

Трехфазные модели
Трехфазный выпрямитель встретить можно только в трансформаторных подстанциях. Работают устройства от высоковольтной чети. В данном случае принцип работы модели построен то резком увеличении частоты. Параметр выходного напряжения при этом остается неизменными. Выпускаются модели на три и четыре канала. Подсоединение у них происходит через проводники.
Трехфазный выпрямитель на три канала выпускается с тетродами. В некоторых случаях для стабилизации процесса преобразования применяются расширители
Если говорить про выпрямители на четыре канала, то важно отметить, что они производятся всегда с усилителями. В данном случае показатель проводимости тока лежит в пределах 70 мк
Чувствительность выпрямителя равняется не более 4,2 мВ.

Сфера применения
Сварочный выпрямитель может эксплуатироваться в самых экстремальных условиях. Его разрешается использовать при температуре воздуха от -40 до +40°С и при влажности до 80%. Прибор можно применять в закрытых помещениях, где вентиляция осуществляется естественным путем.
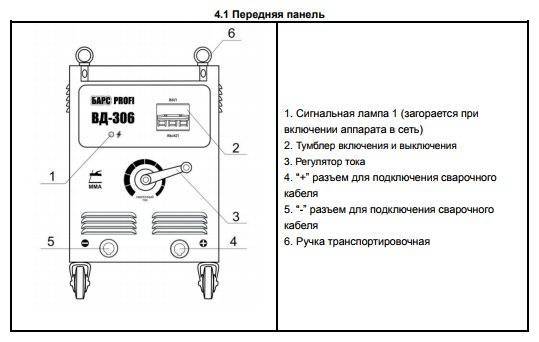
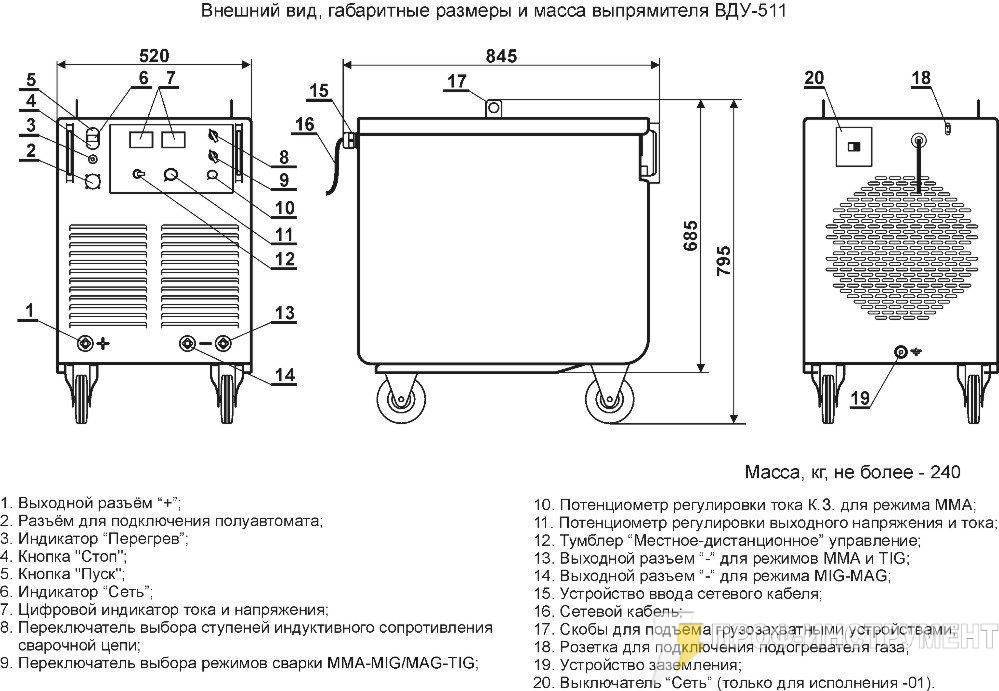
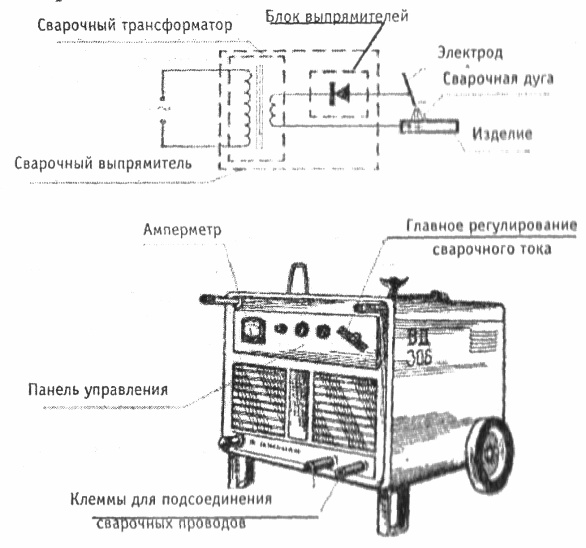
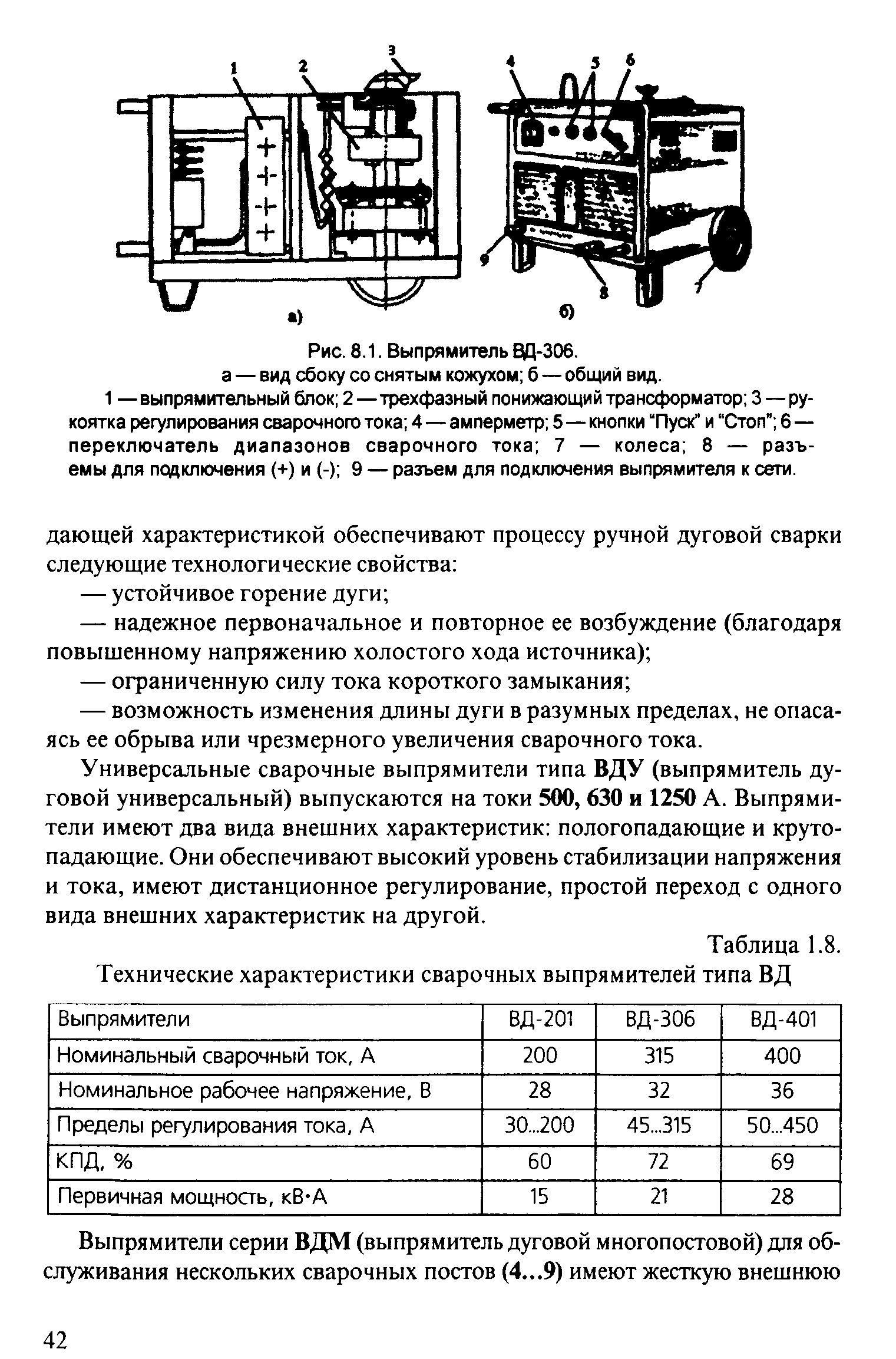
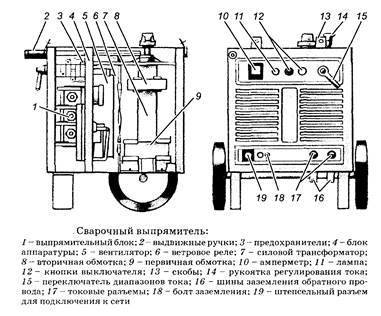
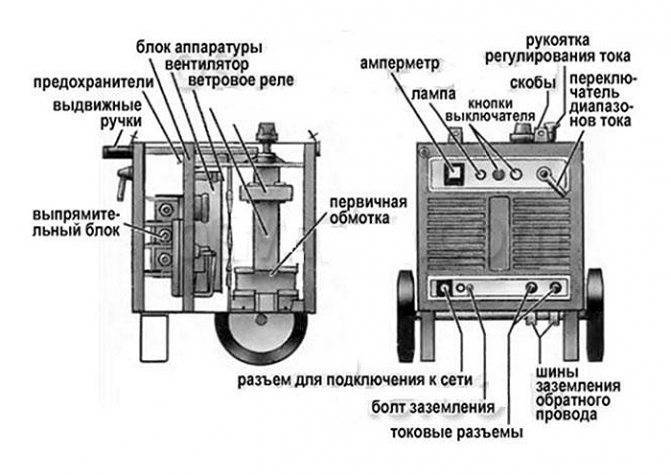
Внешний вид и передняя панель сварочного выпрямителя ВД-306
Сварку запрещено использовать в специфических средах:
- способных спровоцировать разрушение электрической изоляции, коррозию металлических элементов;
- содержащих опасные газы или испарения;
- чрезмерно запыленных.
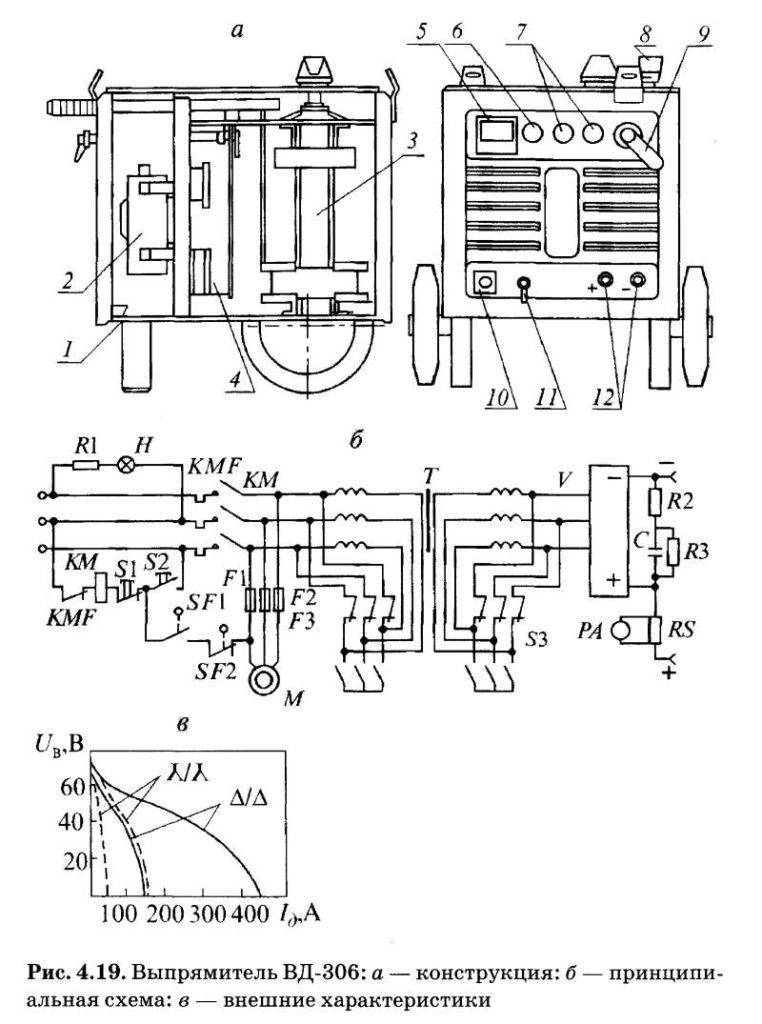
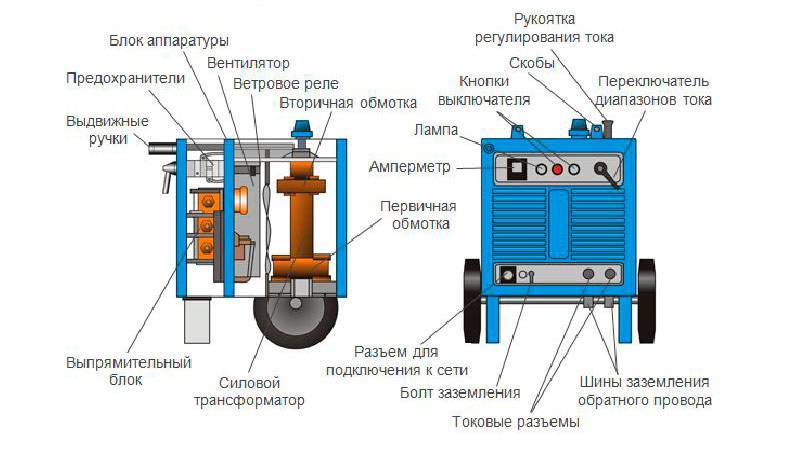
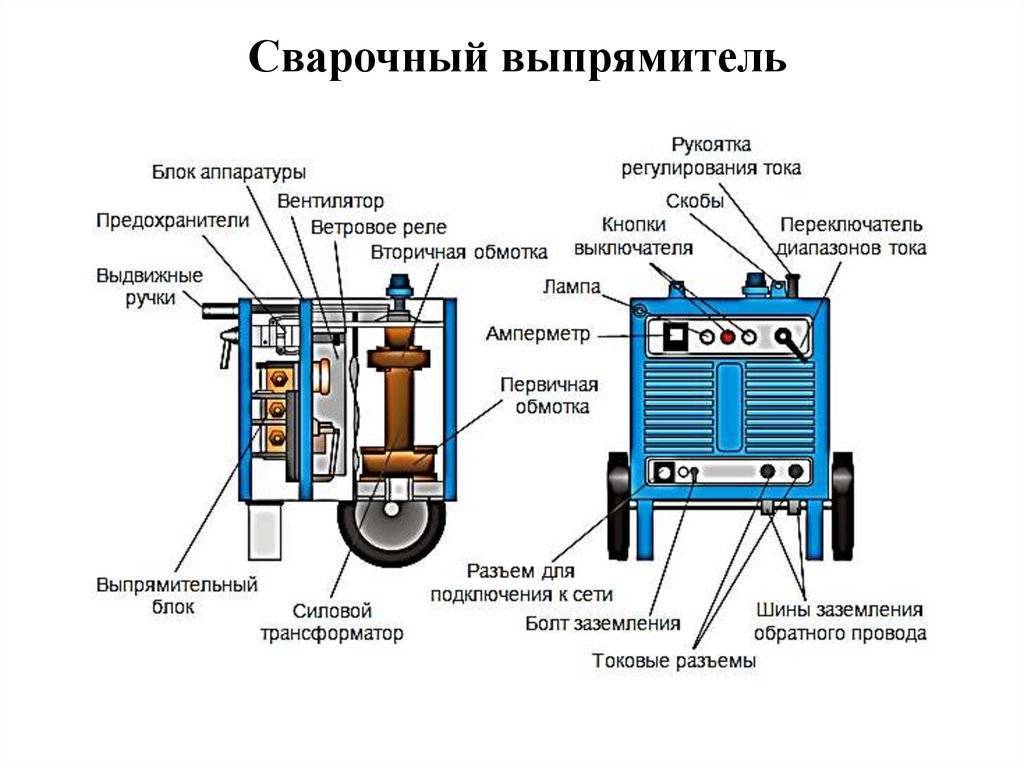
Устройство и принцип работы сварочного выпрямителя
В состав узлов выпрямителя входят:
- Первичная обмотка.
- Выпрямительный блок.
- Система охлаждения.
- Блок регулирующей аппаратуры, включающий в себя стабилизатор по току и автоматические предохранители.
- Защитный корпус с тележкой.
- Панель управления.
Работа сварочного выпрямителя состоит в следующем. Первичный ток из сети поступает на входную обмотку трансформатора. Если в качестве выпрямляющего устройства используется дроссель насыщения, то в его цепи сначала образуется электромагнитное поле, наводящее соответствующий ток возбуждения. Этот ток стабилизируется, и передаётся через выпрямительный блок на электрододержатель для возбуждения электрической дуги.
В зависимости от назначения могут использоваться и другие схемы выпрямления. Например, при помощи силовых диодов (так реализуется выпрямление тока в ВДУ-504) или при помощи тиристоров. Тиристорный выпрямитель тока позволяет устанавливать значение тока не ступенчато, а плавно, что значительно удобнее.

Поскольку в процессе работы полупроводниковые элементы интенсивно нагреваются, то они конструктивно заключены в обдуваемый корпус. Сам процесс выпрямления может быть организован по различным схемам:
- Обычным сглаживанием пульсаций тока (для малых мощностей);
- Мостовой, где сглаживаются пульсации тока во всех трёх фазах, а частота колебаний увеличивается с 60 до 300 Гц;
- Кольцевой, с двумя вторичными обмотками (при той же частоте выпрямления требует более сложного устройства трансформатора);
- Шестифазной, с симметричным дросселем, благодаря чему частота пульсаций снижается вдвое (используется для наиболее мощных моделей сварочных выпрямителей).
Функционал узлов выпрямителей зависит от применяемого способа электросварки. Для ручной сварки используется падающая вольтамперная характеристика, которая достигается либо повышением значений сопротивления на обмотках трансформатора, либо инвертированием – использованием принципа обратной связи. Каждая из схем имеет свои ограничения. При повышении сопротивления обязательно применение балластных реостатов. В свою очередь, сварочные инверторы отличаются малыми токами обработки, и не могут действовать с продолжительными значениями ПВ.
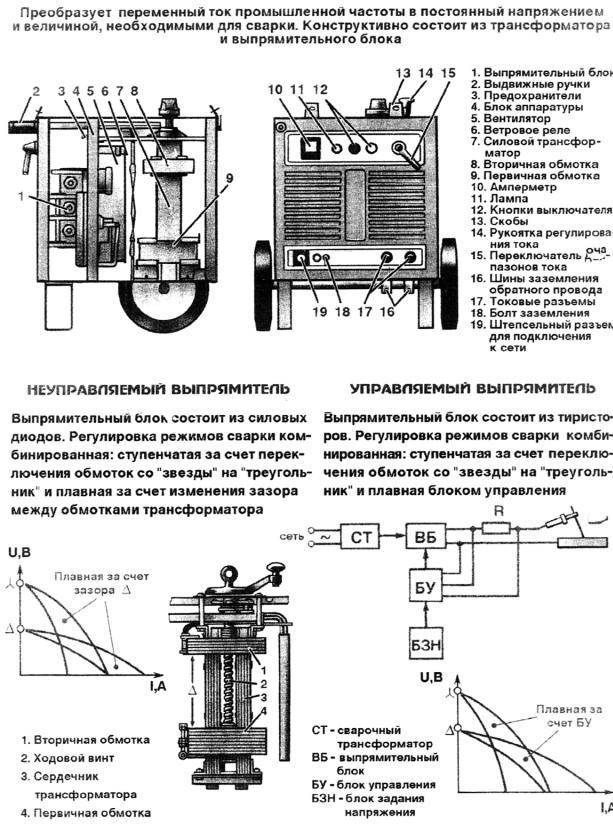
Как устроен сварочный выпрямитель, и по какому принципу функционирует?
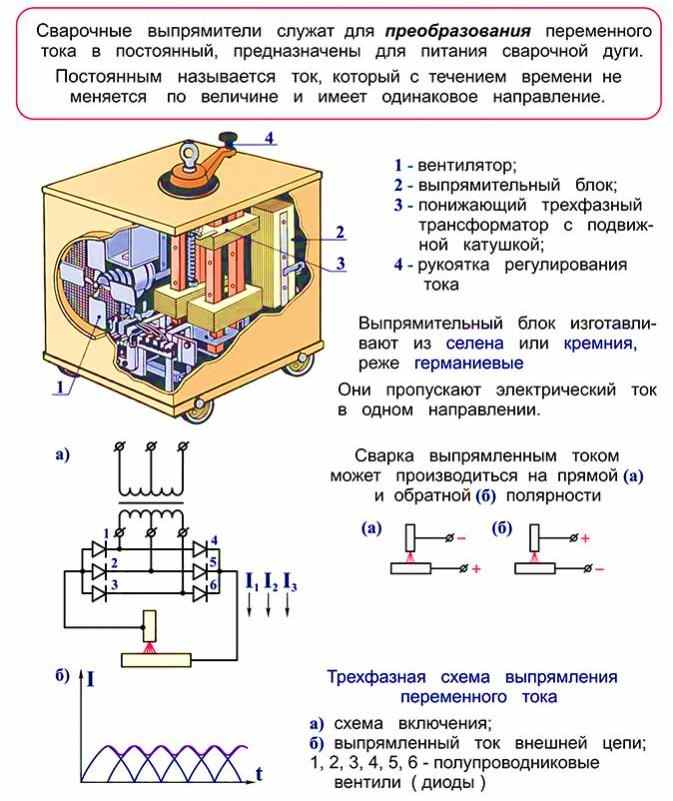
Сварочный выпрямитель сконструирован из нескольких блоков, внутри которых происходит понижение, преобразование входящего напряжения при одновременном увеличении величины А. Устройство сварочного выпрямителя позволяет понять основные принципы его функционирования.
Конструкция агрегата состоит из следующих элементов:
- трехфазный трансформатор, понижающий входящее напряжение;
- диоды, пропускающие ток в одном направлении, в отличие от проводников электрического тока, способных одинаково хорошо проводить ток в оба направления;
- радиаторы и вентилятор для охлаждения конструкции;
- амперметр;
- вольтметр;
- регуляторы тока.
Поскольку диоды в процессе функционирования агрегата нагреваются, то им требуется качественная система охлаждения. По этой причине рядом с ними расположены модули охлаждения, обеспечивающие конструкции постоянный обдув холодным воздухом.
Это устраняет риск перегрева диодов, повышает время работы выпрямителя и устраняет необходимость перерывов в его работе.
Такие агрегаты могут обладать разными характеристиками, и предназначены для проведения сварки заготовок из стали и сплавов цветных металлов. Но все виды подобного оборудования функционируют по единому принципу.
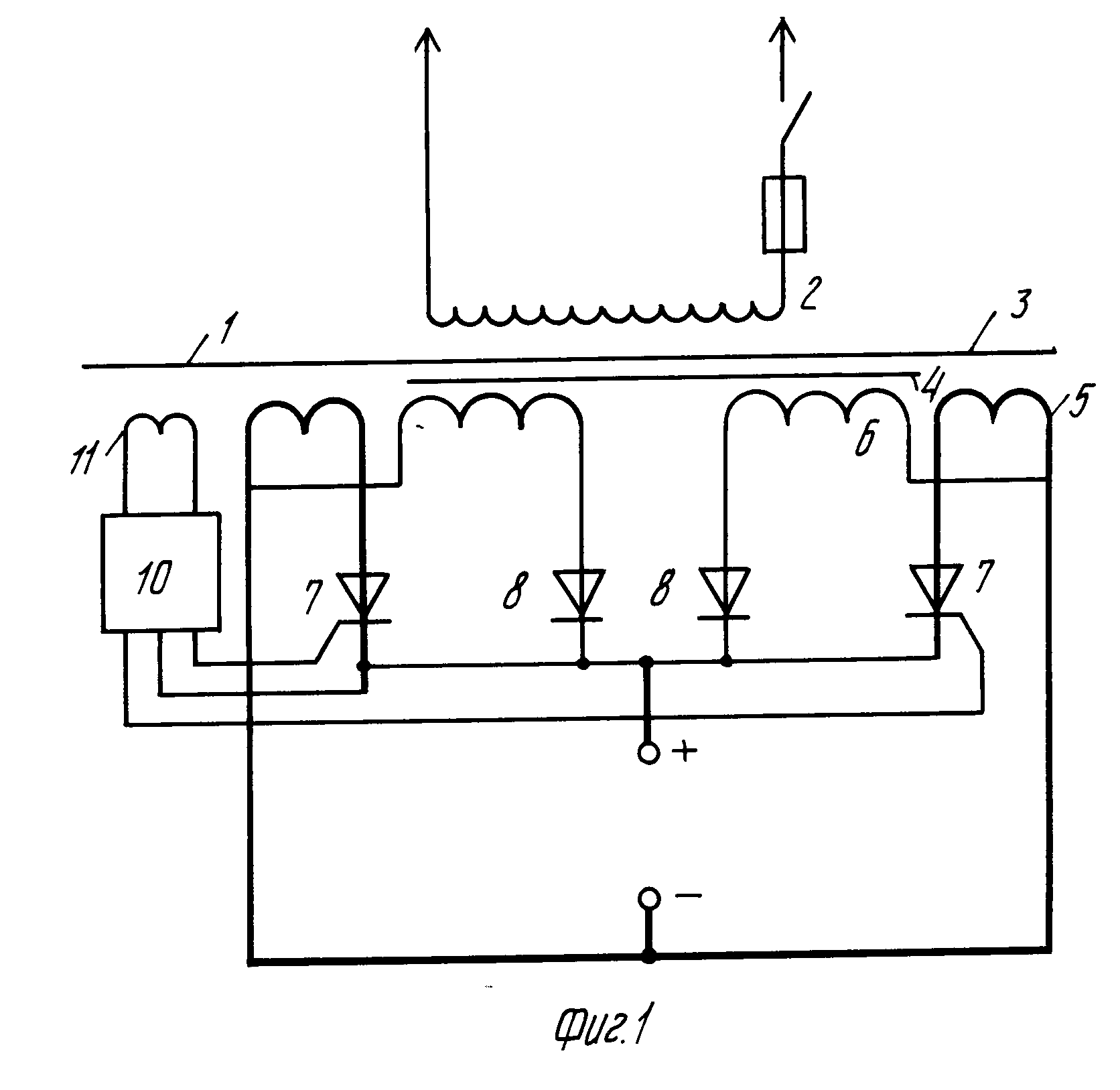
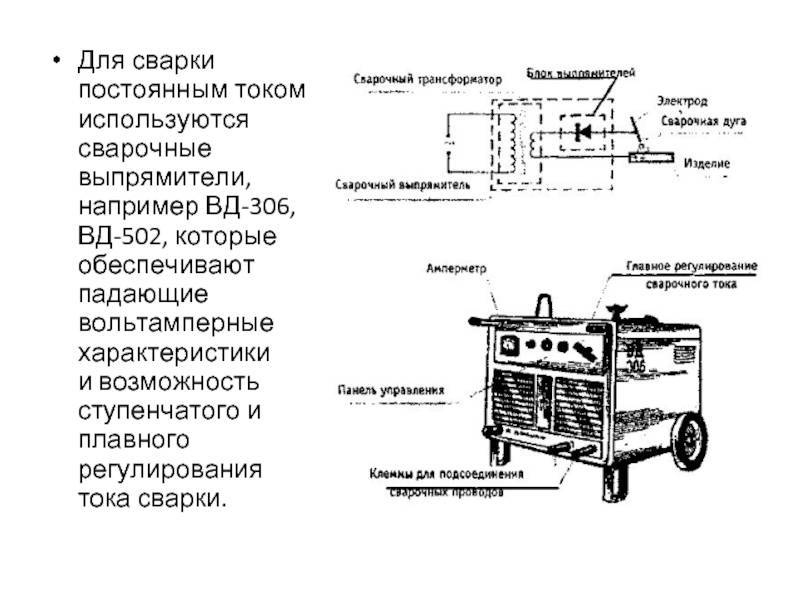
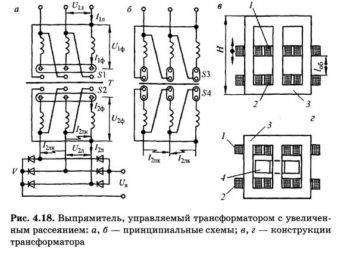 Схема устройства выпрямителя с трансформатором с увеличенным рассеянием.
Схема устройства выпрямителя с трансформатором с увеличенным рассеянием.
Схема сварочного выпрямителя выглядит так:
- перемененный или сетевой ток подается на первичную обмотку понижающего трансформатора, что приводит к понижению его стандартной величины;
- поток напряжения с уменьшенным значением V и возросшей силой тока А возникает на вторичной обмотке за счет электромагнитной индукции;
- напряжение поступает на кремневые элементы-диоды, обеспечивающие прохождение тока в одном направлении и его стабилизацию;
- колебание частоты тока устраняется, после чего постоянное напряжение подается в зону соединения деталей.
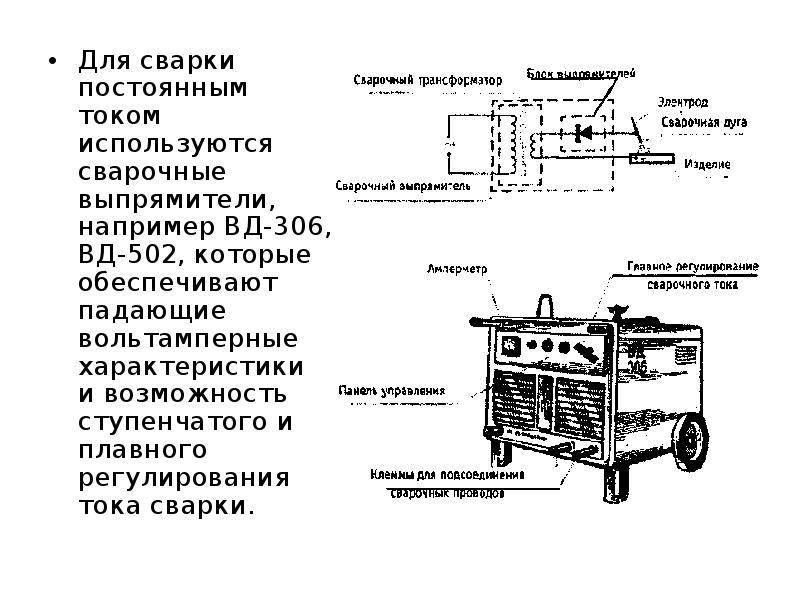
Любой аппарат для сварки постоянного тока функционирует по подобной схеме, обеспечивая сварщика широкими возможностями в работе.
Ведь выпрямители для сварочных работ позволяют осуществлять сварку и резку устойчивой дугой с получением швов более высокого качества на различных металлических конструкциях за счет преобразования тока от трансформатора в постоянное напряжение внутри агрегата.
При работе расходные материалы не разбрызгиваются, поэтому происходит их существенная экономия.
Своими руками
Практика показала, что некоторые люди успешно справляются с самостоятельным изготовлением сварочных выпрямителей. Главное разработать работоспособную схему. Основными исходными параметрами будут диаметры электродов на работу с которыми рассчитан выпрямитель. Так, например, если 3 мм., то сварочный ток необходимо обеспечить около 150 А, если 4 мм. – 200 А.
В схеме должны быть указаны параметры следующих элементов:
- Трансформатор. Желательно подобрать к схеме из готовых аппаратов. Однако это условие выполнить нелегко, приходится научиться изготавливать трансформатор самостоятельно. Расчет его элементов (сечение сердечника, количество витков на обмотках и размеры проводов) не так уж сложен. Опыт сборки и монтажа быстро набирается после одной – двух неудачных перемоток.
- Выпрямительный блок. Напряжение подается после вторичной обмотки трансформатора. Для работы применяются следующие элементы: диоды;
- конденсатор;
- дроссель.
Сборка диодов выполнена по мостовой схеме. После нее ток получается не переменный, а пульсирующий. Такой ток для сварки не годится, поэтому в цепи присутствует конденсатор. Он сглаживает пульсации. Окончательно постоянный ток получается с помощью дросселя. Дроссель работает как фильтр, который пропускает постоянную составляющую тока, а переменную задерживает.

Сварочный выпрямитель BLUE WELD KING TIG 200
Диоды, работающие на таких высоких токах, выделяют много тепла. Поэтому в сборку они обязательно входят в комплекте с радиаторами охлаждения
Важно продумать принудительный обдув сварочного аппарата от вентилятора
Конденсаторы для сварочного блока рассчитаны на максимальное значение напряжения пульсаций. Для выпрямительного блока они отличаются от применяемых в радиотехнике, которые не работают с импульсными токами.

![Сварочный выпрямитель [принципиальная схема, характеристики]](https://labequip.ru/wp-content/uploads/0/d/d/0ddff3cb7e304a1272a8835887235e03.jpeg)

Важно! Внимательно обращать внимание на характеристики. Для изготовления дросселя необходим сердечник из трансформаторного железа и медная изолированная шинка (можно использовать жилу скрученную из медных луженых проволок с изоляцией). Сердечники возможно использовать со старой радиоаппаратуры
Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться
Сердечники возможно использовать со старой радиоаппаратуры. Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться
Для изготовления дросселя необходим сердечник из трансформаторного железа и медная изолированная шинка (можно использовать жилу скрученную из медных луженых проволок с изоляцией). Сердечники возможно использовать со старой радиоаппаратуры. Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться.
Основание сварочного выпрямителя. Отличными изолирующими свойствами обладает текстолитовая пластина. Размещать приборы на ней нежелательно вплотную друг к другу. При работе выделяется большое количество тепла, поэтому необходимо иметь достаточно большое продуваемое пространство.
Вариантов изготовить сварочный выпрямитель своими руками далеко не один. Они будут отличаться по конструкции из-за способов регулирования. Исполнитель будет разрабатывать собственную конструкцию применительно к специфике выполняемых работ.
Распространенные варианты выпрямительных устройств
Среди представленных на рынке моделей выпрямительных приборов для сварки можно выделить устройство ВДМ 1202С – отличается высоким вольтамперным свойством. 1202С используется при дуговой сварке в строительной и энергетической сфере.
В процессе сварки с помощью устройства 1202 могут использоваться любые типы электродов, как изделия постоянного тока, так и универсальные или специальные.
Устройство ВДМ 1202 по мнению специалистов считается надежным, качественным и долговечным.
Особенностью выпрямителей с удвоением мощности напряжения является возможность конденсаторов скапливать и сохранять электроэнергию.
На данный момент цена выпрямительного прибора для сварки 1202 составляет около 1000$.
Выпрямительные устройства ВДУ 506С предназначаются для сборки агрегатов дуговой сварки и полуавтоматических аппаратов, для дуговой сварки, осуществляемой своими руками с применением покрытых электродов.
ВДУ 506С в сборке с полуавтоматическим устройством используется в ходе полуавтоматической сварки с применением плавящейся проволоки в среде защитного газа. ВДУ 506С – аналог приборов типа ВДУ 506, их производство осуществлялось в Литве и на территории России.
В отличие от модели 506, вариант 506С имеет небольшой вес в 250г и меньшие габариты – 740х600х920.
В свою очередь, выпрямитель ВДУ 506 способен обеспечить сваривание простыми электродами, работу в среде защитного газа, сваривание порошковым материалом.
А также возможность осуществлять своими руками резку расплавленного металла.
Сварочный выпрямитель ВД 301 УЗ используется для поддержания электродуги при дуговой сварке, осуществляемой своими руками, для резки и наплавления металлических изделий.
Российское производство обеспечило модели ВД 301 УЗ эффективные свойства эксплуатации, ВД 301 УЗ можно использовать в различных климатических условиях.
Вариант выпрямительного прибора для сварки ВД 306 С1 предназначен для сварки в ручном режиме с применением постоянного тока для сваривания различного типа сталей, в том числе и коррозийно-устойчивых.
ВАЖНО ЗНАТЬ: Как сделать сварочный полуавтомат своими руками?
Материал, используемый для обмотки трансформатора – медь. Эксплуатируется ВД 306 С1 от 380В, на данный момент цена на выпрямительное устройство 306 достигает 300$.
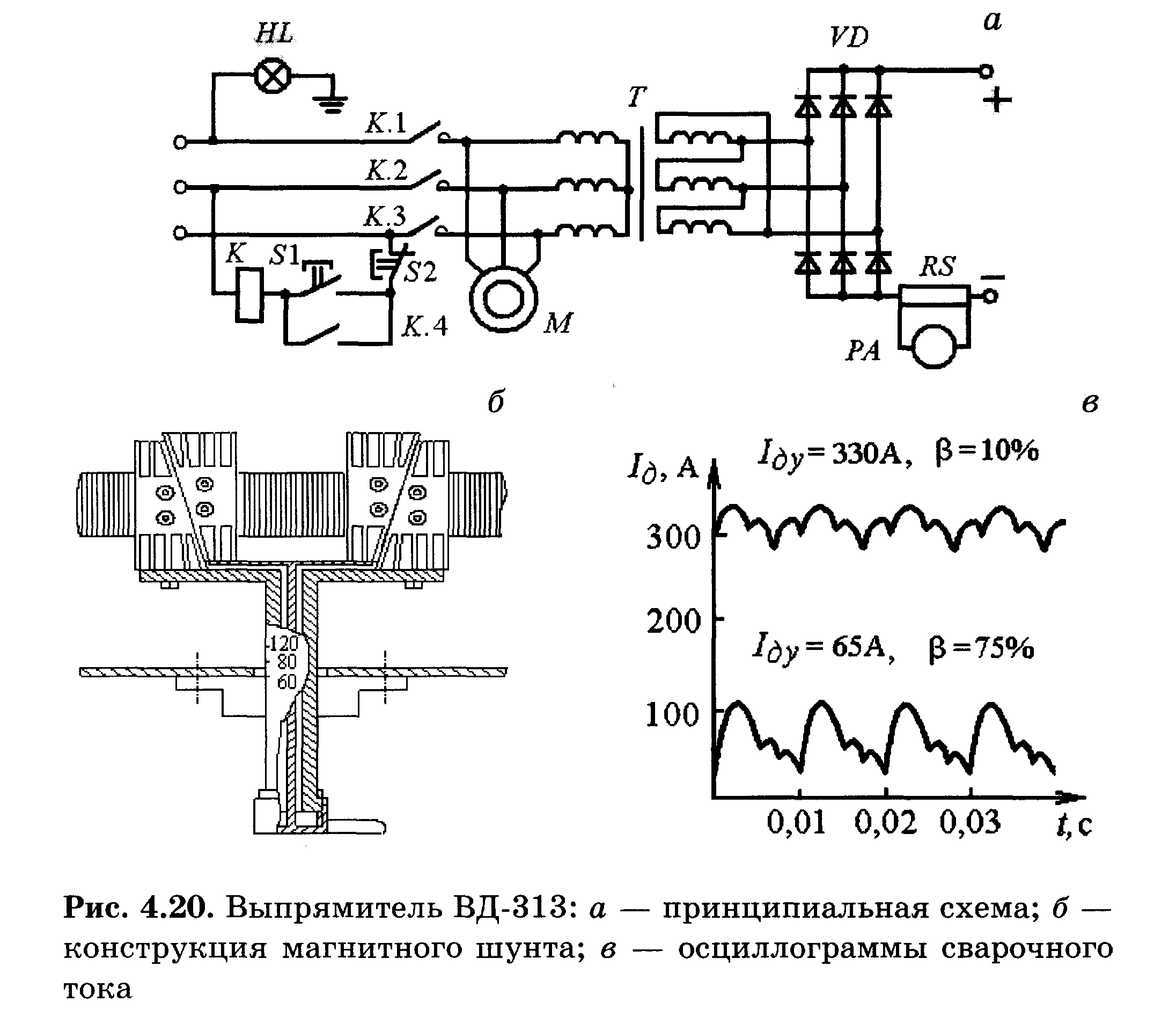
ВД 313 УЗ применяется для сварки стальных изделий в ручном режиме с применением покрытых электродов. Выпрямитель ВД 313 имеет простую, но надежную конструкцию. По мобильности 313 модель конкурирует с ВД 306.
Выпрямитель сварочный ВД 313 УЗ оснащен устройством шунтового регулирования, за счет которого уменьшается период изменения сварочного режима.
Классический выпрямительный прибор ВД 401 незаменим при подаче постоянного тока сварочной электрической дуги, при наплавлении и разрезании металлов, а также применяется при сварке в ручном режиме.
Видео:
Модель выпрямительного устройства для сварки ВД 401 питается от 3-х фазной сети. Конструкция состоит из трансформатора силового типа, выравнивающего блока, магнитного шунта, системы охлаждения, авто выключателя и корпуса.
Выпрямительное устройство для сварки 401 предназначено к использованию в закрытых, но вентилируемых естественным образом пространствах. Исключается использование ВД 401 во взрывоопасных помещениях.
Выпрямительный аппарат ВД-16-Ч применяется для ручной электрической дуговой сварки на постоянном токе. ВД-16-Ч имеет защитный датчик от перегрузки, а также ВД-16 может использоваться при температуре от -10 до +40ºС.
Исключается эксплуатация ВД-16 под воздействием длительных вибраций, дождя и снега, в химической среде ВД-16 тоже работать запрещено.
Общая информация об устройстве и его назначении
Сварщик знает, что такое сварочный выпрямитель: устройство имеет вид преобразовательного блока с регулировкой напряжения и силы тока. На выходе выпрямителя находятся 2 провода с отрицательной и положительной клеммами.


При подсоединении одной из них к электроду, а другой — к обрабатываемой детали возбуждается мощная электрическая дуга, расплавляющая металл.
Однако принцип сборки всех устройств одинаков: трансформатор, выдающий нужное напряжение, включают в цепь вместе с полупроводниками, пропускающими положительный компонент синусоиды тока.
Под какие виды сварки используется
Выпрямитель для сварочного аппарата применяется при следующих технологических процессах:
- Электродуговой метод с использованием электродов, обработанных различными составами. За счет применения таких стержней поддерживается устойчивая дуга. Это помогает получить однородный прочный шов.
- Сварка крупных металлических деталей. Регулировка параметров тока позволяет выполнять работы с заготовками толщиной до 5 см. Вместе с этим аппарат используется и для соединения тонкостенных деталей. Установкой выпрямителя объясняется расширение области применения сварочных агрегатов.
- Расплавление кромок обрабатываемых деталей или сердцевины используемого электрода.
- Сварка с применением присадочной проволоки. Выпрямители незаменимы при работе с неплавкими электродами, покрытыми вольфрамом.
- Соединение деталей из нержавеющей, низкоуглеродистой стали, чугуна, сложно свариваемых сплавов.
- Резка металлических заготовок. Для этого повышают силу тока, благодаря чему дуга начинает прожигать материал.
Подходящие электроды
Для сварки с выпрямителем могут использоваться стержни любых марок:
- электроды, работающие с постоянными параметрами (УОНИ-13/55);
- универсальные стержни (ОЗС-12, МР-3, АНО-4);
- специализированные электроды.
Электроды для сварки
Инверторный сварочный выпрямитель: разбираем, что к чему
Схема работы инверторного аппарата немного другая, чем у классического. Вместо понижающего трансформатора у него на входе устанавливается электронный фильтр, который преобразует частоту входящего электрического тока с 50 Гц до нескольких десятков кГц. После устанавливается понижающий трансформатор, а уже потом выпрямительный мост. Достоинства таких сварочных аппаратов в малом весе, по сравнению с обычными. Это достигается за счет того, что магнитопровод высокочастотного трансформатора имеет меньшие массогабаритные показатели.
Выпрямители инверторных сварочных аппаратов строятся на базе тиристоров, с системой импульсно фазового управления. Далее, как и положено, в цепь сварки, параллельно нагрузке, подключают конденсатор, а перед сварочным электродом – реостат и дроссель. Недостаток рассматриваемых выпрямителей – в количестве электроники, собрать его самому почти невозможно, как и починить. Однопостовые сварочные выпрямители с хорошими показателями выпрямленного тока при наличии всех необходимых компонентов можно собирать у себя дома, и это достойная альтернатива покупке нового выпрямителя.
Особенности применения и меры безопасности при работе
Основы безопасности работы с электричеством связаны с его эксплуатацией. В то же время, работая над схемами, никто не застрахован от неправильных действий, применения элементов, не соответствующих указанным параметрам, а также использования ошибочных схем или допущения собственных ошибок. В связи с этим при проверке работоспособности устройства нужно придерживаться следующих правил:
Включение новых схем проводить, максимально обезопасив себя от воздействия поражения электричеством
Перед включением установить сборку в емкость, сделанную из диэлектрического материала, отойти на расстояние не менее 1-1,5 метров и только после этого опробовать работоспособность системы.
При работе с конденсаторами нового поколения важно помнить, что при несоответствии рабочего напряжения может произойти предусмотренная производителем разгерметизация. В результате КЗ возникает задымление, вредное для глаз.
Стабилизирующий блок питания
Входное напряжение стабилизаторов должно превышать выходную величину минимум на 1,5 В.
Транзисторы и стабилизаторы желательно устанавливать на разные радиаторы, поскольку каждый из них выделяет большое количество тепла.
Заключение
Зная, как сделать выпрямитель на 12 Вольт своими руками, можно изготовить для собственного использования устройство, которое будет полезным не только для сварки, но и во многих домашних приборах, освещении, зарядниках для автомобильных аккумуляторов, аудиоаппаратуры. Выпрямитель может работать как от сети, так и от вторичной обмотки трансформатора. Единственный недостаток схем, используемых для бытового применения, — невысокий КПД.
Трансформаторы
Сварочный трансформаторный агрегат – это традиционный и самый распространенный вид оборудования для контактной сварки. Основой его конструкции является понижающий трансформатор. Он занимается преобразованием напряжения, поступающего из электросети, в ток, пригодный для проведения сварки.

Для изменения силы тока в данных агрегатах чаще всего используется метод смещения обмоток относительно друг друга.
Отличительные особенности
Отличительной особенностью трансформаторного сварочника является то, что на электрод подается переменный ток. То есть преобразование идет только по напряжению. В результате увеличивается разбрызгивание металла, что влияет на качество шва. КПД трансформаторов находится в районе 80%, поскольку большая часть энергии впустую расходуется на нагрев “железа” аппарата.

Агрегаты разделяются на бытовые, вырабатывающие силу тока до 200 А, полупрофессиональные и профессиональные, до 300 А и боле 300 А соответственно. Для использования аппарата в бытовых условиях используется электрический однофазный ток 220 В. Но профессиональное оборудование чаще всего использует трехфазный ток с напряжением 380 В.
Сфера применения
Трансформаторные сварочники являются неприхотливыми аппаратами и применяются практически во всех сферах деятельности человека, где требуются сварочные соединения черных металлов. Аппараты применяются для следующих целей:
- соединение металлических конструкций на стройке;
- прокладка и ремонт трубопроводов;
- сварка сантехнических труб;
- соединение листовых материалов, как в стык, так и внахлест.
Плюсы и минусы
К преимуществам аппаратов трансформаторного типа можно отнести следующее:
- невысокая стоимость агрегата, в том числе и его обслуживания;
- высокая надежность;
- простота ремонта;
- надежность и простота эксплуатации;
- КПД до 80%;
- простота конструкции.
Недостатки трансформаторов:
- немалые габариты и большой вес — от нескольких десятков до ста килограммов и выше, что затрудняет его транспортировку;
- нестабильная дуга;
- разбрызгивание металла;
- посредственное качество шва;
- сложность при зажигании дуги;
- чувствительность к перепадам напряжения в сети;
- для проведения качественной сварки работнику требуется иметь определенную квалификацию и опыт.
Сварочные выпрямители
Данные аппараты являются усовершенствованием трансформаторных сварочников и способны обеспечить работу с непрерывной и стабильной дугой, что положительным образом сказывается на качестве шва. Из-за простоты конструкции с данным агрегатом могут работать даже неопытные операторы.

Отличительные особенности
В конструкции агрегата кроме понижающего трансформатора имеется диодный мост, а также элементы регулировки вольтамперных характеристик (ВАХ), элементы защиты, запуска. Благодаря трансформатору и выпрямительному блоку снижается не только напряжение входящего тока, но и происходит преобразование его в постоянный. Благодаря подаче постоянного тока на электрод уменьшается разбрызгивание металла, дуга ведет себя более стабильно, чем на трансформаторных аппаратах, и шов, соответственно, получается хорошего качества.
Сфера применения
Сварочный аппарат постоянного тока предназначен для следующих целей.
- Соединение методом сварки стойких к коррозии металлов, легированных и углеродистых сталей методом ММА-DC. С аппаратом можно использовать электроды, имеющие целлюлозное или основное покрытие.
- Для сварки аргоном всех металлов, кроме алюминия и сплавов на его основе, методом TIG-DC, то есть неплавящимся электродом. Данный метод доступен, если выпрямитель комплектуется БУСП-ТИГ (блок управления сварочным процессом).
- Для совместного использования с механизмом подачи электродной проволоки, а также блоком питания. Данная комбинация превращает обычный аппарат в полуавтомат, способный производить сварку методами MAG-DC и MIG-DC.
Плюсы и минусы
Основные достоинства сварочных выпрямителей:
- улучшенный показатель КПД;
- минимизированы потери электроэнергии;
- хорошее качество шва;
- простота конструкции;
- стабильная дуга;
- малошумность;
- улучшены динамические показатели тока;
- надежность зажигания дуги;
- образуется малое количество брызг при сварке;
- возможность варить нержавейку и цветные металлы.
Недостатки аппаратов:
- большой вес;
- “просадка” напряжения в электросети;
- чувствительность к перепадам напряжения;
- высокая цена, если сравнивать с трансформаторным аппаратом.
Достоинства и недостатки
К преимуществам сварочного выпрямителя относятся:
- наличие дополнительных функций, например «легкого розжига»;
- простота настройки, бесперебойная работа;
- горение устойчивой дуги даже при малой силе тока;
- широкий диапазон рабочих температур;
- качественная система вентиляции, надежно защищающая аппарат от перегрева;
- возможность питания как от бытовой, так и от промышленной электрической сети;
- встроенная защита от замыканий;
- экономный расход электроэнергии.

Недостатками являются:
- частый выход регуляторов из строя (неисправность легко устраняется своими руками, однако аппарат может подвести в неподходящий момент);
- поломка транзисторов (требуется сложный ремонт).
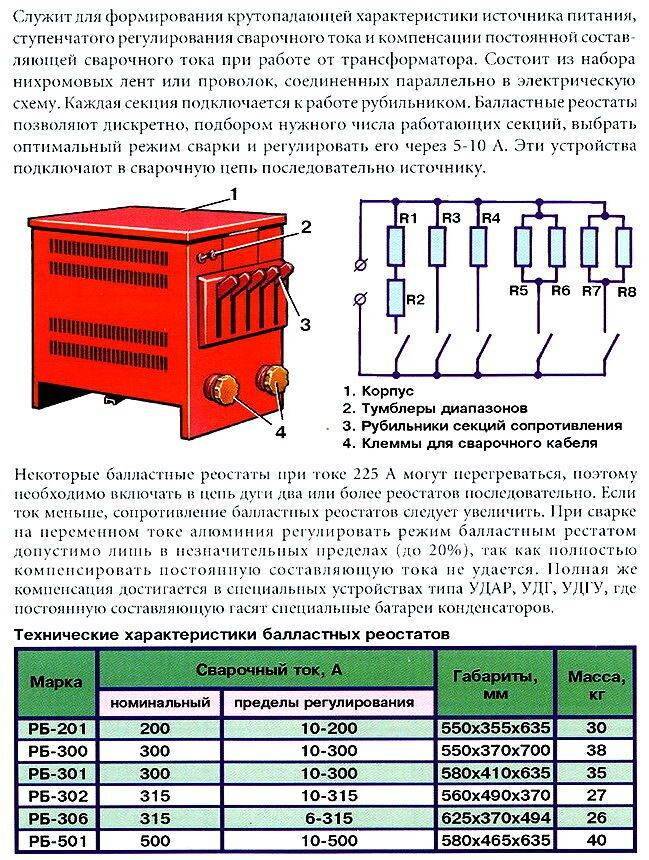
Классификация по видам: многопостные, однопостные и прочие
Существует несколько видов сварочных выпрямителей.
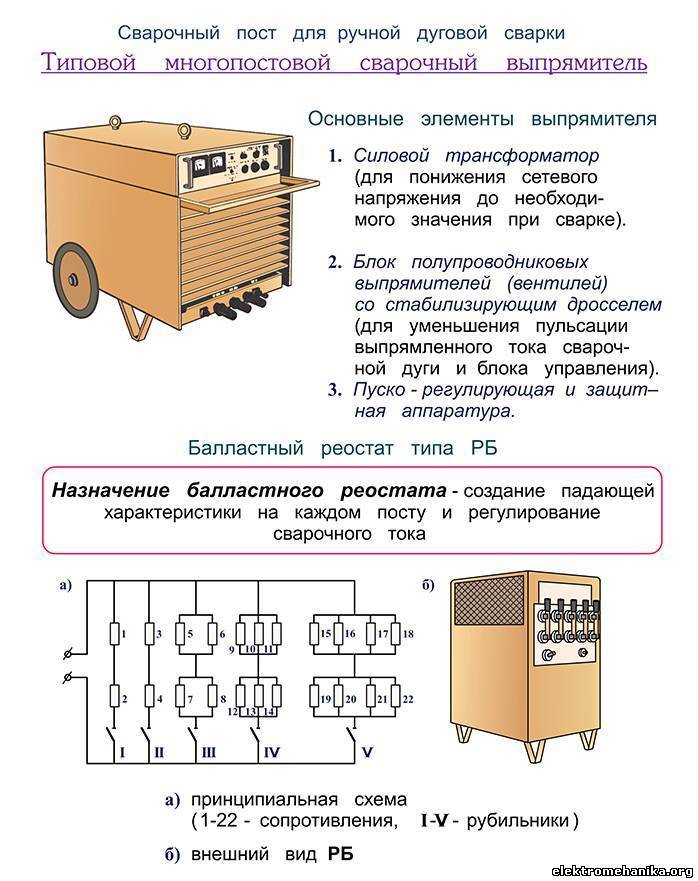
Сварочный пост – рабочее место сварщика. Выпрямители имеют конструкции, способные обслуживать как один пост, так и несколько одновременно. Если с одним постом все понятно, то как происходит функционирование группы постов, исключающая влияние друг на друга, требуется пояснить.
Сварочный 4-постовой выпрямитель ВДМ-6303С. Фото ВсеИнструменты.ру
Независимость в функционировании определяется неизменным напряжением холостого хода каждого поста. Это обеспечивается жесткой вольтамперной характеристикой. При падающей характеристике короткое замыкание на отдельном посту снижало бы напряжение на других постах и прекращало бы сварку. Каждый пост имеет дополнительное изменяемое сопротивление для регулирования силы тока.
Многопостовой сварочный выпрямитель используется в промышленных условиях. Однопостовые применяются не профессиональными сварщиками.
![Сварочный выпрямитель [принципиальная схема, характеристики]](https://labequip.ru/wp-content/uploads/1/f/9/1f91759103a94ec51e65ead65849ca87.jpeg)




Сварочный выпрямитель ЭТА ВД-306 Б 3х380. Фото ВсеИнструменты.ру
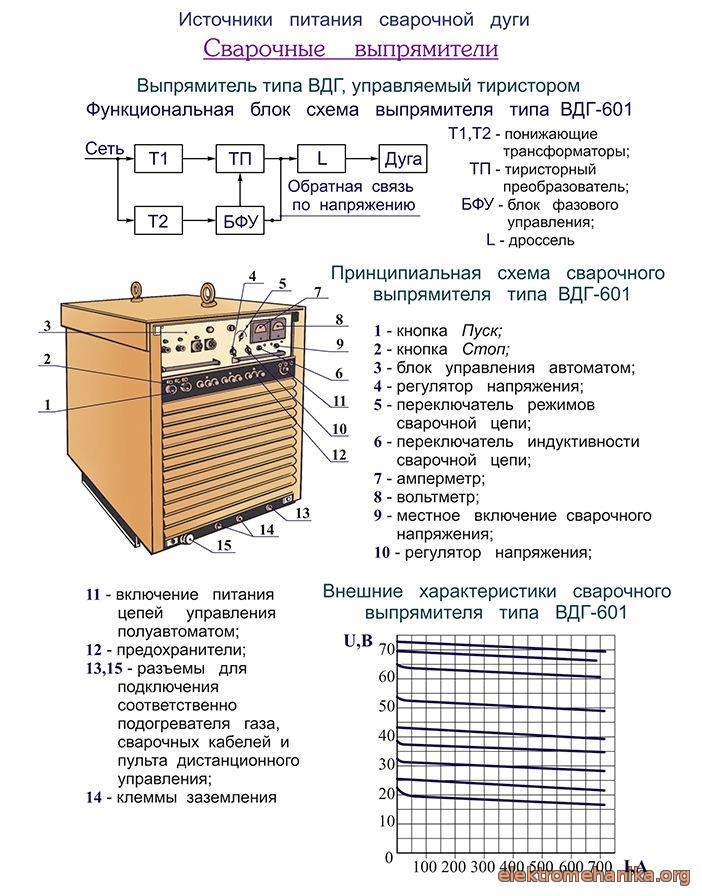
Основное свойство для классификации сварочных выпрямителей – это различие по характеристикам выходного выпрямленного напряжения от сварочного тока. В зависимости от этой характеристики (пологопадающая, крутопадающая или универсальная) определяется применяемость выпрямителя к той или другой сварочной технологии.
Крутопадающая характеристика – для ручной дуговой сварки штучными покрытыми электродами, аргонодуговой сваркой с вольфрамовыми электродами, механизированной сваркой под флюсом на аппаратах с регулированием подачи электродной проволоки в зависимости от напряжения дуги.
Выпрямители с пологопадающей характеристикой – применяются при механизированной сварке с плавящимся электродом в среде защитных газов или под флюсом, при постоянной скорости подачи проволоки, не зависящей от напряжения дуги. Эти характеристики производитель получает с помощью регулировки трансформатора, регулированием индуктивного сопротивления дросселя или с помощью полупроводниковых приборов
Прежде всего важно знать для каких работ годится сварочный выпрямитель и его параметры
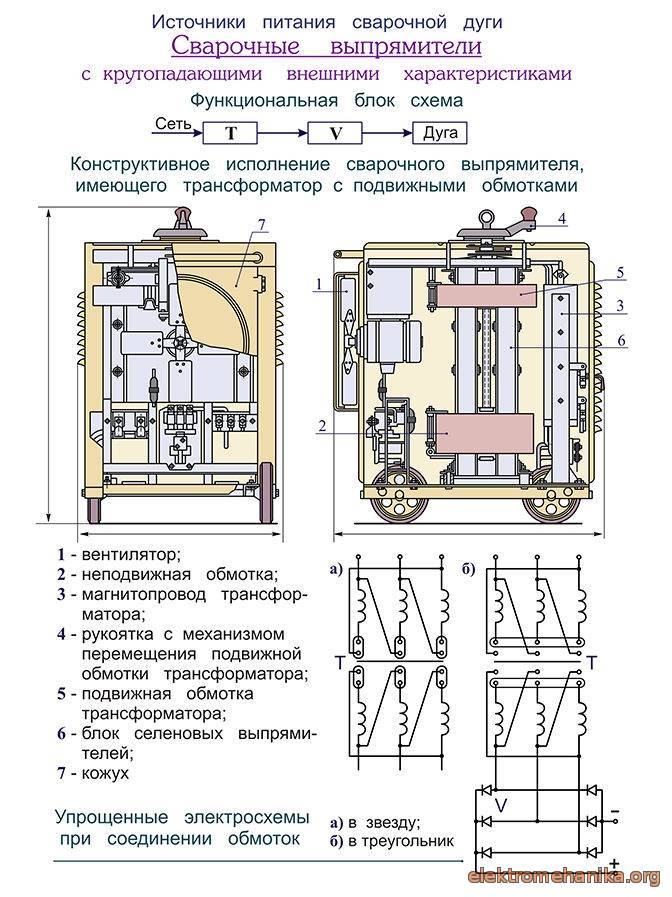
- Трансформаторные. Внутри силового трансформатора расположены подвижные катушки. Первичная регулировка производится переключением обмоток со схемы «звезда» на «треугольник». Более тонкая регулировка происходит за счет изменения расстояния между обмотками.
- Транзисторные. Полупроводник работает по принципу ключа. Транзистор настроен на определенную по величине силу тока. При этом регулировка сильного тока происходит за счет более слабого. Такой способ регулирования расширяет диапазон применяемых сварочных токов.
- С регулировкой дросселя насыщения. Обычно дроссель (индуктивное сопротивление) находится между трансформатором и выпрямительным блоком. Силовой трансформатор выдает постоянное напряжение. Использование индуктивного сопротивления позволяет изменять параметры и выпрямитель уже будет работать на падающей вольтамперной характеристике.
- Тиристорные. Здесь управление напряжением и силой тока осуществляется с помощью электронной схемы. В схеме есть подстроечный элемент, через который производится настройка напряжения и силы тока подводимых к электроду в месте сварки.
- Инверторные сварочные выпрямители. Производят регулировку сварочного тока по совсем другому принципу. Электронные приборы способны автономно осуществлять регулирование сварочного тока высокой частоты и уйти от повышения тока за счет снижения напряжения.
Выпрямитель инверторный Линкор ВД-201И. Фото Сварочные Технологии
Сварочные выпрямители подразделяются на бытовые, с мощностью не превышающей 200 А, полупрофессиональные (мощность – до 300 А) и профессиональные (свыше 300 А). Модели отличаются между собой по мощности, габаритам и количеству поглощаемой энергии.
Сварочный инверторный выпрямитель Foxweld ВД-306И, максимальный ток – 315 А. Фото ВсеИнструменты.ру
Основные технические данные выпрямителей: напряжение питающей сети и холостого хода, максимальная мощность работы, потребляемая мощность, тип сварочного тока, диаметр электродов, вес и габариты . Различные виды выпрямителей предназначены для разных работ – так, например, ВД2-313 используется для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 – универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Различные виды выпрямителей предназначены для разных работ — так, например, ВД2-313 предназначен для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 — универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Основная классификация
Для соединения металлов разработано множество видов оборудования, которое отличается не только конструкцией, но и методом сварки. Сварочные аппараты могут быть следующих типов.
- Трансформаторы. С помощью данного типа агрегата переменное напряжение сети преобразуется в переменное, но с характеристиками, подходящими для сварки.
- Выпрямители. Агрегаты являются преобразователями переменного тока в постоянный, благодаря чему сварочная дуга становится более устойчивой, а сварочный шов – более качественным.
- Инверторы. Сварочный инвертор преобразует переменный ток в постоянный, после чего постоянный преобразуется в переменный высокочастотный, а на выходе снова выпрямляется, поскольку сварочная дуга на постоянном токе, как уже говорилось, более устойчива.
- Полуавтоматы бывают как трансформаторные, так и инверторные. На агрегатах вместо электродов используется специальная проволока, а сварка происходит в среде защитных газов. Аппараты способны варить как в режиме непрерывного горения дуги, так и в импульсном режиме. Такой способностью обладает инверторно-импульсный агрегат.
- Сварочные генераторы. Это комбинация сварочного аппарата (трансформаторного или инверторного) с генератором. Последний может иметь бензиновый либо дизельный двигатель. Данные устройства используются в местах, где отсутствует электроснабжение.
На сварочных аппаратах можно увидеть следующую аббревиатуру, относящуюся к токам, с которыми они работают:
- AC (англ. alternating current) – данными буквами обозначается переменный ток;
- DC (англ. direct current) – маркировка постоянного тока.
Методы сварки обозначаются следующими аббревиатурами.
- ММА (Manual Metal Arc) переводится как “ручная электродуговая сварка” (РДС). Это традиционный и самый распространенный способ соединения металлических изделий. В качестве присадки с аппаратами используются штучные электроды, имеющие защитное покрытие (обмазку).
- MAG (Metal Active Gas) – способ сварки, при котором происходит обдув дуги активным газом (обычно используется углекислота СО2). Данный способ применяется на полуавтоматах, использующих в качестве присадки электродную проволоку.
- MIG (Metal Inert Gas). При данном способе сварки используются инертные газы, такие как аргон, гелий и др. Метод MIG также используется на полуавтоматических сварочниках для соединения цветных металлов и нержавеющей стали. Для сварки используется проволока из различных металлов.
- TIG (Tungsten Inert Gas). В переводе с английского слово “Tungsten” означает “вольфрам”. Сварка происходит неплавящимся электродом в среде инертного газа. Возникновение дуги происходит между металлом и электродом из вольфрама. Присадка, в качестве которой используют металлический прут, подается непосредственно в место сварки, активно обдуваемое защитным газом.
- PAW (Plasma Arc Welding) – это плазменная сварка. Выполняется с помощью направленного потока ионизированной плазмы.
На фото ниже ПН аппарата равняется 60%. Это значит, что через каждые 6 минут работы устройства ему нужно давать на отдых 4 минуты.
Но, как показывается практика, именно такой режим работы по умолчанию и получается у любого сварщика из-за технологических остановок (замена электрода или свариваемых деталей, перемещение в пределах рабочего места и т.д.).





