

Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).

Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
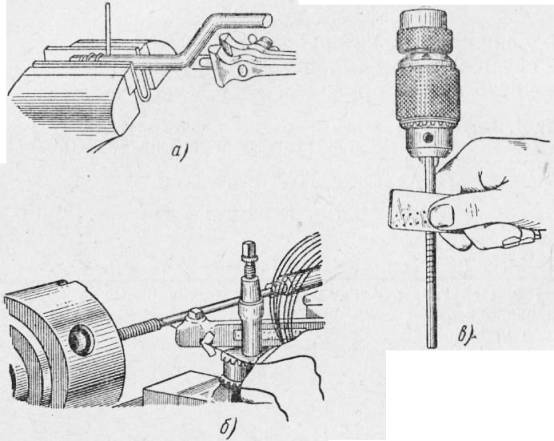
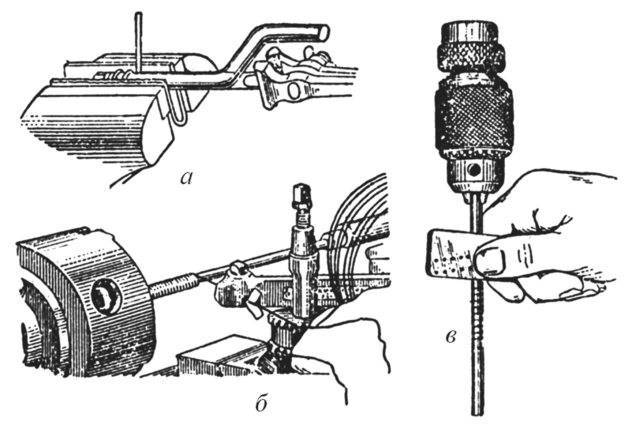
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете

Для намотки небольшой пружины можно использовать шуруповерт
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.

Цвета каления стали
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
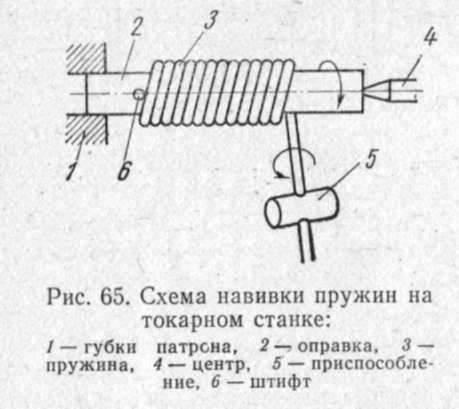
Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.

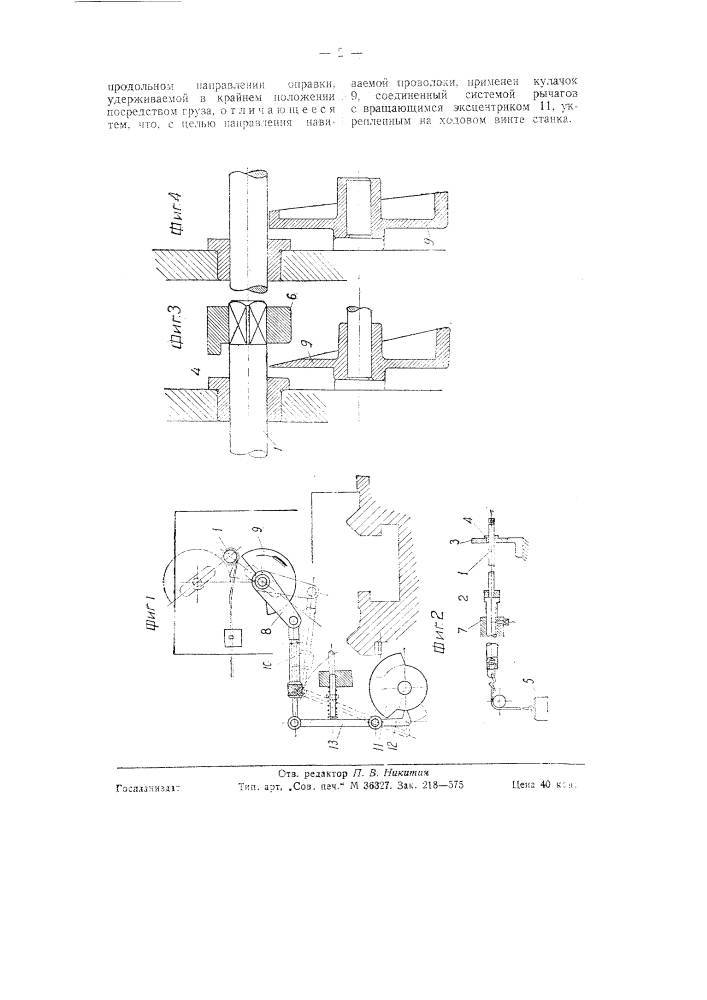
Приспособление для навивки пружин на токарном станке
Качество и технологии
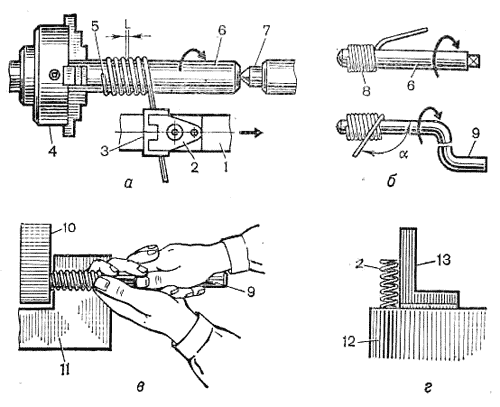
Рабочий инструмент и приспособления для навивки пружин
Для горячей навивки необходимы кузнечные клещи, молотки, гладкие цилиндрические оправки, клинья, нап
равляющие устройства и другие приспособления.
Клещи служат для удержания, поворота и установки нагретых заготовок пружин на гладкие оправки при навивке. На рис. 19, а показаны наиболее часто применяемые клещи. В зависимости от формы поперечного сечения заготовки клещи имеют соответствующую
форму губок, которыми они сжимают заготовку. Клещи должны соответствовать размерам сечения заготовки. Для удержания в губках клещей тяжелых заготовок применяют кольца или скобы, которые надевают на тот конец клещей, который держит рабочий.
Молотки (рис. 19, б) служат для установки и крепления заготовки клином на гладкой оправке. Молоток, имеющий массу 0,5—1,5 кг, насажен на ручку, изготовленную из прочного и вязкого дерева, например из березы или клена. Ручка молотка должна быть тщательно расклинена во избежание соскакивания с нее молотка при ударах.
Оправка необходима собственно для навивки пружины, а клин — для крепления заготовки на оправке.
Мелкие и средние пружины навивают в холодном состоянии. Пружины можно навивать вручную с применением несложных приспособлений, а также на токарных станках, оснащенных специальной оснасткой, и на холоднонавивочных пружинах автоматах.
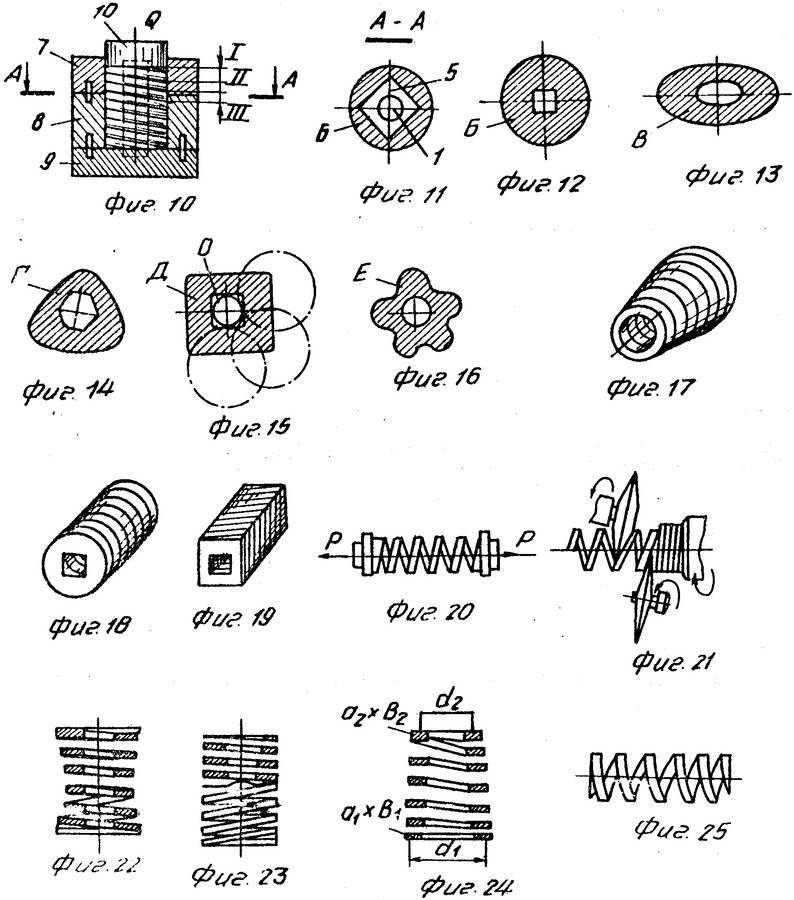
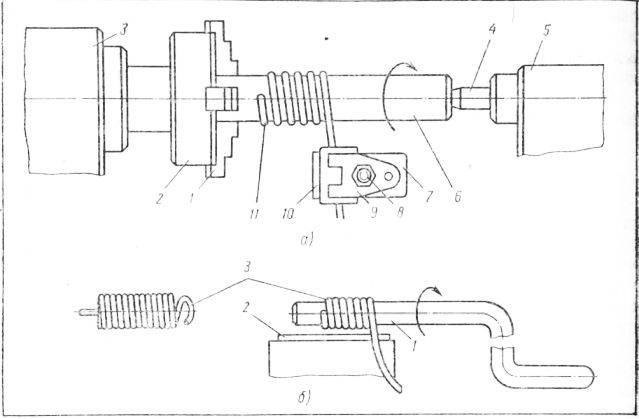
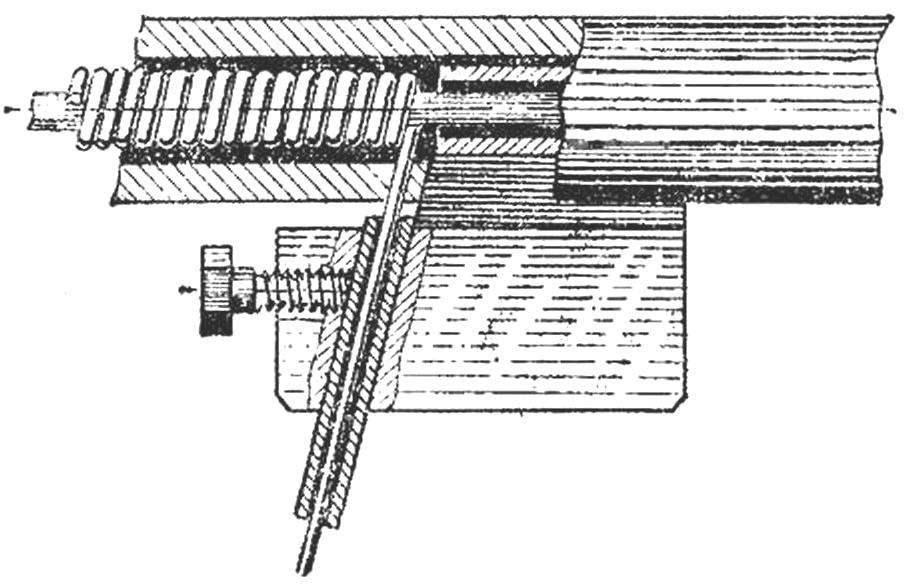
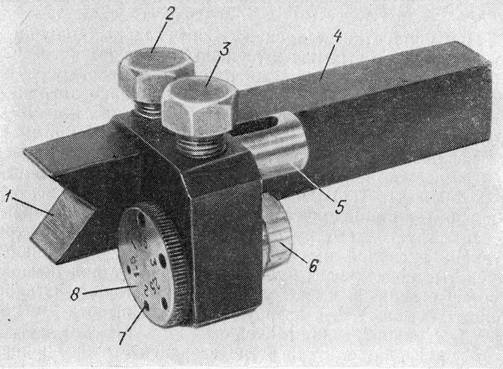
Для изготовления небольших партий пружин применяют простейшие приспособления. Приспособление для навивки пружин, работающих на сжатие и растяжение (рис. 20), состоит из цилиндрической неподвижной оправки 4, установленной во втулке 5 и закрепленной стопорным винтом 3. Оправка имеет паз для крепления конца проволоки. Рукоятка / с втулкой устанавливается на оправку 4. Втулка имеет выступ с направляющей канавкой. Проволока 2 заправляется в паз и вращением ручки вокруг оправки осуществляется навивка пружины. Натяг пружины производится выступом втулки.
Оснастка, применяемая при навивке пружин на токарных станках, состоит из гладких оправок, приспособлений для направления и натяга проволоки на гладкие .оправки, вращающейся катушки. Гладкие оправки могут иметь цилиндрическую, коническую и бочкообразную форму. Материалом для оправок служит конструкционная углеродистая сталь. Форма гладких оправок зависит от формы пружин. Один из торцов гладких оправок имеет глухое центровое отверстие, которое служит для установки центра задней бабки. Конец проволоки крепится кулачком патрона передней бабки токарного станка. Для безопасной навивки пружины гладкая оправка поджимается центром задней бабки токарного станка.
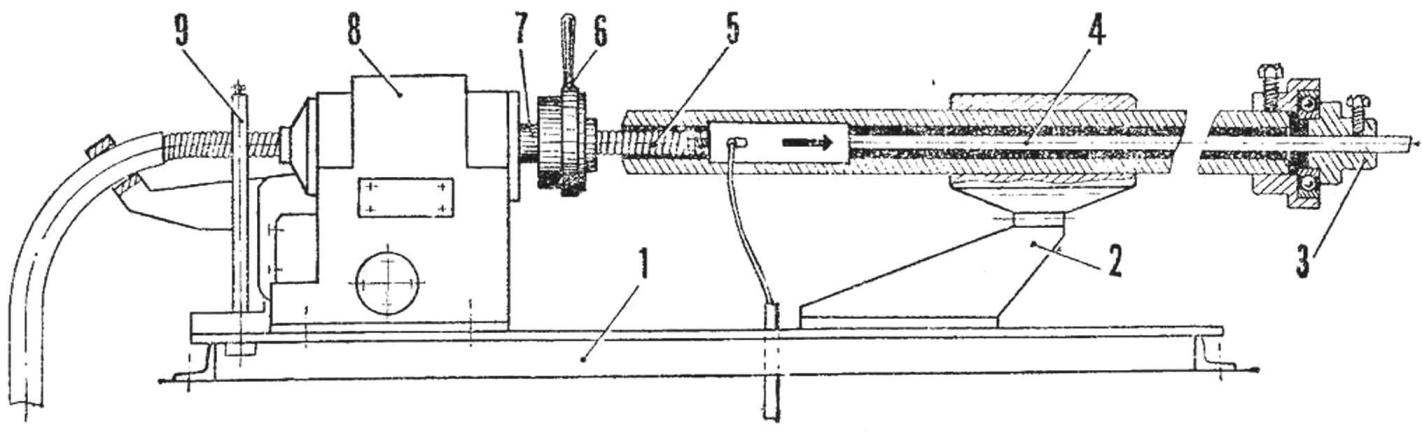
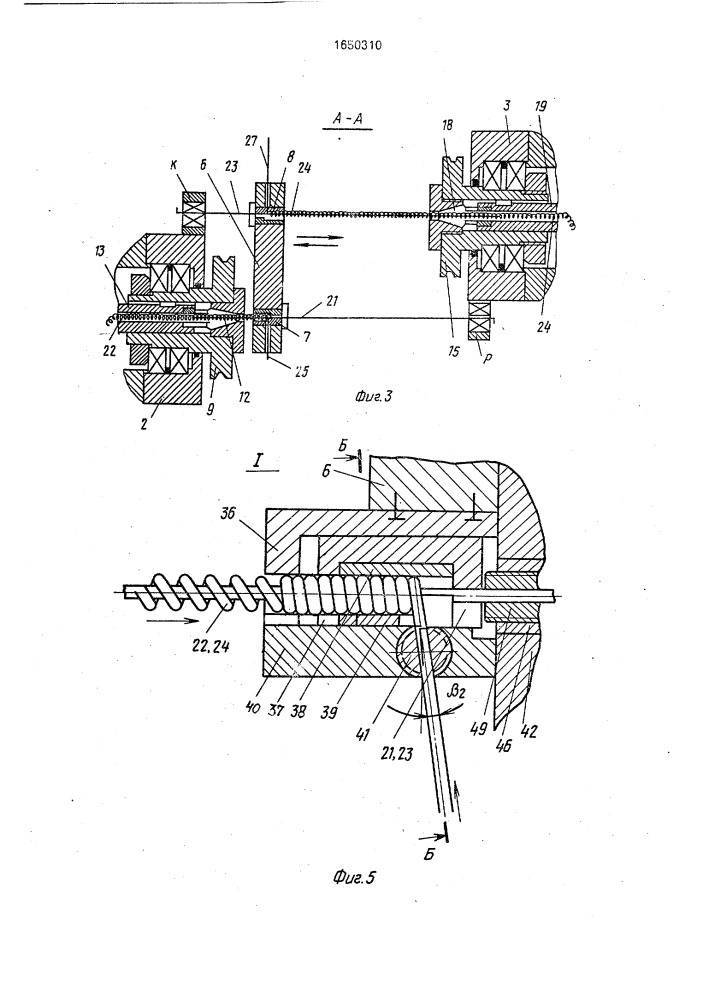

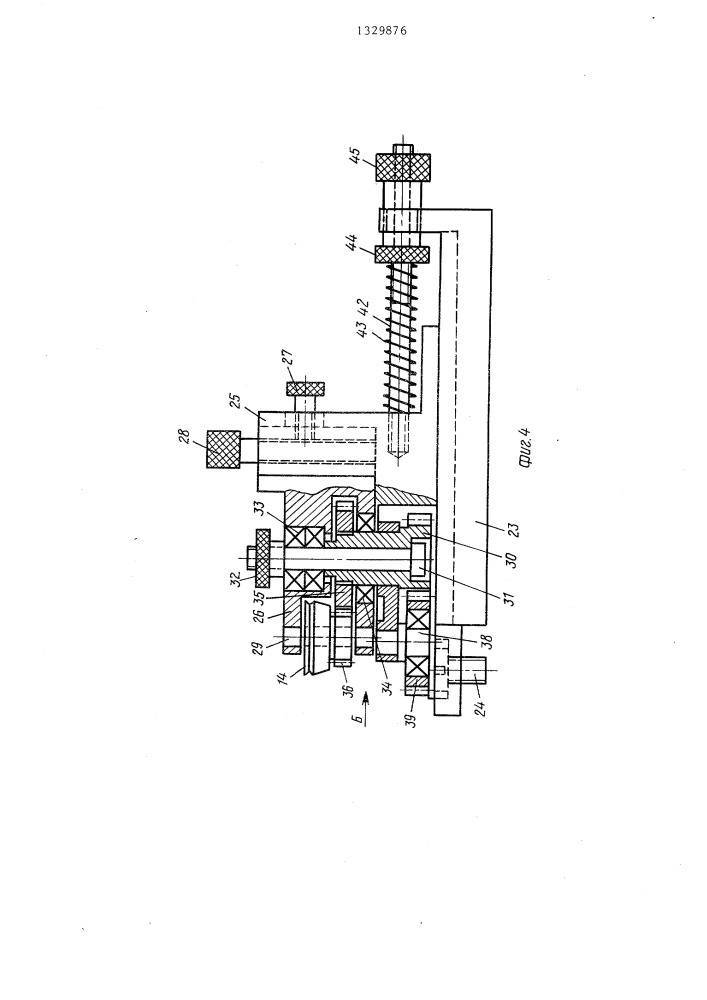
Приспособление для направления и натяга проволоки при навивке пружин на токарных станках состоит из двух пар вращающихся роликов. Верхние ролики вращением винта могут перемещаться в вертикальном
направлении. Винт обеспечивает необходимое давление роликов на проволоку, увеличивая силы трения между ними. Приспособление обеспечивает постоянный натяг проволоки при навивке пружины.
Вращающаяся катушка представляет собой карусель (рис. 21). Катушка состоит из массивного основания с подшипником, в котором установлена вертикально стойка, свободно вращающаяся вокруг своей оси. На стойку надета катушка с мотком пружинной проволоки. Конец проволоки пропускают через установленную перед токарным станком стойку, которая при резке проволоки не позволяет ей спутаться на катушке.
Основным инструментом и оснасткой пружинонавивочных автоматов моделей ПН-1, А520, А521, А-522А, А524, А524А и другие являются: вращающиеся ролики правильного механизма для правки пружинной проволоки
входные, средние и выходные направляющие планки механизма подачи (см. рис. 39), навивочный палец (рис. 22), неподвижная оправка навивочного механизма (рис. 23), шаговая лапка с пальцем шагового механизма (см. рис. 45) и отрезной резец отрезного механизма (рис. 24).
Направляющие планки, неподвижная оправка, навивочный палец и отрезной резец обеспечивают надежную работу пружинонавивочного автомата, испытывают большие нагрузки при подаче и отрубке проволоки.
По вопросам размещения заказов на изготовление пружин обращаться:
голоса
Рейтинг статьи
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Это интересно: Как размягчить резину в домашних условиях, если она задубела
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Шаг 1
- Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, — это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
- Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Шаг 2
- Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
- В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Шаг 3
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете.
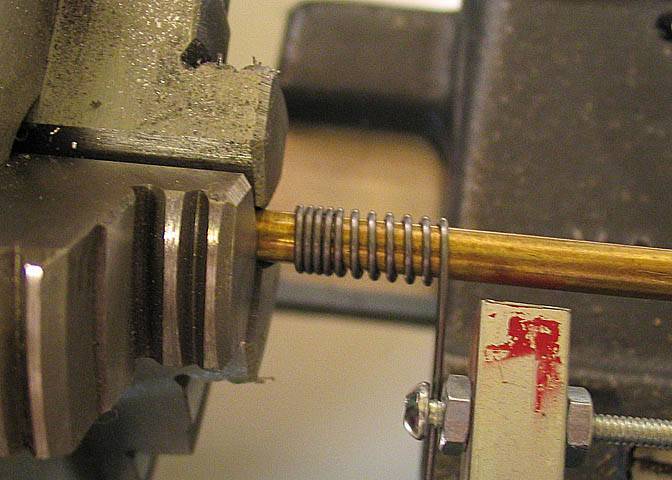
Для намотки небольшой пружины можно использовать шуруповерт
Шаг 4
- Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830-870°, для чего можно использовать газовую горелку.
- Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео.
- После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
- Цвета каления стали
Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20-40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
Пружины сжатия — серия FUL
Высокопроизводительные пружинонавивочные станки серии FUL от компании Wafios отлично зарекомендовали себя среди компаний, которые нуждаются в высоком качестве производства. Станки этой серии помимо пружин сжатия способны изготавливать и пружины кручения с продольным расположением «ножек». Дополнительно, возможно оснастить эти станки системами контроля геометрии пружин в реальном времени, включить станки в производственную сеть.

Преимущества пружинонавивочных станков Wafios серии FUL:
- высокая производительность и оптимизация стоимости;
- высокая доступность пружинонавивочного станка;
- увеличенный рабочий диапазон диаметров проволоки;
- высокие стандарты качества обеспечивающие безошибочное производство;
- удобство в эксплуатации за счет модульной конструкции;
- iQ — функции.
| Станки серии |
|
|
| FUL 86 |
|
| Диаметр проволоки | 0.35 — 1.6 mm | 0.5 — 3 mm | 1.5 — 5.5 mm | 3.1 — 9 mm | 6.1 — 17 mm |
| Наружный диаметр пружины | max. 30 mm | max. 65 mm | max. 95 mm | max. 150 mm | max. 240 mm |
| Скорость подачи | max. 150 m/min | max. 180 m/min | max. 150 m/min | max. 130 m/min | max. 70 m/min |
| Производительность пружин, pcs./min | max. 600 | max. 500 | max. 300 | max. 120 | max. 50 |
| Производительность колец, pcs./min | max. 1000 | max. 800 | max. 600 | max. 250 |



Процесс изготовления пружин
Пружины, которые изготавливает наша фирма, предназначены для работы внушительных нагрузок. Поэтому мы делаем все, чтобы наша продукция обладала первоклассной упругостью и могла служить в производстве без ремонта и замены долгие годы. Мы добились того, чтобы пружина полностью восстанавливала свою форму и размер после многократных сжатий, не давая осадки.
Изготовление стальной пружины – довольно трудоемкий процесс, требующий постоянного присмотра. Готовые изделия проходят строгий контроль качества, чтобы убедиться в том, что продукция удовлетворяет самым высоким стандартам. Многие фирмы в своей деятельности пользуются нашей продукцией.
Пружины малых размеров
Такие небольшие по размеру пружины изготавливаются путем навивки особо твердой проволоки, произведенной холоднотянутым способом. Основным материалом для нее служит углеродистая сталь, прошедшая термическую обработку – «патентирование», как выражаются специалисты. Процесс сводится к закалке материала с последующим волочением холодного типа. После этого заготовку протягивают через специальный фильтр с отверстиями. Таким образом, проволока вытягивается и приобретает заданный диаметр сечения. Пластическая деформация материала сопровождается процессом наклепа. Наклепом называют увеличение прочности материалов за счет термического воздействия на их структуру. Он обеспечивает прочностные характеристики поверхности детали, образуя в них остаточное напряжение. Продукция, изготовленная с применением наклепа, является очень качественной. Завершая процесс изготовления пружины малого размера, специалисты подвергают ее дополнительной термической обработке или заневоливанию. Делается это для того, чтобы снять напряжение с витков после непосредственной навивки.
Пружины средних размеров
Для пружин средних размеров мы используем проволоку, прошедшую деформацию упрочнения. Этот процесс заключается в первоначальной нормализации (кратковременный нагрев стали выше критической температуры) и последующей холодной проволочкой. После навивки такие пружины подвергают деформационному старению – закалке, которая значительно повышает прочностные и упругие характеристики изделия.
Пружины больших размеров
Немного иначе изготавливаются пружины больших размеров и всевозможные рессоры. В качестве рабочего материала выступает легированная сталь. В легированные стали еще на этапе плавки добавляют усиливающие физические и механические характеристики элементы типа никеля, хрома, титана. Для крупных пружин используется уже не проволока, а раскаленные стальные пруты. После горячей навивки обязательно проводится разбивка на заданный шаг. На следующем этапе пружина подвергается закалке в масле. Обрабатывать такую пружину требуется в горизонтальном положении, не подвешивая ее, иначе под собственным весом она может дать ненужную осадку.
Узнайте как изготовить пружину своими руками в домашних условиях.
Диаметр
Если диаметр проволоки не более 2 мм, то пружину можно сделать, не применяя термическую обработку. Для этого необходимо таким образом разогнуть проволоку, чтобы она стала абсолютно ровной, а затем с усилием намотать ее на оправку.
Что касается диаметра оправки, то он должен быть немного меньше, чем внутренний диаметр пружины, который вы хотите получить. Это необходимо для компенсации упругой деформации. Скорее всего, придется несколько раз разгибать и свивать пружину, попробовать оправки нескольких размеров, чтобы подобрать нужный диаметр. Между витками пружины сжатия расстояние должно быть немного большим, чем уже у готовой пружины. Два крайних витка должны хорошо и плотно прилегать друг к другу.
Если же диаметр пружины, которую вы хотите использовать как исходный материал больше 2 мм, то, прежде чем начинать с ней работу, ее нужно подвергнуть отжигу. Потому что без этой процедуры такую толстую проволоку невозможно выпрямить и навить.
В первую очередь нужно правильно подобрать материал для будущей пружины – это половина успеха. В производстве используются сплавы цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2 и т.д.) или специальные стали (углеродистые или легированные)
Если же вы решили сделать пружину самостоятельно, самым подходящим материалом для этого станет другая пружина нужного размера (обращать внимание нужно на диаметр проволоки, из которой она изготовлена). Отжиг лучше всего проводить в специальной термической печи
Если же вам не удалось найти такую, то используйте кирпичную или металлическую
Разведите огонь на березовых дровах и в угли положите пружину. Подождите, пока она не раскалится докрасна, и пусть она продолжает лежать в печи до полного ее охлаждения. После такой процедуры отжига проволока станет пригодной для навивания. Выпрямите ее и намотайте на оправку. Делайте это так, как описано выше. При процедуре изготовления пружины витки навивайте вплотную друг к другу. Теперь закалите пружину, чтобы она не потеряла форму. Для этого ее необходимо нагреть до температуры 830-870 градусов и опустить в трансформаторное масло (можно использовать и веретенное). Естественно, что вы не сможете по приборам отслеживать нужную температуру, поэтому определяйте ее визуально по цвету нагретого металла. При температуре 830-900°С металл имеет светло-красный цвет. Если такой оттенок появился – пружина дошла до нужного состояния. После закалки нужно сжать пружину до сжимания витков и оставить ее, не разжимая, на 20-40 часов. Затем сточите на точильном агрегате концы пружины и изделие готово. Смотреть статью о заневоливании пружин.
Процесс производства пружин сжатия
Если у Вас возникла необходимость приобрести пружины сжатия с короткими сроками (от 1 дня)
изготовления, Выберите удобный вариант отправки заявок:
- Нажмите на один из значков или отправьте сообщение на
- Напишите на или в форму обратной связи.
- Позвоните нам — 8-800–201-52-77
Вашу заявку будет вести персональный менеджер, который вышлет вам расчет и сообщит сроки выполнения заказа.
Остались еще вопросы? Бесплатные консультации по номеру 8-800–201-52-77.
Бесконечная пружина
Январь 25, 2014 admin
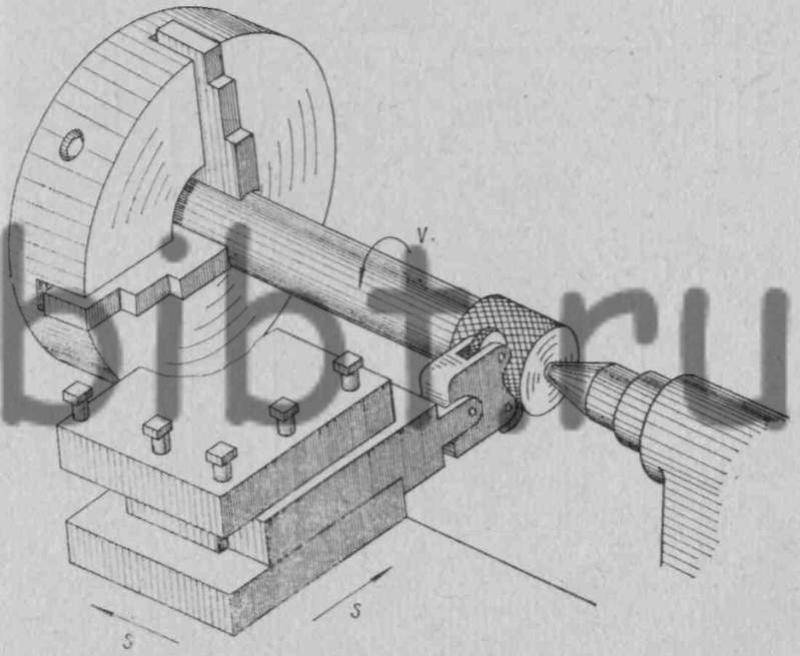
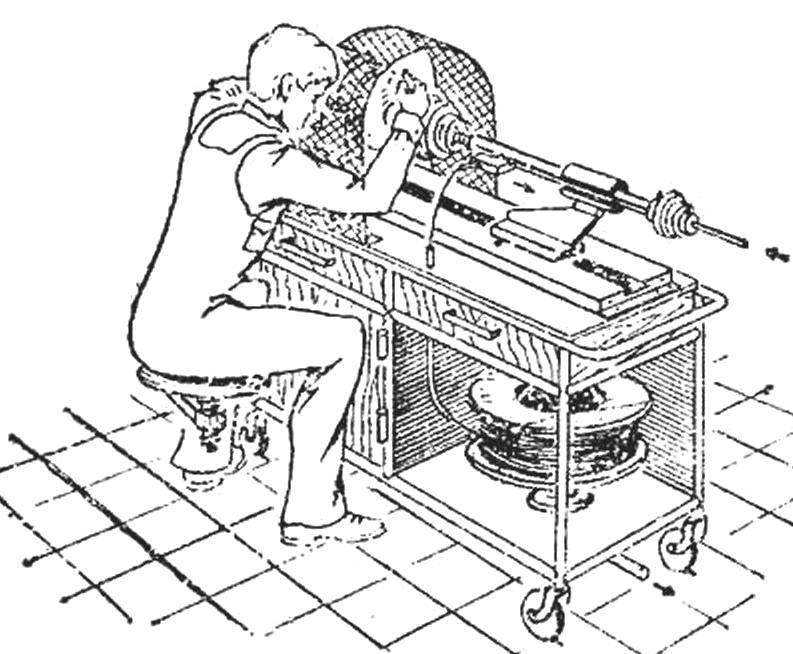
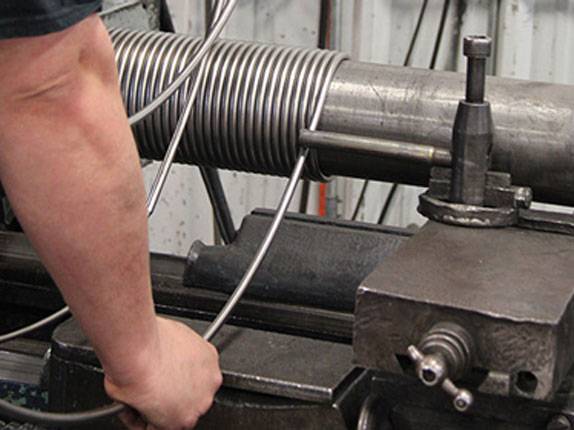
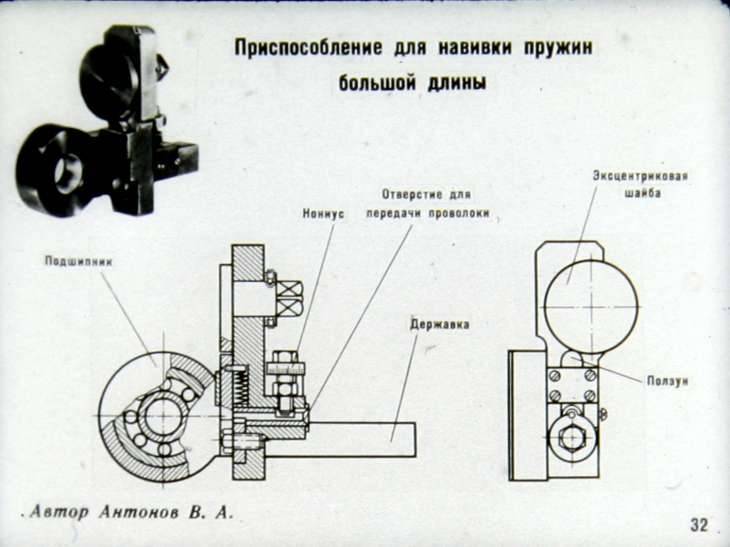
Трудно поверить, что на токарном станке можно навить пружину длиной с железнодорожный состав. Ведь длина пружины при данном способе изготовления ограничивается длиной оправки, на которой ее навивают.
При чем тут, спросят, токарный станок? Есть специальные автоматы, буквально выстреливающие пружинами: мелкие — сотнями штук в минуту, Диаметром побольше — десятками. Но когда пружин нужно немного, разного диаметра, с разным шагом, держать автоматы на каждую разновидность невыгодно. Вы зажимаете в патрон токарного станка оправку и, повторяя дедовский прием, пропускаете проволоку для натяга между двумя дощечками, зажатыми в резцедержателе станка.
Вращается патрон, ползет по ходовому винту суппорт, и проволока ровными витками ложится на оправку, к концу которой через пару минут подползает последний виток. Но что это? Вместо заданных 40 мм в диаметре все пятьдесят, и шаг получился «вольный». Может быть, слабо была зажата проволока, без должного натяга? Пробуем еще раз. Теперь переборщили в другую сторону: диаметр получился меньше, чем нужно. Так можно и час провозиться. Подобрав, наконец, нужный натяг, получаем нужную пружину. Но нет никакой гарантии, что и вторая и третья пружины повторят результат. А длинную пружину — как ее навить?
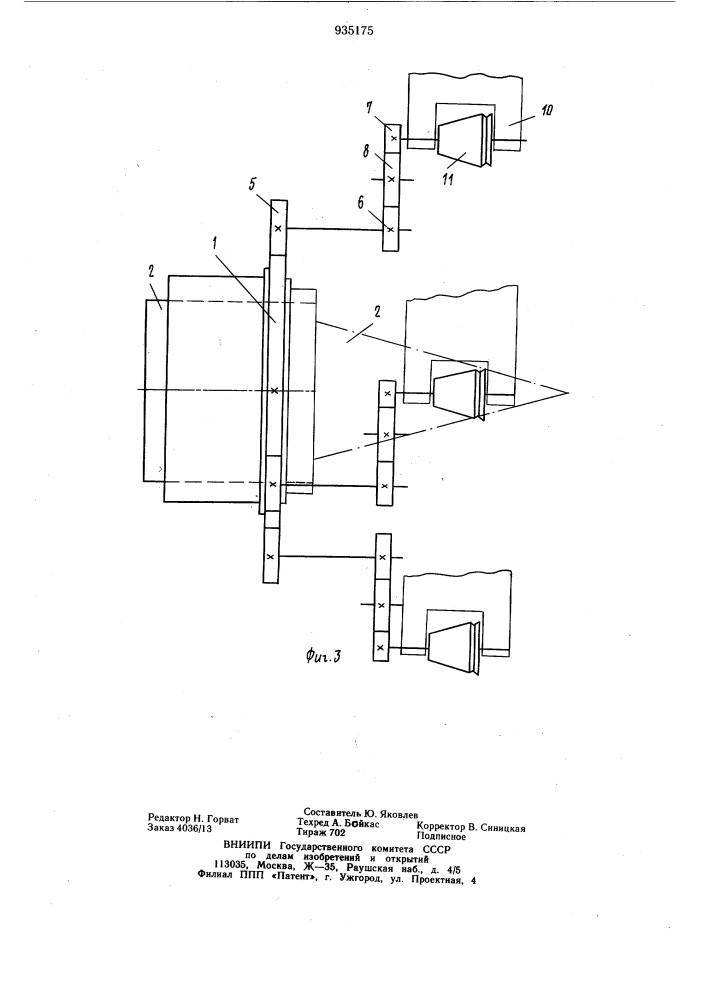
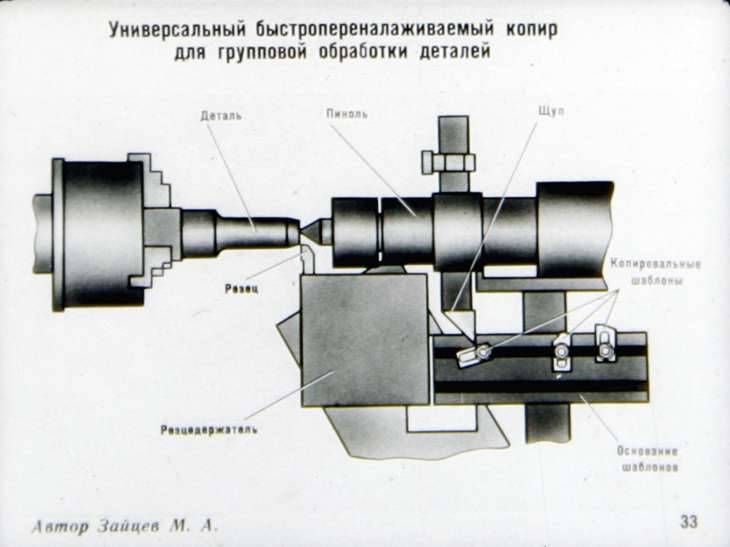
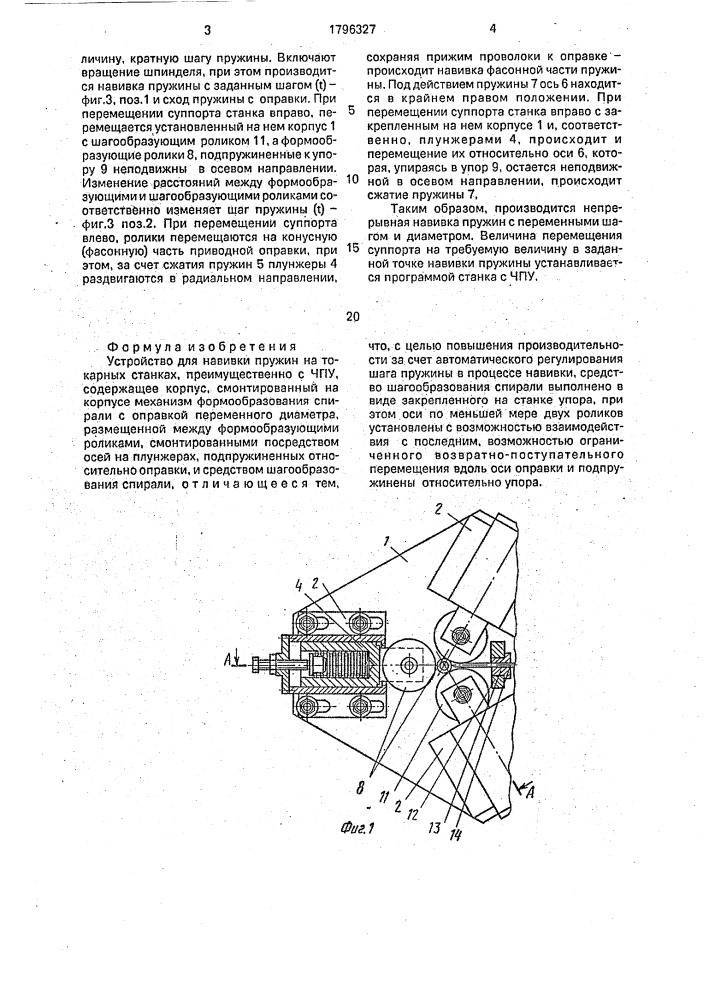
Изобретатель для навивки пружин на токарном станке предлагает универсальное устройство.
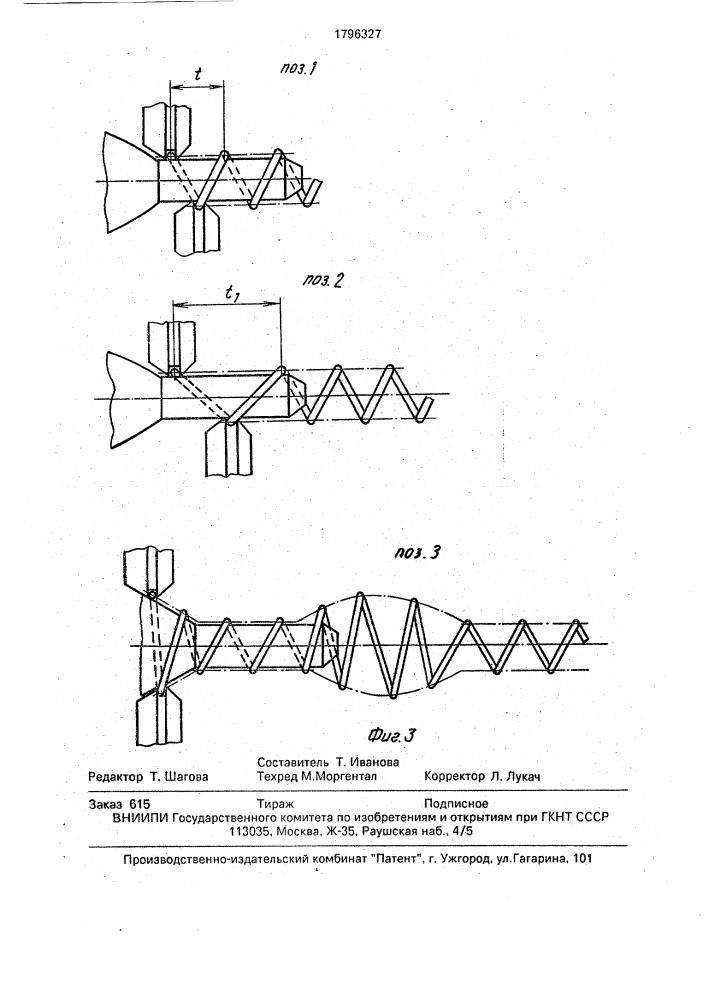
Производительность… Если не остановить станок вовремя, заполнит пружиной как пеной весь цех. Вместо цилиндрической оправки стальной конус, на котором можно навивать пружины в широком диапазоне диаметров. На участках конуса, которые ближе к вершине, получаются пружины малого диаметра, ближе к основанию — большие. Определенный шаг пружины обеспечивает разделительный нож, а навивает проволоку прижимной ролик при планетарном движении по образующей конуса. Включают станок, и выползает из приспособления, извиваясь словно змея, пружина. И может длиной она быть хоть с пожарный рукав, если понадобится.
Настраивается приспособление очень просто. Пошла, например, пружина диаметром меньше, чем нужно,— перемещается место навивки ближе к основанию конуса. Вот и все. За несколько минут можно настроить приспособление на любой диаметр в пределах одного конуса, а имея несколько сменных конусов, можете навивать пружину любого диаметра и шага в пределах номинального ряда.

(2 votes, average: 4,00 out of 5) Бесконечная пружина ← Медовый пряник с вишнямиОрганизация труда на пасеке →
bdjola.com
Сталь для изготовления пружин
Поскольку пружины зачастую используются для гашения каких-либо типов нагрузок, сталь для изготовления пружин
должна иметь очень высокие технические характеристики. В зависимости от предназначения итоговых изделий, для их создания могут использоваться самые различные марки стали. Однако, наиболее часто,производство пружин выполняется из углеродистой и высоколегированной стали. Как правило, заводы-изготовители используют такие марки, как 50ХФА, 50ХГФА, 55ХГР, 55С2, 60С2, 60С2А, 60С2Н2А, 65Г, 70СЗА, У12А, 70Г, а также ещё множество других стальных сплавов.
Среднеуглеродистые и высокоуглеродистые марки стали, а также низколегированные стальные сплавы, которые задействует любое производство пружин
, называются рессорно-пружинными. Зачастую,сталь для изготовления пружин обозначается еще какпружинная сталь . Стандартом для ее производства считаютГОСТ 14959-79 , который предписывает все допуски и требования к техническим характеристикам. По госстандарту,пружинная сталь должна иметь очень качественную поверхность без наличия каких-либо дефектов, способных привести к частичному или же полному разрушению.
Дело в том, что при наличии, например, трещин на поверхности изделий, в процессе их эксплуатации при тяжелых различных тяжелых условиях, все усталостные явления будут концентрироваться как раз в наименее устойчивых дефектных местах. Именно поэтому вся пружинная сталь
до того, как началось непосредственноепроизводство пружин , должна пройти процедуру проверки на соответствие установленным требованиямГОСТ 14959-79 . Кроме того,сталь для изготовления пружин должна иметь хорошую упругость и проявлять высокую устойчивость к агрессивным воздействиям.
Достичь этого помогает, во-первых, химический состав того или иного сплава, так как под конкретные рабочие условия подбирается конкретная сталь для изготовления пружин
. Во-вторых, противостоять напряжению и разрушению позволяют процесс закалки и отпуска изделий. Проведение данных технологических процессов подразумевает любаятехнология изготовления пружин , однако для каждой марки стали есть свои нюансы. В частности, этим нюансом является среда закаливания, в роли которой выступают масло или вода, а также еще и сама температура, при которой идет закаливание.
Собственно, температура при которой закаливается сталь для изготовления пружин
, варьируется в пределах от +800°С до +900°, в зависимости от конкретного сплава. А отпуск проводится уже при диапазоне от +300°С до +480°С. Это обусловлено тем, что именно при подобных температурах возможно достичь одного из самых важных параметровпружинной стали — наибольшего предела упругости стали. Твердость получаемой продукции равняется 35 — 45 единицам твердости по Шору, что равнозначно значению от 1300 до 1600 килограмм на один квадратный миллиметр поверхности.
Характеристики стали для изготовления пружин





