

Необходимое сварочное оборудование и газовые смеси
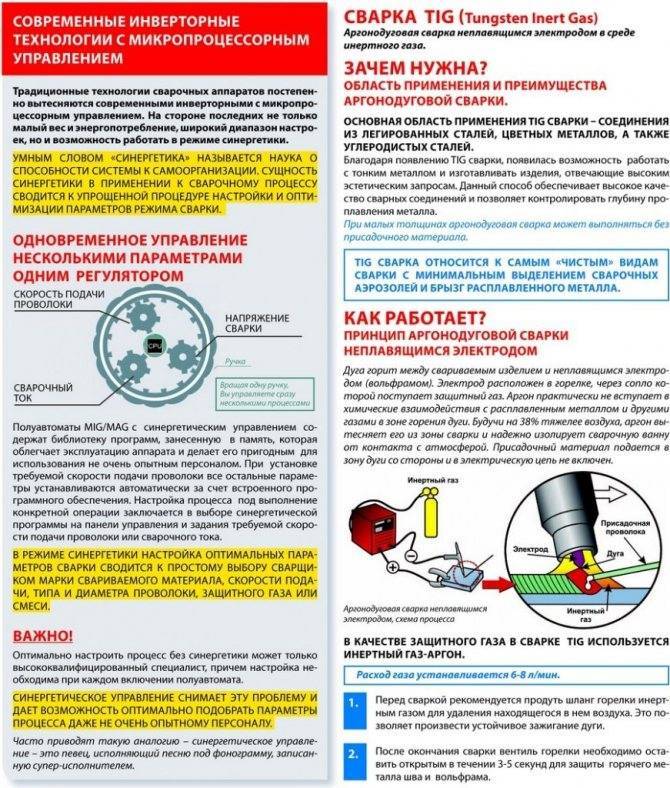
Наиболее распространёнными при сварке сплавов алюминия, меди, чугуна и нержавеющей стали являются аргонодуговой (TIG) и полуавтоматический (MIG) методы. Оба способа позволяют использовать защитную среду инертного газа, что увеличивает прочность шва. Отличие заключается в том, что схема сварки TIG подразумевает ручную подачу проволоки в зону действия дуги и работа ведётся тугоплавким вольфрамовым электродом. При методе MIG в зону расплава механически подаётся сварочная проволока для полуавтоматов, которая и служит электродом.

Нужно отметить, что полуавтоматические аппараты обходятся дороже, но они обеспечивают более высокий уровень комфорта и качества работы. Встроенная электрическая схема позволяет запускать регулятор скорости подачи проволоки сварочного полуавтомата, что делает возможным вести работу с разным темпом. Для сварки этим методом нужно подобрать комплект оборудования, которое может не входить в поставку инвертора и частично закупается отдельно. В него входят следующие компоненты:
- аппарат инверторного типа MIG/MAG с узлом подключения газового шланга, евроразъёмом и схемой подачи проволоки сварочного типа;
- горелка с наконечниками под разный диаметр проволоки, соплом для подачи газа и кнопкой управления;
- еврорукав, служащий для подачи газовой смеси и прохода проволоки;
- газовые баллоны для смеси, снабжённые манометрами и редуктором;
- шланг для подачи газа от баллонов к инвертору, а также сами газы и катушка с соответствующей проволокой.
В сварочный аппарат, как правило, встроена схема задержки механизма движения проволочного электрода относительно подачи защитного газа в зону шва, что препятствует окислению заготовок.
Что касается состава газа, то обычно используется аргон в чистом виде или в смеси с гелием, углекислым газом или активными составами. С целью снижения затрат, дорогой инертный газ смешивают в соотношении 75%−80% аргона с 20%−25% углекислого газа. Также возможно сочетать гелий с аргоном в разных пропорциях и допускается варить некоторые материалы с применением только углекислого газа, но качество шва при этом ухудшается.
В сложных случаях при подборе газовой смеси необходима консультация специалиста и изучение справочных материалов потому, что состав металла или сплава может потребовать неоднозначного решения.

Какой газ выбрать
Для защиты сварочной ванны от негативного влияния воздуха используют газ. Он улучшает сжигание проволоки и ее сцепление с обрабатываемой заготовкой, не вступая в реакцию с расплавленным металлом.
Различают два метода: MIG – сварка с защитой инертными газами: аргон, гелий; MAG – с активными газами: азот, кислород, оксид углерода.

Основные используемые газы: аргон (Ar), углекислый газ (CO2) – углекислота, азот (N2) и их смеси.
В среде углекислого газа сварка нержавейки полуавтоматом часто встречающийся вариант, как экономически более доступный. В этом случае шов получается корявым из-за сильного разбрызгивания металла.
При использовании аргона получается надежный шов, который имеет красивую форму. Дороговизна газа предусматривает его использование для изделий, где немаловажен внешний вид соединения. Сварка нержавейки полуавтоматом с аргоном больше всего используется в промышленности.
Каждый газ в чистом виде имеет положительные и отрицательные качества. Поэтому для более эффективного процесса используют газовые смеси в различных пропорциях. Исходя из сложности работ, необходимого результата и материальных затрат, выбирают ту или иную газовую смесь.
Наиболее употребляемый состав Ar+CO2 в пропорциях 98% на 2%, 95% на 5% соответственно. Без повышенных требований к виду шва, допускается увеличение углекислоты до 32%. Процентное соотношение зависит от толщины материала, его типа и других параметров. Сварка нержавейки в такой защитной смеси способствует хорошему растеканию расплавленного металла, улучшает структуру шва.
Иногда к аргону добавляют 1-5% кислорода – Ar+O2. Это способствует уменьшению пористости обрабатываемой поверхности и мелкокапельному переносу металла, стабилизирует дугу.
Состав – присадочная проволока
Состав присадочной проволоки: для стали – мягкая стальная проволока с содержанием углерода е более 0 1 %; для меди – электролитическая медь при флюсе из буры 48 – 53 %, борной кислоты 10 – 14 %, хлористого натрия 32 – 38 %; для алюминия – проволока состава 95 % алюминия и 5 % кремния, при флюсе – хлористый калий 27 – 33 %, хлористый натрий 42 – 48 %, хлористый литий 9 – 12 %, фтористый калий 12 – 16 %; для латуни – латунь при флюсе из буры и борной кислоты.
Состав присадочной проволоки при сварке в аргоне должен соответствовать составу свариваемого материала. Так, например, при сварке меди применяют проволоку Бр. Для аргоно-дуговой сварки коррозионностой-ких сталей применяют проволоку Св – 04Х19Н9, Св – 06Х19Н9Т и другие.
Состав присадочной проволоки обычно близок к составу свариваемых деталей.
Большое влияние также оказывает состав присадочной проволоки. Для сварки никеля рекомендуется применять присадочную проволоку такого же состава, что и основной металл. Хорошие результаты дает проволока, легированная марганцем, магнием, кремнием и титаном. При этом марганец служит раскислителем и связывает серу, цннк раскисляет никель, кремний придает металлу лучшую жпдкотекучесть, а магний связывает остатки серы. Содержание указанных элементов в проволоке в наплавленном металле не должно превышать 2 % Ми, 0 8 % Si, 0 3 % Mg и 0 1 % Ti. Проволока должна иметь чистую поверхность. Диаметр ее рекомендуется выбирать равным половине толщины свариваемого металла.
На процесс газовой сварки меди оказывает большое влияние состав присадочной проволоки. Для сварки в качестве присадка применяются прутки и проволока согласно ГОСТ 16130 – 72 следующих марок. Сварочная проволока MCpl содержит от 0 8 – 1 2 % серебра.
На процесс газовой сварки меди оказывает большое влияние состав присадочной проволоки. Сварочная проволока MCpl содержит от 0 8 – 1 2 % серебра.
На процесс газовой сварки Си оказывает большое влияние состав присадочной проволоки. Сварочная проволока MCpl содержит 0 8 – 1 2 % серебра. Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и берут равным 0 5 – 0 75 S, где S – толщина, металла, мм, но не более 8 мм. Сварочная проволока должна плавиться спокойно, без разбрызгивания. Желательно, чтобы температура плавления присадочной проволоки была ниже температуры плавления основного металла. Для предохранения Си от окисления, а также для раскисления и удаления в шлак образующихся оксидов сварку осуществляют с флюсом. Флюсы изготовляют из оксидов и солей бора и натрия. Флюсы для сварки Си применяют в виде порошка, пасты и в газообразной форме.
На процесс газовой сварки меди большое влияние оказывает состав присадочной проволоки. Сварочная проволока MCpl содержит от 0 8 до 1 2 % серебра.
| Строение ацетилено-ки-слородного пламени и распределение температуры по его оси. |
При газовой сварке качество соединений зависит от качества и состава присадочной проволоки и степени защиты сварочной ванны. Присадочная проволока, расплавляясь, обеспечивает заполнение шва металлом. По химическому составу присадочные проволоки соответствуют составу основного металла. Необходимо, чтобы поверхность проволоки была чистой, свободной от загрязнений. В процессе сварки проволока должна плавиться без разбрызгивания и не вызывать кипения сварочной ванны.
Механические свойства наплавленного металла определяются в основном режимом наплавки и составом присадочной проволоки; структура зависит в основном от содержания углерода и других легирующих элементов.
Механические свойства наплавленного металла определяются в основном режимом наплавки и составом присадочной проволоки; структура зависит в основном от содержания углерода и других легирующих элементов.
Руго-met 538 ( дуговая сварка вольфрамовым электродом), причем во всех случаях состав присадочной проволоки был близок к составу основного материала.
Титан при сварке выгорает до 90 %, поэтому, как правило, в состав присадочных проволок не входит.
Строго нейтральный характер флюсов основного типа позволяет устранить зависимость перехода легирующих элементов от параметров режима сварки и обеспечить химический состав наплавленного металла, соответствующий составу применяемых присадочных проволок.
Правильная аргоновая горелка
Горелка для аргоновой сварки. Задачи горелки – подача электроэнергии и создание газовой защиты. Верный выбор горелки так же важен, как и выбор правильных расходников. В аргонодуговой технологии используется специальная горелка с неплавящимся вольфрамовым электродом: аргоновая сварка нержавейки производится только таким способом.
Вот технические свойства горелки, по которым ее нужно выбирать:
- допустимое значение сварочного тока или мощность;
- тип охлаждения горелки при сильных и слабых токах;
- длина электрического кабеля;
- наличие керамического сопла и фиксатора вольфрамового электрода;
- универсальность горелки – способность подключаться к разным сварочным аппаратам.
Этапы процесса работы горелки:
- Включается все сразу: подача газа на горелку, циркуляция охлаждающей жидкости, сам сварочный аппарат.
- Как только образуется защитный слой из аргона, поджигается дуга, происходит разогрев заготовок до температуры плавления, присадочная проволока помещается в образовавшуюся рабочую ванну.
- Перемещение присадочной проволоки и вольфрамового электрода вдоль шва.
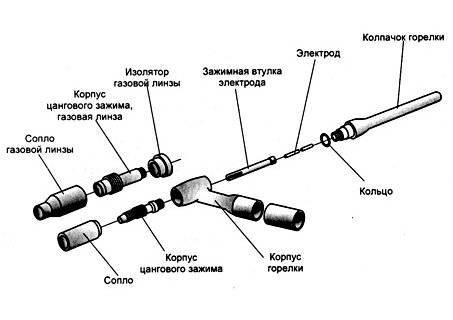
Горелка с неплавящимся электродом

Процесс сварки горелкой с защитным газом. В основном это ручная аргонодуговая сварка неплавящимся электродом. Со сплавами типа нержавеющей стали и химически активными металлами – алюминием, титаном и магнием работают только с неплавящимися вольфрамовыми электродами.










Сварка нержавейки аргоном, например, отличается тем, что во время плавления этих металлов и нагревании воздуха окисление происходит сильнее и быстрее, чем с заготовками их других материалов. Применяется в основном для ручных типов работ. Для сварки нержавейки полуавтоматом также применяются горелки такого вида.
В состав горелки входят электрод, который закреплен в токоподводящей цанге, керамическое сопло для направления аргоновой струи и системы воздушного или водяного охлаждения. Тип электрода по диаметру зависит от величины тока в сварочном процессе.
Брызг металла при этом способе нет, поэтому вместе с керамическими соплами используются проницаемые для газа сетчатые линзы для получения равномерного плавного потока газа. Аргонодуговая сварка неплавящимся электродом – один из самых распространенных методов непромышленной сварки.
Горелка с плавящимся электродом
Современные технологии сварки. Чаще используется в автоматической или полуавтоматической аргонной сварке. Дуга в этом случае подается между концом сварочной проволоки и заготовкой. Системы охлаждения могут быть жидкостными и воздушными. Требования к соплу практически такие же, как к горелкам с неплавящимися электродами.
Нюансы выбора

Разбираясь в модельных видах сварочных прутков нужно знать, что каждый тип имеет свое назначение. То есть, каждая присадочная проволока подходит для определенного типа сварочных работ.
Поэтому перед тем, как взять какой-либо вариант нужно узнать, для какой обработки металлов она будет использоваться. Не нужно брать для резки прутки, предназначенные для сварки.
Помимо разделения по применению, существуют версии разных диаметров. Показатель диаметра зависит от толщины детали, которая будет вариться. Проволока больших размеров берется для толстых деталей, меньших – для тонких.
Встречаются размеры от 0,8 до 12 мм. Чаще всего применяются трехмиллиметровые прутки.
Как уже было сказано, этот присадочный материал используется для обработки разных видов металлов
Поскольку пруток всегда соответствует металлу детали, то на этот параметр тоже нужно обратить внимание
Немаловажную роль играет состав присадочного элемента. Существуют модели с разным наполнением, а также легированностью. Чтобы подобрать модель правильно, нужно изучить эти показатели и сравнить с требуемыми для свариваемой детали.
Методы испытаний

Геометрические параметры проверяют с помощью микрометров, соответствующих ГОСТ 6507 и ГОСТ 4381. Измерения проводят в двух находящихся под прямым углом направлениях, получая таким образом значения диаметра и овальности.
Образцы для тестирования берутся с наружного конца бухты. Геометрические параметры дефектов поверхности измеряют после зачистки до цельного металла.
Тестирование механических свойств, изгибный и пружинный тест проводят в соответствии со стандартами 10446, 10447, 1579.
Образцы для анализа коррозионной стойкости и химического состава тестируются в ходе производства, результаты заносятся в сертификат качества продукции. По желанию заказчика проводится дополнительный анализ состава перед отгрузкой.
Правила приемки
Прием продукции осуществляется партиями, в составе которых должна быть продукция только одного типа и сортамента. По результатам оформляется акт, в котором приводятся следующие сведения:
- название предприятия и его товарный знак;
- маркировка продукции;
- номер партии;
- сводные итоги проводимых приемных тестов;
- количество мотков или катушек;
- общий вес продукции.
Диаметр и состояние поверхности проверяют у каждой единицы продукции. Физические свойства и коррозионную стойкость следует проверять у 5 процентов изделий.
Если выявлено несоответствие требованиям стандарта даже по единственному показателю, следует проводить расширенный контроль уже на 10% образцов, не участвовавших в первом этапе контроля. Если и в них обнаружатся несоответствия, партию придется проверить полностью.
Преимущества
Присадочная сварочная проволока может быть классифицирована как самозащитная и газозащитная. Защиту проволоки могут обеспечивать различные виды газов. Применение сварочной проволоки позволяет получать:
- За счет высокого теплового потока электрод образует узкую область термического действия на металл.
- Необходимое воздействие на металл образующегося сварного шва за счет изменения газового состава и марки проволоки.
- Высокую производительность труда по время выполнения сварочных работ.
Самозащитная порошковая проволока
Применение сварочной проволоки предоставляет большие возможности для механизации работ.
Из явных достоинств можно назвать и то, что благодаря применению проволоки для электродуговой сварки происходит снижение основного и вспомогательного времени на выполнение работ в результате снижаются накладные расходы и происходит снижение себестоимости готовой продукции.

Присадочная проволока с полированной поверхностью
Существует два вида сварочной проволоки – с полированной и с обмедненной поверхностью. И состояние поверхности проволоки оказывает существенное влияние на качество дуги, получаемого шва, количество капель расплавленного металла и само собой на надежность сварочного оборудования.
Классификация
Выбирая необходимый сварочный материал надо понимать, для каких именно работ она будет использована. Для облегчения выбора разработано несколько видов классификации. Изначально выделяют группы, касающиеся количества легирующих элементов в химическом составе проволоки, выделяют три основные группы:










- с небольшим количеством углерода;
- с небольшим количеством легирующих компонентов;
- с большим количеством легирующих составляющих.
В отдельную группу выделяют порошковую проволоку, применяемую для автоматической сварки и показывающую требуемое качество сварного соединения.
Строение присадочной проволоки
Еще один способ классификации определяет ее по материалу изготовления. В этом случае изделия разделяют по основному материалу. Для изготовлениясварочной проволоки применяют алюминий, медь, нержавейку, сталь и пр.
Для сваривания деталей из обыкновенной стали применяют следующие марки сварочного материала:
08Г1С – она состоит из материала покрытого медью, ее применяют при работе со сталями и материалами с низким содержанием легирующих элементов. В качестве защитной среды применяют углекислоту или аргоновую смесь. Ее применяют для сварки на полуавтоматическом оборудовании.
Оборудование и расходные материалы
Что касается оборудования, то для ручной сварки тонкой нержавейки аргоном (TIG) подойдет стандартный набор с инвертором, осциллятором и баллоном с аргоном. Конечно, нужна будет горелка и комплект проводов и шлангов.
К расходным материалам относится присадочная проволока и сам газ аргон. Необходимо отметить, что присадка должна быть одного состава, что и свариваемый материал. Так как чаще всего для изготовления различных изделий используется нержавейка марки 304, то для сварки лучше всего использовать присадочный пруток марки Y308. Что касается аргона, то он не является единственным защитным газом, который используется в сварочной технологии данного типа. Но он является основным, именно поэтому сам процесс называется аргонодуговой сваркой.
Немаловажным показателем в плане себестоимости проводимых сварочных работ является расход аргона. Все будет зависеть от того, какой металл технологией ТИГ сваривается. К примеру, для соединения алюминия расходуется до 20 литров газа в минуту, для стыковки титана – до 50 литров, для сварки нержавейки всего лишь 8 литров. При этом можно уменьшить объем расходуемого газа, если на горелку установить так называемую газовую линзу, в состав которой входит сеточка. Кстати, это приспособление также улучшает защиту сварочной ванны.
К каждому соплу горелки подходит свой размер линзы, который варьируется от 4 по 10 номера. При этом чем больше номер линзы, тем лучше защитные ее качества. Но небольшие линзы позволяют проводить сварку аргоном в труднодоступных местах. Также необходимо отметить, что установка на горелку газовой линзы позволяет выдвигать неплавящийся вольфрамовый электрод на 10 мм дальше. Что касается вольфрамовых электродов, то аргоновая сварка нержавейки может проводиться универсальным их видом. Диаметр неплавящегося стержня выбирается в зависимости от толщины свариваемых нержавеющих заготовок.
- Толщина деталей из нержавейки – до 1,6 мм. Используется вольфрамовый стержень диаметром 1 мм и сила сварного тока 50 ампер.
- Толщина большего значения требует силы тока больше 50 ампер и вольфрамового электрода диаметром 1,6 мм.
Смеси защитных газов
Иногда является целесообразным употребление газовых смесей. За счет добавок активных газов к инертным удается повысить устойчивость дуги, увеличить глубину проплавления, улучшить формирование шва, уменьшить разбрызгивание, повысить плотность металла шва, улучшить перенос металла в дуге, повысить производительность сварки. Существенное значение при выборе состава защитного газа имеют экономические соображения.
Смесь аргона и гелия. Газовые смеси гелий-аргон применяются в основном для сварки цветных металлов: алюминий, медь, никелевых и магниевых сплавов, а также химически активных металлов. Оптимальным является соотношение 35 – 40% аргона и 60 – 65% гелия. Так в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность дуги, гелий – высокую глубину проплавления.
Смеси аргона с кислородом или углекислым газом. Благодаря добавке окислительных газов обеспечивается существенное снижение поверхностного натяжения жидкого металла расплавляемой электродной проволоки, уменьшение размеров образующихся и отрывающихся от электрода капель. Расширяется диапазон токов при сохранении стабильного ведения процесса сварки. Обеспечивается лучшее формирование металла шва и меньшее разбрызгивание, лучшая форма провара и меньшее излучение дуги, по сравнению со сваркой в чистом аргоне, а также в чистом углекислом газе. При добавлении кислорода наблюдается снижение критического тока, при котором крупнокапельный перенос металла переходит в мелкокапельный.
В таблице ниже приводятся основные характеристики газовых смесей для сварки МИГ/МАГ.
| Толщина металла | Вид переноса | Рекомендуемый защитный газ | Достоинства |
|---|---|---|---|
| Углеродистые стали | |||
| До 2 мм. | С короткими замыканиями | Ar + СО2 Ar + СО2 + О2 | Легкое управление ванной при сварке во всех пространственных положениях. Хорошее проплавление. |
| 2 – 3 мм | Ar + (8…25)% СО2 Ar + He + СО2 | ||
| Более 3 мм | СО2 Ar + (15…25)% СО2 | ||
| Ar + 25% СО2 | Подходит для больших токов и высоких скоростей сварки | ||
| Ar + 50% СО2 | Применяется при сварке во всех пространственных положениях. Обеспечивает глубокое проплавление. Допускает высокие скорости сварки. | ||
| СО2 | Глубокое проплавление и высокая скорость сварки (однако, возможны прожоги). | ||
| Струйный | Ar + (1…8)% СО2 | Высокая стабильность дуги. Хорошее сплавление, внешний вид и форма шва. Легкое управление ванной. | |
| Более 2 мм | Импульсный | Ar + (2…8)% О2 Ar + (5…20)% СО2 | Стабильный управляемый мелкокапельный перенос. |
| Низко- и высоколегированные стали | |||
| До 2,5 мм | С короткими замыканиями | Ar + (8…20)% СО2 | Высокая стабильность дуги. Хорошее сплавление, внешний вид и форма шва. Легкое управление ванной. |
| Более 2,5 мм | Струйный | Ar + 2% О2 Ar + (5…10)% СО2 | Снижение вероятности подрезов. Глубокое проплавление и хорошие механические свойства шва. |
| Импульсный | Ar + 2% О2 Ar + 5% СО2 | Стабильный управляемый мелкокапельный перенос. | |
| Нержавеющая сталь, никель, никелевые сплавы | |||
| До 2 мм | С короткими замыканиями | Ar + (2…5)% СО2 | Легкое управление ванной. Предупреждает возникновения прожогов. |
| Более 2 мм | Ar + (2…5)% СО2 | Низкое содержание СО2 в смеси уменьшает науглероживание, которое может способствовать возникновению межкристаллитной коррозии в некоторых сплавах. Применяется для всех положений сварки. | |
| Струйный | Ar + (1…2)% О2 Ar + (2…5)% СО2 | Хорошая стабильность дуги. Низкая вероятность подрезов. | |
| Более 2 мм | Импульсный | Ar + (1…2)% О2 | Стабильный управляемый перенос в широком диапазоне режимов сварки. |
| Медь, медно-никелевые сплавы | |||
| До 3 мм | С короткими замыканиями | He + 10% Ar He + 25% Ar Ar + He | Хорошая стабильность дуги и легко управляемая сварочная ванна. |
| Более 3 мм | Струйный | He + Ar He или Ar | Высокое тепловложение. Сварка в чистом гелии применяется для больших толщин. |
| Импульсный | He или Ar | Стабильный управляемый мелкокапельный перенос. | |
| Алюминий | |||
| До 12 мм | Струйный, Импульсный | Ar | Стабильная дуга и перенос металла. Разбрызгивание незначительное или отсутствует. |
| Более 12 мм | He + (20…50)% Ar Ar + He | Высокое тепловложение. Хорошее проплавление. Минимальная пористость. | |
| Магний, титан и другие, химически активные металлы | |||
| Весь диапазон толщин | Струйный | Ar | Обеспечивается более стабильная дуга, чем в смесях, где преобладает гелий |
| Ar + (20…70)% He | Более высокое тепловложение и сниженная вероятность возникновения пористости. |
Сварка труб из нержавеющей стали
Трубы из нержавейки сегодня все чаще используются в быту, хотя в промышленности они используются в больших объемах и во многих областях. Их стыковка, особенно тонкостенных трубопроводов, производится при помощи аргонодуговой сварки. Технология соединения практически точно такая же, как и сваривание листовых или объемных заготовок. То есть, подготовительный процесс производится идентично, режимы выставляются такие же, но есть и один небольшой нюанс.
Необходимо, чтобы сварочный шов в процессе соединения обдувался с двух сторон аргоном. Понятно, что с внешней стороны это сделать не проблема. А как это сделать изнутри трубы. Все достаточно просто.
- Отверстие одной трубы закрывается пробкой, сделанной из ткани, бумаги или любого другого материала.
- Стык двух труб по периметру закрывается клеящей пленкой: скотчем или изолентой.
- В открытое отверстие второй трубы подается из горелки аргон под небольшим давлением, чтобы не выбило пробку.
- Как только трубы заполняться газом, отверстие, через которое он подавался, также закрывается пробкой.
- Теперь снимается скотч или изолента со стыка и производится сварка двух труб из нержавеющей стали.
И в конце таблица, в которой показано соотношение режима сварки нержавейки аргоном, его параметров и размеров расходных материалов.
| Толщина соединяемых заготовок, мм | Вид тока | Сила тока, А | Диаметр вольфрамового электрода, мм | Диаметр присадочной проволоки, мм | Скорость сварочного процесса, см/мин |
| 1 | Постоянный – полярность прямая | 30-60 | 1 | 2 | 12-28 |
| 1 | Переменный | 35-75 | 1 | 2 | 15-33 |
| 1,5 | Постоянный – полярность прямая | 40-75 | 1,6 | 2 | 9-19 |
| 1,5 | Переменный | 45-85 | 1,6 | 2 | 14-22 |
| 4 | Постоянный – полярность прямая | 85-130 | 2,5 | 4 |
Обязательно ознакомьтесь с обучающим видео, расположенным на этой странице сайта. Оно поможет разобраться во всех тонкостях сварочного ручного процесса в защитном аргоном газе. Как показывает практика, эта технология является лучшей, когда стоит задача сварить тонкостенные детали из нержавеющей стали.
Что понадобится для сварки нержавейки углекислым газом
Само собой разумеется, что для сварки нержавеющей стали в среде углекислого газа потребуется инверторный полуавтомат. Также нужна будет присадочная проволока и газ. Основная функция газа при сварке нержавейки заключается в защите металла от окисления.
В качестве такого, для сваривания нержавеющей стали, применяется смесь аргона и углекислого газа. Что касается пропорций, то для сварки нержавейки понадобится смесь аргона (98%) и углекислого газа (2%). Иногда, в целях экономии применяется сварка нержавейки составом газа состоящего на 70% из аргона и 30% из углекислого газа.








Что касается присадочной проволоки для сварки нержавейки в среде углекислого газа, то она также должна быть изготовлена из нержавейки. Если возможности использовать защитную среду газа, нет, то наилучшим вариантом станет применение порошковой проволоки, которая оказывает те же самые функции по защите, что и смесь аргона с углекислым газом.
При этом нужно отметить то, что использование порошковой проволоки может привести со временем к появлению ржавчины на сварочном шве.
TIG сварка нержавейки
Ручная аргонная сварка начинается, как и все сварочные процессы, с подготовки заготовок. Необходимо зачистить соединяемые торцы до металлического блеска, чтобы не осталось грязи, налетов других материалов (к примеру, краски), а также надо провести обезжиривание примыкающих плоскостей. Если свариваются заготовки из нержавейки толщиною более 4 мм, то необходимо сформировать кромки. Тонкостенные детали варятся без кромок.
Кстати, при сварке тонкой нержавейки надо устанавливать под нее медную пластину, с помощью которой будет отводиться тепло. Но этот кусок меди будет выполнять и другие функции: удерживать с обратной стороны расплавленный от присадочной проволоки металл, и жестко будет фиксировать две соединяемые заготовки. В том случае если обе детали точно подогнаны друг под друга и хорошо зафиксированы, то сварку можно проводить и без присадочного прутка. Это касается в основном заготовок с максимальной толщиной до 1 мм. При этом рекомендуется сварку проводить током 35-37 ампер, заварку кратера в течение 3 секунд, а подачу газа после окончания сварочного процесса 4 секунды.
Что значит «некачественная сварочная проволока»?
Недостатками, которыми обладает дешевая сварочная проволока, считаются:
- неравномерность намотки;
- неравномерность диаметра.
Неравномерность намотки сварочной проволоки может привести к довольно быстрому изнашиванию всего сварочного оборудования и его поломке. Так что экономия на проволоке может в данном случае вылиться в достаточно дорогостоящий ремонт оборудования или даже его замену, так как некачественно намотанная проволока может привести к неисправности, которая не поддается ремонту. А выход из строя оборудования приводит к остановке всего производственного процесса и, как следствие, к потере прибыли. Вот и получается, что, пытаясь сэкономить буквально копейки на покупке проволоки, предприниматель в результате теряет намного больше.
Неравномерность диаметра сварочной проволоки является следствием снижения качества сварного шва, а значит, и прочности и надежности сварного соединения. А это вновь приводит к потере прибыли, так как клиенты, один раз убедившись в недостаточно высоком качестве работ, предлагаемых предпринимателем, не только сами не будут больше обращаться к этому предпринимателю, но и всем своим знакомым посоветуют этого не делать. И в этом случае из-за экономии на присадочных материалах (действительно не очень большой) страдает деловая репутация предпринимателя, а значит, и весь его бизнес оказывается под угрозой.
Как выбрать присадочную проволоку?
Сварочную проволоку выбирают исходя из следующих рекомендаций:
- Во-первых, диаметр изделия должен соответствовать ширине зазора между стыкуемыми деталями. В ином случае наблюдается повышенный расход присадочной проволоки.
- Во-вторых, присадочный материал, а равно и тип флюса у порошковой и активированной проволоки, должен соответствовать типу основного металла. То есть, сталь варят стальной проволокой, алюминий – алюминиевой проволокой, а медь – медной. Причем при сварке железоуглеродистых сплавов (сталь и чугун) под стать основному металлу должен быть не только тип присадочного материала, но и его химический состав (содержание углерода, легирующих компонентов и прочего). Поэтому проволока присадочная нержавеющая не используется для сварки углеродистых сталей (и наоборот)
- В-третьих, проволока должна соответствовать схеме подачи присадочного материала в сварочную ванну. То есть, порошковые сорта нельзя монтировать в барабаны подачи типовой проволоки. А вот активированный вариант уживется с типовой разновидностью без каких-либо проблем.
- В-четвертых, варить металл можно, в принципе, любой подходящей проволокой, но максимальную производительность гарантирует только определенный сорт, специально подобранный под режим сварки. Так, порошковая проволока подходит только под MIG/MAG, а типовым вариантом удобно варить в ТIG или MIG режимах.
- В-пятых, проволока должна быть качественной. То есть, ее диаметр должен быть равномерным по всей длине, а бухта с проволокой должна быть свернута аккуратно без перехлестов. И, разумеется, на проволоке не должно быть следов ржавчины – лишний источник водорода в сварочной ванне нам не нужен.
Проволока порошковая и газозащитная порошковая
Для того чтобы делать работу в полевых условиях или в открытых зданиях, была разработана порошковая сварочная проволока. Швы получаются качественные, механизация процесса занимает меньше времени, также меньше времени уходит на очистку металла от брызг. Такая проволока имеет два подвида: самозащитная порошковая и газозащитная порошковая.
Газозащитная создана для варки сварочным аппаратом полуавтоматом и автоматом, варить можно низколегированные и углеродистые стали, сварка проводится в среде газа защитного. Это может быть углекислота, аргон, их смеси. Такой способ имеет высокую степень проплавления металла, что позволяет проводить сварку нахлёсточных, угловых, стыковых соединений даже за один проход, в зависимости от конкретного случая каждый раз.
Типы
Существует несколько типов низкоуглеродистых сталей с:
- сердечником из флюса;
- высокой степенью наплавки;
- сердечником из флюса;
- сердечником из металлического порошка.
 Это новые виды проволоки сварочной, при их помощи имеется возможность делать высокого качества сваривание металлических деталей, повышается скорость проведения сварки, уменьшается степень разбрызгивания металла, коэффициент наплавления высок, дымление при сварке наблюдается слабое. Этот факт также очень важен, особенно мал эффект дымления при сваривании металлов в среде аргона или в среде защитного газа, который состоит из смеси газов с высоким содержанием аргона.
Это новые виды проволоки сварочной, при их помощи имеется возможность делать высокого качества сваривание металлических деталей, повышается скорость проведения сварки, уменьшается степень разбрызгивания металла, коэффициент наплавления высок, дымление при сварке наблюдается слабое. Этот факт также очень важен, особенно мал эффект дымления при сваривании металлов в среде аргона или в среде защитного газа, который состоит из смеси газов с высоким содержанием аргона.
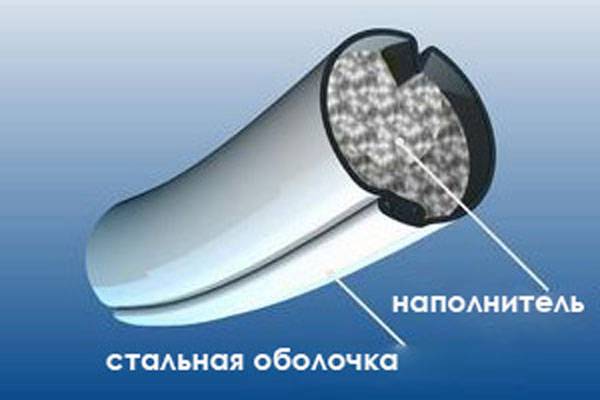
Самозащитную порошковую проволоку ещё называют флюсовой, или самозащитной. Она имеет сердечник, в котором есть нужные шлакообразующие и защищающие сварочный шов присадки. Это избавляет от использования баллонного газа, что тоже выгодно, так как с использованием газа в баллонах связаны траты времени, транспортные расходы, трата денег и повышенная опасность на рабочем месте, потому как баллоны находятся под высоким давлением. Кроме этих проблем, баллоны требуют периодической аттестации.
При сварке полуавтоматом с помощью газа образовывается защитная ванна, газ выходит из сопла и попадает на расплавленный металл свариваемых деталей и создаёт условия для качественной сварки. Проволока в случае, когда сварка происходит без применения газа, создаёт защиту и качественное сваривание металла другим путём. Во время плавления проволоки, одновременно плавится и флюс, который входит в состав, образует в свариваемом месте защитный слой, который потоком воздуха не удаляется. Таким образом, этот вид сварки целесообразно применять на открытой местности при высокой скорости потока ветра, т. е. в полевых условиях.





