

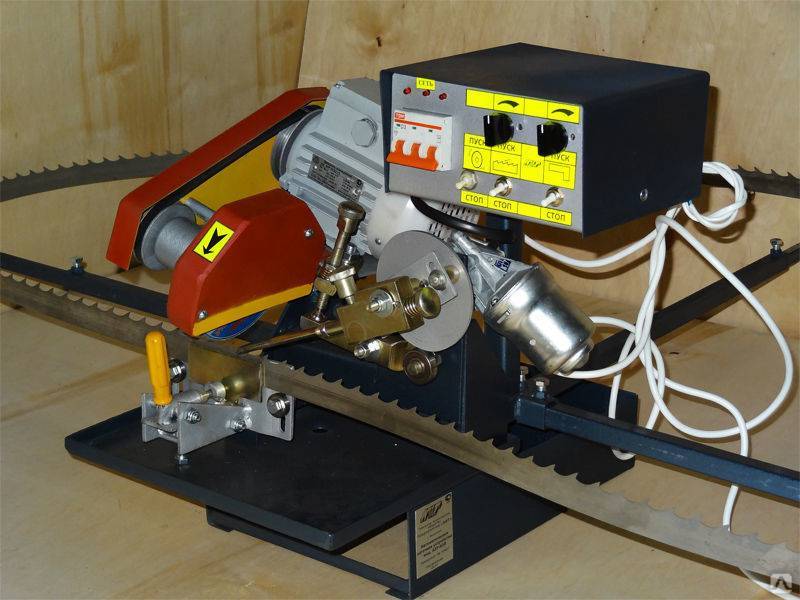
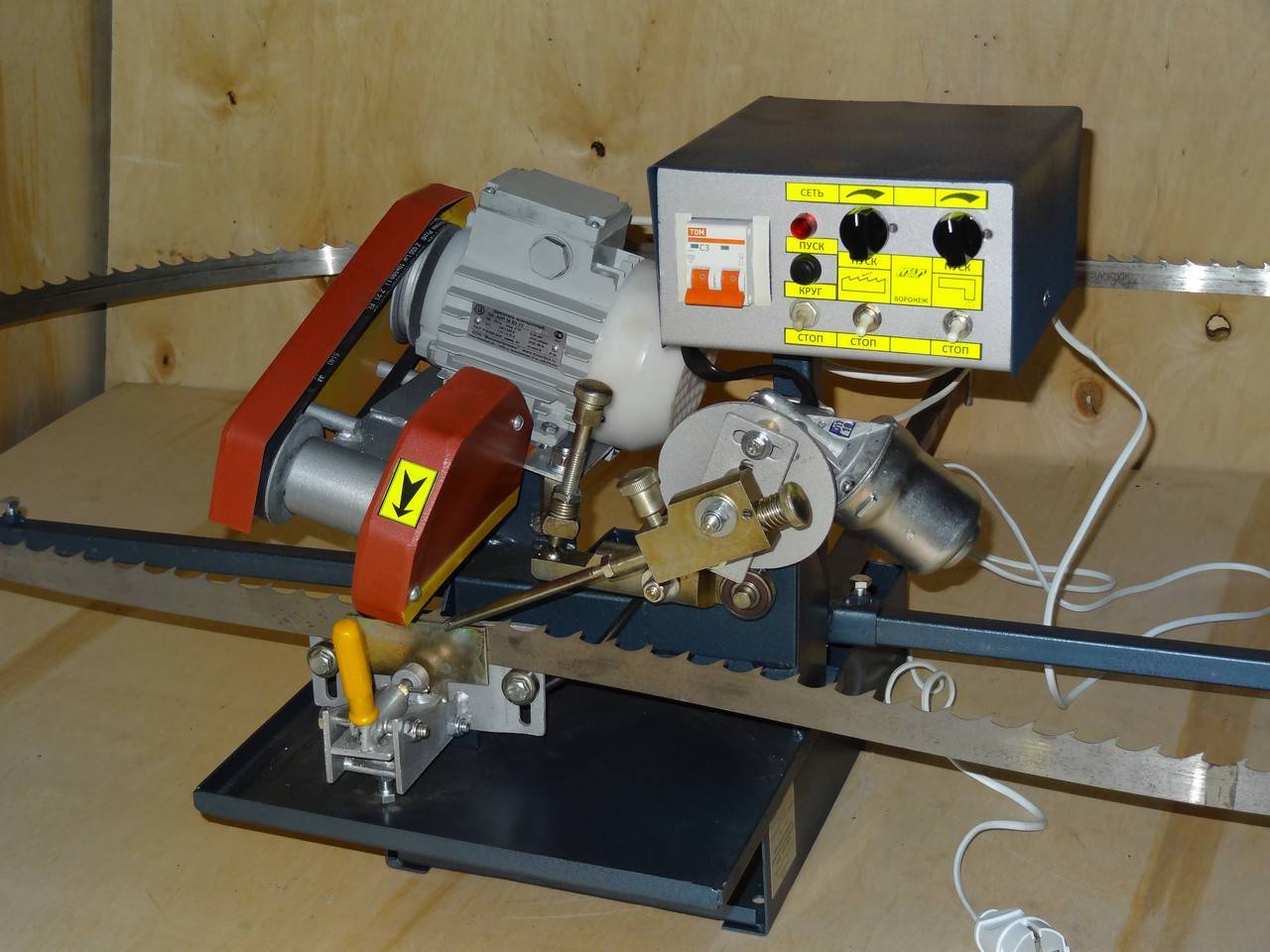
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента
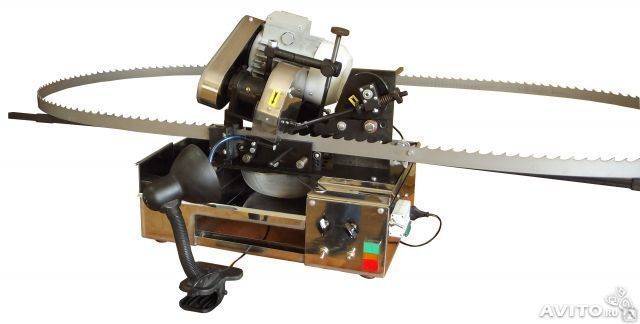
Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
Нужда в операции определяется зрительно
При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость). Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски
Пилы биметаллические точат на боразоновых либо алмазных кругах. Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские. Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов
Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах. Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские. Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Методы затачивания
На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ – это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.
Инструмент, наточенный по граням.
Метод второй – это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.
Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.
Ленточные пилы
Ленточные пилы в основном используются на деревообрабатывающих и лесопильных предприятиях. Они представляют собой металлическую ленту (замкнутый тип), обладающую заостренными зубьями. Основное предназначение инструмента – разрезка древесины.
 Широкие ленточные пилы по дереву
Широкие ленточные пилы по дереву
Преимуществом подобных устройств является небольшая ширина пропила
Подобное обстоятельство очень важно в том случае, когда речь идет об обработке ценных пород древесины или дорогостоящего металла
Вне зависимости от детали, резка при помощи ленточной пилы гарантирует:
- отсутствие большого количества отходов;
- качественный рез;
- высокую скорость проведения работы.
Для производства таких инструментов используется инструментальная сталь. Применение данного материала позволяет создавать пилы, которые будут обеспечивать рез высокого качества. Кроме того, благодаря сверхпрочному металлу увеличивается допустимое время эксплуатации инструмента.







Однако даже самая лучшая пила будет хорошо справляться с возложенной на нее работой только в том случае, если ее периодически затачивают. То есть, за таким инструментом необходимо постоянно следить и своевременно его обслуживать. В таком случае он будет работать качественно. Заточной станок для ленточных пил позволит добиться оптимального результата.

Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
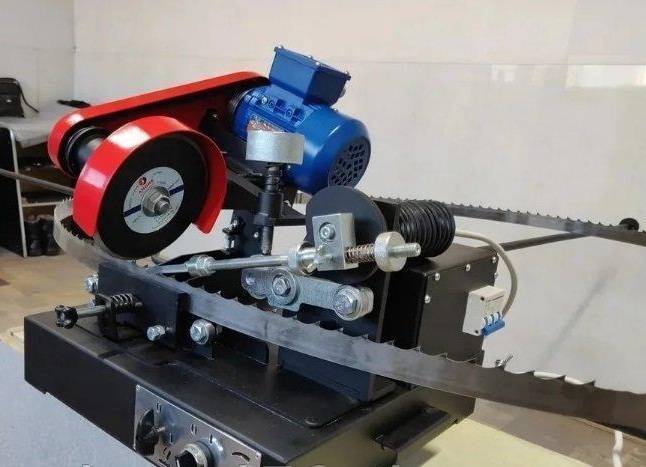
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Развод ленточных пил
Процессом развода считается операция, связанная с отгибанием зубьев пилы в разные стороны для того, чтобы снизить трение ленты пилы о боковые поверхности пропила и исключить ее зажатие. Для свободного движения полотна в древесине необходимо обеспечивать ширину пропила, превосходящую толщину полотна, не менее чем на 30-60%. Разводка делится на несколько видов, причем у них пока нет устоявшихся названий, поскольку производители пил называют их по-разному.
Стандартную разводку характеризует поочередное отгибание зубьев разные стороны.
Схема стандартной разводки
При зачищающей разводке зубья пильного полотна делятся по три, два из которых отгибаются в разные стороны, а третий остается на месте.
Схема зачищающей разводки
Ее преимущественно применяют при работе с твердыми породами древесины. Трапецеидальная форма каждого третьего зуба, остающегося по центру пилы, задает направление всей пильной ленте.
Наиболее сложной в исполнении является волнистая разводка, поскольку каждый последующий зуб в полуволне отгибается на все более возрастающую величину.
Схема волнистой разводки
При любом типе разводки зуб отгибается не от основания, а с отступом от него на 33-67% высоты зуба. Несмотря на то, что каждый производитель диктует свои требования по поводу показателей, связанных с разводом, все они не выходят за пределы 0,3-0,7 мм.
Общепринято деревья с мягкой древесиной пилить ленточными пилами, имеющими большой развод, а с твердой – малый. Но в любом случае развод должен быть таким, чтобы пиление происходило без образования вырезанного клина по центру.
Все зубья при разводе должны отгибаться на одну и ту же величину с допускаемой погрешностью до 0,1 мм. Если разводка будет неодинаковой, то пилу будет тянуть в направлении большего развода.
Настройка ленточнопильного оборудования
Правильная и качественная работа столярного монтажа напрямую зависит от настройки оборудования. Есть схема установки и настройки. Сначала колеса располагаются параллельно друг другу. Далее устанавливаются фторопластовые шайбы, которые необходимы для предотвращения вертикального смещения.
Впервые запуск осуществляется без направляющих. На этом этапе проверяется плавность пуска и чистота двигателя, затем производится пробный разрез ножом, но с минимальными нагрузками. Для работы с большей нагрузкой используется блок с направляющими ремнями. Эта конструкция состоит из двух половинок, которые устанавливаются по линии режущего лезвия.
Раньше мастера своими руками изготавливали не только станки, но и режущие лезвия. Самостоятельно замкнуть ленточный узел в кольцо сложно, и здесь требуется хоть какой-то начальный опыт сборки станка. Заточка по модели также производится вручную. Все это можно сделать самостоятельно, сэкономив, но современный рынок просто заполнен всевозможными устройствами и деталями, улучшающими качество обработки материала или делающими оборудование многофункциональным. Главное в этом вопросе – помнить о технике безопасности, ведь серийные или самодельные модели представляют большую опасность для здоровья человека.






Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.
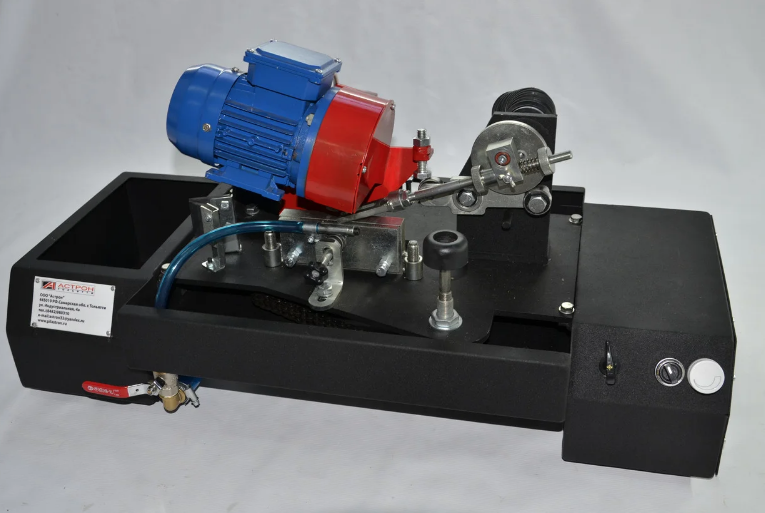
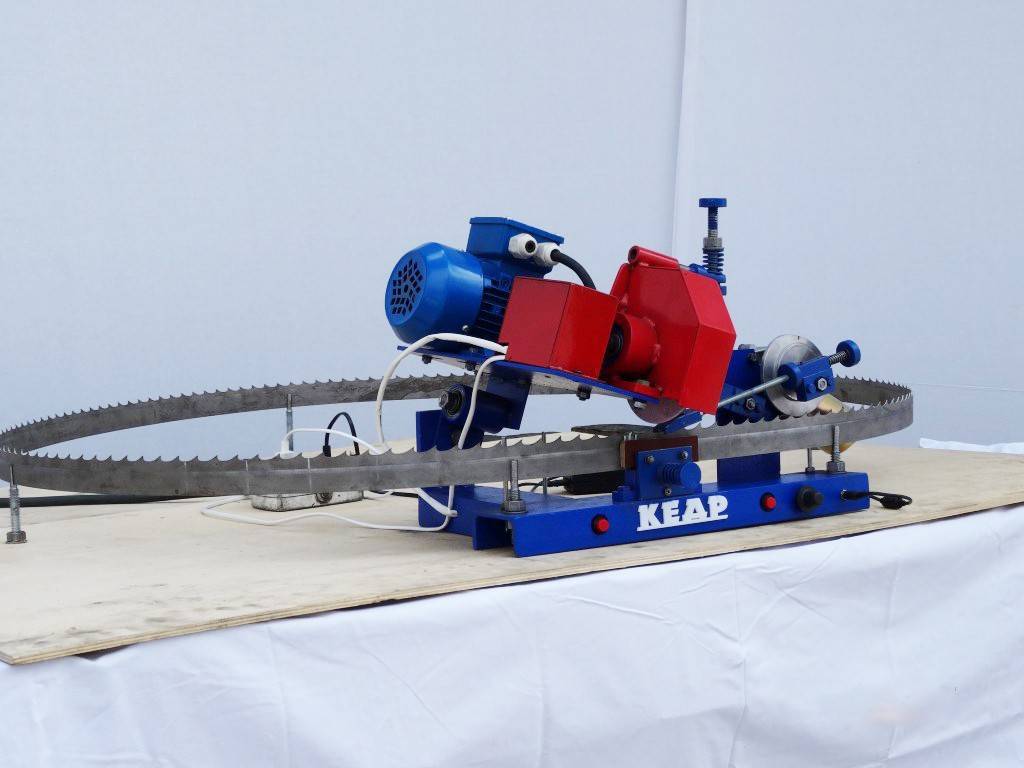
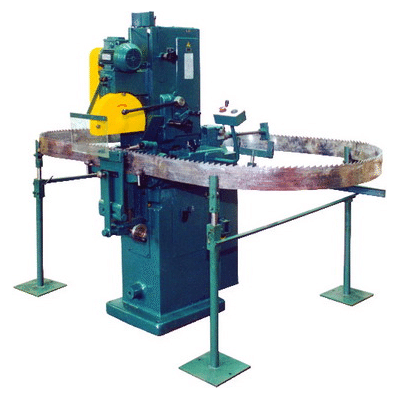
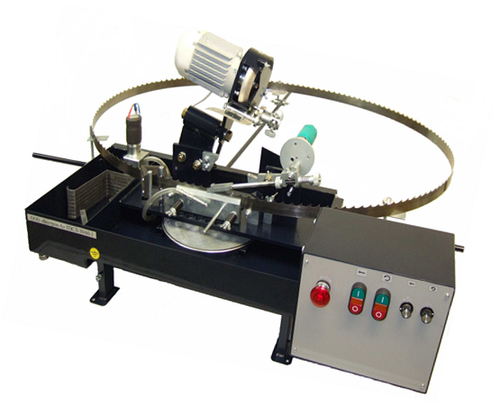
Станок для разводки ленточных пил
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм
Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.
Комплект устройств Wood-Mizer для заточки и разводки ленточных пил
Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.
Основные сведения о ленточных пилах
Ленточная пила – это режущий инструмент, выполненный в виде зубчатого ремня с замкнутым контуром. Для его обслуживания понадобится специальный заточный станок для ленточных пил. Кроме того, ленточные пилы имеют ряд других существенных отличий от традиционных циркулярных моделей. Наиболее существенное из этих отличий – возможность резать таким инструментом с минимальной шириной. Следует отметить, что особенно это актуально, когда необходимо распилить древесину ценных пород и заготовки из дорогих металлов.
Оборудование, оснащенное ленточной пилой, может успешно использоваться для обработки деталей из разных материалов и различной конфигурации. Эта обработка характеризуется минимальным количеством отходов обрабатываемого материала, исключительным качеством резки и высокой скоростью процесса. Однако таких параметров обработки можно добиться при условии, что заточка ленточных пил на станке проводится не только правильно, но и регулярно. При обслуживании ленточного инструмента (особенно, если вы справляетесь с ним самостоятельно) следует строго придерживаться рекомендаций квалифицированных специалистов.
Автоматическая ленточная пила BOMAR
Геометрия зубьев
Ленточные пилы в зависимости от характеристик обрабатываемого материала могут изготавливаться из разных материалов, отличаются геометрией режущих зубьев. Если говорить о разделении металлических полуфабрикатов, то здесь наиболее распространены два вида стали, используемые для производства пил: 9HF и B2F. Оборудование для распиловки древесины укомплектовано самодельными пилами, твердость которых по шкале HRC составляет не менее 45 единиц.
Ленточный инструмент для распиловки дерева также делится на три вида: столярный, делительный, для обработки бревен. Разные типы инструментов, естественно, имеют разные параметры (размер лезвия, форму и угол заточки). Более твердые породы дерева обрабатываются инструментом с меньшим углом заточки.
Сегодня все чаще используются биметаллические ленточные пилы, необходимые для разделения деталей из твердых сталей. Такие пилы называются биметаллическими, потому что они состоят из двух разных металлов: режущие зубья изготовлены из стали с высоким содержанием вольфрама и молибдена, а само полотно – из пружинных сталей. Конечно, такие полотна намного дороже стандартных моделей, поскольку для их изготовления требуется специальное оборудование, в котором соединение двух разнородных металлов происходит под действием лазера.
Биметаллическая ленточная пила
Конструкция и эксплуатация ленточной пилорамы «Тайга»
Горизонтальная ленточная пилорама Тайга устанавливается на бетонную площадку или на брусья, параллельно расположенные на земле. Основанием пилорамы является жесткозакрепленные высокопрочные рельсовые пути с фиксирующей системой крепления бревен. При установке дополнительных секций рельсовых путей можно производить распиловку бревен длиной более 8 м.
Пильная рама пилорамы Тайга с механическим или электроприводом подъема/опускания (в зависимости от модели) на опорных роликах в ручном режиме перемещается вдоль направляющих рельсового пути, производя распиловку пиломатериала. Снятие опила с рельсового пути осуществляется очищающими скребками, расположенными в основаниях вертикальных стоек пильной рамы. Позиционирование пильного механизма в вертикальной плоскости осуществляется цепной двухрядной передачей с редуктором привода подъема/опускания по метрической шкале, обеспечивая надежную фиксацию пильного механизма в заданном положении и его точную настройку по высоте. Ленточная пилорама Тайга серии Т-1 с ручным механическим приводом: перемещение механизма пиления производится в ручном режиме посредством вращения ручки редуктора. На моделях Т-2, Т-2М, Т-3, Т-4 перемещение пильного механизма осуществляется в автоматическом режиме переключателем подъема/опускания. При необходимости доводку пильного механизма можно осуществить ручным доводчиком.
Ленточная пила надевается на сбалансированные пильные колеса (ведущее и ведомое) пильного механизма пилорамы Тайга. Крутящий момент от шкива электродвигателя на ведущее колесо передается через ременную передачу. Ведомое колесо, закрепленное через механизм натяжения, приводиться во вращение ленточной пилой. Применение больших стальных недеформируемых шкивов диаметром 520-600 мм позволяет увеличить скорость движения пилы, улучшить качество поверхности обрабатываемого пиломатериала и срок службы ленточного полотна. Натяжения пильной ленты осуществляется динамометрическим ключом и контролируется визуально по шкале динамометрического датчика на ключе. Успокоительные ролики пильного механизма обеспечивают постоянное натяжение ленточного полотна и предотвращают от колебаний ленточной пилы.
Пильный механизм ленточной пилорамы Тайга защищен кожухом, обеспечивая безопасность обслуживающему персоналу.
Для предотвращения зажима пильной ленты в пропиле, вызванного за счет налипания смолы на режущие кромки режущего полотна, ленточная пилорама Тайга оборудована системой смазки пилы с регулятором расхода смазочно-охлаждающей жидкости.
Пилорама Тайга управляется с кнопочной панели, установленной на пильной каретке.








Процесс заточки правильного инструмента
На практике доказано, что более 80 процентов поломок инструмента происходит из-за неправильной заточки зубьев ленточной пилы. Необходимость заточки определяется глазом — как они увидели стены или тип самих зубов.
Шлифовальные круги для ленточных пил подбираются в зависимости от твердости зуба. Корундовое колесо используется для заточки инструмента из инструментальной стали. Биметаллические пилы заточены алмазным или боразоновым абразивом. Форма круга для инструмента должна определяться исходя из параметров пил. Это может быть чашка, профиль, тарелка и квартира.
Перед тем, как использовать пилу на работе, вы должны держать ее около одиннадцати часов в подвешенном перевернутом положении.
Требования к заточке инструмента Сделай сам:
- Необходимо равномерно удалять металл вдоль профиля зуба;
- Исключить чрезмерное давление окружности (это может привести к повреждению зуба);
- Обязательное использование охлаждающей жидкости;
- Обеспечить целостность геометрии зуба;
- Предотвращение заусенцев.
Стандартные инструкции гласят, что инструмент следует заточить либо на передней части зуба, либо сзади и спереди. На практике многие мастера и профессионалы точат исключительно на задней поверхности — так что, по их мнению, это удобнее.
READ Как Снять Сцепление На Бензопиле Штиль
Этого инструмента достаточно неприхотлив в плане заточки, несмотря на множество требований и правил. Заточка может осуществляться как вручную, так и с помощью специального шлифовального устройства; использовать круги, разные по материалу и форме, для обработки и т. Д.
Прежде чем заточить инструмент, вам необходимо ознакомиться с основными видами этой операции. Вы также можете смотреть видео онлайн.
Виды лишения свободы
- Полный профиль. Это внешний вид высочайшего качества, он делается автоматически по спец. Машина. Точно подобранный локтевой круг за одно движение проходит всю межзубную полость вместе с гранями соседних зубов. В этом случае образование угловых форм у основания зубов исключается. Единственным недостатком этого типа заточки является необходимость переносить определенное количество разных кругов для пил с разным профилем.
- Заточка лезвий режущей части. Это можно сделать вручную или на профессиональной машине. Если вы хотите шлифовать с помощью станка, вам нужно выбрать правильный круг — в большинстве случаев это плоские образцы. Исходя из практики, обратитесь к специалисту. Заточку оборудования следует выполнять только в тех случаях, когда объем работ очень велик. При небольшом объеме работы лучше точить вручную — на обычном станке или с помощью гравера. По соображениям безопасности при заточке следует надевать защитные очки или маску.
Если у вас нет гравера или станка, вы можете заточить инструмент старомодным способом — используя файл. При аккуратной и регулярной работе навык ручной заточки качества проявится очень быстро.
Профессиональный совет
- При заточке инструмента на станке перед началом заточки необходимо убедиться, что шлифовальный круг правильно расположен относительно пилы.
- Необходимо удалить такой слой металла из пазухи, чтобы надежно удалить все микротрещины.
- Если пила эксплуатировалась без надлежащего технического обслуживания, слой металла, снятый за одну заточку, следует увеличить на более длительный срок, чем откладывал производитель.
- Всегда используйте новый инструмент, чтобы проверить результаты шлифования в качестве справки.
- Форма пилы является параметром, который был проверен и разработан в течение многих лет. Поэтому нет необходимости выводить параметры и надеяться на хорошее качество работы.
- В соответствии с правилами эксплуатации и требованиями производителя, ленточная пила будет служить вам, пока ее ширина не уменьшится до 65 процентов от первоначальной базы. Ширина уменьшается при повторной заточке зубов.
- Обязательно удаляйте заусенцы при заточке инструмента, иначе это приведет к образованию микротрещин во время пиления.
- После окончания работ инструмент необходимо немедленно очистить от опилок и смолы, а перед заточкой следует тщательно осмотреть пыльцу. В противном случае, затрите шлифовальный круг стружкой, что приведет к неправильной заточке ленточной пилы.
Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.

Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков — это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.
Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.
- неграмотно выбранного профиля заточного диска.





