

Травление насадки
Кажется для этих целей нужна соляная (HCl) или азотная (HNO3) кислота.Поискал в чип и дипе, в основном кислоты продаются под названием “Кислота паяльная”
Что-нибудь от туда можно купить для травления насадки.
Если медленное травление нужно используем соляную кислоту 10% или 20-30% серную, если очень быстрое смесь соляной(3ч) и азотной(1ч).Отдельно азотная кислота (концентрированная) используется для “осветления” нержавейки т.е. снимает микрослой оксидной пленки и нержавейку как в холодном так и в горячем состоянии не травит.
Смесь соляной(3ч) и азотной(1ч) травит все и очень очень быстро.
Посл. ред. 30 Янв. 09, 18:28 от Flyer
Одна столовая ложка на 0,5 воды нормально будет?Не прожжет насадку?
Хотя можно сначала поэкспериментировать на неольшом количестве.
Чё то ты неправду говоришь, барин. В горячем растворе хлорного железа, травится ну просто замечательно. ну может не так быстро как в кислотах, но куда нам собственно спешить?А если в хлорное железо добавить немного соляной кислоты, то оно даже ржавчиной загаживаться не будет. Я насыпал насадку в 10 литровую бытыль, заливал туда х.железо, бутыль на ночь оставлял в ведро с горячей водой.
А на счёт химожогов
ну так кислоты вещи опасная, с ними надо очень осторожно обращаться. а при осторожном обращении (+резиновые перчатки, +очки) никаких проблем нету. Посл
ред. 04 Марта 09, 16:41 от Kotische
Посл. ред. 04 Марта 09, 16:41 от Kotische
Действительно, Котище, я в чуть теплом хлорном железе травил. Травил и думал – а какого хрена в детстве платы я грел на печке при травлении.
А вот кислоту выливал в 70 градусов воду, за 2 часа раствор стал черный, насадка матово серая, графитового цвета примерно.
Так что ты прав, скорее, нежели я. Но, слава богу, 12 литров проволочек уже позади, вечером, быть может, первую колонну забью насадкой. или завтра.
А если доведется еще разок такую операцию повторять – попробую в хлорном, но горячем железе.
Тут может другая засада получится, при травлении в царской водке и в хлорном железе, может получатся разная структура поверхности, не зря же рекумендуют именно в царской водке травить. Было бы очень интересно узнать как меняется удерживающая способность хорошо протравленной насадки в зависимости от природы травящего раствора. Сможешь померить удерживающую способность насадки, если будет возможность?
А то я тут сильно огорчаюсь, что не имею возможности свободно достать кислоты для царской водки.
Посл. ред. 04 Марта 09, 22:54 от Kotische
Берёшь мерный стакан, например 500мл. Взвешиваешь стакан на весах, думаю точности 1гр достаточно.Насыпаешь в мерный стакан абсолютно сухую (нужно её продуть воздухом при температуре больше 100*С или пожарить тонким слоем на сковороде) насадку. Взвешиваешь стакан с насадкой на весах. Разница веса = вес чистой насадки.Заливаешь воду в стакан, чтоб насадка хорошенько смочилась.Окуратно сливаешь воду (при этом не нужно трясти стакан, что само стекло то и хорошо), как перестало капать взвешиваешь стакан с насадкой. Разница веса = вес удержанной воды. Делим на вес (объем) сухой насадки, получаем оценку удерживающей способности.В теории, чем больше воды удерживает насадка в единице объема тем лучше.
Я описывал, что у меня получилось здесь,у меня получилось, что насадка объемом 880 мл удерживает примерно 66 грамм воды, т.е. оценка удерживающей способности 75 гр/л.
Единственно, для получения корректных результатов сравнения, нужно сравнивать насадку из одной и той же партии, иначе например разная тольшина проволоки из которой навита насадка или другой шаг навивки спиралей может дать существенное искажение результата сравнения эффективности травящих растворов.
Фотоотчет о эксперименте прилагаюИтак, взял 1000мл насадки, высушил, оттарировал тару в ноль.Насыпал обратно – получилось ровно 700 грамм насадки на 1000мл (забыл сфотать).Взял другую емкость, налил 1000мл воды. Вылил в насадку до заполнения по срезу. Воды осталось 55мл, следовательно, в насадку влезло ее 945мл.Вылил досузха (пока капать не перестало из емкости, закрытой марлей.Перевернул, поставил на весы. Весит 759гр. Следовательно, удерживает 59гр воды.
Полировка
Многие выбирают нержавейку не только из-за ее свойств, но и из-за внешнего вида. Ведь она имеет характерный металлический блеск, который с годами не исчезает даже без регулярного ухода.
Но после сварки в местах скрепления появляются мутные заметные швы, а блеск — исчезает. Чтобы вернуть его, и тем самым еще больше укрепить материал, выровняв его поверхность, используется полировка. Она может быть:
- ручной;
- машинной;
- ультразвуковой.
Чтобы отполировать шов на нержавейке после сварки в домашних условиях, потребуется провести несколько обработок. Сначала шов зачищают диском с вулканитом, его можно надеть прямо на дрель. Это мягкий материал, похожий на резину, поэтому он не оставит царапин, но сможет повлиять на соединение и запилить его до наиболее ровного состояния.
После на обработанную поверхность наносится паста для полировки. Чтобы она правильно распределилась, шов нужно обработать другим кругом, войлочным, который тоже надевается на дрель. Делайте продольные движения по всему шву, чтобы паста распределилась равномерно. Размер круга подбирается в зависимости от величины и вида изделия, так как без маленьких кругов углы не обработать.
Полировочная обработка швов ведется до того момента, пока нержавейке после сварки не вернется ее зеркальный вид, а матовые пятна не исчезнут.
Другие способы обработки изделий из нержавейки
Изделия, изготовленные из нержавеющих сталей, часто подвергают хромированию, что позволяет:
- придать им привлекательный внешний вид;
- повысить устойчивость к механическим воздействиям (трение, удары и др.);
- значительно увеличить их коррозионную устойчивость.
Между тем качественно выполнить операцию хромирования можно только в производственных условиях, так как для ее осуществления необходимы не только особые расходные материалы и специальное оборудование, но и наличие соответствующих знаний и навыков.
На фото показаны сварные швы нержавейки после обработки 85 % ортофосфорной кислотой – результат травления выглядит не хуже механической полировки
В домашних условиях можно выполнить другую операцию, позволяющую придать поверхности изделия из нержавейки привлекательный внешний вид, – воронение. Такая обработка может выполняться по одной из следующих методик:
- кислотное воздействие;
- использование щелочей;
- применение теплового воздействия.
Конечно, наиболее простым и доступным методом отделочной обработки стальных изделий является их покраска, которая также может выполняться с использованием различных технологий и расходных материалов.
Avesta Finishing Chemicals — обработка и травление нержавеющей стали
#1 Raden
https://www.avestawelding.ru, готова предложить вам следующие материалы:








Avesta Finishing Chemicals — линейка продуктов для очистки, травления и пассивации нержавеющей стали, а также обработки сварных швов после сварки.
Травильные средства содержат гидрофтористую кислоту, азотную кислоту и серную кислоту.
Травильные средства применяются для очистки поверхности от грязи, налета, следов сварки, делают поверхность чистой и светлой, а также гарантируют что шов после сварки не заржавеет.
Почему швы нержавеющей стали могут заржаветь? Во время сварки хром активно выгорает, таким образом, на поверхности металла повышается концентрация железа, что и приводит к ржавчине.
Как работает травильная паста? Содержащиеся в травильных пастах и спреях кислоты, «съедают» железо находящееся на поверхности шва, тем самым восстанавливая концентрацию хрома способную сопротивляться коррозии.
Что такое пассивация? Пассивация это образование пленки оксида хрома на поверхности нержавеющей стали. Пассивация может осуществляться на воздухе, и протекает около 1 суток. Недостатком такой пассивации является ее неравномерность, ввиду внешних факторов, чистота, движение воздуха, в результате чего можно получить пятнистую поверхность. Решением данной проблемы может служить пассивация средством Аvesta FinishOne, которая образует равномерную защитную пленку по всей поверхности за 30-60 минут, без образования пятнистости.
Технология обработки: Нанести очиститель на 20-30 минут, смыть водой. Нанести травильную пасту на швы или спрей по всей поверхности изделия, на 20-60 минут, смыть водой. Нанести пассиватор на 30-60 минут, смыть водой.
- Наверх
- Вставить ник
#2 Raden
Способы обработки и травления нержавеющей стали после сварки. Виды коррозии и причины образования.
Нередко можно наблюдать, как на качественной нержавеющей стали образуется ржавчина. Это происходит в случаях, когда нержавеющая сталь работает в агрессивных средах, при повышенных температуре или влажности. Трубопроводы, емкости, ванны покрываются ржавчиной при работе со слабыми кислотами, щелочами, молочной продукцией, с водой как водопроводной, так и прошедшей тонкую очистку. Но даже в идеальных условиях, когда на первый взгляд поверхности ничего не угрожает, атмосфера вносит свое разрушающее, окслительное действие на поверхность, всегда имея в своем составе кислород и водяной пар, зарождая очаги ржавчины в местах с поврежденной защитной пленкой оксида хрома. Чтобы понять, что происходит, необходимо еще раз проанализировать основные сведения о нержавеющей стали и процессе коррозии. Нержавеющая сталь — легированная сталь, устойчивая к коррозии в атмосфере и агрессивных средах. Сопротивление нержавеющей стали к коррозии напрямую зависит от содержания хрома: при его содержании 13 % и выше сплавы являются нержавеющими в обычных условиях и в слабоагрессивных средах, более 17 % — коррозионностойкими в более агрессивных окислительных и других средах, в частности, в азотной кислоте крепостью до 50 %. Наиболее популярными марками применяемыми в производстве оборудования, оснастки, сварных конструкций яляются: 12Х18Н9Т,04X18H10, 14Х17Н2, 20Х13, где цифра после буквы «Х» обозначает процентное содержание хрома, а после «Н» — никеля. Причина коррозионной стойкости нержавеющей стали объясняется, главным образом, тем, что на поверхности хромсодержащей детали, контактирующей с агрессивной средой, образуется тонкая плёнка нерастворимых окислов, при этом большое значение имеет состояние поверхности материала, отсутствие внутренних напряжений и кристаллических дефектов. Технологические этапы производства изделий из нержавеющей стали неизбежно предполагают создание внутренних напряжений, механическую обработку и сварку стали, что впоследствии сказывается на ее коррозионной стойкости, и вызывает необходимость ее травления. Есть несколько основных процессов, приводящих к коррозии нержавеющей стали: · Однородная коррозия; · Межкристаллитная коррозия; · Гальваническая или обычная коррозия, включающая изъязвление и коррозию в трещинах; · Коррозия в трещинах от механического воздействия; · Коррозию, вызванную микробиологическими факторами (МИК).
Как развести хлорное железо
Хлорид железа (III) в виде раствора коричневого или красного цвета можно найти в торговой сети, приготовить в лаборатории или в домашних условиях. В последнем случае обязательно потребуется термостойкая неметаллическая посуда (стеклянная, пластиковая, керамическая). Воду для растворения соли можно взять из-под крана. Безопаснее — кипяченая или дистиллированная. Нагретую до 50–70 °C воду помещают в емкость, а затем малыми порциями насыпают вещество. Пропорции хлорного железа и воды — 1:3. Если готовить раствор из кристаллогидрата, то воды потребуется меньше, ведь она содержится в кристаллогидрате (40% от массы). Добавляют вещество в раствор понемногу, каждая порция — около 5–10 г. Сразу насыпать всю навеску не рекомендуется из-за бурного характера реакции гидратации. Нельзя использовать металлическую посуду (ложки, шпатели). Соль должна полностью раствориться в теплой воде, для чего кристаллы нужно хорошо перемешать с жидкостью. Ускоряет процесс добавление соляной кислоты (1/10 от массы кристаллов). После отстаивания в течение нескольких часов на дне может появиться осадок из-за присутствия в навеске и образования в ходе реакции гидроксида железа. Следует профильтровать готовый раствор темно-коричневого цвета и хранить в плотно закрытой пластиковой таре при умеренной температуре и отсутствии прямого солнечного освещения.
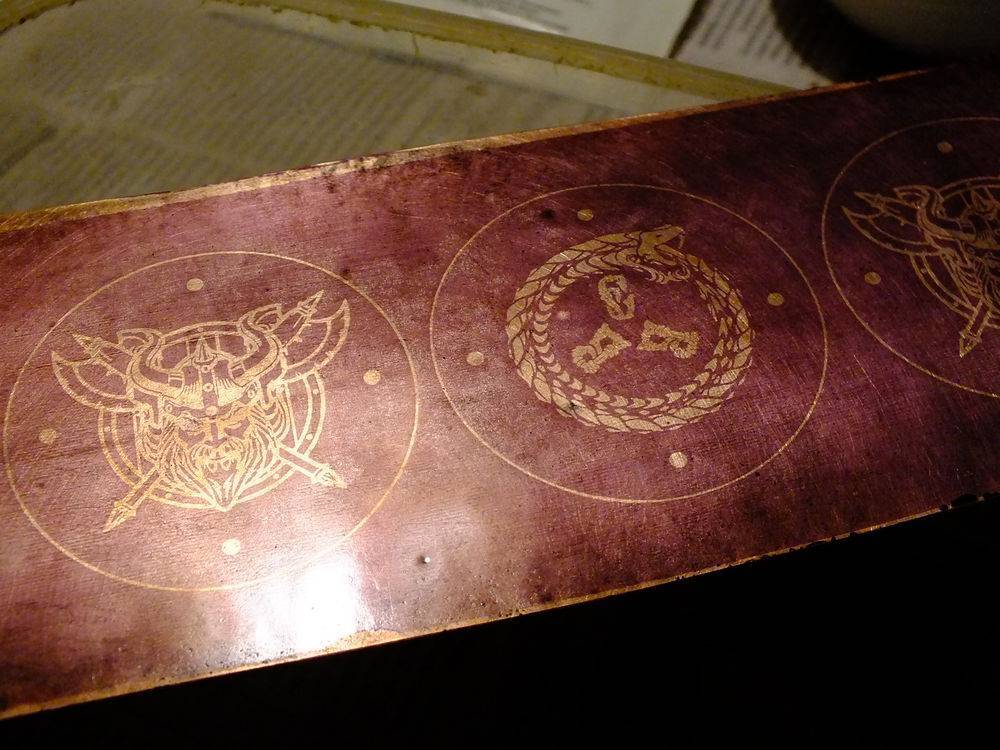
Травление металла в домашних условиях
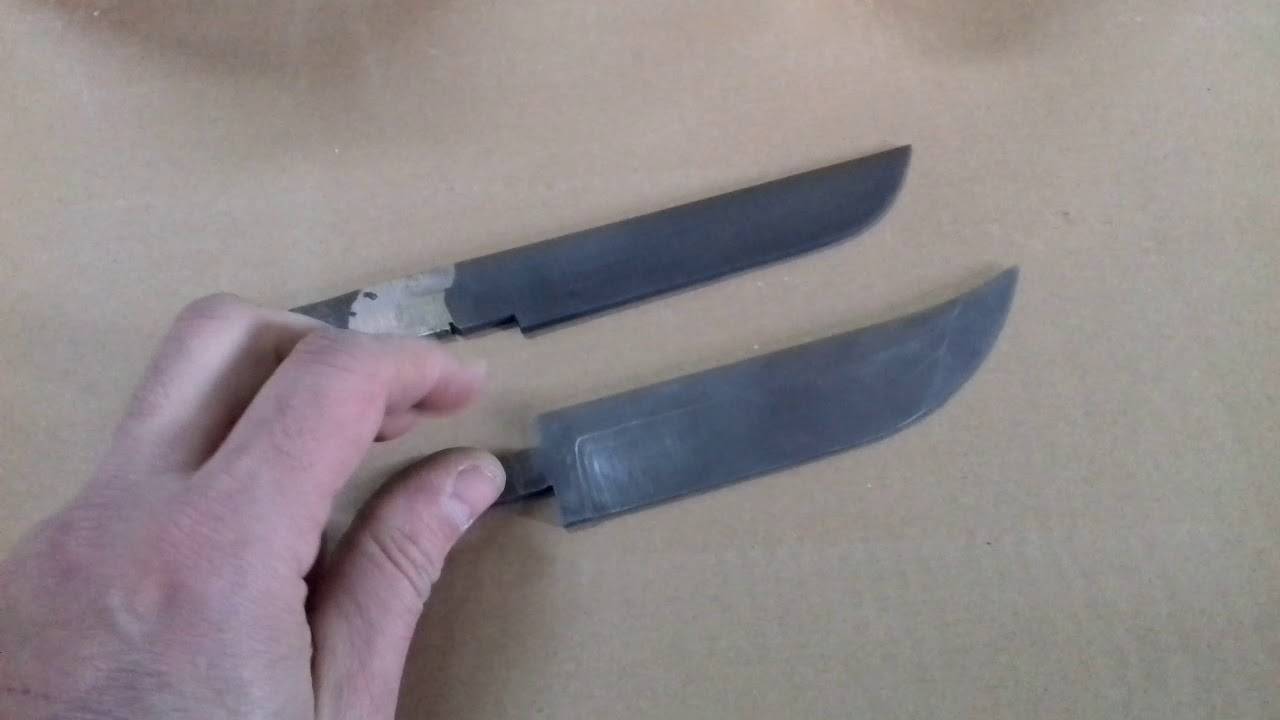
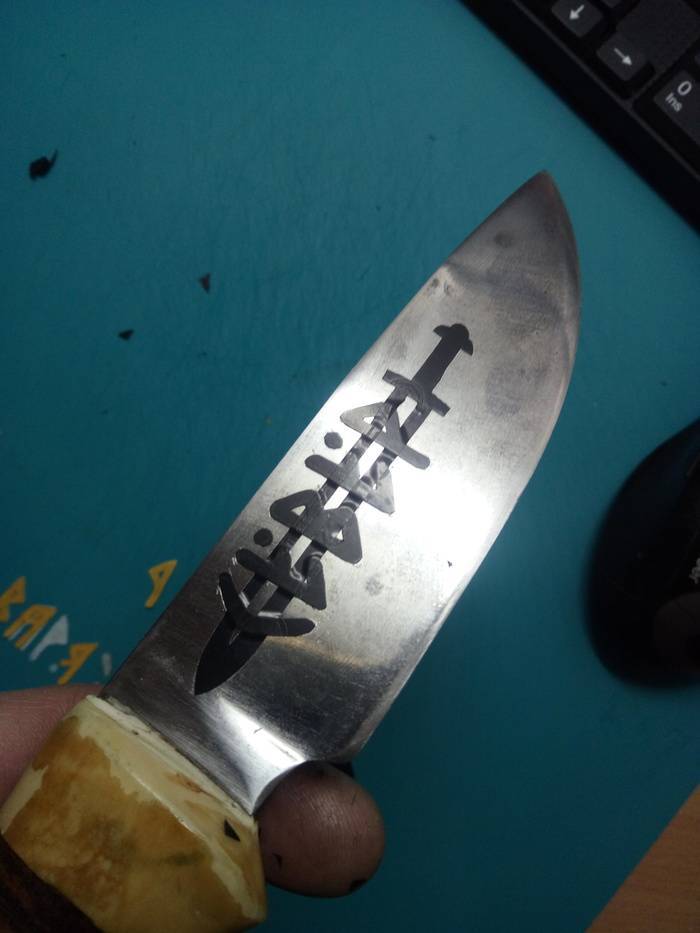
Решил поделиться с вами довольно простым способом травления металла в домашних условиях на примере клинка.Итак, нам понадобится:
- собственно, сама железяка (в моем случае, откованный клинок для ножа).
- Маркер или карандаш.
- лак для ногтей (можно порыться в сумочке жены или купить в супермаркете самый дешевый).
- растворитель.
- медный купорос (100-200 грамм).
- наждачная бумага (80, 400, 1200 грид).
Для начала берем клинок, хорошенько проходимся по нему наждачной бумагой и растворителем.
После этого, набросаем на него эскиз предполагаемого рисунка маркером.

Лаком для ногтей аккуратно закрашиваем свой эскиз.Если лак выступает за пределы эскиза – ничего страшного, все это можно легко протравить в дальнейших операциях.

Прошу обратить внимание: Лак образует плёнку, которая защищает металл от травления. Поверхность под лаком травиться не будет. Поверхность под лаком травиться не будет
Поверхность под лаком травиться не будет.
Кроме самого рисунка, стоит защитить торцы изделия, а в моем случае еще и РК клинка.
Даем лаку подсохнуть некоторое время, затем начинаем корректировать рисунок и исправлять косяки.Для корректировки можно использовать шило или обычную иголку. Убираем лишние ляпы и правим линии, чтобы они выглядели более плавными.
Теперь начинается химия процесса:Для травления нам нужен раствор медного купороса и соли.
Я использовал на литр воды 100гр. соли и столько же купороса.
Воду для раствора лучше брать горячую(только что скипевшую), чтобы сократить время реакции.
Опускаем наше изделие в раствор, ждем.Предположительное время травления 25-40 минут.Все зависит от того, какая глубина травления вас устроит.Чтобы ускорить реакцию можно увеличить концентрацию купороса.
Во время процесса на клинке образуется рыжий налет, который мешает дальнейшему протеканию реакции травления,поэтому периодически необходимо доставать клинок и промывать его под теплой струй воды. Никаких щеток и металлических губок, в противном случае, вы сорвете лак с изделия. Проверить, достаточно ли глубоко мы протравили можно на ощупь. Раствор сам по себе безвреден, как и налет, так что проверяйте смело. (Единственная опасность – можете испачкать руки)
Здесь, стоит отметить еще один момент: следите, чтобы ваша железка не протравилась слишком глубоко, иначе, раствор начнет съедать не только незащищенную поверхность, но и вгрызаться сбоку под лак, если только вам не нужен эффект искусственного старения.

Как только мы решили, что металл достаточно глубоко протравлен, достаем поделку из раствора, хорошо промываем под напором воды, протираем растворителем, шкурим и полируем наждачкой по возрастающей, начиная с 80 грид, заканчивая 1200 грид. Если под рукой есть бор-машинка, неплохо бы шлифануть ею неровности рисунка.
В конце можно пройтись войлоком, если считаете нужным.
Осталось только сделать рукоять и отполировать клинок до зеркала.К сожалению, изображения готового клинка с ножнами у меня нет, т.к. эти фотографии делались давно и для других целей, а для мастер-класса я решил использовать только сейчас.








Спасибо за внимание. Надеюсь, кому-нибудь оказался полезным
Погружная обработка кислотами высокой концентрации
Процедура осуществляется на специализированных участках, поскольку связана с выделением насыщенных паров кислот, опасных для здоровья. Технология включает несколько этапов.
- Растворение окалины путем погружения сварного узла в ванну с раствором серной (6-8% от объема) и соляной (2-4%) кислот. Смесь нагревают до 60-80 градусов, делают выдержку в течение получаса. Быстрее разрушить окисную пленку помогает электролитическое погружное травление: через ванну пропускают ток, а изделие подсоединяют к положительному или отрицательному полюсу
- Интенсивное промывание в воде.
- Погружение в емкость, где смешаны азотная (весовая доля -10-20%) и плавиковая (1-2%) кислоты.
- Промывание в большом количестве воды.
Химическое травление
Оно основано только на химических реакциях, без дополнительного воздействия электрического тока. Для травления нержавеющей стали в домашних условиях используются специально разработанные составы – травильные пасты. Они безопаснее реактивов, используемых в промышленных условиях. В состав таких паст не включается соляная кислота (из-за повышенного риска для здоровья).

От промышленных веществ домашние составы отличаются пониженным содержанием вредных хлоридов. Пасты изготавливаются на основе азотной и плавиковой (фтористоводородной) кислоты
Это жидкая желеобразная прозрачная субстанция, требующая осторожности при использовании
Перед использованием пасты заготовку из нержавеющего сплава необходимо тщательно очистить и обезжирить. Для нанесения пасты на нержавейку используются специальные инструменты: пластиковые лопатки и кисти из кислотоустойчивых материалов.
Время выдержки пасты зависит от используемой марки, указано в инструкции к пасте. Возможный временной интервал – от 10 мин. до часа
Паста смывается большим количеством проточной воды (с соблюдением мер предосторожности)
При работе с крупными изделиями, большая площадь которых делает нанесение паст затруднительным, используют метод струйного напыления при помощи травильных спреев для обработки нержавейки.

2 Травление – отлично скрывает следы после сварки нержавейки
Травильная процедура нержавейки также выполняется достаточно часто. Ее используют после термообработки, холодной и горячей деформации стали. Эта операция удаляет дефекты, образующиеся на поверхности нержавейки при разных видах термообработки и применения сварочного аппарата. Травление убирает следы окалины и цвет побежалости. Кроме того, оно способствует обновлению на стальных изделиях пассивного слоя, защищающего металл от негативного воздействия повышенных температур.
В промышленных условиях травление осуществляется с помощью расплавленных щелочных составов либо растворов (водных) кислот без воздействия электролиза или с таковым. Если используется кислота, операция производится в два этапа. Сначала нержавейку помещают в ванну с сернокислым раствором, затем – в азотнокислую среду. Щелочное травление подразумевает обработку стали расплавом каустической соды. Она не изменяет структуру металла и при этом отлично разрушает оксидную пленку на его поверхности.
В быту и в небольших частных мастерских травление выполняется с помощью специальных пастоподобных составов. Процедура может осуществляться даже неподготовленным человеком. Травильная паста представляет собой желеобразную прозрачную жидкость. Ее делают из плавиковой и азотной кислоты. В подобных составах отсутствует потенциально небезопасная соляная кислота и вредные для здоровья человека хлориды.

Травильная паста наносится на очищенное изделие (его следует помыть и качественно обезжирить любым подходящим средством) и оставляется на поверхности на определенное время (оно указывается на упаковке). В большинстве случаев обработка нержавейки происходит на протяжении 10–60 минут. После этого травильная паста смывается. Для этих целей используют большое количество обыкновенной воды.
Травильная паста изготавливается разными фирмами. На отечественном рынке популярностью пользуются далее указанные составы:
- SAROX TS-K 2000 – паста, которую можно использовать на любых нержавеющих поверхностях (в том числе и на вертикальных). Она гарантирует получение привлекательно вида сварного шва и надежную защиту металла от температурных воздействий. Эта травильная паста очищает нержавейку всего за 10 минут.
- Avesta BlueOne – состав для эффективного восстановления нержавеющих поверхностей, удаления с них следов коррозии и сварочных мероприятий, придания изделиям блеска. Обработка стали такой пастой должна продолжаться около 45 минут. При этом температура окружающей среды не может быть меньше +5°.
- Stain Clean от ESAB – паста с замечательным травильным эффектом. Ее не требуется каким-либо образом подготавливать, состав готов к использованию прямо из бутылки.
Причины обработки
При изготовлении разнообразных конструкций из нержавеющей стали применяются методы сваривания металлов электрической дугой в среде инертных газов. Для этого используют вольфрамовый неплавящийся электрод и подачу чистого аргона для защиты сварочной ванны от взаимодействия с окружающей средой. Создавать шов можно и полуавтоматами, где дуга горит между кончиком проволоки и изделием. Из сопла горелки подается смесь аргона и углекислоты. Проволоку толкает специальный механизм, скорость которого регулируется в зависимости от толщины металла и силы тока.
Хоты швы получаются крепкими и ровными, они имеют непривлекательный вид, и поэтому их необходимо обрабатывать. Само место соединения может быть синевато-зеркального оттенка. Околошовная зона часто желтого цвета. При чешуйчатом рисунке в бороздках могут прослеживаться черные риски. А со временем, такие места даже ржавеют.
Все это происходит из-за перегрева в зоне сварки. Высокие температуры от электрической дуги содействуют выгоранию легирующих элементов и обедняют данный участок. Вследствие чего он меняет цвет и становится более уязвимым для внешнего воздействия. Образовавшаяся на поверхности пленка имеет малую сопротивляемость к агрессивной среде, поэтому, при соприкосновении с рабочими жидкостями на химических предприятиях, становится слабым местом, и покрывается коррозией.
Полотенцесушители иногда ржавеют в местах сварки из-за наличия небольшого электрического напряжения в трубах, которое взаимодействует с материалом изделия, и продолжает ослаблять сварочный шов. Еще такое случается из-за неверного выбора нержавеющей стали под конкретный вид продукции. Например, вместо марки 304, которая богата хромом, производители применяют нержавейку 201, стоящую дешевле, но в чьем составе хром заменен марганцем. Их сложно отличить визуально, но при длительной работе в контакте с жидкостями, это проявится рыжими пятнами. Поэтому правильный выбор марки стали и последующая обработка нержавейки — залог долгого привлекательного вида изделия.
Электрохимическое травление нержавеющей стали
Уважаемый форум, прошу помощи в электрохимическом травлении нержавеющей стали.
К сожалению новичкам нет возможности прикрутить в сообщение ссылку, соответственно и фото. А Приложить атачем получается файлы только до 200 КБ, надеюсь — что-то удасться разобрать.
В качестве источника питания использую советское зарядное устройство авто аккумуляторов с реастатом (12В, 10А)
Электролит: водопроводная вода + 4 столовых ложки поваренной соли на литр воды. Пробовал добавлять 3-10 мл соляной кислоты (60%) на литр электролита. В обоих сценариях, описанных ниже, при добавлении кислоты ничего не менялось.
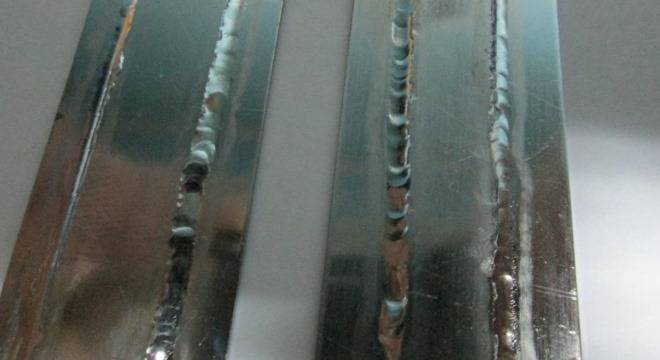
1. В качестве катода использовалась пластина из нержи ~ 8см х 10см, анод — само изделие, таких же размеров, площадь травления ~ 55 см2. Нерж марки AISI 304 (08Х18Н10). Обьём электролита ~ 1.5 литра. Расстояние между катодом и анодом ~ 2 см. Сила тока ~ 9.5А, напряжение просело до 4-5 вольт, при понижении силы тока — напряжение не возрастало. Травил 1.5 часа, электролит наргелся до 60 градусов. В нижней части пластины протравка в 1.5 — 2 раза глубже (0,3 — 0,4мм), почему? Фрагмент результата ниже на фото под номером 1.
Оба фрагмента травились по идентичному шаблону.
2. В качестве катода использовал трубу из нержи с пропилом, д=8см х 21 см. Анод — само изделие — труба д=5см х 20 см, площадь травления ~ 250 cm2. Нерж марки AISI 304 (08Х18Н10). Обьём электролита ~ 3.5 литра. Расстояние между катодом и анодом ~ 1,5 см по всей окружности. Сила тока от 3 А до ~ 9.5А, напряжение просело до 2-3 вольт. В общей сложности травил около 15 часов, 4 раза менял электролит, т.к. была густая каша из гидроксида, электролит не нагрелся. Сначала несколько часов травил при слабом токе 3А, потом на 6А, последние 5 часов — 9А. Пробовал только на большом токе травить (9,5 — 10А), получалось все време примерно одинаково. Фрагмент результата — на фото выше под номером 2. На фото ниже — ванна для травления. На трубе образовались глубокие канавки по линии рисунка и множество рубцов на незащищенной поверхности, как таковой протравки не получилось вообще — просто «множество дыр». Глубина до 1 мм.










Необходимо протравить трубу с краями ровнее и более гладкой протравленной поверхностью, чем на рис. 1. Настоящие попытки протравки трубы — рис. 2 никуда не годятся.
Подскажите пожалуйста, что делаю не так? Куда двигаться?
Почему так сильно просаживается напряжение? Пробовал ещё два лабораторных блока питания современных на 5А и на 25А, просаживались примерно так же в обоих случаях. Не стал их мучать, т.к. на обоих сразу же загорался индикатор перегрузки.
Учитывается ли при травлении нержи плотность тока, если да — как рассчитывать? (в нете встречал только при полировке и гальванике)
Может быть с составом электролита стоит поиграться? Посоветуйте в какую сторону играть. Какой температуры должен быть электролит? Стоит ли его греть\охлаждать?
Может цилиндрообразный катод так себя ведёт? Но где-то читал, что для равномерной протравки катод должен быть примерно равен площади анода и быть удалён на равном расстоянии от поверхности.
Стоит ли использовать какие либо ещё вспомошательные средства? Компрессор от аквариума, механическая мешалка и т.д.?
Заранее спасибо за помощь.
2 Травление – отлично скрывает следы после сварки нержавейки
Травильная процедура нержавейки также выполняется достаточно часто. Ее используют после термообработки, холодной и горячей деформации стали. Эта операция удаляет дефекты, образующиеся на поверхности нержавейки при разных видах термообработки и применения сварочного аппарата. Травление убирает следы окалины и цвет побежалости. Кроме того, оно способствует обновлению на стальных изделиях пассивного слоя, защищающего металл от негативного воздействия повышенных температур.
В промышленных условиях травление осуществляется с помощью расплавленных щелочных составов либо растворов (водных) кислот без воздействия электролиза или с таковым. Если используется кислота, операция производится в два этапа. Сначала нержавейку помещают в ванну с сернокислым раствором, затем – в азотнокислую среду. Щелочное травление подразумевает обработку стали расплавом каустической соды. Она не изменяет структуру металла и при этом отлично разрушает оксидную пленку на его поверхности.
В быту и в небольших частных мастерских травление выполняется с помощью специальных пастоподобных составов. Процедура может осуществляться даже неподготовленным человеком. Травильная паста представляет собой желеобразную прозрачную жидкость. Ее делают из плавиковой и азотной кислоты. В подобных составах отсутствует потенциально небезопасная соляная кислота и вредные для здоровья человека хлориды.

Травильная паста наносится на очищенное изделие (его следует помыть и качественно обезжирить любым подходящим средством) и оставляется на поверхности на определенное время (оно указывается на упаковке). В большинстве случаев обработка нержавейки происходит на протяжении 10–60 минут. После этого травильная паста смывается. Для этих целей используют большое количество обыкновенной воды.
Травильная паста изготавливается разными фирмами. На отечественном рынке популярностью пользуются далее указанные составы:
- SAROX TS-K 2000 – паста, которую можно использовать на любых нержавеющих поверхностях (в том числе и на вертикальных). Она гарантирует получение привлекательно вида сварного шва и надежную защиту металла от температурных воздействий. Эта травильная паста очищает нержавейку всего за 10 минут.
- Avesta BlueOne – состав для эффективного восстановления нержавеющих поверхностей, удаления с них следов коррозии и сварочных мероприятий, придания изделиям блеска. Обработка стали такой пастой должна продолжаться около 45 минут. При этом температура окружающей среды не может быть меньше +5°.
- Stain Clean от ESAB – паста с замечательным травильным эффектом. Ее не требуется каким-либо образом подготавливать, состав готов к использованию прямо из бутылки.
Особенности способа
Подготовка рисунка (надписи)
Все, что требуется, несложно найти в интернете и скопировать. Для тех, кто владеет компьютерной графикой – вообще не проблема. Главное, чтобы под рукой был принтер для распечатки.
- Придется делать зеркальное преобразование изображения. Для такой технологии принтер можно использовать только лазерный. Другой тип устройства не подходит. Бумага понадобится не обычная, а тонкая глянцевая. Как вариант – пленка самоклеющаяся. В этом случае заправлять нужно так, чтобы оттиск пришелся на подложку. Можно ее закрепить и на стандартной (офисной) бумаге кусочками этой пленки. Режим «яркость» принтера – на максимум.




