

Станки для холодной ковки: преимущества их применения
Метод холодной ковки использует такое свойство металла, как пластичность, то есть при механических воздействиях можно изменить изначальную форму заготовки в заданных пределах. Поэтому для данного процесса подходят мягкие металлы, например: низкоуглеродистая сталь, медь, алюминий и пр. Для использования в качестве заготовок могут применяться:
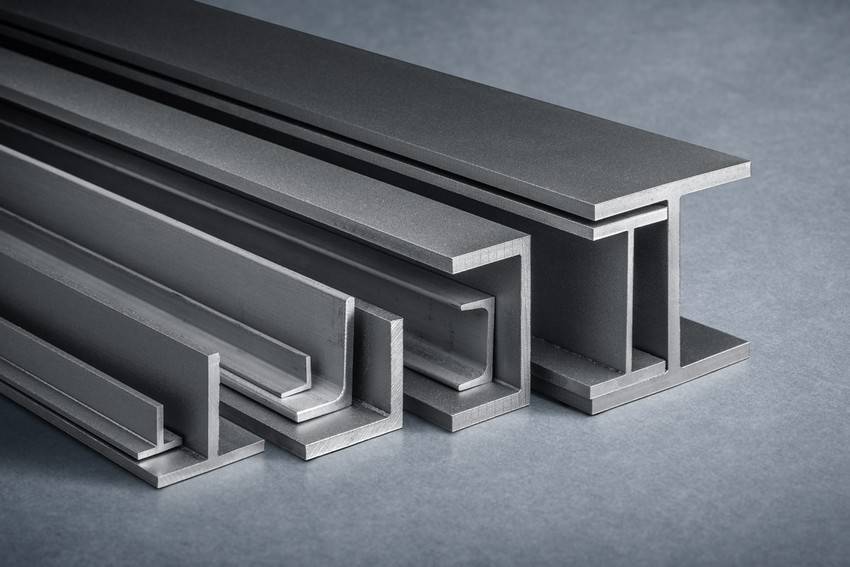
Примеры различных материалов, используемые для холодной ковки
- прутки любого сечения: круглого или квадратного;
- полосы металла различной нарезки;
- трубы;
- прокатный профиль.
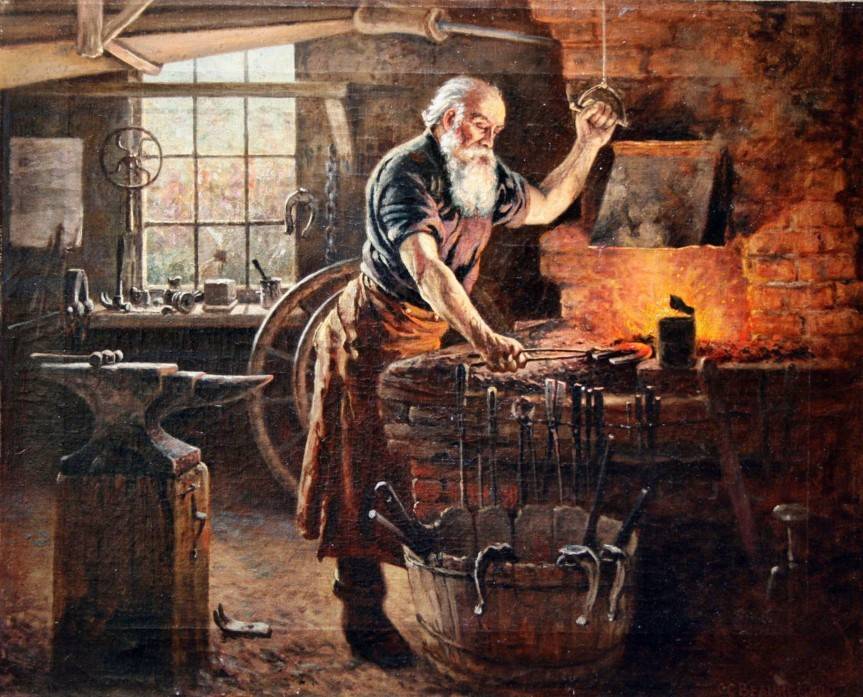
Изделия, которые производит кузнец при горячей ковке металла, в своем роде единичны и уникальны. Если необходимо создать набор из одинаковых элементов, которые потом собираются в готовую структуру, то уникальность будет только мешать. Именно с этой целью применяют метод холодной ковки: он гарантирует формирование большого количества идентичных элементов.
С горячим металлом работают профессионалы, которые обладают опытом в применении данной технологии и способны виртуозно обращаться со сложным инструментом. При холодной ковке высочайшего мастерства не понадобится – все гораздо проще. Ручные станки для ковки позволяют без значительных физических усилий получить достаточное количество изделий для выполнения того или иного проекта.

Универсальный станок улитка для создания художественных спиралей и завитков
Кроме того, временные затраты на подготовку элементов значительно сокращаются при работе на специальных станках, не говоря уже о сравнении данного метода с технологией горячей ковки: несколько минут на изготовление одного элемента – это неоспоримое преимущество.
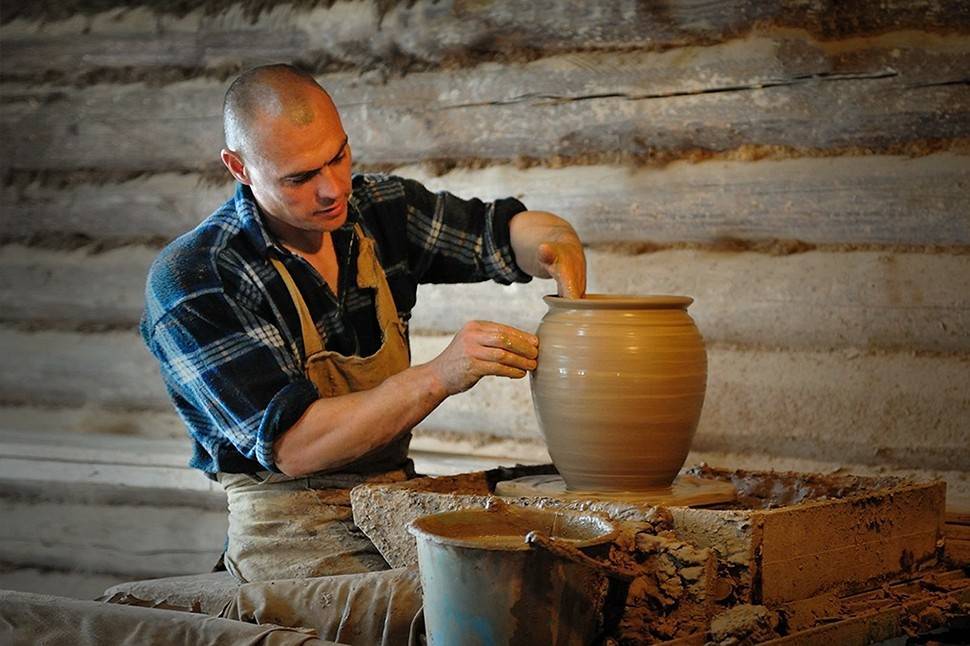
Гончар гончара видит издалека*
*Все заголовки в этом материале взяты из постеров в гончарной школе «Колокол».
Марина лингвист по образованию,а лепка из полимерной глины была ее хобби. В какой-то момент ей захотелось попробовать лепить из гончарной глины. Она начала искать,где это можно делать в Барнауле,и нашла единственную студию.
Марина Артюхова,
руководитель школы «Колокол» в Барнауле:

Гончарная школа «Колокол» в Барнауле.
Анна Зайкова
Спустя время девушка наткнулась в интернете на страницу гончарной школы «Колокол» из Воронежа. Она существовала около трех лет и уже продавала франшизу в разные города России,по стране успешно работали десятки «Колоколов».
Этот бизнес основала семейная пара со знаковой фамилией — Арина и Ярослав Гончар. Проект начинался с мастер-классов на кухне,но быстро вырос в интересный бизнес — людям понравился необычный досуг.
Марина Артюхова прошла обучение в воронежском «Колоколе» и купила франшизу. Так в октябре 2018 года в Барнауле появилось новое творческое пространство.
Марина Артюхова,
руководитель школы «Колокол» в Барнауле:

Гончарная школа «Колокол» в Барнауле.
Анна Зайкова

Гончарная школа «Колокол» в Барнауле.
Анна Зайкова

Гончарная школа «Колокол» в Барнауле.
Анна Зайкова

Гончарная школа «Колокол» в Барнауле.
Анна Зайкова

Гончарная школа «Колокол» в Барнауле.
Анна Зайкова
Автоматоны-фейки: Турок-шахматист и Железный мужик Ивана Грозного
Конечно, под видом автоматонов иногда демонстрировались игрушки, управлявшиеся сидевшими внутри людьми. Самый знаменитый из таких фейков – шахматный автомат «Турок», которого в 1769 году в Вене представил его создатель барон Вольфганг фон Кемпелен (1734-1804).
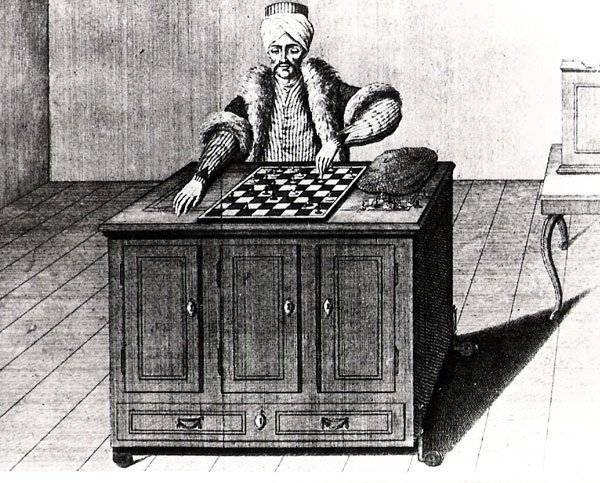 Шахматный автомат «Турок»
Шахматный автомат «Турок»
Деревянная фигура турка в тюрбане и с трубкой сидела за большим ящиком, на котором находилась доска. Перед сеансом изобретатель открывал дверцы ящика и показывал внутреннее устройство «турка». Чтобы начать игру, Кемпелен заводил механизм, крутя ручку, и турок, взяв фигуру, делал первый ход в партии. Автомат требовал постоянного подзавода – барон делал это после каждых 12 ходов.










Автомат неизменно обыгрывал своих соперников. Император Иосиф II решил показать ее в Европе – в Париже автомат обыграл Бенджамина Франклина, американского посла во Франции, а затем был представлен Екатерине II в Петербурге. Императрица пытливо рассматривала механизм, не в силах поверить в его реальность, потом пыталась купить его у Кемпелена, но изобретатель отказал – дескать, автомат требует обслуживания, которое может обеспечить только он сам, а переезжать в Россию барон не может.
После смерти Кемпелена в 1804 автомат приобрел Иоганн Мельцель, музыкант, приятель Бетховена и авантюрист. В 1809 автомат в Вене играл в шахматы против Наполеона – и обыграл его! Сохранилась этой партии, подарившей миру так называемый «дебют Наполеона» – неуклюжую попытку императора поставить машине детский мат.
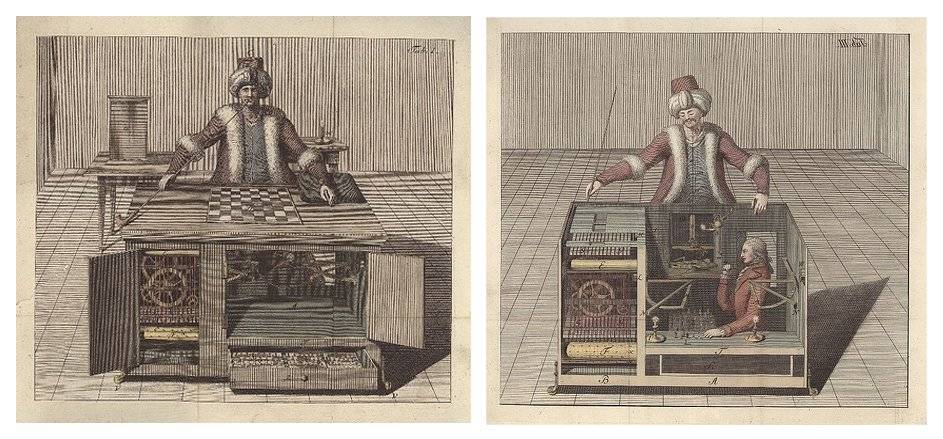
 Поздняя реконструкция автомата фон Кемпелена
Поздняя реконструкция автомата фон Кемпелена
Конечно, в автомате сидел человек. Секрет был раскрыт в 1834 году Жаном Муре – одним из шахматистов, игравшим за «турка»; он просто взял и выложил все в газетной статье. Мельцель к тому времени уже гастролировал в Америке, но и там разоблачение настигло его – в 1836 разгромную статью об автомате опубликовал писатель Эдгар Аллан По. Мельцель вскоре умер, а автомат попал в музей в Филадельфии, где его подробно изучили и где он сгорел в 1854 году.
Шестерни и механизмы, которые показывали публике перед представлением, были в ящике лишь для отвода глаз. Там оставалось достаточно места для взрослого человека в положении полулежа. При открытии дверец его скрывала система зеркал. Настоящих механизмов было два: рычаги, с помощью которых игрок из ящика управлял движениями турка-манекена, и система, показывавшая игроку ходы. Фигуры имели магниты, а под каждым полем доски внутри ящика висел шар на вертикальной нити. Когда фигуру поднимали – и убирали магнит – шар опускался, а при ходе на пустую клетку до этого висевший свободно шар поднимался вверх.
Против Наполеона в 1809 году играл сильнейший шахматист Австрии, Иоганн Баптист Альгайер. Также за автомат выступали англичанин Уильям Льюис, француз Аарон Александр и другие. За свою историю из 300 сыгранных партий автомат проиграл шесть.
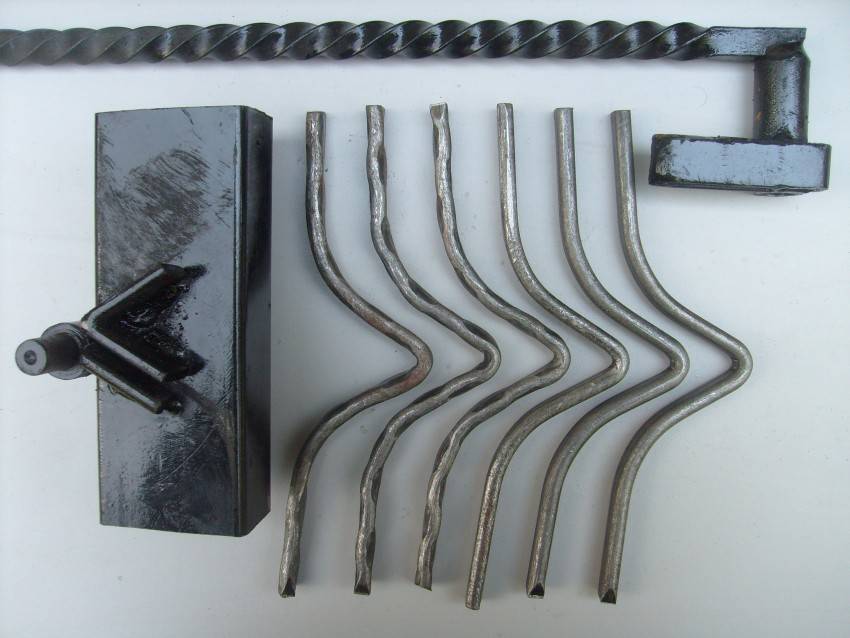
Торсионный станок
Предназначен для перекручивания разлисных деталей. Имеет следующие узлы сборки:
- Каркас (основание, опорная рама);
- Подвижный и статистический зажимы (тиски);
- Рукоять для проворачивания (скручивания). Чем она длинее, тем меньше нужно прилагать усилий. С другой стороны, ничто не мешает подключить к подвижному зажиму электродвигатель, чтобы не скручивать металл вручную!
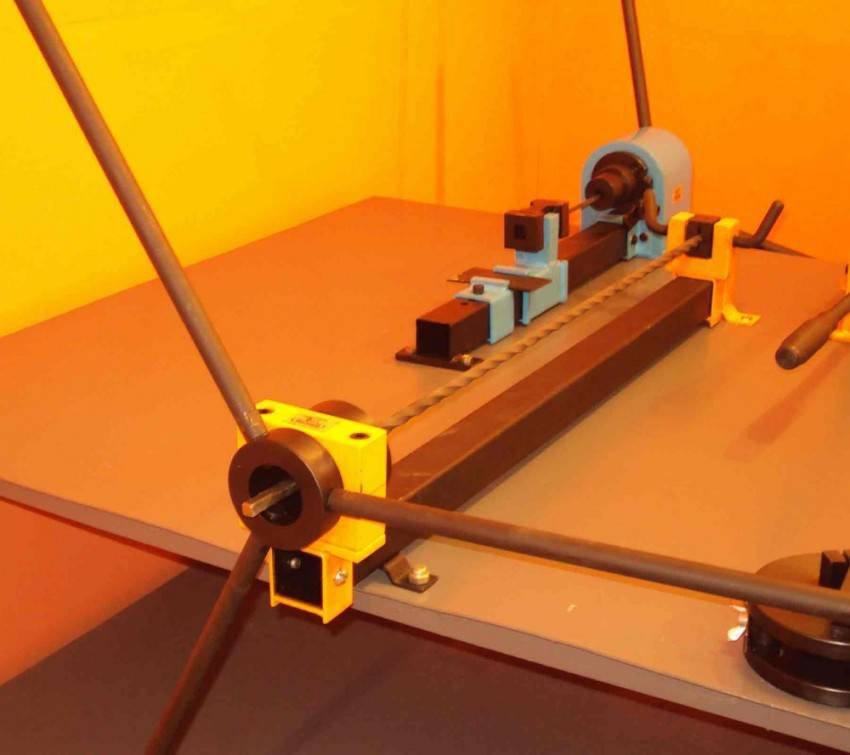
Принцип работы торсионного станка
Стальная балка станет основой будущего станка. К одной стороне следует приварить лист стали, на который при помощи болтов и гаек крепятся тиски. Чтобы в будущем металл не выскакивал во время работы станка к нижней и верхней части тисков крепятся пластины.
На другую сторону балки крепятся ролики, на которые будет смонтирована рабочая поверхность станка. В дальнейшем, на противоположный конец следует закрепить еще одни тиски с подвижными элементами и проследить, чтобы конструкции на двух сторонах располагались на одном уровне.
Далее следует закрепить стальную ручку, прикрепить редуктор, двигатель и штурвалы, после чего выполнить стальной защитный кожух для готовой конструкции, оборудованной подвижным и неподвижным блоками.
Величайшие из автоматонов – куклы Жаке-Дро
Настоящие европейские автоматоны были куда скромнее. Играть в шахматы они, конечно, не могли. В 1560-х годах король Испании Филипп II заказал у мастера Хуанело Турриано, придворного механика Карла V (император Священной Римской империи) механического монаха. Автоматон выжил, хранится в Смитсоновском институте в США и дает представление о техническом уровне автоматонов того времени.
Такие или подобные механизмы применялись в Италии, где древнегреческий опыт был возрожден: в церквях можно было видеть механических дьяволов, корчивших страшные гримасы. К XVIII веку стали появляться автоматоны посложнее, например, игрушки изобретателя Жака де Вокансона. Его робот-флейтист действительно играл на флейте – меха нагнетали воздух, а пальцы брали правильные аккорды и вели мелодию. Автоматон «Ударник» играл до 20 различных ритмов на цимбалах и барабане. Но больше всех прославилась утка, которая «ела» пищу и потом испражнялась. Конечно, пища падала в один резервуар внутри утки, а из другого через некоторое время вываливался заранее заложенный туда птичий помет.
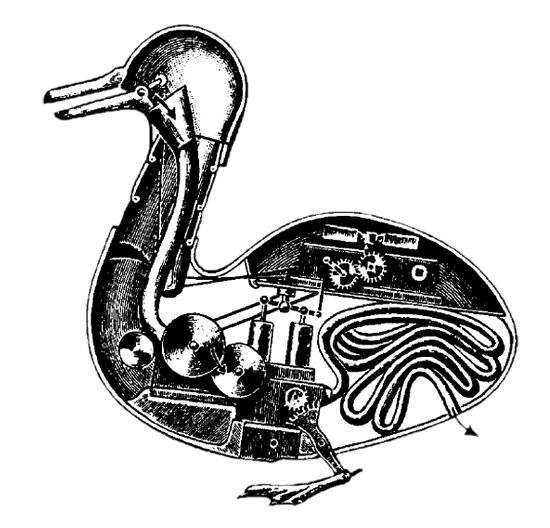 Утка Вокансона
Утка Вокансона
Но вершиной искусства автоматонов считаются три куклы Пьера Жаке-Дро: «Музыкант», «Писарь» и «Рисовальщик». Созданные в 1770-х годах, они хранятся в музее в Невшателе, на родине изобретателя, и работают до сих пор!
 Подлинные автоматоны Пьера Жаке-Дро
Подлинные автоматоны Пьера Жаке-Дро
Пьер Жаке-Дро родился в кантоне Невшатель в 1721 году и уже с 16 лет занимался созданием сложнейших часов, в которых он использовал механизм автоподзавода, а также встраивал в них музыкальные автоматы и оснащал движущимися фигурками.
 Пьер Жаке-Дро
Пьер Жаке-Дро
В 1758 Жаке-Дро отправился в Испанию, где ему удалось продать королевскому дому несколько своих аппаратов за фантастическую сумму в 2000 золотых пистолей – это около 17 килограмм золота! Конечно, после такого заказа Жаке-Дро стал европейской звездой, посвятил себя полностью часовому делу и в качестве вершины своего искусства создал свои автоматоны. Вот как они работают.









https://youtube.com/watch?v=bY_wfKVjuJM
«Писарь» — самый сложный из шедевров Жаке-Дро. Он состоит из более чем 4000 деталей и способен написать текст длиной не более 40 знаков, причем пишет он гусиным пером, которое обмакивает в чернильницу. Автомат регулирует наклон и нажим пера в зависимости от буквы, следит глазами за своим письмом и даже стряхивает капли с пера. Все это происходит благодаря тончайше настроенному кулачковому механизму. Более того – механизм можно программировать, меняя местами соответствующие буквам кулачки!
 Устройство «Писаря»
Устройство «Писаря»
«Музыкант» и «Рисовальщик» – автоматоны попроще. «Музыкант» в форме девушки, в играющей на настоящем органчике. Она покачивается в такт, «дышит» и может исполнять несколько мелодий на выбор. «Рисовальщик» может рисовать Людовика XVI и Марию-Антуанетту, собачку и Купидона в райском саду. Поразительно, с каким изяществом и мягкостью до сих пор работают все создания Жаке-Дро!
Автоматоны Жаке-Дро впервые демонстрировались в 1774 году, и с тех пор в его мастерскую повалил такой поток посетителей, что роботов повезли в целое европейское турне. Затем автоматоны купил какой-то испанский богач. Только в 1906 Общество истории и археологии Невшателя выкупило автоматоны и поместило их в музей.
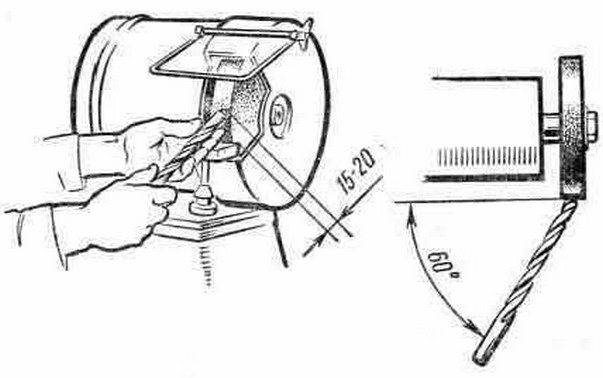
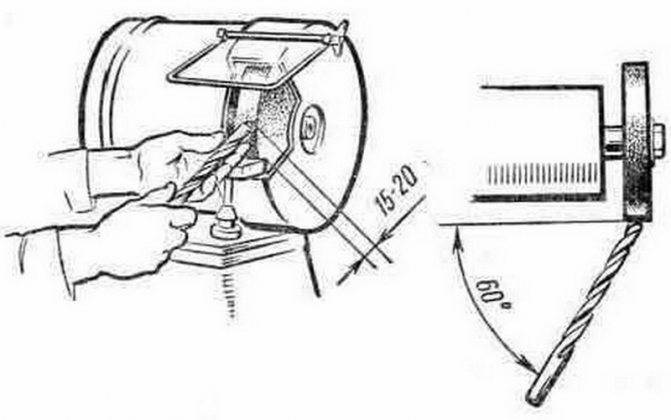
Заточка сверла на точильном станке.
На обычном точильном станке вы можете без труда заточить сверло по металлу, по дереву или по бетону. Важный момент — станок должен быть обязательно оборудован платформой, которая располагается перед рабочей поверхностью точильного диска. Расстояние между платформой и торцом круга должно быть не более одного миллиметра. В магазинах продаются точильные станки, у которых может этой платформы и не быть. Если ваш точильный станок не оборудован платформой, но желание наточить сверло все еще осталось — пролистайте ниже, где мы расскажем о том, как заточить сверло своими руками при помощи болгарки или наждачки.
Рекомендуем Как правильно пилить лобзиком: 6 простых лайфхаков безупречного пила
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
- Начертите прямую линию на подручнике под углом в 60 градусов по отношению к рабочей поверхности точильного круга. Линия должна быть нарисована напротив рабочей поверхности;
- Закрепите на платформе обрезок металлического уголка, который нужно выровнять по намеченной линии, как показано на фотографии. Т.е. уголок должен быть расположен под 60 градусов к рабочей поверхности. Чтобы зафиксировать этот уголок вы можете воспользоваться обычной струбциной. Если заточка сверел для вас частое занятие, то можно просверлить отверстие в платформе и зафиксировать уголок с помощью болтов с гайками;
С помощью этого простого приспособления в виде уголка вы можете приложить своими руками сверло и таким образом обеспечить постоянный уклон в 60 градусов для заточки. Прежде, чем начать работу, вам нужно установить на станок крупноабразивный диск. Не забывайте о технике безопасности и обязательно наденьте защитные перчатки и очки. Затем включите станок и правильно возьмите в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь вам нужно приложить сверло боковой плоскостью к спинке уголка и подвести его к рабочей поверхности точильного круга. Правая рука остается неподвижной, а левая, которая держит сверло, должна слегка перемещаться в вертикальной плоскости, совершая покачивания. Таким образом проходит заточка от режущей кромки до конца задней поверхности.
По такому принципу совершите несколько простых покачивающих движений левой рукой снизу вверх. Сильного упора создавать нет необходимости, так как у вас просто вырвет сверло из рук. Когда вы заточите одну поверхность, то поверните сверло на 180 градусов и точно так же обработайте вторую поверхность. Когда вы закончите заточку сверла, то убедитесь в том, что угол при вершине равен 120 градусам, что оптимально для сверла по металлу. Так же убедитесь в том, что кромки и задние спинки сверла получились симметричными.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Будет печь — будем жечь
Пространство состоит из трех основных комнат. В первой — стойка администратора и зона встречи гостей с небольшим диваном и чаем. Здесь же на специальных полках стоят вещи из глины,сделанные на продажу.

Гончарная школа «Колокол» в Барнауле.
Анна Зайкова

Гончарная школа «Колокол» в Барнауле.
Анна Зайкова
Далее — гончарный зал. В ней два гончарных круга,тяжелый стол с деревянной столешницей и металлической основой(его Марина и ее муж сделали своими руками), стеллажи для готовых работ.

Гончарная школа «Колокол» в Барнауле.
Анна Зайкова

Гончарная школа «Колокол» в Барнауле.
Анна Зайкова
Третье помещение — зал ручной лепки. Здесь такой же стол и стеллажи с работами. Есть еще пара подсобок — в одной стоит печь для обжига,а в другой сушатся работы учеников.










Гончарная школа «Колокол» в Барнауле.
Анна Зайкова
Интерьер школы минималистичный. На светлых стенах пока только постеры. В гончарном зале еще есть меловая доска — ее используют во время мастер-классов и для фотосессий.
Марина Артюхова планирует постепенно наполнять интерьер. На одну стену готовится панно из цветных глиняных тарелок. Еще девушка собирается повесить наглядные учебные материалы. Например,формы ручек для кружек,или показать стадии изготовления гончарных изделий и другие.
«Волна»
Станок позволяет за счет управляемых валов (дисков) выполнять различные зигзагообразные и синусоидные изгибы (все зависит от конструкции).
Как и в предыдущей конструкции, здесь имеется статическая и подвижная части. Один диск вращается по оси вокруг другого за счет рычага (воротка). При изменении расстояния между ними получается волна той или иной конфигурации.
- Откатные ворота своими руками — как построить простые и автоматические ворота. Схемы, чертежи и обзор лучших идей (90 фото)
- Ремонт компьютера своими руками — практические рекомендации и диагностика основных типов неисправностей (90 фото)
- Станок по дереву своими руками — советы по постройке простого токарного станка и станков с ЧПУ (110 фото и видео)

Как правильно заточить сверло спирального типа
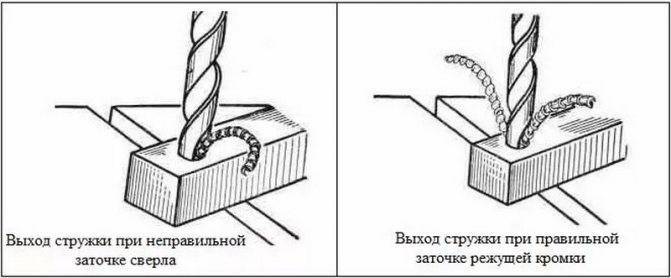
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
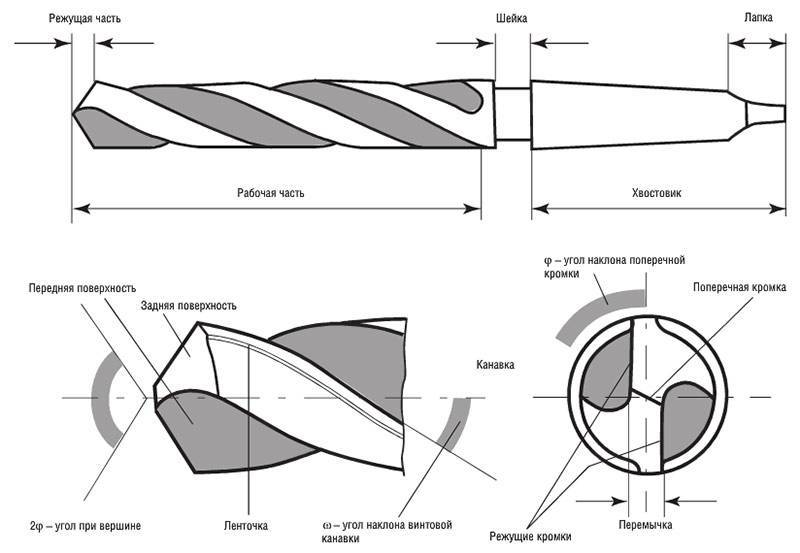 Основные составные части спирального сверла.
Основные составные части спирального сверла.
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
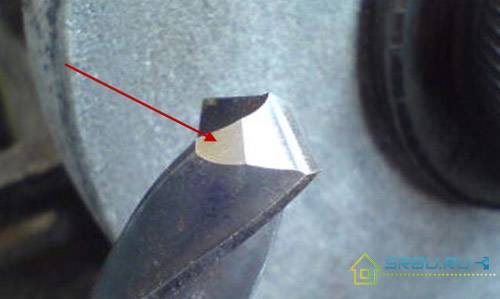
 Подводи сверло режущей кромкой к шлифовальному кругу.
Подводи сверло режущей кромкой к шлифовальному кругу.
 Покачиваем сверло в низ, а потом опять вверх.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
 Подточка передней поверхности.
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.









Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
 Подточка задней поверхности.
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
«Ожившее дерево» – последний русский автоматон
Автоматоны разной степени сложности были очень популярны в XIX веке – например, вся слава и падение турка-шахматиста пришлось именно на это время. Но с наступлением XX века, к началу Первой мировой войны производство автоматонов практически сходит на нет. В ХХ веке на смену автоматонам пришла массовая заводная игрушка. Одним из последних известных автоматонов-игрушек стал самый сложный русский автоматон, «Ожившее дерево» симбирского мастера Алексея Морозова.
Это стол размером полтора на полтора метра, на котором 62 куклы, выполняющие разные хозяйственные работы. В движение куклы приводятся вращением ручки. Все детали, шестерни, рычаги механизма – из дерева. Изготовлен этот автоматон был между 1905 и 1912 годами. С «Живым деревом» Морозов ездил по городам и селам, демонстрируя поразительную игрушку за деньги – так и зарабатывал. В 1923 его слава дошла до самого верха – Алексея Антоновича пригласили на Всероссийскую сельскохозяйственную и кустарно-промышленную выставку, «прародительницу» ВДНХ, где вручили диплом и медаль. Однако потом Морозов снова канул в безвестность. Его автоматон чудом выжил – много лет куклы пылились на чердаке, пока местный мастер-кукольник не восстановил работу игрушки. Теперь она представлена в музее Ульяновского Театра кукол.
Какой станок самый нужный?
Станок для холодной ковки своими руками: какой самый нужный и с какого начать? Однозначного ответа на этот вопрос нет, это вы должны решить сами. А чтобы решение было грамотным, пройдемся по основным видам станков, чтобы иметь представление об их функциональных возможностях и, главное, методах изготовления своими руками.
Следует помнить, с какими материалами вам придется работать в процессе холодной ковки: это металлические прутья или прутки с диаметром не больше 14-ти мм, квадраты и полосы с толщиной примерно от 3-х до 6-ти мм с шириной не более 25-ти мм.
Полный джентльменский набор станков в мастерскую для полноценной работы будет выглядеть следующим образом:
- твистер с улитками для получения спиралей различных радиусов;
- гнутик для изгибов дуг и деталей под различными углами;
- волна для выгнутых деталей и обработки металлических труб;
- глобус для получения больших дуг из профилей;
- фонарик для сгибания деталей;
- объемник.
Как наточить правильно
В принципе, затачивать сверла по металлу возможно и без «помощников», при должной сноровке.
Чтобы правильно затачивать сверла по металлу, не помешает мерка для наклона.
Болгаркой
Элементарный инструмент для заточки – болгарка и шлифовальный диск. Обычные отрезные не подойдут – они слишком тонкие. Так как нагрузка поперечная, диск может лопнуть. Учитывая, что защита будет снизу, осколки полетят прямо в лицо или тело. В остальном, заточить сверло болгаркой можно быстро и без навыков слесаря.

Чтобы правильно точить сверла по металлу, действуйте по инструкции:
- Хвостовик зажимается в струбцину или тиски. Будет проще, если сразу выставить наклон 120 градусов, чтобы болгарка выводила ровную плоскость.
- Болгарку нужно держать параллельно полу и понемногу снимать металл с кромки.

Через каждые несколько проходов, кромка «пробуется» ногтем. Если он срезается – значит сверло наточить получилось.
Нужно учитывать, что быстрорез, из которого делаются расходники, очень капризный. Перегревать его нельзя, поэтому болгаркой увлекаться не стоит. Следует регулярно поливать кромку холодной водой и работать не дольше 3 секунд.
На наждаке
Это уже специальный инструмент для заточки, поэтому работать с ним проще. Для работы со сталями HSS и Р6М5 нужны средние обороты.










Итак, заточной станок можно подготовить. На «столике» возле круга можно заранее отмерять 60 градусов, чтобы ориентировать на него. Рядом поставить стакан с водой и периодически макать туда сверло.

Теперь можно приступать:
- По отметке в 60 градусов выставляется сверло.
- Теперь, не перемещая центр, нужно его аккуратно поворачивать по оси. Левой рукой придерживаем спираль возле кромки, а правой проворачиваем хвостовик.
- Каждые 15 секунд макая в стакан с маслом, нужно снять затупившуюся кромку.
На этой
можно наглядно посмотреть градус.
От развлечений — к серьезной механике
Филон Византийский был известен как изобретатель простых безделушек. Например, он придумал изобрел восьмигранную чернильницу с дыркой на каждой стороне, которая никогда не проливалась. В этой игрушке был использован впервые изобретенный Филоном карданов подвес, так что именно ему мы, в какой-то части, должны быть благодарны за карданный вал.
Но настоящую славу Филону принесли механизмы, в которых использовалась вода (или вино — как в служанке). В арабском мире был свой «мастер воды» – аль-Джазари (1136-1206), самым известным изобретением которого были «слоновые часы». Вот как они работали:
Как и Филон Византийский, Аль-Джазари, помимо создания игрушек, совершил прорыв в механике. В своей «Книге знаний об остроумных механических устройствах» он впервые описал коленчатый вал. Благодаря этому изобретению была создана лодка с четыремя механическими музыкантами, способными играть разные мелодии, причем их можно было каким-то образом программировать.
Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
- гнутик;
- улитка;
- волна;
- глобус;
- твистер;
- фонарик;
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.

Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.





