

Как предотвратить возникновение
Для снижения величины сварочных напряжений и деформаций при подготовке к работе специалисты рекомендуют:
- при проектировании выполнять расчет деформаций для правильного формирования сечения сварочных швов, припусков для усадки;
- располагать швы симметрично по отношению к осям узлов;
- не проектировать соединения так, чтобы больше трех швов пересекались в одной точке;
- прежде чем приступить к сварке, проверить, нет ли отклонений величины зазоров на стыках от расчетных величин;
- не проводить швы через места концентрации напряжений.
Для уменьшения деформаций и напряжений во время работы применяют следующие приемы:
- создавать на соединениях очаги дополнительной деформации с действием, противоположным сварке;
- швы длиной больше 1 м разбивать на отрезки длиной 10 — 15 см и сваривать обратноступенчатым методом;
- подкладывать под стыки медные или графитовые прокладки для снижения температуры сварочной зоны;
- соседние швы сваривать так, чтобы деформации компенсировали друг друга;
- для сварки деталей из вязкого металла применять технологии, которые обеспечивают снижение величины остаточных явлений;
- делать размер швов меньше, если это допускается условиями эксплуатации;
- по возможности выполнять соединения с меньшим числом проходов;
- при наложении двухсторонних швов слои наплавлять попеременно с каждой стороны;
- предварительно выгибать края заготовок в направлении, противоположном действию деформации, когда сварка завершится, они вернутся в исходное положение;
- не делать много прихваток;
- для ускорения сборки и снижения величины деформаций небольшие узлы сваривать в кондукторах.
Термообработка
Термическая обработка металлов и сплавов — процесс тепловой обработки металлических изделий, целью которого является изменение структуры и свойств в заданном направлении. Несмотря на то, что закалка является одним из видов термообраоткиданный раздел посвящен реализациям таких технологических процессов как — отжиг, отпуск и дисперсионное твердение.
Довольно часто индукционное оборудование применяется для термообработки сварных соединений. Этот процесс включает в себя термическую подготовку деталей перед сваркой, термическую обработку в процессе сварки и термическую обработку уже готового сварного изделия. Термическая подготовка деталей необходима для улучшения свариваемости материала. Поэтому перед сваркой сталь подвергается отжигу или высокому отпуску, и подогреву. Так, сварку труб большого диаметра необходимо производить при температуре 110-120С. Выбор теплового режима сварки напрямую зависит от свариваемых материалов и сплавов, жесткости конструкции и состояния ее при сварке. Например, чем выше склонность стали к ее закатки и трещинам, тем больше должна быть температура подогрева.
Из-за неравномерного нагрева разных зон после завершения сварки свойства на сторонах шва могут быть неоднородными. Это происходит независимо от толщины сварочных элементов. В результате этого прочность, устойчивость к коррозии и температурная переносимость снижаются. А остаточные напряжения, которые остаются после кристаллизации шва, могут стать причиной разрыва соединения. Поэтому после сварки материалов применяют такую процедуру как термическая обработка.
Термообработка сварных соединений может использоваться в самых разных сферах: нефтеперерабатывающей, энергетической, химической. Она бывает местной, когда нагревается только шов, и полной, когда происходит нагревание всей конструкции. Местная обработка выполняется радиационным (электрическим или газовым источниками), индукционным, термохимическим и комбинированным способами. Полная термообработка трубопроводов может выполняться переносным индуктором с помощью токового напряжения.
Существует несколько видов термической обработки:
1. Нормализация; 2. Высокий отпуск; 3. Термический отдых; 4. Аустенизация; 5. Стабилизирующий отжиг; 6. «Улучшение» (комбинирование нормализации и высокого отпуска).
Нормализация — это термическая обработка, которая, в отличие от отжига, имеет более быстрое охлаждение изделий и обычно осуществляется на воздухе.
Высокий отпуск – это, пожалуй, самый распространённый способ, с помощью которого проводится термообработка сварных соединений, особенно в условиях монтажа. Она позволяет снизить уровень остаточных напряжений до 90% и заключается в выдержке шва под температурой 300-400 градусов на протяжении часа, последующем медленном охлаждении до 300 градусов, после чего можно закончить процедуру на открытом воздухе.
Аустенизация и стабилизирующий отжиг применяют для нержавеющих и хромоникелевых сталей. Термическая обработка труб способом аустенизации подразумевает сильный нагрев и охлаждение в естественных условиях.
Часто при монтаже паропроводов применяется, термообработка труб стабилизирующим отжигом подразумевает под собой нагрев металла до 970 градусов и его естественное охлаждение. Главное в этой процедуре то, что происходит оптимизация структуры шва, что в свою очередь резко снижает возможность образования трещин и коррозий. чаще всего для решения задачи — термообработки труб применяется индукционный нагрев.
Более подробная информация доступна в 3-ем издание П.М. Королькова, «Термическая обработка сварных соединений».
Термообработка сварных швов тонких труб перед гибкой, установка индукционного нагрева IHM 30-8-50
Решение для нагрева конструкций с целью снятия напряжений, в том числе перед правкой рам грузовых автомобилей, установка индукционного нагрева IHM 30-8-50
Групповая обработка сварных швов

Герметики для швов кузова по методу нанесения
На упаковке любого герметика есть обозначение того, как его нужно будет наносить. Также это можно понять по его таре, обычно внешняя форма показывает примерную процедуру распределения раствора.
На упаковке любого герметика есть обозначение того, как его нужно будет наносить.
Распыляемые герметики
Стандартно в подобных типах включены полимерные вещества. Относятся к однокомпонентным средствам, в составе используют много сухих элементов, за счет этого происходит быстрое затвердение слоя от влажности и соединение отличается высокой прочностью.
Обрабатывать поверхность нужно с помощью специальных пистолетов, это способствует комфортному распределению в районе днища, моторной части, багажника авто.
Происходит быстрое затвердение слоя от влажности и соединение отличается высокой прочностью.
Наносимые кистью
В основе подобных средств может лежать нитрорезиновый либо силиконовый компонент, реализуются состав в банках от 1 кг. Веществом можно покрыть швы, которые варили в области багажника, колесных ниш, ароматизаторов, приклеенные перемычки, поддоны.
Стандартно они бывают белого либо черного оттенка, просушка длиться около 10 минут. После этого допускается нанести лакокрасочный материал, чтобы получить необходимый тон.
Веществом можно покрыть швы, которые варили в области багажника, колесных ниш, ароматизаторов, приклеенные перемычки, поддоны.
Лента-герметик
Автомобильные детали закрывать герметизировать необходимо ровным слоем, но не всегда в силу отсутствия практики новички могут это сделать легко. Тогда можно выбрать для упрощения процесса ленточный герметик.
Лента на одной стороне имеет клеевую основу, ее можно приклеить к любой зоне из-за гибкости, покраска возможно сразу после поклейки, просушка в данном случае не требуется.
Лента на одной стороне имеет клеевую основу, ее можно приклеить к любой зоне из-за гибкости.
Выдавливаемые герметики
Подобные средства упаковываются в тубы, из которых их выдавливают на шов. Есть варианты, которые можно распределить вручную, другие можно выдавить лишь с помощью специального инструмента.
Пистолет позволяет проводить нанесение наиболее удобно и сделать ровный слой с помощью него проще. Стандартно их выбирают, чтобы закрыть шовные участки на капоте, дверях, в багажнике, моторном отсеке.







Пистолет позволяет проводить нанесение наиболее удобно и сделать ровный слой с помощью него проще.
Рейтинг популярных герметиков для кузова
Merbenit XS55
Герметик Merbenit не имеет запаха, отлично защищает поверхность от коррозии и ультрафиолета, выдерживает удары и вибрацию, обладает отличной адгезией, устойчив к технологическим жидкостям (маслам и топливу). Герметик можно окрашивать порошковым методом, в том числе еще в не застывшем виде. В продаже встречается в трех цветах — белом, сером, черном.
Отзывы о герметике для кузова Merbenit XS55, в основном, положительные. Реализуется в продаже картридже объемом 290 мл. По состоянию на лето 2021 года цена одной такой упаковки составляет порядка 800 российских рублей.
Body 999
Кузовной герметик Body 999 — это однокомпонентный состав на основе каучука и различных синтетических смол. Может использоваться для склеивания кузовных частей, заполнения пустот, герметизации сварных швов и просто металлических поверхностей. Отлично совмещает высокую прочность и эластичность, поэтому не теряет своих свойств под действием вибрации. Обладает отличной адгезией. После высыхания герметик «Боди» можно окрашивать любыми методами и красками. Время высыхания при температуре +20°С…+25°С — около двух часов. Из особенностей стоит отметить, что его нельзя использовать на открытых поверхностях, на которые попадает солнечный свет, поскольку данный герметик разрушается под действием ультрафиолета.
ЗМ 08537
Герметик для швов ЗМ 08537 специально предназначен для нанесения на поверхность с помощью кисти. Им обрабатывать швы на кузове машины в месте крепления амортизаторов, стыков кузова в багажнике и подкапотном пространстве, на полу, внутренние части дверей. Предназначен для использования со швами, выполненными точечной сваркой. Или же на болтовые соединения.
Teroson Terostat 9320
Средство Teroson Terostat 9320 от компании Henkel — это герметик с системой распыления на основе MS-полимеров. Состав застывает на поверхности под действием влаги. После застывания он похож на жидкую резину.
Герметик является полиуретановым, не содержит силиконов, элементов ПВХ и изоцианатов. Застывший герметик имеет шумопоглощающие свойства. Его можно наносить на лакированные поверхности (ЛКП), чистый металл и загрунтованные поверхности. Совместим с лаками на спиртовой основе. Устойчив к ультрафиолетовому излучению.
Реализуется в картриджах объемом 300 мл. Цена одной упаковки составляет 1000 рублей.
Novol Gravit 630
Полиуретановый герметик Novol Gravit 630 — однокомпонентное средство, предназначенное для уплотнения соединений, в том числе сварных и спаянных швов на металле. Может наноситься на лакированную, загрунтованную и неподготовленную поверхность, которую однако надо перед нанесением вымыть, просушить и обезжирить.
Проявляет высокую устойчивость к воздействию влаги, ультрафиолета, химических соединений. Оптимальная температура для нанесения — от +5°С до +35°С. Окончательная полимеризация при толщине слоя 3…4 мм происходит через 24 часа. Нанесение лака на поверхность допускается через 2 часа после нанесения герметика. Выпускается в трех цветах — белом, сером и черном. Наносится с помощью механического пистолета.
Объем стандартного картриджа — 310 мл. Его средняя цена составляет 350 рублей.
Reoflex Brush Sealant
Reoflex Brush Sealant — это шовный кистевой герметик, предназначенный для заделки швов в металлических, бетонных, деревянных изделиях, в том числе сварных швов при кузовном ремонте автомобиля. Обладает шумопоглощающими свойствами. Хорошо защищает от коррозии. Устойчив к воздействию топлива, масла, неагрессивных химических жидкостей. Температура нанесения — от +15°С до +30°С. На воздухе при температуре +20°С высыхает за 6 часов. Перед нанесением поверхность почистить и обезжирить.
Реализуется в металлической банке массой 0,8 кг. Цена такой упаковки составляет 550 рублей.
APP PU-50
APP PU-50 — полиуретановый белый однокомпонентный герметик, предназначенный для герметизации сварных швов, а также различных полостей. Может быть использован с различными материалами — металлом, пластмассой, стеклом и даже бетоном. После полимеризации остается эластичным. В готовом виде может быть окрашен любыми видами эмалевых красок.
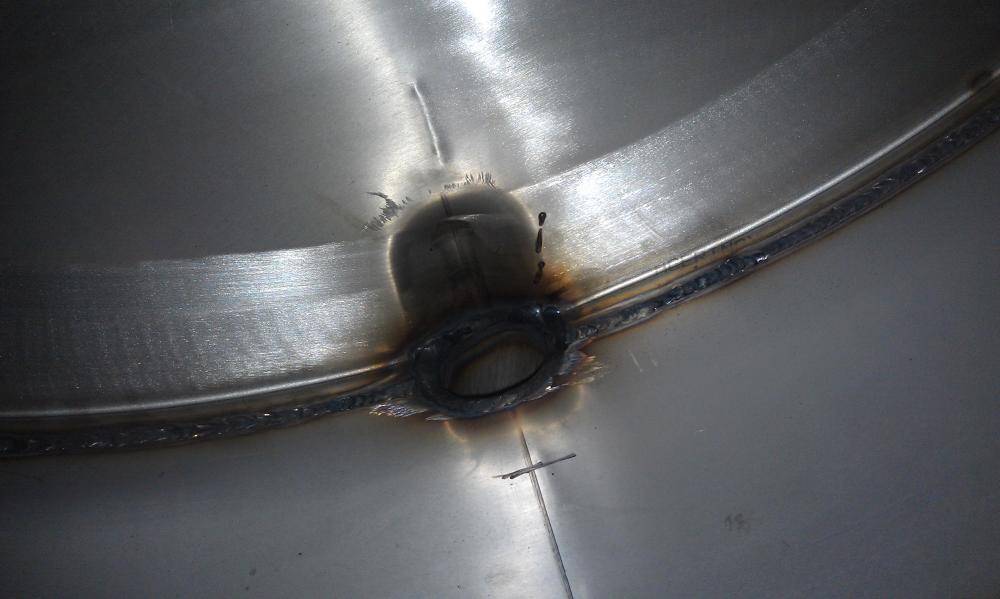
Причины появления коррозии при сварке
Появление коррозии в первую очередь на сварных соединениях, объясняется двумя причинами:
- разрывом первичных межкристаллических связей и получением новых, отличных по своим механическим свойствам от прежних, а также появление напряжений в структуре металла.
- изменением химического состава, появлением оксидов (эндогенных неметаллических включений), являющихся концентраторами напряжений в структуре;
- образованием гальванической пары за счет изменений в хим. составе сварного шва.
Влияние вышеперечисленных изменений возрастает пропорционально степени и интенсивности, количеству и размерам. Скорость протекания реакции окисления дополнительно определяется условиями работы: климатической составляющей, физико-химическим воздействием (рабочей средой).
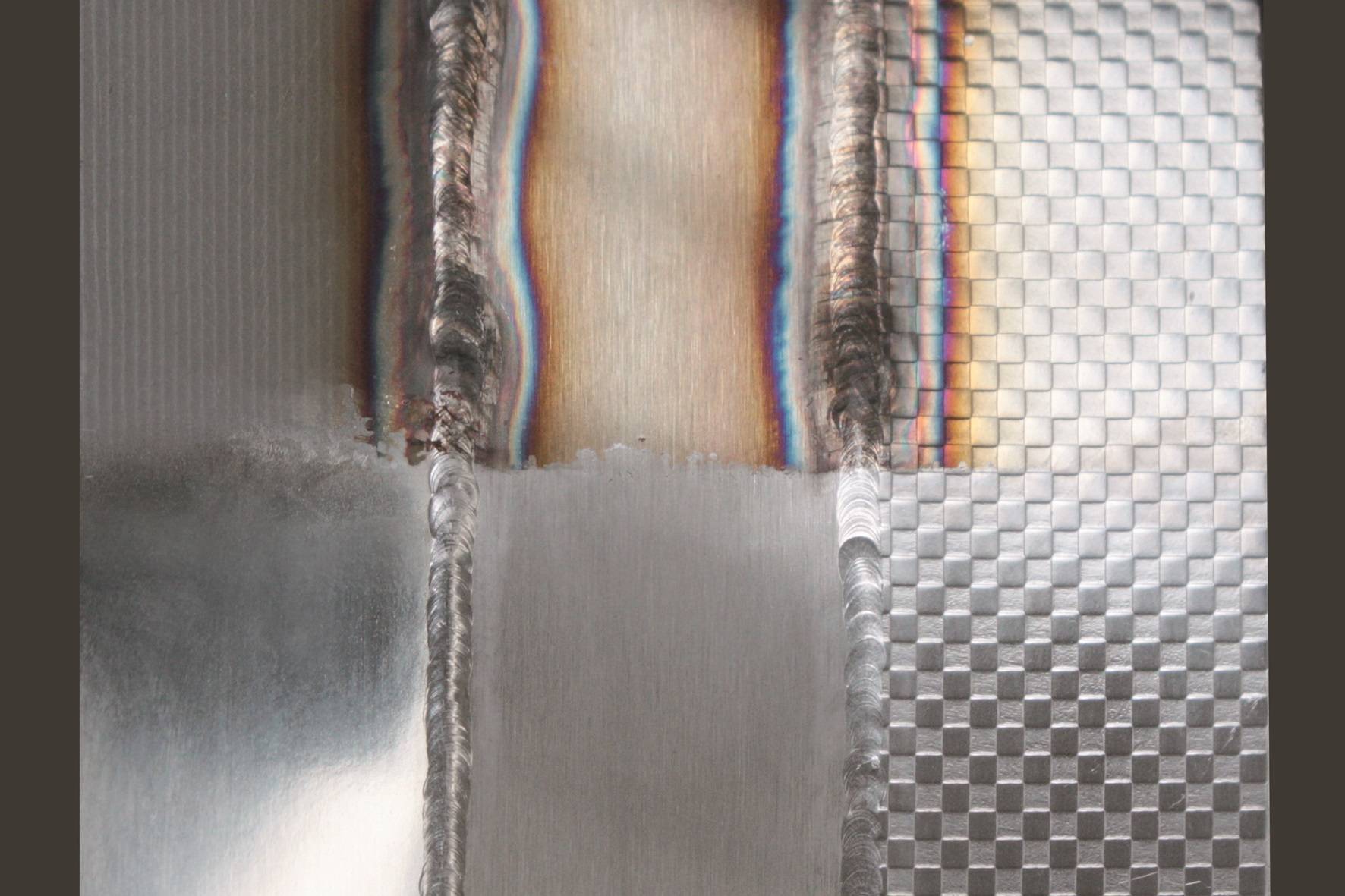
Нужно ли готовить сварной шов под нанесение покрытия?
Для качественной антикоррозийной защиты сварных соединений специалисты рекомендуют защищать сварные швы от коррозии не позднее 3 дней после сварки, так что затягивать с этой процедурой не стоит. Перед нанесением покрытия сварные швы тщательно зачищают наждачным кругом, металлической щеткой или специальным аппаратом для очистки. После очистки швы промывают, протирают и просушивают. Если остались сварочные брызги, остатки шлака, неровности, острые грани, остатки грязи, то рекомендуется их удалить. В общем, поверхность сварных швов должна соответствовать ГОСТам – очистки и подготовки металла под покраску.
Это интересно: Обозначение сварных швов на чертежах — структура, ГОСТы, примеры
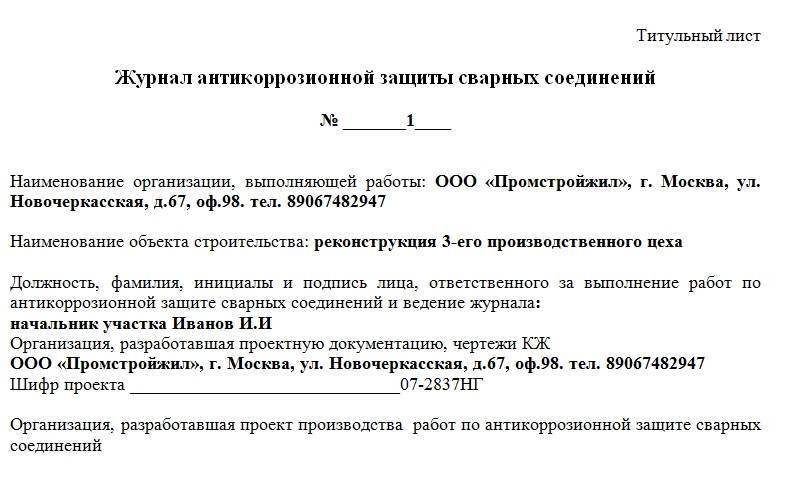
Из чего состоит журнал
Документ оформляется в виде обложки с титульной и оборотной стороной, а также внутренней части. На последней странице располагаются подписи ведущих журнал лиц и руководителей, проставляются печати. Каждая страница, кроме титульного листа, нумеруется. Документ для удобства прошивается. Обложка может быть выполнена из более плотной бумаги.
В самом начале должна быть указана дата начала ведения журнала и дата окончания его ведения. Если вторая дата обычно проставляется по завершении журнала, то до этого момента он считается бессрочным.
На второй стороне титульного листа заполняется информация:
- Название компании, которая выполняет работы.
- Название конкретного объекта строительства.
- Должность, ФИО и подпись материально ответственного сотрудника, который ведет журнал и несет ответственность за надежность антикоррозионной защиты выполненных сварных соединений.
- Кто разрабатывал проектную документацию и чертежи (наименование организации и ее адрес).
- Шифр проекта.
- При наличии наименование учреждения, которое занималось разработкой проекта, проектировочной деятельностью по этой организации в целом (не обязательная для заполнения информация).
- Предприятие, которое изготовило упомянутые в журнале конструкции (с адресными данными).
- Шифр проекта производства работ.
- Наименование и подпись представителя (либо руководителя) организации-заказчика (если таковая имеется).
- Даты начала и окончания.
 Помимо титульной страницы, документ содержит объемную табличную часть. Она располагается на каждой последующей странице и заполняется двумя сотрудниками. Один из них – исполнитель работ, второй – его непосредственный руководитель.
Помимо титульной страницы, документ содержит объемную табличную часть. Она располагается на каждой последующей странице и заполняется двумя сотрудниками. Один из них – исполнитель работ, второй – его непосредственный руководитель.
Внимание! Таблица должна заполняться по мере выполнения работ. Каждая графа соответствует одному зачищенному и усиленному соединению
Если в одну рабочую смену была произведена антикоррозионная защита нескольких соединений, то информация о каждом помещается в отдельную строку.
Своевременное и достоверное ведение журнала поможет бухгалтеру с начислением заработной платы, удовлетворит любопытство проверяющих организаций и сделает выполнение работ более упорядоченным процессом, подлежащим учету.
Технологии зачистки сварных швов
Существуют три основных способа зачистки соединений после сварки:
Обработка термическим способом. Метод позволяет удалять из материала остаточные напряжения, которые формируются в процессе проведения сварки. Термообработка бывает двух типов: местная (осуществляется нагревание/охлаждение исключительно самого сварного шва) и общая (термообработка полностью всей металлической конструкции).
Обработка механическим способом. Осуществляется снятие с поверхности материала остаточного шлака, зачищенный шов проверяется на прочность. Например, сварочное соединение очищается от шлакообразования, простукивается молотком.
Очистка химическим способом. На участок соединения металлических элементов конструкции наносится специальный антикоррозионный материал. Например, сварочные швы обрабатываются грунтовочным лакокрасочным составом.










https://youtube.com/watch?v=mZnkrJ7_W_U
Выбор инструмента
К зачистке сварочных швов после сварки нужно подходить индивидуально, правильно подбирать оборудование, расходные материалы.
Например, в качестве инструмента могут использоваться:
- обыкновенная щетка по металлу;
- специальная шлиф-машинка;
- угловая шлифовальная машина с абразивными кругами.
«Важно! При выборе шлифовального устройства необходимо в первую очередь исходить из показателей отдаваемой мощности, а уже затем обращать внимание на степень потребления». Пример:
Пример:
Пример:
В судостроительной промышленности эффективно используются шлифовальные машины передвижного типа, так как к металлической конструкции достаточно больших размеров намного проще подъехать, чем постоянно перемещать инструмент от одного участка к другому.
Чем защищают сварные швы от коррозии?
Так как сварные швы – самое слабое место перед коррозией в металлической конструкции, то защищать его с помощью простых красок или даже специальных антикоррозийных составов – не целесообразно. Если вы хотите сохранить конструкции не один десяток лет, то необходимо использовать только цинкование.
Самыми эффективными и долговечными являются методы горячего и холодного цинкования. После сборки конструкций и сваривания их частей, применение горячего метода невозможно. А вот холодное цинкование как раз приходит на помощь сварным швам.
Холодное цинкование – это защита от коррозии на 25-50 лет, удобство нанесения, как обычные краски и экономия, за счет отсутствия оборудования, низкой стоимости составов, применения на месте эксплуатации своими силами
Кроме того, существует состав холодного цинкования, идеально подходящий для защиты сварных швов от коррозии – Барьер-цинк.
Как наносить защиту на сварные швы?
Нанесение холодного цинкования на сварные швы происходит так же, как и при защите обычного участка металла. Можно использовать кисти, валики, аппараты воздушного или безвоздушного распыления. Но, если вы не являетесь профессионалом, а сварные швы у вас небольшого диаметра, то рекомендуем вам применять средство из аэрозольного баллончика. Кстати, Барьер-цинк выпускается и в виде спрея.
Наносить холодное цинкование рекомендуется примерно через 24 часа после непосредственной сварки. Так как швы должны полностью остынуть и «схватиться».
Зачистка Швов После Сварки Болгаркой
Исполняем зачистку сварочного шва после сварки
Сейчас сварка – это одна из востребованных технологий соединения металлоконструкций, потому что однородность материала на участках скрепления получите только при сваривании. Получаемые сварные швы обеспечивают надежное соединение отдельных частей металлоконструкций, не пропускают воду. Не малую роль для этой цели играет процедура зачистки швов сварки после сварки.
Зачистка сварных соединений – это неотклонимый шаг после выполнения сварочных работ, который регламентируется ГОСТом 9.402-80. Для проведения работ данного типа найдут применение различные технологии, по-разному действующие на обрабатываемые железные поверхности, например, шлифование механическим методом, хим протравливание, нейтрализация.
Технологии зачистки швов сварки
Есть три главных метода зачистки соединений после сварки:
Обработка тепловым методом. Способ позволяет удалять из материала остаточные напряжения, которые формируются на протяжении проведения сварки. Термическая обработка бывает 2-ух типов: местная (осуществляется нагревание/остывание только самого сварного шва) и общая (термическая обработка на сто процентов всей железной конструкции).
Обработка механическим методом. Осуществляется снятие с поверхности материала остаточного шлака, зачищенный шов проверяется на крепкость. К примеру, сварочное соединение очищается от шлакообразования, простукивается молотком.
Чистка хим методом. На участок соединения элементов их металла конструкции наносится особый противокоррозионный материал. К примеру, сварочные швы обрабатываются грунтовочным лакокрасочным составом.
Рекомендуем: Выбор и правила нанесения масла для древесины
Принципиально держать в голове! Остатки шлака по соединения будут содействовать развитию коррозии металла.
Как верно обработать сварочные швы
Как верно обработать сварочные швы
#покраска #покраскаавто #какпокрасить #гараж #онб #брест #авторемонт.
К зачистке сварки после сварки необходимо подходить персонально, верно подбирать оборудование, расходные материалы.
К примеру, для инструмента найдут применение:
- обычная щетка по металлу;
- особая шлиф-машинка;
- угловая шлифовальная машина с абразивными кругами.
Пример:
В судостроительной индустрии отлично употребляются шлифовальные машины передвижного типа, потому что к железной конструкции довольно огромных размеров намного проще подъехать, чем повсевременно перемещать инструмент от одной книги участка к другому.
Разработка механической обработки
Ручной метод механической зачистки шва сварки является самым обычным. Для этой цели вам необходимо иметь только лишь обыденную железную щетку. Однако легче и эффективнее зачищать поверхности с помощью специальной шлифовальной машинки, оборудованной абразивным кругом (специальной шлифовальной насадкой).






Механическая зачистка сварного шва после сварки позволяет устранять с металла последующие недостатки: заусеницы, окислы, окалины, следы побежалости. Посреди сварщиков данная методика пользуется особенной популярностью благодаря собственной дешевизне.
Однако чтоб работа была выполнена отменно, принципиально верно подобрать шлифовальную насадку.
Для зачистки сварочных соединений изделий из стали материалом идеальнее всего подходит цирконат алюминия, потому что он превосходит по своим прочностным чертам оксид алюминия, не подвергает металл коррозирующему воздействию.
Разработка хим обработки
Самый действенный и действенный метод зачистки сварных
соединений – это внедрение сразу механической, хим обработки (пассивации, травления).
Зачистка травлением
Зачистка сварки травлением, вы, осуществляется перед выполнением механической шлифовки поверхности. Для этой цели вам употребляется особый состав, для того на обрабатываемой поверхности металла формируется однородный слой.
Технологию травления конечно использовать как для зачистки конкретно стыка сварного соединения, так и так же для обработки всей площади железной заготовки.
Данный метод избавляет от побежалостей по металла, сформировавшихся в течении выполнения сварочных работ.
Как выбирать шовный герметик
Герметики должны создать надежную гидроизоляцию, и качественно защищать поверхность от образования коррозии
Выбирая средства, следует обратить внимание на наличие следующих свойств:
- Долгий срок службы;
- Эластичность слоя, детали в авто обычно подвергаются вибрационному воздействию, поэтому слой должен эластично растягиваться, чтобы не изменить свою структуру;
- Высокий уровень сцепляемости, чтобы сцепление с основанием было надежным и прочным;
- Устойчивость к пагубным факторам окружающей среды;
- Допустимость окрашивания слоя.
Средства, созданные согласно ГОСТ отличаются хорошим качеством.
 Герметики должны создать надежную гидроизоляцию, и качественно защищать поверхность от образования коррозии.
Герметики должны создать надежную гидроизоляцию, и качественно защищать поверхность от образования коррозии.
Причины возникновения
Причины образования деформаций и напряжений при сварке подразделяются на основные и побочные категории. К первым относят те, которые возникают во время сварки, поэтому неизбежны. Вторые нужно предотвращать.
Основные причины возникают как следствие:
- Неравномерного нагрева сварочной зоны и прилегающих участков. Более горячий металл расширяется больше чем холодный, поэтому между слоями с разной температурой начинает концентрироваться напряженность. Ее величина определяется степенью нагревания и коэффициентом теплового расширения. Чем больше эти значения, тем выше вероятность нарушения геометрии конструкций.
- Усадки. Когда при охлаждении после сварки металл переходит из жидкой фазы в твердое состояние, объем уменьшается. Этот процесс сопровождается растягиванием прилегающих участков с образованием напряжений, направленных вдоль или поперек шва. Продольное воздействие изменяет длину соединения, а поперечное способствует образованию угловой деформации.
- Структурных изменений. При сварке высокоуглеродистой или легированной стали с большим нагревом происходит процесс закаливания с изменением объема и коэффициента теплового расширения. Это явление создает напряжения, приводящие к образованию трещин внутри и на поверхности швов. У сталей, в составе которых углерода меньше 0,35%, структурные изменения настолько малы, что не оказывают существенного влияния на качество сварных соединений.
К побочным причинам причисляют:
- неправильный выбор электродов или режимов сварки, некачественная подготовка деталей перед сваркой, другие нарушения технологии;
- неверный выбор вида швов или малое расстояние между ними, большое количество точек пересечения соединений и прочие конструктивные ошибки;
- неопытность сварщиков.





