

Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
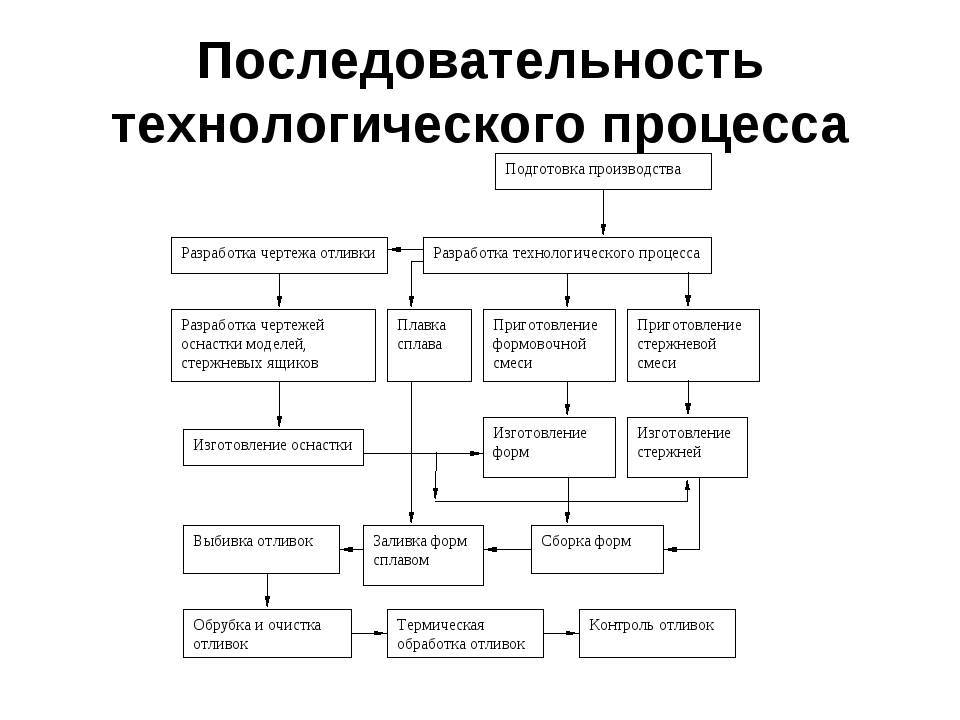
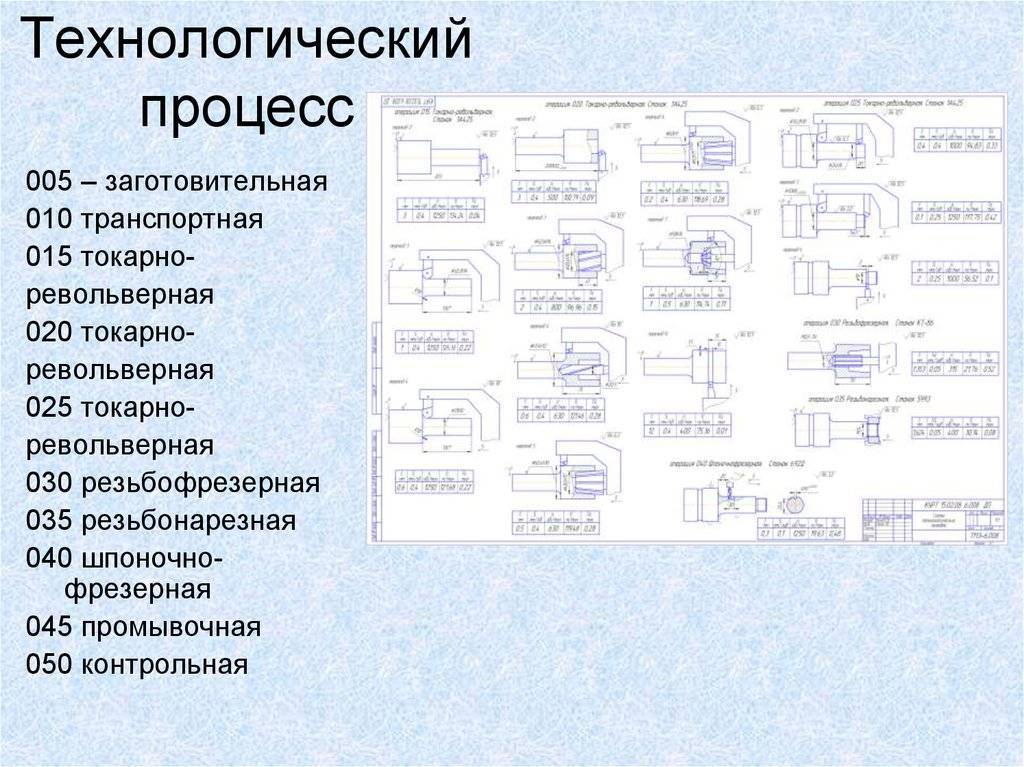
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Принципы организации производственного процесса
Процесс организации предполагает упорядочение, приведение в строгую систему любого объекта. Организация производственного процесса характеризуется упорядочением элементов, его составляющих, т.е. факторов производства в основном, вспомогательном и обслуживающем производствах в пространстве и во времени. Упорядочение элементов должно проводиться с соблюдением присущих ему принципов.
Организация производственного процесса в условиях рынка базируется на следующих принципах:
- специализации и кооперировании;
- пропорциональности;
- непрерывности и параллельности;
- прямоточности;
- повторяемости;
- гибкости;
- комплексности и системности.
Специализация и кооперирование — это сосредоточение в подразделениях предприятия однородных видов работ в результате единичного разделения труда и установление взаимных связей между ними для достижения поставленных целей. Уровень специализации и кооперирования основных процессов зависит от размера предприятия, массовости производства. Повышение специализации и кооперирования вспомогательных и обслуживающих процессов ведет к обособлению их в отдельных фирмах.
Пропорциональность предполагает одинаковую пропускную способность подразделений, цехов, участков, рабочих мест при реализации технологического процесса по выпуску определенной продукции. Абсолютное соблюдение принципа пропорциональности возможно при отлаженном стабильном массовом производстве.
Частое изменение структуры товарного портфеля нарушает абсолютную пропорциональность. Основной задачей при этом является недопущение постоянной перегрузки одних подразделений при хронической недогрузке других.
Непрерывность — это отсутствие остановок в протекании производственного процесса. Обеспечение непрерывности — основной фактор сокращения продолжительности производственного цикла и, как результат, — ускорения оборачиваемости оборотных средств.
Сокращение продолжительности производственного цикла обеспечивается за счет совмещения операций технологического процесса во времени, т.е. параллельного их осуществления.
Соблюдение принципа прямоточности позволяет обеспечить минимальный путь при прохождении предметов труда от запуска их в производство до выпуска готовой продукции. Принцип прямоточности соблюдается при оптимальном построении производственной структуры предприятия.
Повторяемость предполагает тождественность технологических операций при производстве одинаковой продукции при ее массовом или серийном производстве.
Гибкость — один из важнейших принципов организации производственного процесса в рыночной экономике. Его соблюдение позволяет быстро реагировать на изменения рыночного спроса. Гибкость означает способность быстро переналаживать оборудование, корректировать действия информационной системы. Обеспечению гибкости производственного процесса способствует использование гибких автоматизированных производств.
Комплексность и системность означают обеспечение тесного взаимодействия всех элементов производственного процесса, отслеживание результатов прохождения операций технологического процесса с корректировкой их по ходу выявления отклонений.
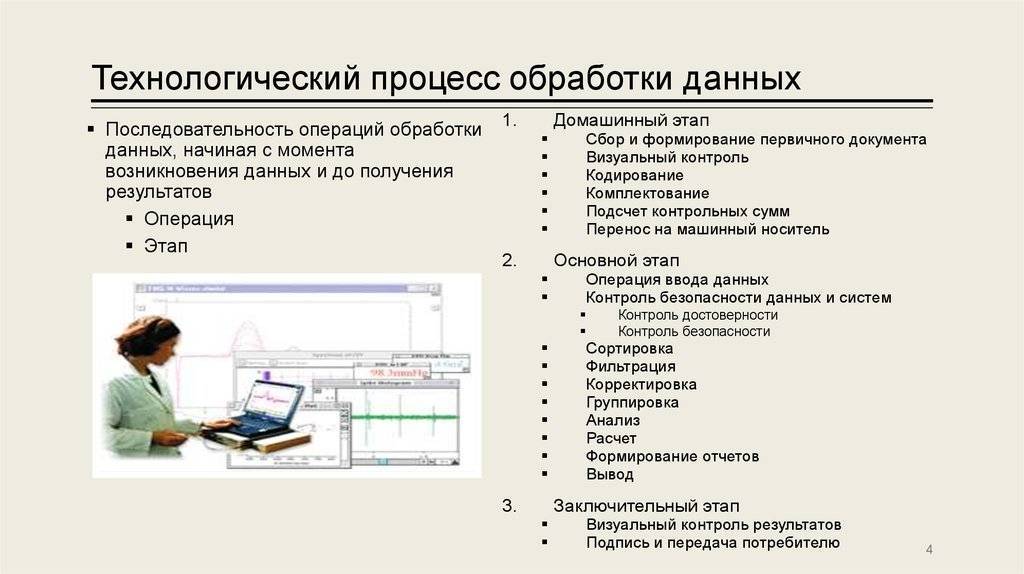
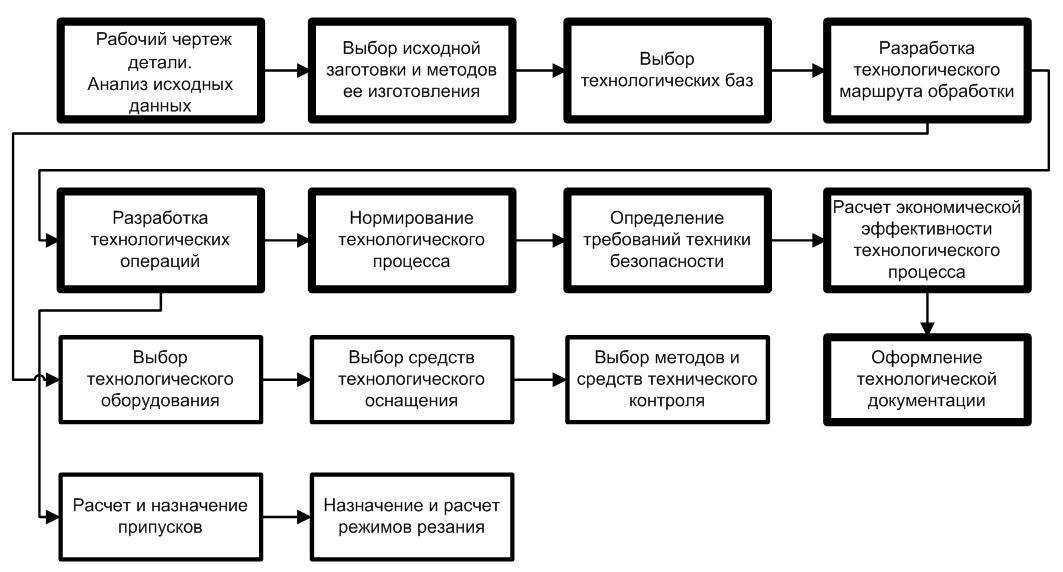
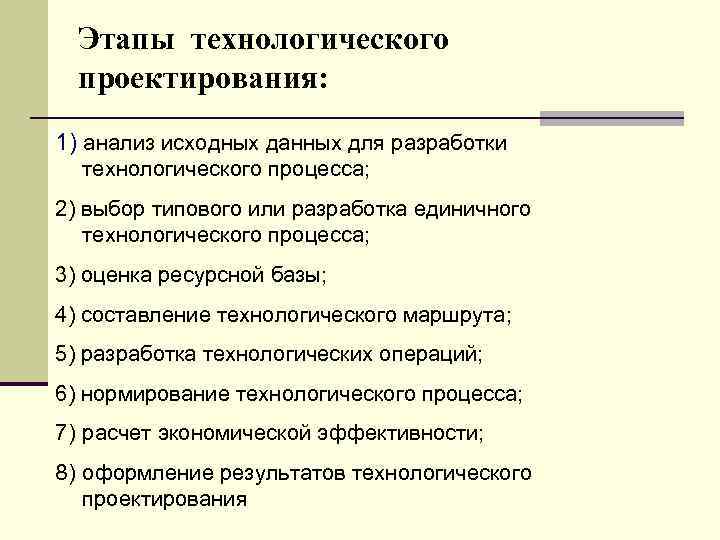
Этапы ТП
В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как:
- Сбор, обработка и изучение исходных данных.
- Определение основных технологических решений.
- Подготовка технико-экономического обоснования (или обоснования целесообразности).
- Документирование техпроцесса.

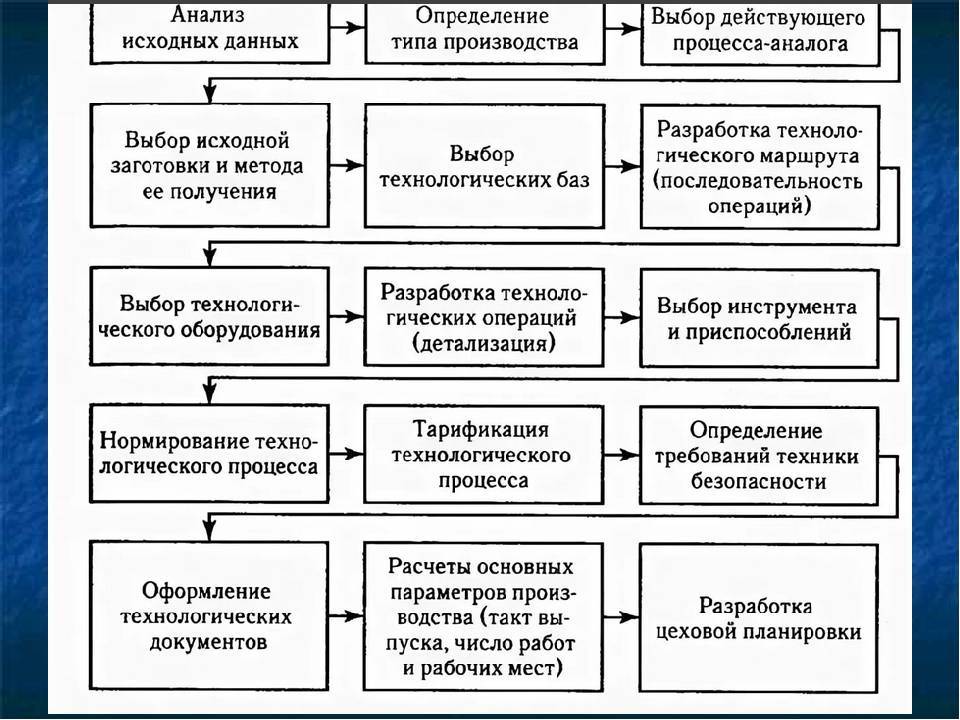
Этапы технологического процесса
Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный.
Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.
Виды техпроцессов [ править | править код ]
В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие «виды техпроцессов»:
- Единичный технологический процесс (ЕТП) — технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
- Типовой технологический процесс (ТТП) — технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
- Групповой технологический процесс (ГТП) — технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками .
В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
- Маршрутная карта — описание маршрутов движения по цеху изготовляемой детали.
- Операционная карта — перечень переходов, установок и применяемых инструментов.
- Технологическая карта — документ, в котором описан: процесс обработки деталей, материалов, конструкторская документация, технологическая оснастка.
Технологические процессы делят на «типовые» и «перспективные».
- «Типовой» техпроцесс имеет единство содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструкторскими принципами.
- «Перспективный» техпроцесс предполагает опережение (или соответствие) прогрессивному мировому уровню развития технологии производства.
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов”.
- «Маршрутный технологический процесс» оформляется маршрутной картой, где устанавливается перечень и последовательность технологических операций, тип оборудования, на котором эти операции будут выполняться; применяемая оснастка; укрупненная норма времени без указания переходов и режимов обработки.
- «Операционный технологический процесс» детализирует технологию обработки и сборки до переходов и режимов обработки. Здесь оформляются операционные карты технологических процессов.
Этапы ТП
В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как:
- Сбор, обработка и изучение исходных данных.
- Определение основных технологических решений.
- Подготовка технико-экономического обоснования (или обоснования целесообразности).
- Документирование техпроцесса.

Этапы технологического процесса
Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный.





Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.
Определение и характеристика
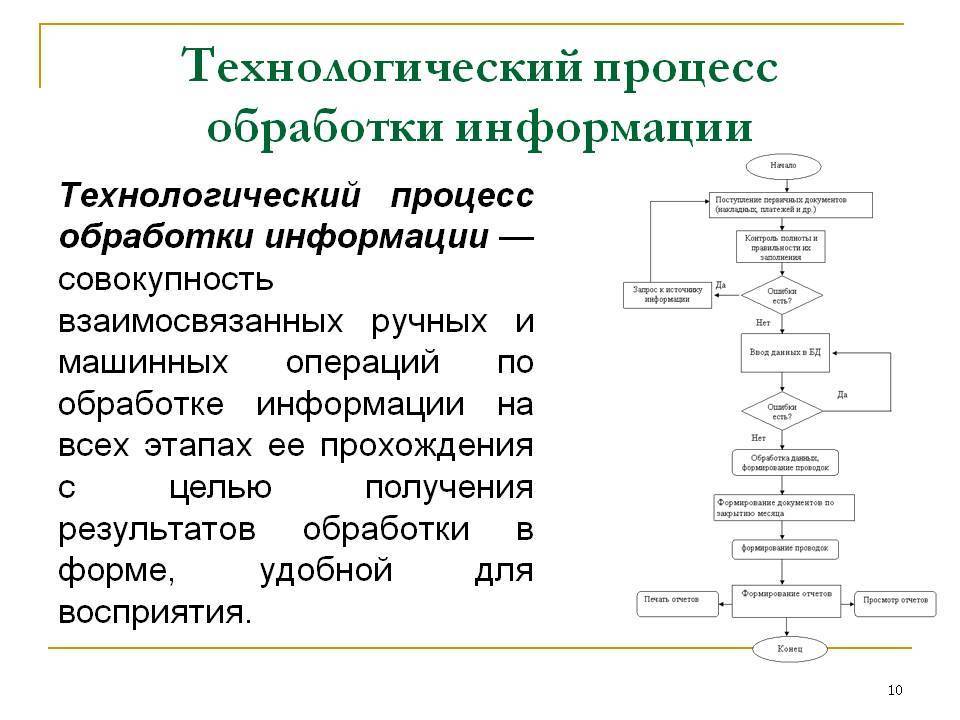
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
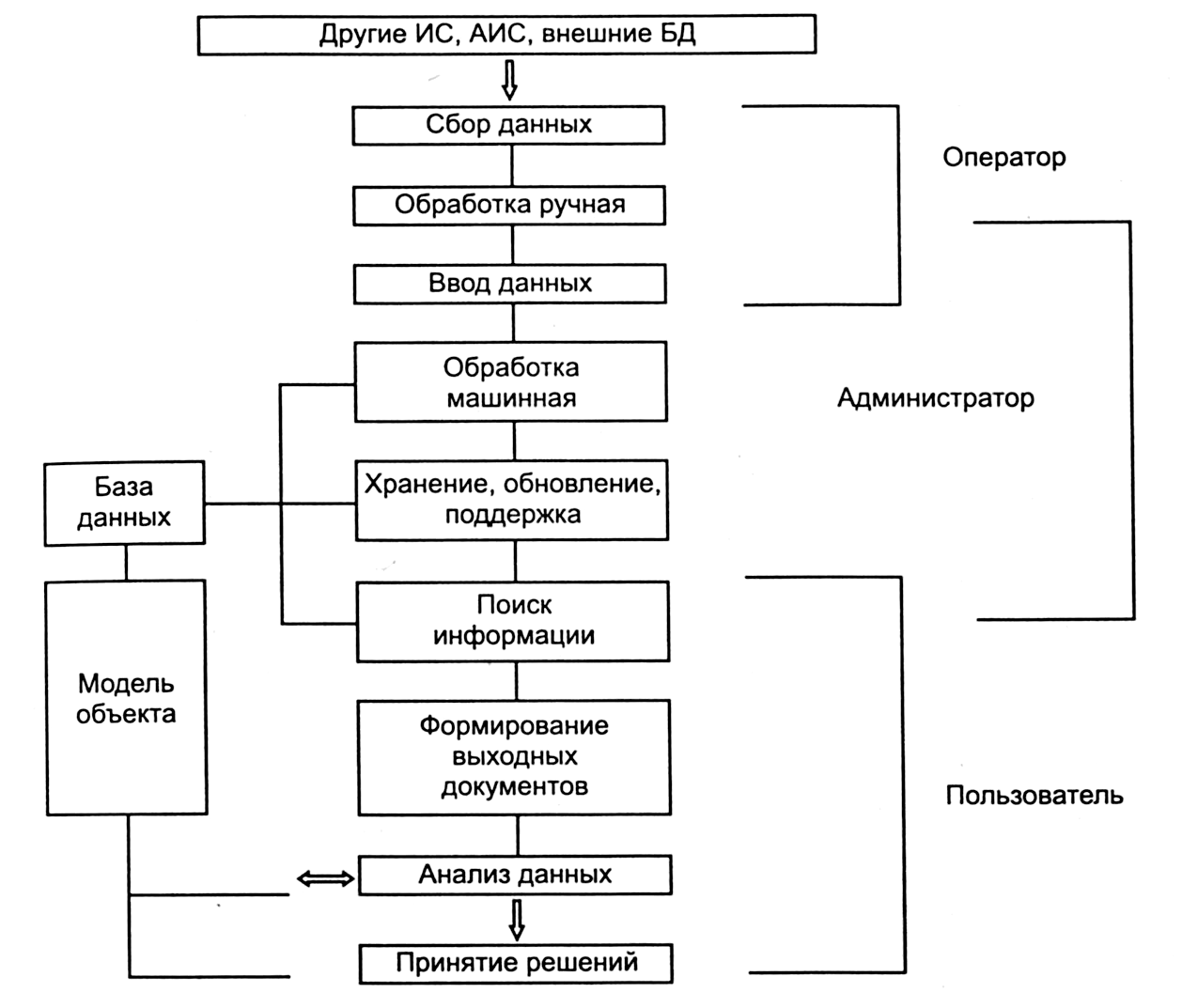
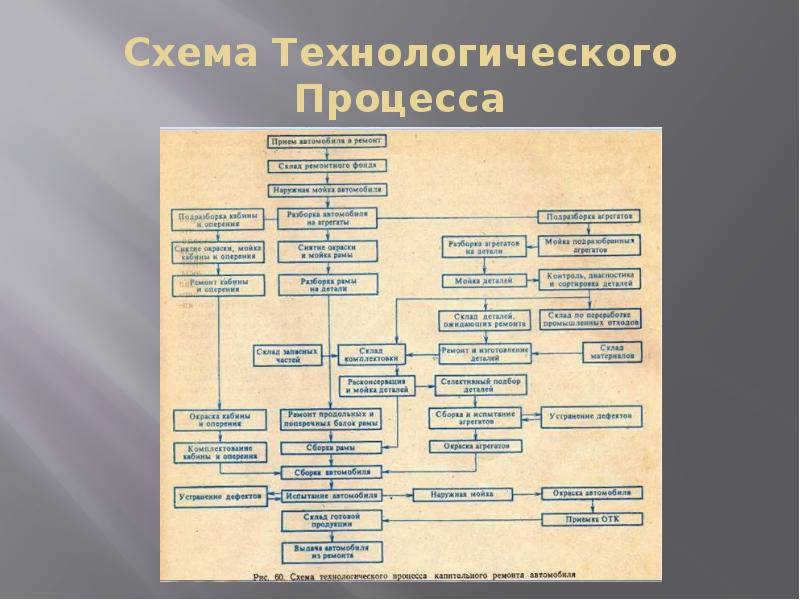
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы
При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
Технологическая карта
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.
Производственная программа
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий.
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними — способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние.
В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
За долгое время были выработаны основные принципы построения технологических процессов.
Общие понятия
- Технологический процесс — это часть производственного процесса, содержащая действия по изменению состояния предмета труда. К предметам труда относятся заготовки и изделия.
- Технологическая операция — это законченная часть технологического процесса, выполняемая на одном рабочем месте.
По степени подробности описания технологического процесса употребляется:
- Маршрутное описание технологического процесса (маршрутный техпроцесс) — это сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
- Операционное описание технологического процесса — это полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов, с выполнением иногда необходимых эскизов.
- Маршрутно-операционное описание технологического процесса — это сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах.
По организации производства технологические процессы и операции подразделяются на:
Единичный технологический процесс — это процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства, т. е. персональный техпроцесс на конкретный сварной узел.
Типовой технологический процесс — это процесс изготовления группы изделий с общими конструктивными и технологическими признаками. Например, технологический процесс изготовления гаек, болтов, пайка, сварка или зачистка группы однотипных деталей.
Групповой технологический процесс — это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками, например трубопроводы гидросистем для экскаватора, разные по конфигурации, расположению гибов, разной длины, но у всех них на концах привариваются ниппели шаровые, и т. д.
Типовая технологическая операция — это операция, характеризуемая единством содержания и последовательности технологических переходов для группы изделий с общими конструктивными и технологическими признаками.
Групповая технологическая операция — это операция совместного изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Раскрой металла — это разделение металла на отдельные заготовки, иногда разные по форме, размерам, но одинаковой толщины — по комплектности на одну единицу изделия, на машинокомплект.
Технологический переход — это законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Технологический режим — это совокупность значений параметров технологического процесса в определенном интервале времени работы. К параметрам режима сварки относится сила тока, диаметр электрода, скорость сварки, напряжение на дуге и т. д.





Техническое нормирование, технологическая норма — это установление технически обоснованных норм расхода производственных ресурсов, например, расход сварочных и основных (на изделие) материалов, электроэнергии, вспомогательных материалов и т. п.
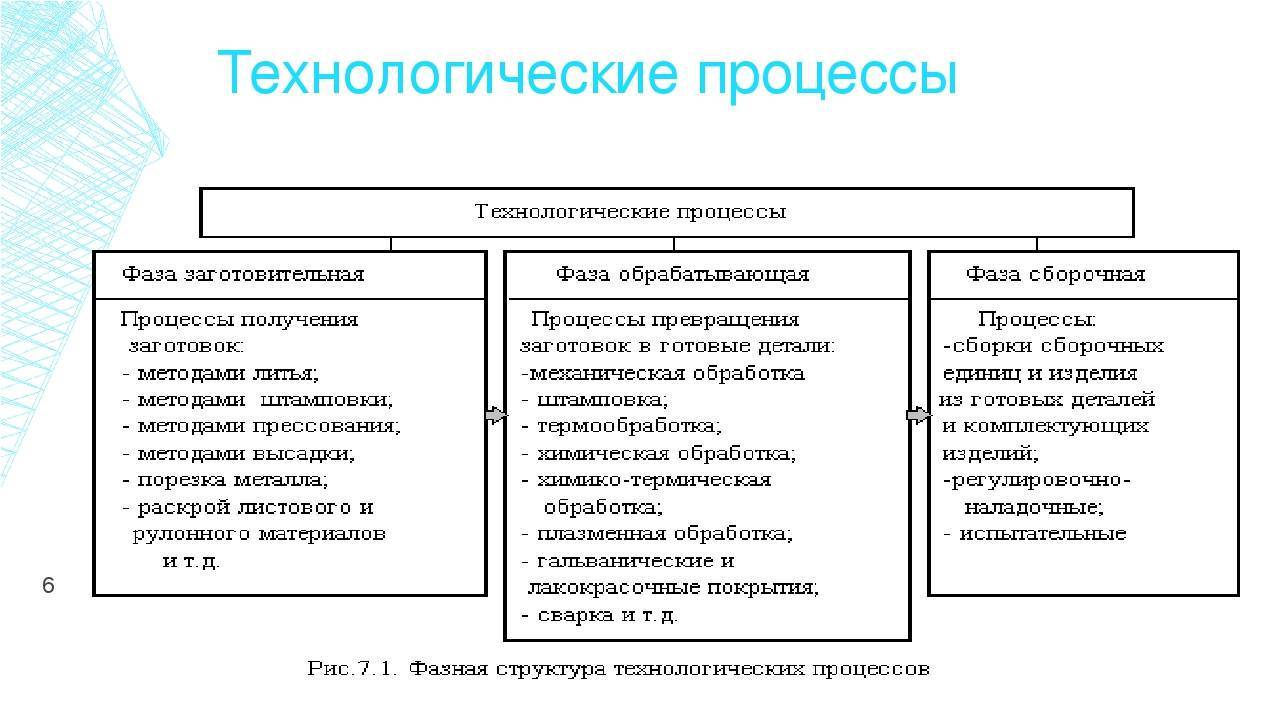
Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами.
На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия. Эти варианты сравниваются по ключевым показателям, насколько полно они удовлетворяют:
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
При серийном же выпуске процесс производства разбивается на выпуск повторяющихся партий изделий. Технологический процесс оптимизируют с учетом существующего на предприятии оборудования, станком и обрабатывающих центров. Оборудование при этом снабжают специально разработанной оснасткой и приспособлениями, позволяющими сократить непроизводительные потери времени хотя бы на несколько секунд. В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Определения [ править | править код ]
«Технологическим переходом» называют законченную часть технологической операции, выполняемую с одними и теми же средствами технологического оснащения.
«Вспомогательным переходом» называют законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода.
Для осуществления техпроцесса необходимо применение совокупности орудий производства — технологического оборудования, называемых «средствами технологического оснащения».
«Установ» — часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы . При каждом повторном снятии заготовки и последующем ее закреплении на станке или же при повороте заготовки на какой-либо угол для обработки новой поверхности имеет место новый установ.
Средства выполнения технологических процессов
Технологический процесс существует сначала в головах технологов, далее он фиксируется на бумаге, а на современных предприятиях — в базе данных программ, обеспечивающих процесс управления жизненным циклом изделия (PLM). Переход на автоматизированные средства хранения, написания, тиражирования и проверки актуальности технологических процессов- это не вопрос времени, в вопрос выживания предприятия в конкурентной борьбе. При этом предприятиям приходится преодолевать сильное сопротивление высококвалифицированных технологов строй школы, привыкших за долгие годы писать техпроцессы от руки, а потом отдавать их на перепечатку.

Программа управления технологическим процессом
Современные программные средства позволяют автоматически проверять упомянутые в техпроцессе инструмент, материалы и оснастку на применимость и актуальность, повторно использовать ранее написанные техпроцессы целиком или частично. Они повышают производительность труда технолога и существенно снижают риск человеческой ошибки при написании техпроцесса.
Технологическое оборудование предназначено для установки, закрепления, ориентации в пространстве и подачи в зону обработки сырья, заготовок, деталей, узлов и сборок.
В зависимости от отрасли производства сюда входят станки, обрабатывающие центры, реакторы, плавильные печи, кузнечные прессы, установки и целые комплексы.
Оборудование обладает длительным сроком использования и может изменять свои функции в зависимости от использования той или иной технологической оснастки.
Технологическая оснастка включает в себя инструмент, литейные формы, штампы, приспособления для установки и снятия детали, для облегчения доступа рабочих к зоне выполнения операций. Оснастка дополняет основное оборудование, расширяя его функциональность. Она имеет более короткий срок использования и иногда специально изготавливается для конкретной партии изделий или даже для одного уникального изделия. При разработке технологии следует шире применять универсальную оснастку, применимую для нескольких типоразмеров изделия
Особенно это важно на дискретных производствах, где стоимость оснастки не распределяется на всю серию, а целиком ложится на себестоимость одного изделия
Инструмент предназначен для оказания непосредственного физического воздействия на материал заготовки с целью доведения ее формы размеров, физических, химических и других параметров до заданных в технических условиях.
Технолог при выборе инструмента должен принимать во внимание не только цену его покупки, но и ресурс и универсальность. Часто бывает, что более дорогой инструмент позволяет без его замены выпустить в несколько раз больше продукции, чем дешевый аналог. Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости
С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия
Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости. С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
ОБЩИЕ ПОНЯТИЯ
1. Технологический процесс
Е. Manufacturing process
Часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда.
Примечания:
1. Технологический процесс может быть отнесен к изделию, его составной части или к методам обработки, формообразования и сборки.







2. К предметам труда относятся заготовки и изделия.
2. Технологическая операция
D. Operation; Arbeitsgang
Законченная часть технологического процесса, выполняемая на одном рабочем месте
3. Технологический метод
Совокупность правил, определяющих последовательность и содержание действий при выполнении формообразования, обработки или сборки, перемещения, включая технический контроль, испытания в технологическом процессе изготовления или ремонта, установленных безотносительно к наименованию, типоразмеру или исполнению изделия
4. Технологическая база
D. Technologische Basis
Поверхность, сочетание поверхностей, ось или точка, используемые для определения положения предмета труда в процессе изготовления.
Примечание. Поверхность, сочетание поверхностей, ось или точка принадлежат предмету труда.
5. Обрабатываемая поверхность
Поверхность, подлежащая воздействию в процессе обработки.
6. Технологический документ
D. Technologisches Dokument
Графический или текстовый документ, который отдельно или в совокупности с другими документами определяет технологический процесс или операцию изготовления изделия
7. Оформление технологического документа
Комплекс процедур, необходимых для подготовки и утверждения технологического документа в соответствии с порядком, установленным на предприятии.
Примечание. К подготовке документа относится его подписание, согласование и т.д.





