

Технологические режимы сварки с применением тракторов
Кроме стандартного режима автоматической сварки рассматриваемая техника может выполнять также сварку одновременно двумя электродами с подачей сварочной проволоки от общей катушки, а также так называемую тандемную сварку, когда на одной тележке устанавливаются две автономных сварочных головки, питание каждой из которых производится от своего источника.
Источники питания для сварочных тракторов могут быть двух типов: тиристорные или инверторные. Последние отличаются компактностью, однако не рассчитаны для выполнения длинных сварных швов, и более требовательны к стабильности тока и напряжению в сети. Тиристорные приводы имеют повышенную мощность, поэтому их применяют при сварке габаритных и толстостенных изделий.

В зависимости от конструкции передвижной рамы сварочные трактора могут выполнять следующие виды сварки:
- Стыковую;
- Внахлёст;
- Обычную угловую;
- «В лодочку», когда стыки располагаются под углом меньше 45°;
- Боковую (в этом случае оборудование оснащается боковыми роликами, а перемещение сварочного трактора выполняется по двутавровым балкам).
Независимо от способа сварки, трактора оснащается механизмом управления режимами сварки, которое действует по принципу обратной связи: скорость перемещения тележки согласовывается с интенсивностью расхода флюса и сварочной проволоки. Критериями служат диаметр сварочной проволоки, энергетические характеристики разряда, глубина шва, способ поджига дуги и полярность процесса.
https://youtube.com/watch?v=QkS7dFR4m3c%3F
Применение тракторов позволяет:
Обеспечивать стабильность механических характеристик сварного шва независимо от его сложности, состояния торца сварочной проволоки и иных факторов. Стабилизировать условия поджига сварочной дуги. Свести к минимуму все подготовительные работы по настройке сварочной проволоки и режима подачи флюса. Производить перепрограммирование параметров процесса сварки при изменении толщины свариваемых изделий, направления сварного шва и т. д.

Применение сварочных тракторов оправдано в условиях массового выполнения сварочных операций, поскольку такое оборудование – габаритное, и отличается соответственно более высокой ценой.
Выбор типоразмера сварочного трактора выполняется с учётом желаемой производительности (одномоторные агрегаты более лёгкие и компактные, но имеют меньшую мощность, чем двухмоторные). Кроме того, стоит помнить, что каждая конструкция оптимизирована производителем под определённые условия сварки (количество одновременно работающих дуг может быть от одной до трёх).

Существующие недостатки
К сожалению, при всех существенных положительных сторонах у рассматриваемых аппаратов имеются и существенные недостатки:
- До начала работы потребуется очень точно произвести всю настройку;
- Точная техника подвержена сложным поломкам, поэтому быстрый ремонт и возобновление работы являются крайне сомнительными;
- Имеются конкретные ограничения на максимальный/минимальный диаметр по закольцованным швам;
- Сама техника чаще всего обладает небольшой массой, но случайная чрезмерная нагрузка на нее способна быстро вывести ее из строя;
- Для эксплуатации требуются определенные навыки, что делает эту технику слабо доступной для малого бизнеса;
- Высокая цена.
Оборудование для точечной сварки
Все аппараты можно классифицировать по следующим основным признакам:
- назначению;
- расположению электродов;
- передвижению;
- способу автоматизации.
По назначению аппараты делят на машины общего назначения и предназначенные для проведения конкретных работ (пециализированные). Аппараты общего назначения применяются в бытовых и производственных целях при выполнении разовых работ. Они характеризуются небольшими размерами и весом, легко транспортируются и работают, как правило, от бытовой электрической сети.









Специализированные аппараты используются для производственных целей при крупносерийном и массовом производстве однотипных изделий. Это позволяет максимально увеличить производительность. Характеризуются большими габаритами, питание у них часто осуществляется от электрической сети 380 В. К ним относятся специальные споттеры и машины, предназначенные специально для производства кузовных работ.
Электроды у машин могут располагаться следующим образом:
- друг напротив друга;
- рядом друг с другом (параллельно).
В первом случае электроды с двух сторон одновременно сжимают свариваемые детали, а во втором – электроды опираются с одной стороны деталей. Такие клещи называются двухточечными.
По способу передвижения аппараты могут быть 3 видов:
- стационарные;
- подвесные;
- мобильные.
В стационарных машинах для точечной сварки детали перемещают под машину, а в подвесных и мобильных происходит установка аппарата в положение сварки. Обычно в ремонтных целях используют сварочные клещи. Они имеют небольшие размеры и позволяют выполнять точечную сварку по месту проведения ремонтных работ.
По способу автоматизации оборудование может быть:
- ручным;
- автоматическим.
Основным параметром при выборе необходимой для тех или иных целей машины является сила сварочного тока и длина рычагов с электродами. Именно это определяет, какую толщину деталей можно сваривать, какой металл и с какими габаритами. Обычно производитель это указывает в паспорте на конкретную модель аппарата для точечной сварки. Простейший аппарат для точеной сварки можно вполне сделать своими руками.
Укладка и кантовка изделий
При сварке крупногабаритных заготовок возникает необходимость вращения и перемещения собираемого узла. Существуют кантователи роликового типа и с цевочным зацеплением.
Встречаются установки с рычагами или цепными захватами. Детали фиксируются в заданном положении ручными или механическими приводами, после чего оператор начинает сваривать швы.
Оборудование оснащают неподвижными или регулируемыми упорами и зажимами, выпускаются универсальные манипуляторы, позволяющие работать с заготовками разного типоразмера.
Роликовые постели
Роликовые установки предназначены для сварки цилиндрических элементов. Колеса оснащены обрезиненным ободом для улучшения контакта. Один из роликов имеет силовой привод от электродвигателя или ручного редуктора, остальные опоры необходимы для позиционирования деталей в пространстве.
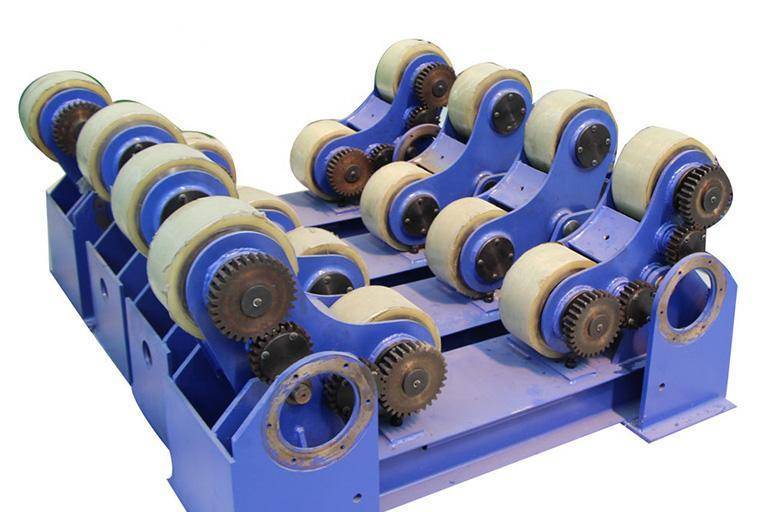 Роликовые постели предназначены для сварки цилиндрических деталей.
Роликовые постели предназначены для сварки цилиндрических деталей.
Вращатели для изделий
Вращатель (или карусельная установка) состоит из рабочего стола с вертикальной, наклонной или горизонтальной осью, не изменяющей положения в пространстве. Заготовки устанавливают на поверхности с помощью зажимов, частота вращения зависит от скорости сварки и особенностей технологического процесса. Для привода поворотного узла используют электрические двигатели с редукторами и гидравлические моторы (частота вращения зависит от давления жидкости).
Универсальные манипуляторы
Для позиционирования сварных конструкций в промышленном цикле используют универсальное оборудование стационарного типа, оснащенное литой или сварной станиной с жестким креплением к фундаментной плите. Внутри станины находятся электрические приводы, трансформатор и механизмы для подачи инертного газа и присадочной проволоки. Заготовки укладывают на рабочий стол либо планшайбу с канавками типа “ласточкин хвост”, предназначенными для монтажа упоров или зажимов.
 Универсальные манипуляторы используются для позиционирования сварных конструкций.
Универсальные манипуляторы используются для позиционирования сварных конструкций.
Планшайба оборудована секторами с зубчатыми венцами и установлена на шарнире, допускающем отклонение стола. Часть манипуляторов оснащается системой регулировки положения поверхности по высоте. Встречаются бюджетные манипуляторы с ручным управлением, используемые для мелкосерийного производства.









Позиционеры для кантовки
Предназначены для поворота установленных заготовок в положение, обеспечивающее доступ электрода или сварочной головки к линии стыка. Оборудование состоит из станины и манипулятора с ручным, электрическим либо гидравлическим приводом. Детали крепят на поверхности планшайбы, которая может поворачиваться в нескольких направлениях (вручную или по заложенной в память программе).
Стандартный позиционер может перемещать сварной узел вокруг оси для сварки деталей по верхней и нижней поверхностям, а также поднимать и опускать изделие для заполнения металлом стыков на боковинах. Ручные установки оборудованы редукторами со стопорами, снижающими нагрузку на оператора при работе. При массе заготовок более 1500 кг используют электрический привод с постоянной скоростью движения (регуляторы скорости перемещения не предусматривают, шов выполняется движением электрода или головки вдоль линии соединения деталей).
Достоинства сварочного трактора
У сварочного трактора множество достоинств по сравнению с другими автоматическими аппаратами. Первое, и одно из основных — это его простота и функциональность. Трактор стоит недорого, сконструирован из простых деталей и легко ремонтируется даже в условиях экстренной ситуации. Отсюда вытекает следующий плюс — это его надежность и простота технического обслуживания.
Однако, при всей своей простоте сварочный трактор способен сформировать швы с идеальной геометрией, что очень важно. При этом он все же считается портативным. Его можно перевезти или перенести без особых трудностей
Чего не скажешь о других автоматических аппаратах, которые зачастую стационарны и весят несколько сотен килограмм
Его можно перевезти или перенести без особых трудностей. Чего не скажешь о других автоматических аппаратах, которые зачастую стационарны и весят несколько сотен килограмм.

Еще один плюс — это простота освоения. На тракторе всегда есть дисплей либо ряд кнопок, которые интуитивно понятны. Чтобы настроить трактор не нужно иметь особую квалификацию или обладать специфическими знаниями в этой области. Все просто и понятно. А благодаря тому, что трактор движется с заданной скоростью, удается существенно экономить расходные материалы.
Неоспоримое достоинство трактора — это возможность сварки толстого металла
При этом не важно, какое именно будет соединение: встык, угловое или внахлест. Качество швов в любом случае будет отличным, если аппарат настроен правильно. Поскольку человеческий фактор практически исключен
Поскольку человеческий фактор практически исключен.
И последнее, что вам нужно знать — трактор способен производить качественную сварку без предварительной подготовки металла и разделки кромок. Вы экономите время и получаете большую производительность.









На что следует обратить внимание при подборе сварочного аппарата
Сварочный аппарат может пригодиться вам для различных нужд дома или на дачном участке, например — приварить что-то в гараже или смастерить новые ворота. Освоить сварочный аппарат не составит большого труда. Основной совет при выборе такого типа оборудования – определиться с основной целью покупки. Будете ли вы работать им раз в месяц или каждый день, какой объем работы необходимо выполнять, и сваривать какой материал вы хотите –все это необходимо учесть, чтобы подобрать идеальное устройство по соотношению цены, качества и набора необходимых функций.
Типы сварочных аппаратов, применяемые для дома и дачи
Сейчас в промышленных и в домашних условиях зачастую работают на электрических сварочниках. Для бытового использования обычно выбирают модели, которые варят от сети в 220 В, имеются также домашние устройства, производящие электрическую дугу от 380 В. Одни из них работают на постоянном, а другие на переменном токе. Выделим основные виды аппаратов для домашнего использования:
- Сварочные трансформаторы. На выходе получают переменный ток. С одной стороны, такой аппарат недорогой и надежный, с несложной конструкцией, с другой — имеет ряд недостатков, из-за чего часто простаивает без дела. Нет возможности проводить точную регулировку выходного тока. При переменном токе постоянно меняется полярность, и дуга «двигается», за счет этого образуется большое количество искр, и без должного опыта мастера нет возможности получить ровный сварной шов. Со временем такой вид аппарата стал вытесняться с рынка более модернизированными моделями.
- Сварной выпрямитель. Основное различие от трансформатора – на выходе постоянный ток. Это достигнуто с помощью дополнительной детали – блока выпрямителя. Благодаря этому дуга более стабильна и лишена тех недостатков, которые есть у предыдущей модели. Хотя из-за большого веса и скачков напряжения при сварке выпрямитель все меньше используется в быту.
- Сварочные инверторы. Усовершенствованная модель, отлично подходит для использования на дачи или в гараже, не требует высокой квалификации сварщика. Такого типа аппараты появились в продаже сравнительно недавно, но благодаря большому спросу, они быстро стали развиваться, и за короткое время достаточно сильно эволюционировали, улучшив свои характеристики. Высокое качество, небольшая масса и приемлемая цена аппарата вот, что выгодно выделяет инверторы на рынке. Инструмент сделан таким образом, что получить хороший сварной шов будет легко и непрофессионалу. Стабильная электрическая дуга, которую свободно подается контролю, облегчает задачу неопытным сварщикам. Большой регулируемый диапазон напряжения позволяет работать с металлами различной толщины. Также очень важным является то, что при сварке инвертор не «садит» сеть.
- Автоматы или полуавтоматы для сварки. Этот тип будет относиться больше к профессиональным аппаратам, работа им проводится в среде защитных газов. Может понадобиться, если у вас возникнет необходимость сварки цветного металла, либо материала небольшой толщины. Чаще используется для ремонта кузовных машин. Блок автоматики регулирует процесс сварки, это облегчает работу с устройством. С помощью него вы без проблем получите идеальный ровный шов на тонких частях металла.
В настоящее время большее распространение получили инверторы, они удобны в использование и выполняют все необходимые функции.
Сварочные позиционеры малой грузоподъемности МСМ
Предназначены для любых типов кольцевых швов вращаемых изделий – дисков, цилиндров и т. д., и продольных швов изделий любой конфигурации. • Манипулятор имеет литую планшайбу, на которой в качестве опции может быть установлен 3-х кулачковый быстрозажимной патрон. • Скорость вращения регулируется плавно в широком диапазоне. • Опорная конструкция манипулятора устойчива и не требует дополнительного крепления. • Комплектуется пультом д/у. Специальные интерфейсы расположены в электрическом шкафу и согласуют работу манипулятора со сварочным процессом и другим оборудованием. Возможна дополнительная комплектация педалью. Манипуляторы сварочные модели МСМ различной грузоподъёмности предназначены для наклона и вращения изделий в положении, удобном для сварки (резки) со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке. С помощью манипулятора можно производить автоматическую сварку стыковых и угловых кольцевых швов, ручную и полуавтоматическую сварку прямолинейных и кольцевых швов и другие работы, требующие поворота или кантовки изделий.
§ 127. Автоматизация процесса сварки
Замена ручной сварки автоматической ведет к повышению производительности и качества сварки; для швов длиной более 2 м автоматическая сварка экономичнее ручной. При автоматической сварке основные операции процесса – зажигание дуги, подача электрода в дугу по мере его плавления, поддержание постоянной длины дуги, перемещение дуги для образования шва и гашение дуги выполняются автоматически. Эти операции сварки выполняются сварочными тракторами или самоходными головками. Иногда головка устанавливается неподвижно, а перемещается само изделие.
На любом автомате сварщик выполняет только наладку, контролирует протекание процесса, включает и выключает автомат.
Автоматические головки и сварочные тракторы изготовляют двух основных типов: с постоянной скоростью подачи, сварочной проволоки в процессе ее плавления и с переменной скоростью подачи. Первый тип головки (автомата) предложен в СССР инженером В. И. Дятловым в 1942 г. Автоматы с постоянной скоростью подачи проволоки просты по конструкции и управлению; они устойчиво работают за счет саморегулирования дуги. Процесс саморегулирования дуги состоит в том, что при случайном уменьшении длины дуги ее напряжение падает, а ток в дуге возрастает; увеличение тока ускоряет плавление конца проволоки и длина дуги восстанавливается до первоначальной отрегулированной величины; при случайном удлинении дуги процесс ее саморегулирования протекает в обратном порядке. Скорость саморегулирования дуги на автоматах (и в шланговых полуавтоматах) зависит от вида внешней вольтамперной характеристики источника питания дуги, от диаметра сварочной проволоки и других условий. Автоматы и шланговые полуавтоматы, работающие с постоянной скоростью подачи проволоки в зону дуги, широко распространены как в нашей стране, так и за рубежом.
Автоматы с переменной скоростью подачи проволоки по сравнению с автоматами с постоянной скоростью подачи сложны по конструкции и в управлении. Устойчивое горение дуги в моменты возмущения (падение напряжения в сети, пробуксовывание сварочной проволоки в электродных роликах и др.) достигается в этих автоматах изменением скорости подачи проволоки специальным автоматическим регулятором. На рис. 167 представлены внешние виды различных сварочных автоматов.
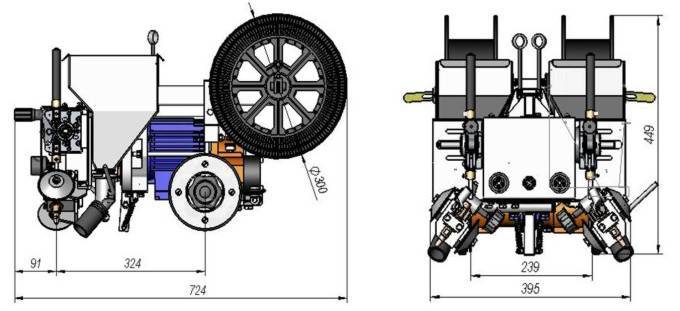
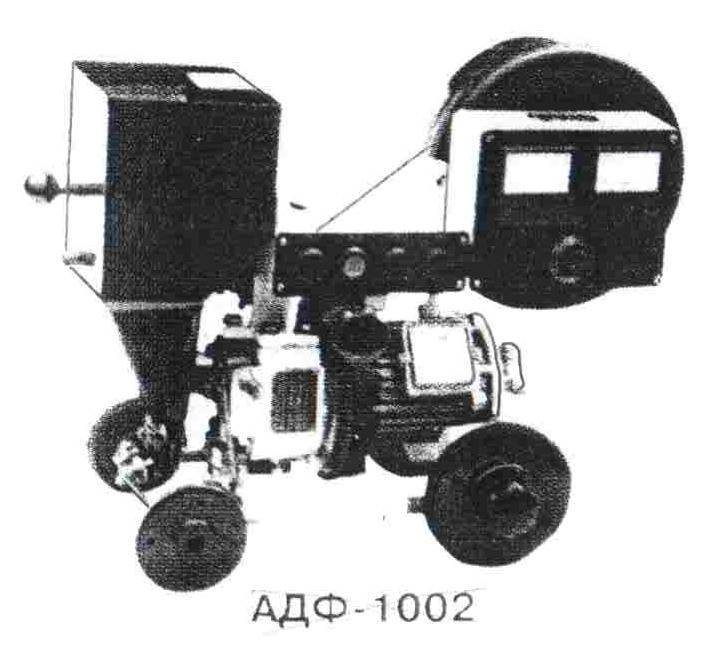
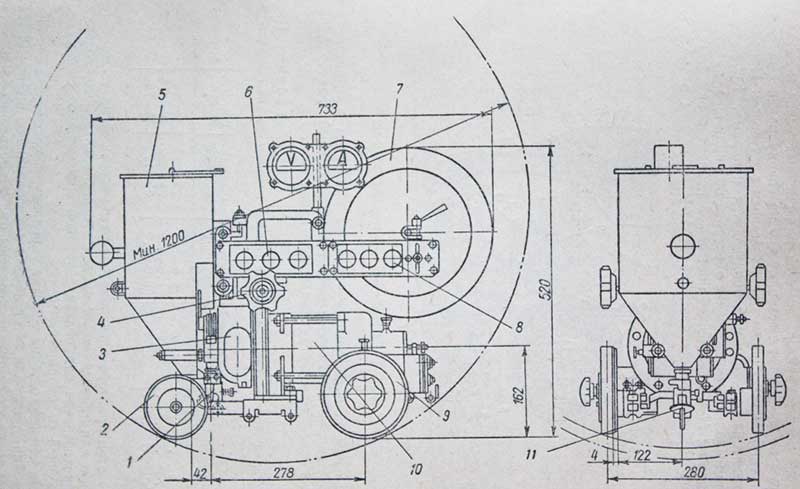
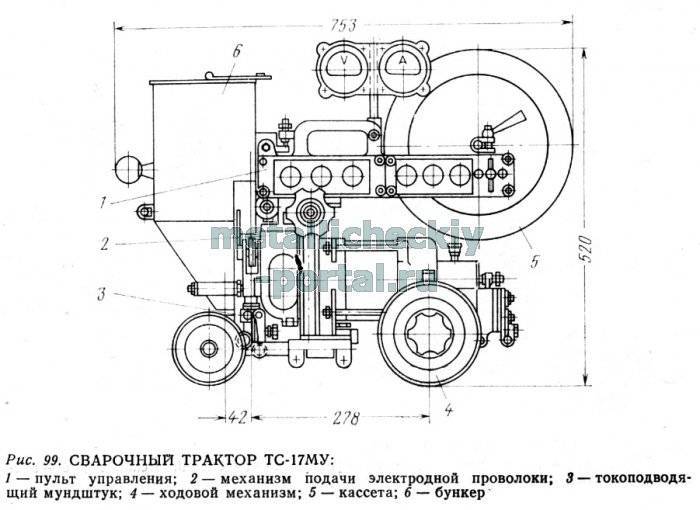
 Рис. 167. Сварочные тракторы и головки: I – сварочный трактор ТС-17М, Я – кинематическая схема трактора ТС-17М, III – сварочный трактор АДС-1000-2, IV – кинематическая схема трактора АДС-1000-2, V – головка АВГ-2 для сварки в аргоне вольфрамовым электродом с присадочной проволокой, VI – автомат для сварки стыков труб в аргоне вольфрамовым электродом с присадочной проволокой
Рис. 167. Сварочные тракторы и головки: I – сварочный трактор ТС-17М, Я – кинематическая схема трактора ТС-17М, III – сварочный трактор АДС-1000-2, IV – кинематическая схема трактора АДС-1000-2, V – головка АВГ-2 для сварки в аргоне вольфрамовым электродом с присадочной проволокой, VI – автомат для сварки стыков труб в аргоне вольфрамовым электродом с присадочной проволокой
По минимальной стоимости ботинки юфть на нашем сайте www.aspektsnab.ru.
Конструкция автоматического оборудования
Сварочные аппараты состоят из следующих элементов:
- Подающего механизма. При использовании двигателей, работающих от переменного тока, устанавливаются регулируемые редукторы. В остальных случаях применяются нерегулируемые блоки.
- Подающих роликов. Элементы располагаются на выходах редуктора. Ролики предназначены для равномерной подачи расходного материала.
- Токопроводящий мундштук. Устройство помогает направлять проволоку, поддерживать электрический контакт. Мундштук должен минимизировать смещение конца электрода относительно обрабатываемой области заготовки.
- Подвески сварочной головки. Механизм должен обеспечивать возможность перемещения в разных направлениях.
- Тележки, предназначенной для автоматического ведения головки вдоль соединения. На корпусе располагаются проволочная кассета, управляющий блок. Тележка обеспечивает плавный ход головки при разных скоростях сварки.
- Дополнительных компонентов. Сварочные агрегаты могут снабжаться механизмами подачи флюса или защитного газа, устройствами для заключительной обработки шва.

Сварочные аппараты состоят из подающего механизма и роликов.
Автоматы, работающие в среде защитных газов, вместо мундштука оснащаются горелками.
Вместо эпилога
Сварочные тракторы/каретки являются простым, но функциональным решением для выполнения дуговых сварочных работ в режиме автоматики. Они способны передвигаться по заранее выбранному пути либо по особым рельсам, что оставляет человеку лишь обязанность визуально контролировать производимую работу. Главная задача оператора – правильно и надлежащим образом выставить необходимые настройки в соответствии с выполняемой задачей. Всю работу аппарат сможет выполнить самостоятельно. Тип работы бывает абсолютно разным, поэтому и сами аппараты могут быть легкими и недорогими или громоздкими и дорогостоящими. Все же, правильнее утверждать, что сварочный трактор или каретка, в первую очередь, ориентированы на промышленные объемы производства.
Несущая конструкция для механизации процесса сварки и резки GK-200
Несущая конструкция для механизации процесса сварки и резки GK-200 предназначена для автоматического перемещения сварочной горелки или резака во всех пространственных положениях по специальной жесткой или гибкой направляющей. При сварке корневых и заполняющих швов GK-200 обеспечивает колебательные движения горелки. Сварочные горелки установленные на голове осциллятора колеблются как маятник, или совершают тангенциальное движение, чтобы произвести стандартную угловую или шаговую модель сварного шва. Направляющая, по которой передвигается несущая конструкция, устанавливается так чтобы голова GK-200 перемещал голову осциллятора и сварочную горелку по необходимой траектории, причем направляющая надежно закреплена в точках, с использованием магнитов или ваккумных присосок. Голова осцилятора компактна, имеет легкий вес, долговечна, совершает возвратно-поступательное движение привода с переменной установкой данных хода, который приводит в движение сварочную горелку по маятниковой или тангенциальной траектории. Управление позволяет горелке совершать независимые временные задержки в трех положениях, с права, по центру и с левой стороны. Управление также связывает с помощью интерфейса и сварочное оборудование, чтобы произвести полностью автоматическую работу. Электронное управление позволяет выбрать форму колебаний.










Предназначение сварочных аппаратов
Для выполнения сварки необходим особый инструмент – это сварочный аппарат. Одним из последних видов такого аппаратов является инвертор. По своим основным характеристикам он превосходит своих предшественников. Сварочные инверторы более функциональны, компактны и удобны в использование. Их предпочитают и профессионалы, и простые любители, пользующиеся сваркой в домашних условиях.
В большинстве случаев сварку применяют для соединения металлических частей изделия. Также ею можно воспользоваться для такого материала как керамика, или для скрепления пластмасс. Тип аппарата будет зависеть от того, какой металл или неметалл вы будете сваривать и насколько прочным должен быть шов этого соединения.
Преимущества и недостатки
Сначала о плюсах. Главное достоинство трактора – стабильное качество, параметры поддерживаются стабильно в процессе сварки. Аппарат работает с заготовками любых размеров, толщины. Не требуется предварительной подготовки кромок, обеспечен быстрый розжиг дуги.
Из недостатков выделяют два фактора: сложность ремонта и большой вес оборудования. Еще один минус – высокая стоимость. Хотя окупаемость трактора краткосрочная, необходимо обладать финансовыми ресурсами для покупки агрегатов.
В целом при массовом производстве сварных изделий оборудование оправдывает себя за счет высокой точности швов и хорошей производительности.
Вспомогательные инструменты
При сварке деталей потребуются дополнительные инструменты:
- Молотки со специальным бойком и щетки с металлическим ворсом, используемые для удаления шлака с поверхности шва. Для снятия крупных фрагментов флюса и удаления лишнего металла применяют слесарные зубила.
- Измерительный инструмент (угольник, рулетка, штангенциркуль), необходимый для переноса чертежных габаритов на заготовки. Линии рисуют маркером, кусковым мелом или металлическим стержнем с заостренным наконечником.
- Угловая шлифовальная машинка с защитным кожухом и набором дисков для резки металла, применяемая при нарезке заготовок. Слесарную ножовку используют для разделки профиля небольшого сечения. Абразивный инструмент с электрическим приводом применяют для зачистки кромок перед сваркой, а также швов.
 Щетки с металлическим ворсом используются для удаления шлака.
Щетки с металлическим ворсом используются для удаления шлака.
Роликовые опоры ОВР (со ступенчатой регулировкой)
Опорные вращатели со ступенчатой регулировкой ОВР различной грузоподъёмности предназначены для установки и вращения цилиндрических изделий (нефтяные резервуары, цистерны, котлы) различных диаметров со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке. Установка расстояния между роликами ОВР под требуемый диаметр свариваемого изделия осуществляется вручную, перестановкой роликовой опоры в соответствующие диаметру изделия пазы (в соответствии с техническими параметрами). С помощью ОВР можно производить автоматическую сварку внешних и внутренних кольцевых швов изделий, а также наплавку внешних и внутренних поверхностей, дополнительно используя сварочные или другие механические приспособления.
Как варить автоматической сваркой
Процесс состоит из нескольких этапов, первым из которых является подготовка оборудования и свариваемых деталей.
Инструменты и необходимое оборудование
Помимо сварочного агрегата, придется приобретать:
- контактные губки;
- тракторные сопла;
- флюсовые конусы;
- ролики для распрямления проволоки;
- токоподводы.

Придется приобрести ролики для распрямления проволоки.
Режимы автоматической сварки
Чтобы шов получился прочным и однородным, нужно правильно настроить аппарат. При выборе режима учитывают такие факторы:
- толщину свариваемых деталей;
- геометрическую форму соединения;
- протяженность шва;
- глубину плавления кромок деталей.
Для подбора режима используют прилагаемые к инструкции таблицы.
Пошаговая инструкция
Автоматизированную электродуговую сварку ведут так:
- Осматривают оборудование. При обнаружении неисправностей к сварке металла приступают только после их устранения. При необходимости аппаратуру очищают от загрязнений. Сварку не выполняют в слишком маленьких, слабо освещенных или запыленных помещениях.
- Проверяют соответствие диаметра сопла горелки толщине проволоки. От сечения присадки зависит и выбор наконечника. При наличии брызг в сопле его тщательно очищают.
- Проверяют правильность подключения кабелей, осматривают роликовые механизмы. Эти детали не должны иметь следов грязи или ржавчины.
- Проверяют наличие флюса в бункере.
- Подготавливают детали, тщательно зачищая кромки шлифовальным кругом. Заправляют аппарат расходными материалами, устанавливают нужный режим.
- Запускают процесс сварки. Выполняют заключительную обработку шва.







Преимущества и недостатки автоматической сварки
К достоинствам автоматизации процесса относятся:
- Отсутствие необходимости длительной настройки и регулировки устройства. Использование специальных программ облегчает процесс подготовки оборудования.
- Высокая производительность. Агрегат не делает перерывов, качество его работы не зависит от профессионализма мастера.
- Уменьшение объема отходов. Количество забракованных заготовок зависит не от человеческого фактора, а от правильности настройки агрегата.
- Ровность и прочность шва. Автомат формирует однородное сварное соединение одинаковой высоты. Наплывы или прожоги появляются крайне редко.
- Экономичный расход проволоки, газа, электрической энергии.
- Возможность сварки в труднодоступных местах, замкнутых емкостях, опасных условиях (при высокой температуре или загазованности).
Недостатками автоматического оборудования считают низкую маневренность, необходимость дополнительной настройки при смене операций, высокую стоимость.
Сварочная разводка
Как правило, сварочное производство развивается постепенно. Начинается с одного или нескольких сварочных постов, состоящих из сварочного аппарата и одного баллона с газом под давлением. Через некоторое время количество таких сварочных постов может увеличиться, что начинает вызывать определенные проблемы.

Решением этих проблем является сварочная разводка на предприятии. Она представляет собой централизованную подачу газа для сварочных работ. Баллоны отменяются, их заменяет трубопровод, по которому течет газ для сварки. Он имеет ответвления на каждый сварочный пост. Это дает большие преимущества:
- отпадает необходимость в постоянной проверке наполненности каждого баллона в отдельности благодаря автоматическому переключению;
- наличие ротаметров на каждом посту дает возможность регулировать поток газа;
- благодаря выносу тары с газом за пределы зоны, где происходят сварочные работы, увеличивается их безопасность;
- при установке газового смесителя появляется возможность регулировать состав в смеси газов;
- отпадает необходимость возвращать не до конца израсходованные баллоны, когда в них отпадает необходимость;
- решается вопрос о заказе новых баллонов, их подсоединении и хранении.
Имеется ограничение – давление сжиженного газа не должно превышать 150 кПа. Иначе появляется необходимость в установке сетевого редуктора, который снижает давление газа при подаче его на сварочный пост.





