокое качество шва: гладкая ровная поверхность с минимальной шероховатостью;
- формирование сложных контуров резки;
- пакетная обработка тонколистовых материалов;
- высокая точность резки;
- при обработке деталь не подвергается механическим воздействиям, поэтому сохраняет прочностные свойства, структуру;
- не требуется применение традиционных рабочих инструментов при резке, требующих аккуратности в работе, частых обслуживаниях, восстановлениях;
- простота эксплуатации, ремонта, обслуживания;
- возможна резка любых металлов или сплавов;
- во время работы отсутствуют выделения вредных химических соединений.
Гидроабразивные станки имеют также и недостатки:
- высокая стоимость используемых абразивных составов;
- малая скорость резки тонколистового металла;
- небольшой ресурс работы режущей головки, а также комплектующих;
- при контактировании с водой железо и сплавы на его основе подвержены коррозионным процессам.

Точность гидроабразивной резки
Производители и стоимость
Станок гидроабразивной резки изготавливается такими известными компаниями: ALICO, Bystronic, Caretta Technology, OMAX, Resato. Для практически всех моделей доступны расходные материалы, комплектующие производства AccuStream, BHDT, Thueringer, UHDE.
Средние цены на оборудование следующие:
- настольные станки с ЧПУ — от 90 тыс. руб.;
- портальные промышленные установки с ЧПУ — от 2,5 млн. руб.;
- специальное оборудование с тремя рабочими инструментами — от 250 тыс. евро.
Тонкости ручной резки
Чтобы эффективно управлять процессом ручной резки, необходимо самостоятельно подавать заготовки и контролировать их перемещение с позиционированием. Кроме этого, иногда приходится и регулировать системы охлаждения. Для этого оператору следует регулярно нажимать определенные кнопки и менять заданные параметры. Для примера, чтобы поменять позиционирование требуется вести несколько значений по координатам. Однако даже при ручной обработке не исключается наличие полуавтоматических систем. Так, при вводе ошибочных параметров техника автоматически вернет значения в исходное положение.
Как уже говорилось, ручная резка пользуется большой популярностью из-за высокой чёткости линии раскроя, а также поддержки обработки практически любых металлов, в том числе и резины. При этом подобные модели полностью взрыво- и пожаробезопасные. Из недостатков — невысокая скорость работы при обработке тонколистных изделий, а также минимальный уровень износостойкости рабочих частей и высокая стоимость расходного материала, т. е. абразива. При этом существенная экономия всё-таки присутствует.
Для примера, с помощью ручной гидроабразивной резки можно быстро решить ответственную задачу по подготовке сырья для последующего монтажа. К тому же такие изделия как сэндвич-панели, сотовые листы и ряд других ячеистых строительных материалов, обрабатываются только таким путём. Чтобы повысить производительность работ, большинство производителей также применяют пакетную резку, позволяющую существенно сэкономить время.
Преимущества гидроабразивной резки
Экономичность
Что именно экономится? Для ответа на этот вопрос приведём простой пример. Допустим, вам необходимо изготовить несколько зубчатых колец. В случае использования традиционной технологии обработки металлов вам придётся пройти через несколько её этапов. При этом выполняя различные операции на разных станках (зубофрезерование, зубодолбление).
При гидроабразивной же резке такую деталь можно вырезать за один раз на одном соответствующем станке. В отличие от механической резки, резка струёй воды не перегревает материал в местах разреза, так что он не оплавляется и не пригорает. А значит, отсутствует необходимость в его последующей обработке.





Кроме того, отсутствует непосредственный контакт режущего средства с материалом, соответственно – нет необходимости постоянно затачивать инструмент. Да и нет обратной ударной отдачи от материала во время его резки, так что механизм лишний раз не изнашивается.
Итак, вы, как предприниматель, экономите средства на дополнительном дорогостоящем оборудовании, его обслуживании и энергообеспечении. Также вы экономите время на изготовление одного изделия/детали, т.е. повышается производительность процесса. Исходя из вышесказанного, экономит и потребитель – конечная стоимость услуги для него будет дешевле, и свой заказ он получит быстрее.
Качество и точность резки
Станки гидроабразивной резки управляются ЧПУ. Ширина реза не будет превышать толщины в 1,5 мм (минимум же практически не ограничен), что позволяет избегать перерасхода дорогих обрабатываемых материалов. К слову, раскрой материала можно начинать абсолютно в любой точке его поверхности – предварительного сверления не требуется.
Сложность изготавливаемых деталей
Линия реза может иметь абсолютно любую кривизну и траекторию, и при этом будет выполнена абсолютно точно. В связи с
Что касается конкуренции, то не в каждом городе можно найти подобные услуги. Может это связанно с дороговизной оборудования, а может из-за того, что многие даже и не догадываются о существовании и возможностях данной технологии.





