

Нюансы работы
В заготовке высверливается отверстие с определенным диаметром и производится удаление фаски. Это нужно для того, чтобы инструмент мог беспрепятственно войти. Заранее следует определиться с диаметром сверла.
Отверстие в трубе при этом может быть сквозным (через всю толщину) или глухим. Для того чтобы профиль был максимально чистым, рекомендуется использовать три метчика.
Первый создаст предварительный проход, он обозначается посредством верхней риски, в верхней части мечника.
Второй резьбовой инструмент завершает нарезку внутренней резьбы, на нем имеется обозначение в две риски. Третий резьбовой инструмент создает окончательный профили и оснащен тремя рисками.
Соединение труб с резьбой
Для того чтобы правильно сформировать соединение, нужно действовать постепенно и в результате появится четкий профиль. При этом первые два метчика следует использовать для тех отверстий, диаметр которых колеблется от 2 до 3 мм.
Для того чтобы правильно произвести нарезку, нужно осуществлять повторы оборотных движений – это поможет стальной стружке быстрее скалываться с мечника.
Если нарезание проводится в глухом отверстии, то инструмент периодически выворачивается в обратном направлении, с целью удаления с поверхности металлических опилок.
Далее инструмент смазывается техническим маслом и солидолом, после чего продолжается нарезка внутренней резьбы.
Советы по работе
Для качественного результата следует помнить:
- нежелательно выполнять нарезку в тех отверстиях, которые выполнены с помощью литья или штамповки. В таких случаях перед выполнением работ отверстия предварительно рассверливаются для получения нужного внутреннего диаметра трубы или цилиндра;
- процесс нарезки начинается только после закрепления изделия в сверлильном станке с помощью плавающих или реверсивных патронов;
- правильно нарезать резьбу поможет предварительное охлаждение инструмента смазкой;
- для обеспечения строгой перпендикулярности витков необходимо использовать сверлильный кондуктор, служащий для надежной фиксации изделия;
- если нарезка проводится в изделии из жаропрочного сплава, то нужно применять резьбовой набор мечников, зубья в котором располагаются в шахматном порядке;
- нарезка в изделиях, изготовленных из алюминиевого или цинкового сплава, делается с помощью станков, которые обеспечивают принудительную подачу шпинделя, обеспечивающего легкий ход режущего инструмента;
- во избежание брака резьбы следует правильно устанавливать мечник и обеспечить его смазочно-охлаждающей жидкостью;
- тугая резьба формируется в результате подбора мечника с неправильными размерами, по этой же причине может возникнуть конусность. Во избежание таких последствий необходимо работать мечником требуемой конструкции;
- запрещается нарезка, при которой резьбовой мечник вставляется в патрон сверлильного станка или в патрон электродрели. В таком случае регулировка усилия и угла атаки будет невозможна. Это приведет к поломке инструмента и некорректным виткам.
Полезные советы
Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника
Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
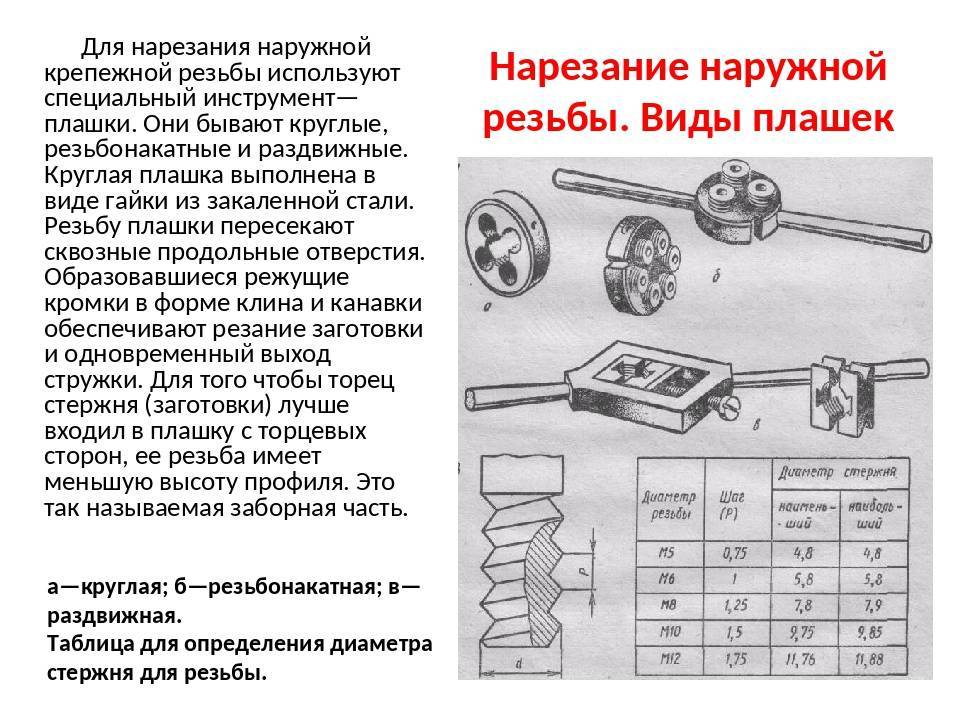
Нарезание резьбы с помощью раздвижных плашек
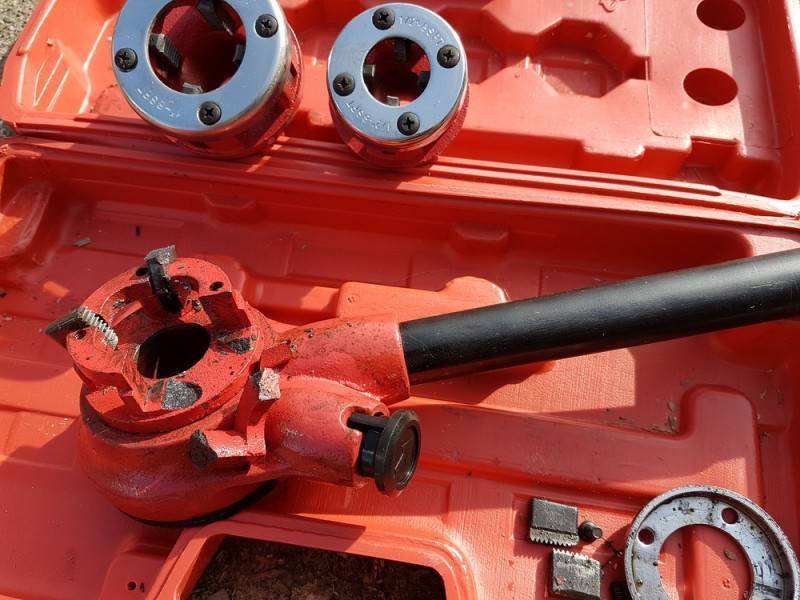
Используя раздвижные плашки в клуппе, нарезают резьбу на трубы большого диаметра. Начиная уже с труб диаметром дюйм с четвертью, лучше использовать клупп. Этим инструментом можно проводить нарезку в несколько проходов. Плашки закрепляются с помощью винтов, при стирании передней части зубьев их можно развернуть.
На начальном этапе следует быть особенно внимательным. При заходе, обязательно выдерживать прямой угол по отношению к трубе. При слабой подтяжке направляющей и значительном перекосе, деталь придется переделывать. Достаточная по длине рукоятка, выполнение операции в 2 прохода – эти особенности делают нарезание резьбы клуппом легким и производительным.
Но при близком расположении трубы возле стены, использовать его будет затруднительно. Для этого нужно значительно отвести трубу и зафиксировать ее с помощью клина. Иногда приходится даже отбивать слой штукатурки.
Меры предосторожности
Существует несколько правил проведения работ:
- Не пытаться нарезать резьбу метчиком, закрепленным в патроне электродрели. С помощью этого электроинструмента невозможно выставить точный угол, усилие.
- Нельзя продолжать движения вперед если появились затруднения. При чрезмерном надавливании произойдет поломка оснастки, которая останется в отверстии. Вытащить ее оттуда будет крайне сложно. Для этого его нужно высверливать разными сверлами или зачищать пространство вокруг шлифмашинкой. После зачистки попытаться вытащить обломок плоскогубцами.
- Проверять угол сверления отверстия. Оно должно быть ровным, чтобы сохранить целостность оснастки.
- Использовать защитный очки, во избежание попадания металлической стружки в глаза.
- После проведения работ очистить отверстия от стружки.
- Движения должны быть плавными, без нажима.
- Не забывать про съем фаски.
Мастера рекомендуют покупать несколько приспособлений для проведения работ, взамен одного универсального.
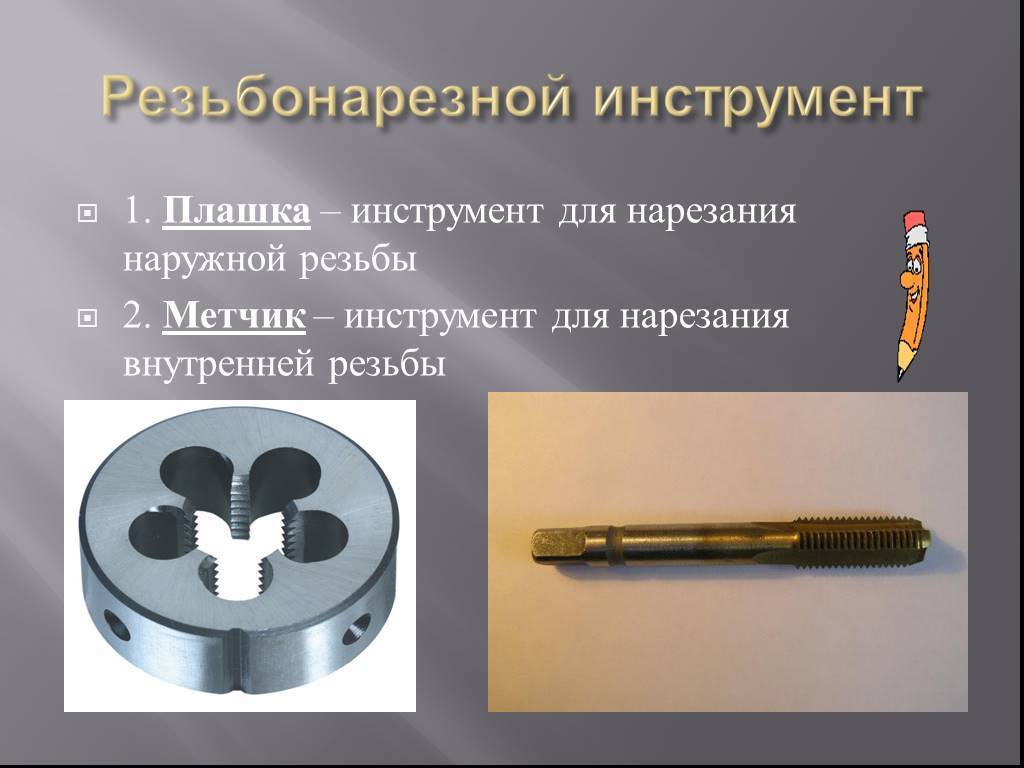
Резьбовые соединения может изготовить любой человек без практического опыта. Для этого нужно купить набор метчиков, для внутренней резьбы, плашек для наружной. Изучить технологический процесс, научиться пользоваться инструментами.
Метчик для нарезки
Метчиком называют слесарно-токарное режущее устройство, сделанное в форме стержня с установленным на нем режущим элементом.
Резчик используют для создания внутренней резьбы в разных металлических деталях, трубе, а также его можно использовать для того, чтобы восстановить поврежденную ранее резьбу.
Резчик имеет рабочую и хвостовую часть. Рабочая часть включает два участка: для резки и для калибровки.
На этом участке установлены также резцовые зубья, которые охватывают участок по всей окружности. Участок калибровки отвечает за окончательное формирование детали.
Он выглядит как цилиндр, оснащенный зубьями, и продолжает собой участок для резки.
Он более длинный, а его рабочий элемент разделен канавками, нужными для того, чтобы создавать резцы и выводить стружку.
Количество канавок зависит от размера метчика с клуппом – в устройствах, не превышающих 22 мм, их обычно три. Бывают и специальные метчики, в которых канавки отсутствуют.








В тех устройствах, где они есть, канавки могут иметь прямую, либо винтообразную форму.
Задняя часть метчика имеет цилиндрическую форму, на конце ее находится квадрат, который необходим для возможности фиксации к крепежному инструменту.
Метчики с клуппом бывают двух типов: ручной или машинный. Ручные устройства прикрепляются к ручным держателям и предназначены для создания внутренней резьбы.
Машинные аппараты устанавливают на патронные держатели токарных станков.
Перед тем как узнать, как нарезать резьбу метчиком, нужно определиться с ее типом. Резьба, которую можно сделать, может быть разной в зависимости от типа устройства.
Наиболее распространенной формой резьбы является метрическая – ее делают с помощью метрического инструмента.
Для создания резьбы с внутренней стороны водопроводной трубы, а также в трубе отопления, используют специализированные трубные метчики, ими же можно сделать усиленную резьбу в металлических деталях, а не только в элементах отопления.
Для создания конусообразной или дюймовой резьбы, нужно использовать специальный дюймовый метчик, который позволяет делать резьбу наименьшего размера.
Чаще всего можно встретить прочные стальные устройства с клуппом – они наиболее эффективные, прочные и долговечные.
Последние применяют для создания резьбы в несколько заходов. Обычно в комплект входит два метчика, один из которых называют чистовым, а второй – черновым.
В некоторых случаях сюда добавляется еще метчик для средней обработки. Количество деталей в комплекте всегда указано сзади, на части хвоста.
Комплектные метчики не одинаковы, они имеют разные формы зубьев: черновой имеет форму зуба трапеции, средний – треугольную, вершина у которой закруглена, а у чистового – это стандартный треугольник, имеющий острую вершину.
Нарезка резьбы заключается в создании выступа в отверстии, при этом линия выступа должна иметь винтовую форму.
Выступ возле стены в отверстии должен соответствовать заданным параметрам, чтобы резьбу можно было использовать: он должен иметь правильные шаг, подъемный угол, внешний и внутренний диаметр и т.д.
Также важным параметром является глубина, которую определяют, исходя из диаметра резьбы внутри и снаружи на трубе.
Вариантов, как правильно нарезать резьбу, может быть несколько.
Видео:
Направление резьбы в трубе может быть разным, в зависимости от необходимости: она может быть направлена вправо, при этом выступ развивается по часовой стрелке, либо иметь левую направленность, тогда выступ будет следовать против часовой стрелки.
Существует две возможных формы профиля: прямоугольная или треугольная, а также специальные дополнительные формы, но их используют в основном на производстве, и почти никогда в домашних условиях.
Резьбонарезные пневматические машины, манипуляторы и установки
Современное оборудование позволяет увеличить объемы выпускаемой крепежной продукции без ущерба для качества. Все зависит от того, какой инструмент применяется для нарезания внутренней резьбы и как оснащено производство.
Основные преимущества прогрессивных резьбонарезных пневматических машин, манипуляторов и установок:
- Повышение эффективности работы по сравнению с ручным нарезанием резьбы.
- Отсутствие брака.
- Высокая эффективность при обработке большого количества отверстий.
- Увеличение стойкости инструмента примерно в 2,5 раза.
- Снижение трудоемкости минимум в 3,5 раза.

В заключение хотелось бы напомнить некоторые правила использования инструмента для нарезания внутренней резьбы:
- Обязательно нужно использовать смазку во избежание перегрева деталей и появления заусениц.
- После некоторого поступательного хода метчика (несколько витков) нужно давать ему обратное движение, чтобы вывести из рабочей зоны стружку и повысить качество поверхности резьбовых выступов.
- Необходимо использовать метчики в строгом чередовании, согласно нанесенной на них маркировке.
- После работы инструмент следует протирать и содержать в чистоте.
Какое бы современное оборудование ни использовалось для нарезания резьбы, по каким бы передовым технологиям ни осуществлялся техпроцесс и какой бы модерновый инструмент ни применялся, эти правила всегда остаются незыблемыми. Успешных проектов!
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.









Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: После ремонта холодильник не отключается
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Лерки для машинного формообразования резьбы
В отличие от ручного инструмента, плашки при получении резьбы на специализированных автоматах совершают возвратно-поступательно перемещение, в то время как заготовка – винтовое. Такие лерки подразделяются на подвижную, которая закрепляется в ползуне станка, и неподвижную, устанавливаемую на его столе.
Рабочая зона неподвижных лерок состоит из трёх основных частей:
- Заборной, при помощи которой выполняется захват стержневой заготовки;
- Профилирующей, где и осуществляется само накатывание резьбы;
- Калибрующей, на участке которой выполняется калибровка основных параметров резьбы и плавный выход изделия из зоны резьбообразования.
Такая конструкция исключает резкое колебание усилия, неизбежное ввиду особенностей работы оборудования: высокая производительность (до 400 оборотов в минуту) и наличие стадии холостого хода, когда ползун с плашкодержателем возвращается в исходное положение за следующей заготовкой.

Подвижная плашка обладает более простой конструкцией. Её приёмная часть по длине составляет примерно 30…35% от диаметра исходной заготовки, при этом подъём профиля до основного уровня профилирования происходит под углом 4…7 °, При этом длина подвижной лерки всегда больше: это исключает случайный захват накатанной заготовки при обратном ходе ползуна.










Машинными лерками можно нарезать не только обычные виды резьб, но и специальные профили, например, для головок пресс-маслёнок, а также резьбу под саморезы и шурупы. С этой целью на формообразующей части лерки выполняют специальный гребень, в канавках которого формируется необходимое заострение конца крепёжной детали.
С целью исключения трещин при продолжительной эксплуатации лерок для машинного формообразования резьбы их твёрдость должна быть несколько ниже, чем ручных – в пределах 56…58 HRC.
Машинные лерки изготавливаются обычно теми же компаниями, которые производят и само резьбонакатное оборудование. Котируются инструменты итальянского (от торговых марок Sima и Sacma) японского (Sakamura) и бельгийского производства (Malmedie). Имеющегося в продаже инструмента производства КНР и Тайваня лучше избегать: хотя его цена и намного ниже, но стабильность эксплуатационных характеристик и механических свойств вызывают большие сомнения.
Балеринка по дереву. Справимся с любым диаметром!
Магнитный угольник для сварки. Нужно только выбрать градус!
Как производится операция и в чем ее суть
Основная задача слесаря – создать отверстие в металлической толще с последующим образованием ложбинок изнутри. Их требуется сделать так, чтобы витки подходили к болту, шпильке или иному крепежу.
Резьбовой элемент может понадобиться в быту для максимально прочного соединения двух частей. Здесь необходимо добиться максимальной чистоты – чтобы не оставалось стружек, деформаций, сбитых нитей
Также очень важно следовать стандартам ГОСТ по размеру приспособления. Диаметр должен совпадать с винтом, который будет входить внутрь
Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии. Сперва следует подготовить заготовку – убрать лишние загрязнения
Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной.
Имеют значение несколько параметров:
- диаметр отверстия;
- глубина нарезки;
- количество ниток (это заходы, самое распространенное – наличие трех полостей);
- шаг, то есть расстояние между двумя бороздами.
Технология: как пользоваться метчиком для резьбы
Есть несколько этапов, каждый из которого важен. Это подготовительные процедуры, 1, 2, 3 и более подходов вращения, финишная шлифовка. О подготовке подробнее поговорим ниже. Сама манипуляция с инструментом условно проста. Необходимо направить кончик, установить его ровно, а затем с помощью воротка делать вращательные движения.
Особые рекомендации:
- Мы не советуем приступать к нарезке неподготовленной заготовки. Если у вас уже есть лист металла, где сквозное отверстие получено путем штамповки или другой металлообработки, необходимо его рассверлить, а затем отзенковать – срезать края.
- Снимите с образца фаски на верхних 0,5 см. Делать это требуется под углом 60 градусов.
- Инструмент необходимо смазывать и охлаждать в процессе, иначе получится дополнительная термальная обработка, в ходе которой металлическая поверхность может приобрести дополнительную прочность.
- Делайте обратный ход через каждый 1-2 витка. Это позволяет очистить рабочую зону от налипания стружки.
Посмотрим видеоролик. На нем показана не только работа с метчиком для нарезания внутренней резьбы, но и с плашкой – для наружной:
Выбор инструмента
Заранее отметим, что нарезать резьбу можно разными способами. Работать можно как вручную, так и машинным способом. В первом случае, как мы уже отметили выше, необходимо иметь с собой набор инструментов для создания резьбы, во втором же работу ведут на токарном станке.
Вручную нарезать резьбу рекомендуется, если ваша задача заключается в обработке всего нескольких деталей. Например, при сборке сантехнического оборудования, создании бытовых трубопроводов и т.д.
Обработка деталей на токарном станке подразумевает выполнение масштабных задач. Человек с опытом на оборудовании такого типа способен нарезать резьбу в промышленных масштабах, до сотни деталей в час, а иногда и больше. Впрочем, вряд ли вам понадобится такая производительность.
Чаще всего набор ручных инструментов покрывает все бытовые потребности домашних умельцев. С их помощью вам тоже удастся нарезать резьбу правильно и качественно, только времени и сил уйдет больше.
Упоминаемый выше набор оборудования в основном представлен метчиками и плашками, а также различными дополнительными деталями.
Особенности метчиков
Метчиками называют конусообразные или цилиндрические детали, что предназначены для нарезки внутренней резьбы. В частности с их помощью выполняется резьба на трубах, гайках, мелких шайбах, различного рода зажимах и даже фланцах.
Метчиками пользоваться довольно удобно. Они состоят из рабочей и тыльной части. Рабочая часть имеет уникальную форму и диаметр. На ее краях нанесены специальные резцы или зубцы с некоторым шагом. Зубцы при вращении нарезают металл параллельно с удалением стружки.
Тыльная сторона выполнена в определенной форме, что облегчает фиксацию метчика на рабочем инструменте.

Разнообразные метчики для бытового применения
Метчиками с возможностью нарезки резьбы без образования стружки тоже пользуются, но намного реже, ведь они стоят дороже.
Черновые выполняют первый проход, удаляют большинство стружки и формируют грубые канавки под резьбу. Это еще не полноценная резьба, но подготовка уже выполнена.










Получерновые модели встречаются крайне редко. Они предназначаются для доделки черновых канавок, их очистки и формирования заготовки под чистую резьбу. Получерновыми метчиками пользуются преимущественно при изготовлении сложных деталей.
Последний образец – чистовой метчик, формирует готовую к эксплуатации резьбу точных размеров и формы.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Назначение и сфера применения
Резьба, согласно положениям ГОСТ №2.331-68, определяется как поверхность сформированная совокупностью чередующихся впадин и выступов определенного профиля, размещенная на внутренних либо наружных стенках тела вращения.
Функциональным назначением резьбы является:
- удержание деталей на требуемом расстоянии по отношению друг к другу;
- фиксация деталей и ограничение возможности их смещения;
- обеспечение плотности соединения стыкующихся конструкций.
Основой любой резьбы является винтовая линия, в зависимости от конфигурации которой выделяют следующие виды резьбы:
- цилиндрическая – резьба, сформированная на цилиндрической поверхности;
- коническая – на поверхности конической формы;
- правая – резьба, винтовая линия которой направлена по часовой стрелке;
- левая – с винтовой линией против часовой стрелки.
Резьбовое соединение – стыковка двух деталей посредством резьбы, обеспечивающая их неподвижность либо заданное пространственное перемещение относительно друг друга. Такие соединения классифицируются на две основные категории:
- соединения, полученные с применением специальных соединительных элементов – винтов, шпилек, гаек и шайб (сюда относится все разновидности фланцевого монтажа);
- соединения, образованные свинчиванием двух стыкующихся конструкций без сторонних крепежей (в сантехнике – муфтовое соединение труб).

Схема муфтового соединения труб
Действующие ГОСТ определяют следующие основные параметры резьбы:
- d – номинальный наружный диаметр винта либо болта, указывается в миллиметрах;
- d1 – внутренний диаметр гаек, размер которого должен совпадать с величиной d ответного крепежного элемента;
- p – шаг резьбы, указывающий на расстояние между двумя соседними гребнями винтовой линии;
- a- угол профиля, указывает на угол между смежными выступами винтовой линии в осевой плоскости.
Шаг резьбы определяет, к какому классу она относится – основному либо мелкому. На практике отличия между ними заключаются в том, что мелкие резьбовые соединения (в такой конфигурации выполняются все крепежи диаметром от 20 мм), за счет минимального расстояния между гребнями винтовой линии, более устойчивы к самоотвинчиванию.
Преимущества и недостатки
Широкое распространение резьбовых соединений обуславливается наличием у данного метода крепежа множества эксплуатационных преимуществ, к числу которых относится:
- надежность и долговечность;
- возможность контроля над силой сжатия;
- фиксация в заданном положении благодаря эффекту самоторможения;
- возможность сборки и демонтажа с применением широко распространенных инструментов;
- сравнительная простота конструкции;
- обширный сортамент и типоразмеры крепежных элементов, их низкая стоимость;
- минимальные размеры крепежей в сравнении с размерами соединяемых деталей.
К недостаткам данных соединений относится неравномерное распределение нагрузки по винтовой линии резьбы (около 50% давления приходиться на первый виток), ускоренный износ и ослабление стыка при частой разборке крепежа и его склонность к самоотвинчиванию под воздействием вибрационных нагрузок.
Лерки для машинного формообразования резьбы
В отличие от ручного инструмента, плашки при получении резьбы на специализированных автоматах совершают возвратно-поступательно перемещение, в то время как заготовка – винтовое. Такие лерки подразделяются на подвижную, которая закрепляется в ползуне станка, и неподвижную, устанавливаемую на его столе.
Рабочая зона неподвижных лерок состоит из трёх основных частей:
- Заборной, при помощи которой выполняется захват стержневой заготовки;
- Профилирующей, где и осуществляется само накатывание резьбы;
- Калибрующей, на участке которой выполняется калибровка основных параметров резьбы и плавный выход изделия из зоны резьбообразования.
Такая конструкция исключает резкое колебание усилия, неизбежное ввиду особенностей работы оборудования: высокая производительность (до 400 оборотов в минуту) и наличие стадии холостого хода, когда ползун с плашкодержателем возвращается в исходное положение за следующей заготовкой.
Подвижная плашка обладает более простой конструкцией. Её приёмная часть по длине составляет примерно 30…35% от диаметра исходной заготовки, при этом подъём профиля до основного уровня профилирования происходит под углом 4…7 °, При этом длина подвижной лерки всегда больше: это исключает случайный захват накатанной заготовки при обратном ходе ползуна.
Машинными лерками можно нарезать не только обычные виды резьб, но и специальные профили, например, для головок пресс-маслёнок, а также резьбу под саморезы и шурупы. С этой целью на формообразующей части лерки выполняют специальный гребень, в канавках которого формируется необходимое заострение конца крепёжной детали.
С целью исключения трещин при продолжительной эксплуатации лерок для машинного формообразования резьбы их твёрдость должна быть несколько ниже, чем ручных – в пределах 56…58 HRC.
Машинные лерки изготавливаются обычно теми же компаниями, которые производят и само резьбонакатное оборудование. Котируются инструменты итальянского (от торговых марок Sima и Sacma) японского (Sakamura) и бельгийского производства (Malmedie). Имеющегося в продаже инструмента производства КНР и Тайваня лучше избегать: хотя его цена и намного ниже, но стабильность эксплуатационных характеристик и механических свойств вызывают большие сомнения.









Как выбрать метчик для резьбы
Далее расскажем, как выбрать метчик для резьбы. В процессе учитывают основные характеристики:
- система измерения диаметра (дюймовая, метрическая);
- число заходов инструмента (один, два, три);
- форма профиля (прямоугольная, трапециевидная, треугольная);
- сторона, в которую вращается винт (левая, правая);
- размещение резьбы на детали (внутри, снаружи);
- форма детали (конусовидная, цилиндрическая).
Если для исправления сорванной резьбы в основном используют одиночные изделия, то для создания новой берут комплекты. В них виды метчиков для нарезания резьбы определяются как черновой, средний и чистовой.
Изображение № 3: Стандартный набор метчиков из трех инструментов
Первый предназначен для нарезания черновой резьбы, второй для ее углубления, третий — для доведения до конечного (чистового) вида
Чтобы отличить одно изделие от остальных в наборе, обратите внимание на форму рисок хвостовых частей
- Первый метчик имеет обрезанные верхушки зубьев, внешний диаметр меньше, чем у остальных инструментов в наборе.
- Второй с короткими зубными сегментами, имеет удлиненные гребни. Диаметр среднего метчика чуть больше, чем чистового.
- Третий имеет полный гребень зубцов и совпадает по диаметру с габаритами будущей резьбы.
При вычислении будущего диаметра отверстия пригодится формула:
D отверстия = D метчика * 0,8
Далее при выборе ориентируйтесь на таблицу.
Таблица № 3: Соответствие диаметров резьбы и подготовительных отверстий
Подготовительный этап
От того, насколько ответственно будет пройден этот этап, зависит качество конечного изделия.
- Инструмент, которым будет производиться работа должен быть в надлежащем состоянии. На нем не должно быть ржавчины. Для этого при длительном хранении он покрывается консервирующей смазкой. Резцы клуппа должны быть хорошо заточены.
- Если труба уже была в эксплуатации и на ней есть краска, тогда ее обязательно надо хорошо зачистить. Делается это при помощи напильника, болгарки и шлифовального круга, наждачной бумаги или строительного фена.
- При помощи болгарки или ножовки выводится плоскость торца. Для этого отрезается небольшой кусок, чтобы получился прямой угол относительно оси.
- Напильником убираются заусенцы.
- Снимается фаска таким образом, чтобы создать небольшой конус.





