

Популярные статьи
Стекло: основные свойства и характеристики
С давних пор для осветления и придания жилому помещению
Как и чем выпиливать кривые и круги
Вырезания круглых отверстий в фанере
Нередко, при ремонте
Шлифованное лаковое покрытие
С тех пор как появился лак для матовых покрытий, техника
Угловые соединения рамок
Проще всего сделать рамку, соединив планки под прямым углом.
Соединение встык по длине
Если повнимательнее присмотреться к массивной старинной
Как работать ручной пилой
Пилу нужно вести, иначе она начнет «гулять». Это надо
Прикрепить сиденье стула
Как правило, мягкое сиденье стула — это признак дорогостоящего,
Обращение с дисковой пилой
(adsbygoogle = window.adsbygoogle || []).push({});
(adsbygoogle = window.adsbygoogle
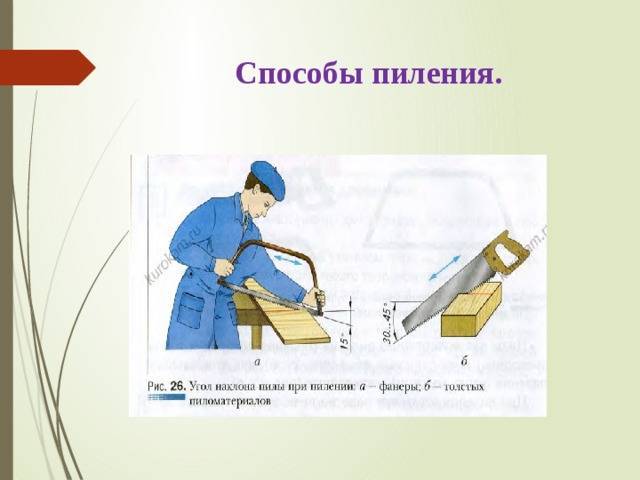
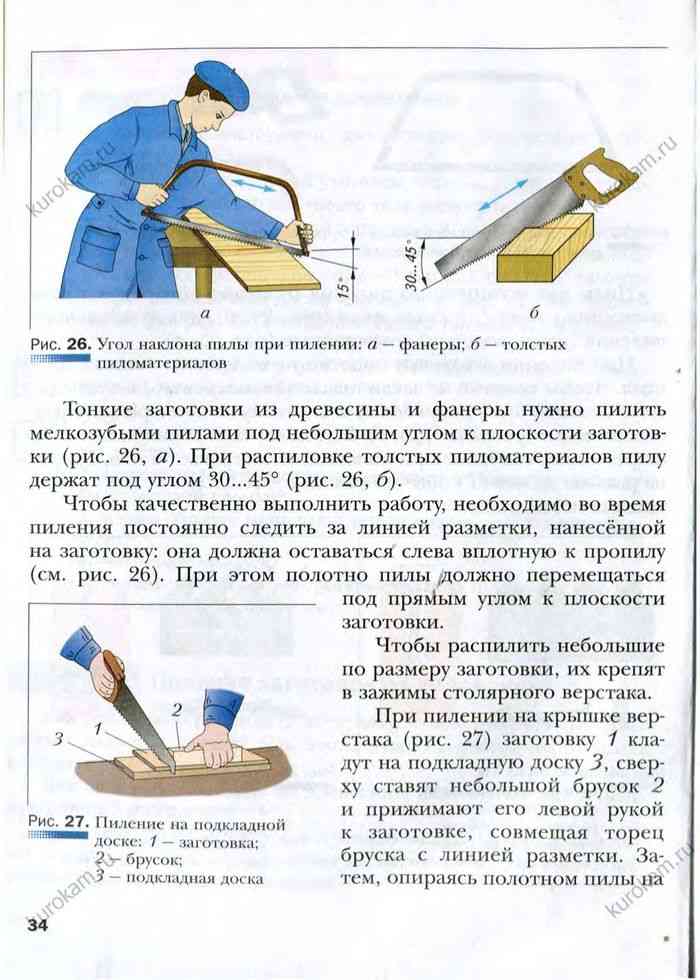
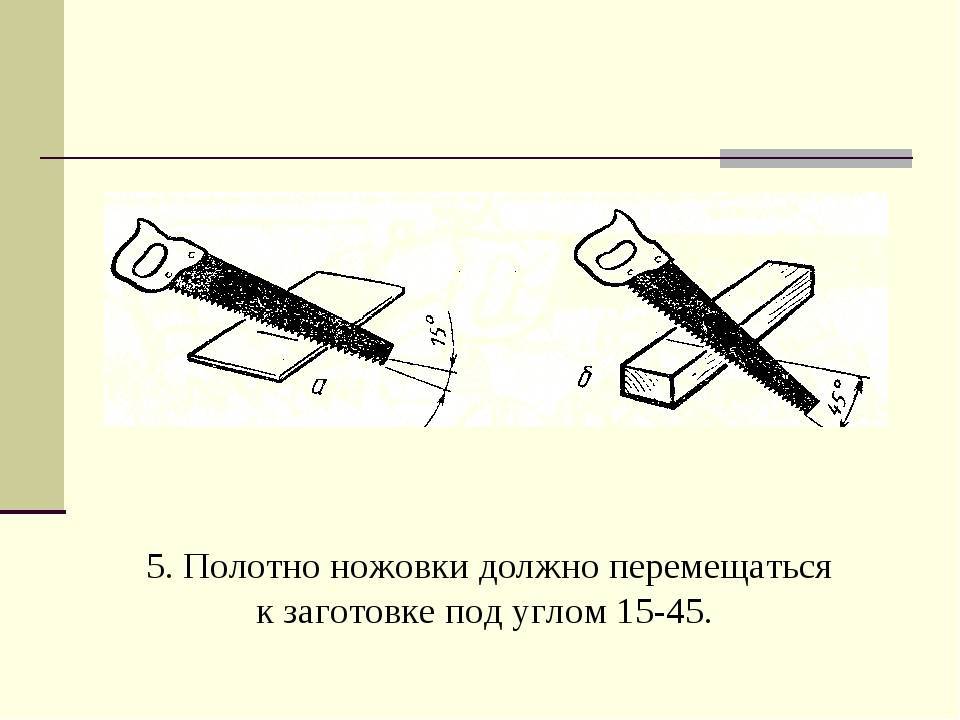
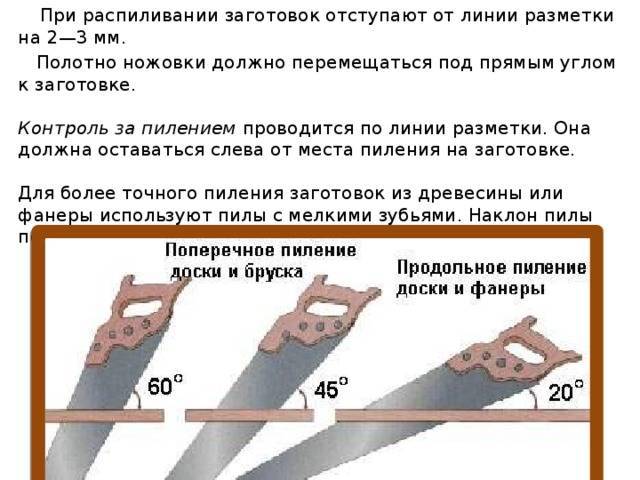
Способы пиления
В процессе распиловки нужно учитывать толщину доски, компенсацию конусности, переворот бревна. Пилить на ленточной пилораме мастера могут тремя способами.
Простое пиление
 Бревно подлежит распилу до конца с получением необрезных досок, но переворот не производится. Метод простой и быстрый, но имеет недостатки. Полученные доски нужно затем обрезать с боков.
Бревно подлежит распилу до конца с получением необрезных досок, но переворот не производится. Метод простой и быстрый, но имеет недостатки. Полученные доски нужно затем обрезать с боков.
Пиломатериал выходит низкого качества с множеством отходов. Центральные доски легко растрескиваются, способ подходит для работы с низкосортной древесиной.
Круговое пиление
Сделав пропил, распиловщик переворачивает бревно на другую грань, и так по кругу до оставшейся центральной части. Для средних и высших сортов древесного сырья способ наилучший, но на отдельных пилорамах тяжело переворачивать бревно. Подходит для пилорам с гидравликой.
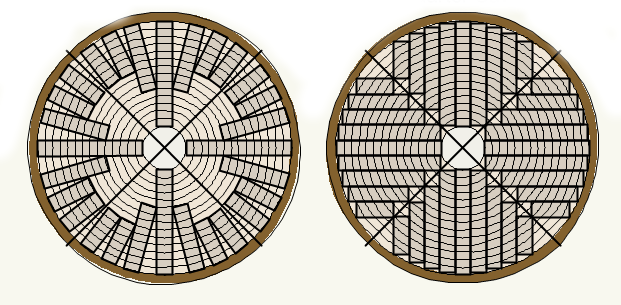 Варианты круговой распиловки древесины
Варианты круговой распиловки древесины
Пиление бруса
Начало распила производится по кругу, а центральная часть оставляется в виде определенных размеров бруса. Пиление бруса обеспечивает максимальную производительность пилорамы, способ используется для распиловки бревен среднего и низкого сорта.
https://youtube.com/watch?v=JdWlG4ZXaJw
Особенности режущих инструментов
Каждый инструмент для резки фанеры имеет свои особенности при использовании. Рассмотрим правила работы с фанерой различными режущими инструментами.
Распиловка дисковой пилой
Чтобы эффективно распилить лист при помощи дисковой пилы следует придерживаться таких правил:
- Поместить фанерный лист на устойчивую опору и сделать первую прорезь ближе к середине полотна.
- Отрегулировать пропил по глубине. Для этого следует опустить диск и начать распил, при этом глубина погружения диска должна на 0,5 см быть больше толщины полотна.
- Во избежание получения травм по причине большой вероятности обратной отдачи следует расположиться сбоку от линии действия пилы.
- Подготовить пилу для совершения необходимого выреза. Для этого следует башмак пилы (его часть спереди) приложить к полотну и установить лезвие на линию распила, предварительно отогнув кожух.
- Удостовериться в отсутствии помех внизу листа.
- Включить пилу и не торопясь погрузить ее лезвие в материал. Для предотвращения обратной отдачи следует крепко держать пилу. После погружения в прорезь диска и установки ее башмака на поверхность листа следует вернуть обратно защитный кожух.
- Провести инструментом по линии до конца полотна.
- Выключить пилу и только после ее полной остановки вынуть из прорези.
Разрезка электрическим лобзиком
Для получения ровного распила последовательность действий должна быть такова:
- Надежно зафиксировать материал.
- По возможности проводить резку перпендикулярно волокнам древесины, иначе получить ровный край будет весьма сложно.
- Ни в коем случае не стоит оказывать давление на инструмент, скорость резки от этого не увеличится, но инструмент гарантированно сломается.
- Поверхность зубьев следует смазать маслом для облегчения работы (при условии работы с древесиной повышенной прочности).
- Нежелательно использовать инструмент длительное время по причине его нагрева и порчи двигателя.
- После использования нужно произвести очистку лобзика и смазать его.
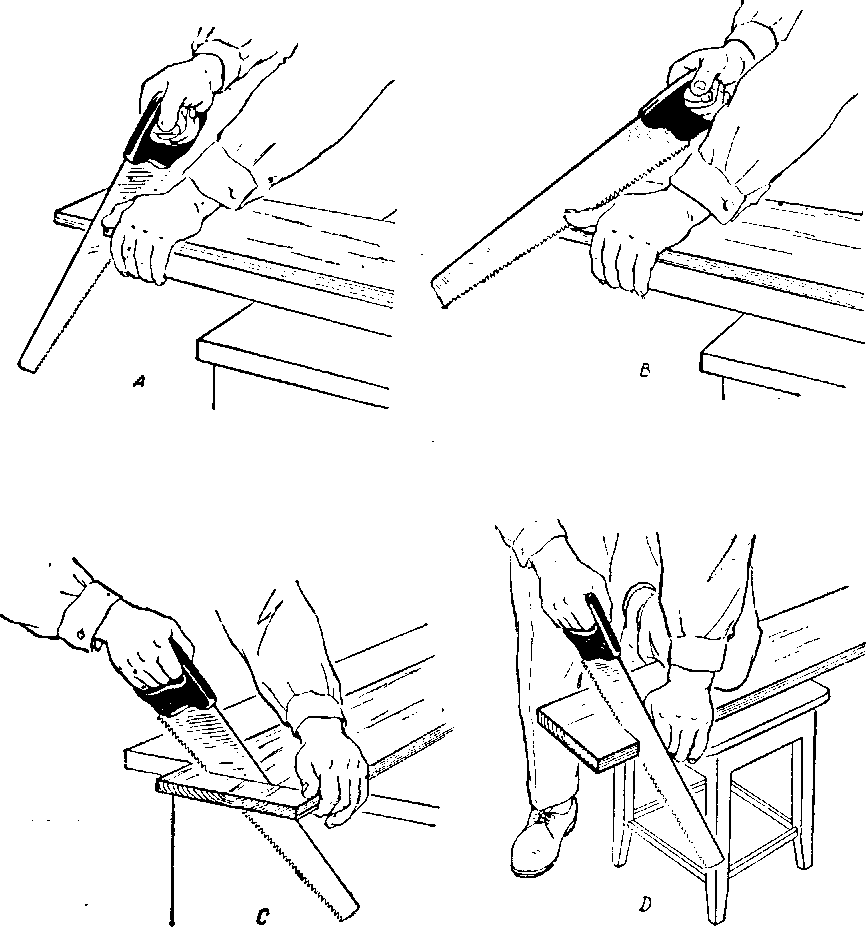
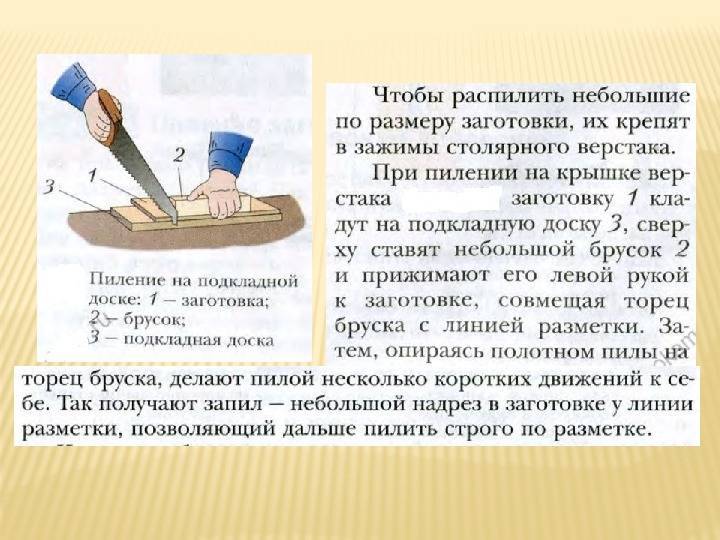
Работа ручной пилой
Работа с использованием ручной пилы влечет за собой намного больше трудозатрат по сравнению с дисковой пилой. Чтобы правильно распилить лист фанеры, нужно учесть такие правила:
- Сделать вертикальную засечку по линии распила. Для этого нужно поместить лезвие пилы и протянуть полотно, чтобы образовалась бороздка.
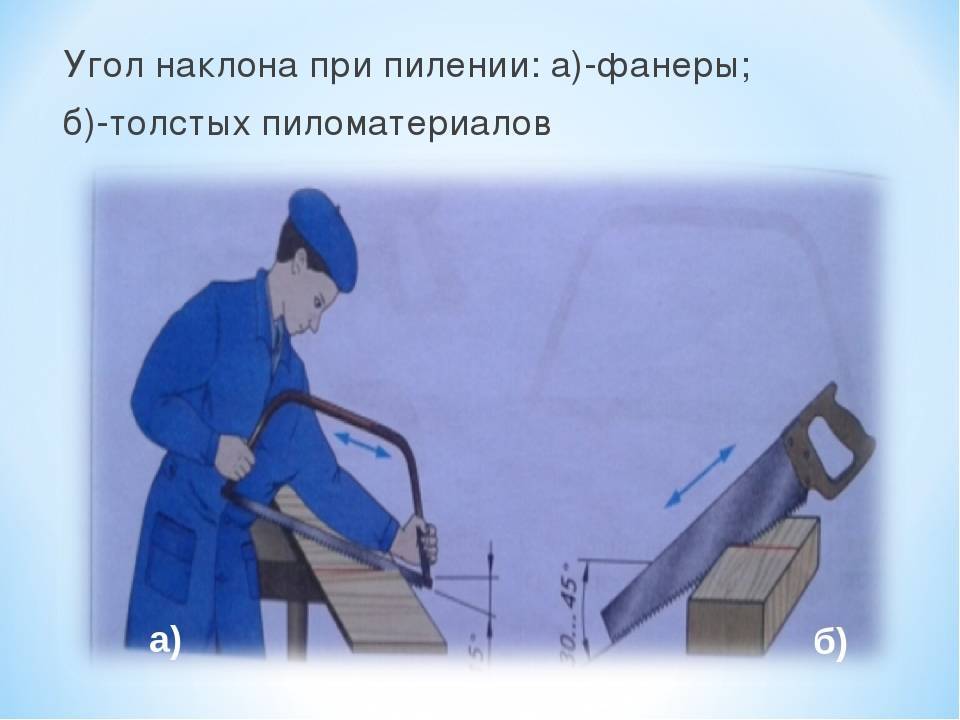
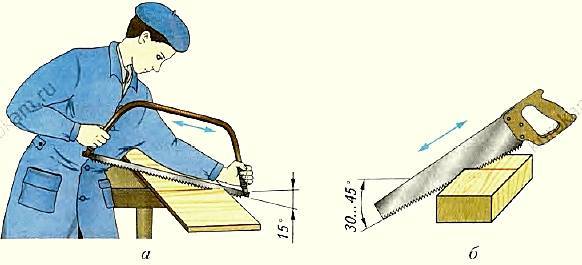
- Наклонить полотно пилы до образования с плоскостью листа острого угла (от 30 до 40 0 ) и начать совершать плавные движения.
- Для сохранения ровности распила предплечье и плечо должно располагаться в одной плоскости. При отклонении от заданного направления требуется слегка изогнуть пилу в нужном направлении и продолжить работу.
- Во избежание образования излома нужно придерживать отпиливаемую часть не занятой рукой.
- При окончании распила требуется снова придать полотну вертикальное положения и окончить работу, проведя нескольку движений перпендикулярно листу фанеры.
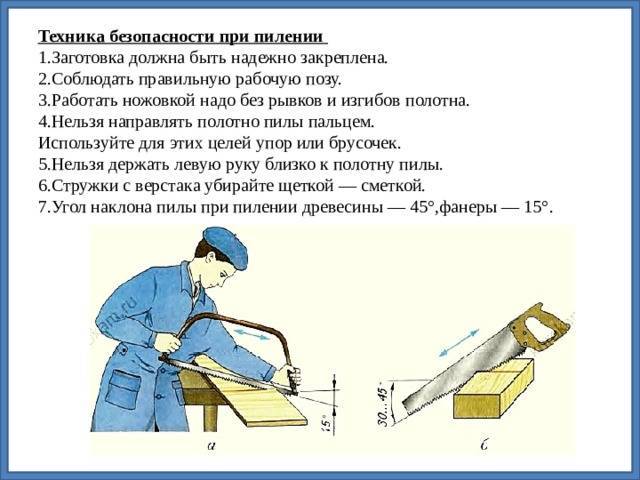
Правила безопасности во время работы
Важно не только знать, как циркуляркой распилить древесину, но и правила безопасности. Во время работы нужно стоять слева от станка, возле переднего левого угла рабочего стола
Если произойдет случайный выброс детали, мастер не получит травмы. Запрещается передавать любые предметы над вращающимся диском. При распиле древесины с сучками и трещинами, как только пила приближается к этим местам, надо замедлить подачу заготовки. Нельзя руками подводить материал близко к режущему элементу. Для этой цели имеются специальные толкатели.



Перед тем как предстоит заменить диск, инструмент обязательно обесточивают. Распиливание необходимо проводить в защитных очках. Только при грамотной эксплуатации работать циркулярной пилой можно без опасений.
Применение лазерного станка для резки фанеры
Это профессиональное оборудование, которое используется в столярных мастерских и деревообрабатывающих цехах. Точность лазерного раскроя фанеры выше, чем на станках большинства мебельных фабрик. Оператор такой установки выполняет буквально ювелирную работу с точностью до 0,1 мм. Принцип действия лазерного станка для резки фанеры заключается в световом излучении, которое формируется газовой трубкой. Мощный световой поток при контакте с поверхностью обеспечивает эффект испарения древесных частиц без непосредственного механического контакта. Края получаются не просто ровными, а практически отполированными. Но стоит такое оборудование недешево – в начальном сегменте порядка 50-70 тыс. руб.
Что такое торцовочная пила?
Название торцевая пила указывает на ее предназначение – рез древесины поперек волокон, оформление торцов заготовок. Циркулярка же используется для продольной обработки дерева. Торцовочная пила способна резать материал под углом 90°, 45° и под произвольным наклоном. В современных аппаратах возможен пропил и в вертикальной плоскости – они могут выбирать пазы.
Отдельные модели торцовок рассчитаны на работу только с деревянными изделиями. Они могут справиться с брусом из разных сортов твердой или мягкой древесины. Некоторые модели в состоянии легко распилить еще и пластик. Мощные современные двигатели и прочные диски позволяют дорогим многофункциональным торцовкам резать даже металлические трубы и профили.
Торцовочная пила – применение
Основными частями торцовочной пилы являются электродвигатель и пильный диск из прочной стали. Механизмы в виде рукояток, упоров, линеек предназначены для облегчения работы и комфорта. Инструмент широко используется столярами, плотниками, мебельщиками, строителями – отделочниками. Не знаете, для чего нужна торцовочная пила, так вот она быстро, точно и чисто выполняет операции по поперечному распиливанию разных материалов и изделий.
- пенопластовые или полиуретановые элементы – молдинги стеновые, потолочные гантели, накладки, рамки;
- паркетную доску;
- ламинат;
- вагонку из дерева;
- плинтуса, обналичку;
- оконные, дверные коробки;
- алюминиевые профили.
Виды заточки пильных цепей
Есть ряд технологий заточки шины. В полевых условиях или в дома можно использовать болгарку или напильник. Такой способ подойдет для бюджетных моделей бензопил, когда не требуется высокая точность наладки зубьев. Главный недостаток этого метода – необходимость контролировать механическое нажатие на ручной инструмент, при повышении давления можно привести снять лишний слой металла, деформировать зубья.
Профессионалы рекомендуют использовать специальные станки для первичной заточки, а затем тиски с направляющими для шлифовки, корректировки каждого звена. Данный способ помогает сэкономить время, а при применении державок, адаптированных по конкретный шаг цепи, вероятность ошибки минимальна.
Как наточить с помощью специального оборудования?
Наиболее удобный способ заточки пилы – использование специальных инструментов и станков. Это позволяет быстро провести работу любой степени тяжести. Приобретая бензопилу, рекомендуется сразу купить шаблон для определения значений торцевого и верхнего лезвия, переднего угла кромки. Помимо этого, нужен напильник для устранения мелких недочетов.
На ручном станке
Рисунок 2 – Заточка на ручном станке На практике этот метод обычно применяется для подравнивания зубьев после каждой продолжительной эксплуатации бензопилы, работы с твердыми породами древесины. «Ручной станок» внешне напоминает обычную лучевую пилу с небольшими тисками для крепления на гарнитуре. Вместо полотна на нем находится круглый напильник.
Перед началом работы следует закрепить инструмент на гарнитуре, выставить параметры в соответствии с особенностями пилы. Это делается только вручную по определенным меткам на станке. Останавливаясь у каждого лезвия, делать 3-4 движения на себя для заточки. Данный способ не подходит для восстановления сильно затупленных пил.
На электрическом станке
Рисунок 3 -Электростанок для заточки пильной гарнитуры Это самый удобный способ заточки шины бензопилы любой марки. Не требуется наличие специальных навыков и умений, сам процесс работы занимает не более 10 минут. Станок оснащен электроприводом, работает от источника постоянного тока напряжением 220-240 В
При выборе устройства обращать внимание на следующие особенности:
- наличие функции заточки зубьев с разным интервалом звеньев, объемом верхней кромки;
- возможность коррекции угла заточки;
- сменные шлифовальные круги в комплектации;
- стабильное значение ширины реза.
Пильная цепь фиксируется в направляющую в составе базовой платформы, на ней имеется и специальный механизм для удержания зубьев. Он может двигаться в горизонтальном направлении. Под настраиваемым углом к режущей кромке опускается шлифовальный круг, степень нажатия можно контролировать регулятором. Непосредственно погружение заточного элемента осуществляет оператор. Для удобства и точности работы на всех моделях имеется измерительная шкала, с помощью которой можно оценивать степень заточки всех составляющих зубьев цепи.
Болгаркой
Данный метод применяется только при отсутствии других необходимых приспособлений для коррекции цепи. Оптимален для грубой правки зубьев, но имеет серьезный недостаток – сложно контролировать угол, а также есть риск повреждения связующих заклепок.
Чтобы подточить цепь, УШМ нужно надежно зафиксировать в тисках. Включить инструмент, а затем поочерёдно подносить каждую режущую кромку и держать до появления блеска. Сверяться с необходимым углом можно с помощью штангенциркуля.
Угол заточки на станке
На качественном инструменте всегда есть разметка, с помощью которой можно оценить качество заточки. При работе нужно ориентировать на ее показатели, чтобы сохранить производительность гарнитуры. В таблице указаны основные характеристики зубьев в зависимости от шага цепи и особенностей звеньев.
Рисунок 4 – Рекомендации по заточки в зависимости от параметров цепи
4.2. Круглые пилы
4.2.1. Конструкции пил круглых плоских для распиловки древесины
Пилы для продольного пиления древесиныПилы для поперечного пиления древесиныТаблица 19.
| Обозначение пил | D,мм | d, мм | S, мм | Числозубьев,z | Обозначение пил | D, мм | d,мм | S, мм | Числозубьев,z |
| Пилы исполнения 1 | |||||||||
| 3420-0158 | 1,4 | 3420-0246 | 560 | 80 | 2,8 | 60 | |||
| -0159 | 1,6 | 48 | -0249 | 2,5 | |||||
| -0160 | 250 | 32 | 1,8 | -0250 | 2,8 | 48 | |||
| -0164 | 1,6 | 60 | -0251 | 630 | 3,0 | ||||
| -0365 | 1,8 | -0252 | 2,5 | ||||||
| -0170 | 2,0 | 48 | -0253 | 2,8 | 60 | ||||
| -0171 | 315 | 2,2 | -0254 | 3,0 | |||||
| -0174 | 2,0 | 60 | -0264 | 2,8 | 48 | ||||
| -0175 | 2,2 | -0265 | 710 | 3,2 | 60 | ||||
| -0179 | 2,0 | -0267 | 2,8 | ||||||
| -0180 | 2,2 | 48 | -0270 | 3,2 | 48 | ||||
| -0181 | 2,5 | -0271 | 800 | 3,6 | |||||
| -0183 | 360 | 50 | 2,0 | -0273 | 50 | 3,2 | 60 | ||
| -0184 | 2,2 | 60 | -0274 | 3,6 | |||||
| -0185 | 2,5 | -0275 | 3,2 | ||||||
| -0190 | 2,2 | 48 | -0276 | 3,6 | 48 | ||||
| -0191 | 2,5 | -0277 | 4,0 | ||||||
| -0193 | 400 | 2,0 | -0278 | 900 | 3,2 | ||||
| -0194 | 2,2 | 60 | -0279 | 3,6 | 72 | ||||
| -0195 | 2,5 | -0280 | 4,0 | ||||||
| -0209 | 48 | -0281 | 3,6 | ||||||
| -0210 | 450 | 2,8 | -0282 | 4,0 | 48 | ||||
| -0213 | 2,5 | -0283 | 1000 | 4,5 | |||||
| -0214 | 2,8 | -0284 | 3,6 | ||||||
| -3167 | 2,2 | -0285 | 4,0 | 72 | |||||
| -0226 | 2,5 | 48 | -0286 | 4,5 | |||||
| -0227 | 2,8 | -0287 | 48 | ||||||
| -0228 | 500 | 2,2 | -0288 | 1250 | 5,0 | ||||
| -0229 | 2,5 | 60 | -0289 | 4,5 | |||||
| -0230 | 2,8 | -0290 | 5,0 | 72 | |||||
| -0242 | 2,5 | -0291 | 1500 | ||||||
| -0243 | 560 | 80 | 2,8 | 48 | 3420-0292 | 5,5 | |||
| 3420-0245 | 2,5 | 60 | |||||||
| Пилы исполнения 2 | |||||||||
| 3420-0354 | 125 | 36 | 3420-0362 | 160 | 1,4 | 60 | |||
| -0356 | 1,2 | -0366 | 48 | ||||||
| -0357 | 32 | 48 | -0367 | 200 | 32 | 1,6 | |||
| -0358 | 160 | 1,4 | -0371 | 1,4 | 60 | ||||
| 3420-0361 | 1,2 | 60 | 3420-0372 | 1,6 |
Таблица 2
| Обозначение пил | D,мм | d,мм | S,мм | Числозубьев,z | Обозначение пил | D, мм | d,мм | S,мм | Числозубьев,z |
| Пилы исполнения 1 | |||||||||
| 3421-0151 | 2,0 | 3421-0200 | 3,2 | 72 | |||||
| -0152 | 360 | 2,2 | -0201 | 800 | 3,6 | ||||
| -0153 | 2,5 | 72 | -0203 | 3,2 | 120 | ||||
| -0160 | 2,0 | -0201 | 3,6 | 72 | |||||
| -0161 | 2,2 | -3173 | 900 | 4,0 | |||||
| -0162 | 400 | 2,5 | -0207 | 3,6 | 120 | ||||
| -0167 | 2,2 | 120 | -0210 | 4,0 | 72 | ||||
| -0168 | 2,5 | -3175 | 1000 | 4,5 | |||||
| -0170 | 450 | -0212 | 5,0 | 120 | |||||
| -0171 | 2,8 | -0213 | 4,5 | ||||||
| -0176 | 500 | 50 | 2,5 | -0214 | 50 | 72 | |||
| -0177 | 2,8 | -0215 | 1250 | 5,0 | |||||
| -0182 | 600 | 2,5 | -0217 | 4,5 | 120 | ||||
| -0183 | 2,8 | -0218 | 5,0 | ||||||
| -0188 | -0220 | 72 | |||||||
| -0189 | 630 | 3,0 | -0221 | 1500 | 5,5 | ||||
| -0190 | 2,5 | 120 | -0223 | 5,0 | 120 | ||||
| -0191 | 2,8 | 3421-0224 | 5,5 | ||||||
| -0194 | 72 | ||||||||
| -0195 | 710 | 3,0 | |||||||
| 3421-0198 | 2,8 | 120 | |||||||
| Пилы исполнения 2 | |||||||||
| 3421-0288 | 125 | 1,2 | 3421-0322 | 400 | 2,5 | 72 | |||
| -0290 | 60 | -0325 | 2,2 | 96 | |||||
| -0291 | 160 | 1,4 | -0330 | 2,5 | 72 | ||||
| -0292 | 1,6 | -0331 | 450 | 2,8 | |||||
| -0295 | 1,4 | 72 | -0333 | 2,2 | 96 | ||||
| -0296 | 200 | 32 | 1,6 | -0334 | 2,5 | ||||
| -0297 | 1,4 | 96 | -0339 | 72 | |||||
| -0298 | 1,6 | -0340 | 500 | 50 | 2,8 | ||||
| -0300 | 250 | -0345 | 2,5 | 120 | |||||
| -0301 | 1,8 | -0348 | 72 | ||||||
| -0306 | 315 | 2,0 | -0349 | 560 | 2,8 | ||||
| -0307 | 2,2 | 72 | -0353 | 2,2 | 120 | ||||
| -0312 | 360 | 50 | -0354 | 2,5 | |||||
| -0313 | 2,5 | -0357 | 630 | 2,8 | 72 | ||||
| 3421-0321 | 400 | 2,2 | 3421-0358 | 3,0 |
000HRC3Таблица 21.
| Порода древесины | Профиль зубьев | Угловые параметры, град | ||||
| Тип | Исполнение | ? | ? | ? | Угол наклона передней и задней граней | |
| Продольная распиловка | ||||||
| Хвойная | 1 | 1 | 15 | 40 | 35 | 90 |
| 1 | 2 | 30 | 40 | 20 | 90 | |
| Твердая | 1 | 1 | 15 | 50 | 25 | 90 |
| Лиственная | 1 | 2 | 30 | 50 | 10 | 90 |
| Поперечная распиловка | ||||||
| Хвойная | 2 | 1 | 50 | 40 | 45 | |
| 2 | 2 | 65 | 50 | -25 | 45 | |
| Твердая | 2 | 1 | 40 | 50 | 55 | |
| Лиственная | 2 | 2 | 55 | 60 | -25 | 55 |
| Примечание. При продольной распиловке мерзлой древесины хвойных пород передний угол у зубьев исполнения 1 необходимо уменьшить на 10…15°, а исполнения 2 – на 5…10°. При поперечной распиловке угол наклона передней и задней граней должен быть равен 65°. |
4.2.2. Пилы круглые строгальные
?HRСэТаблица 22.
| Обозначение пил | D, мм | D1, мм | d, мм | B, мм | ?, мин | Числозубьевz |
| Тип 1 | ||||||
| 3420-0452 | 160 | 60 | 1,6 | 15 | 48 | |
| -0453 | 200 | 80 | 32 | 60 | ||
| -0456 | 250 | 100 | 2,4 | 48 | ||
| -0458 | 315 | 125 | 50 | 3,0 | 25 | 60 |
| 3420-0463 | 400 | 160 | 3,6 | |||
| Тип 2 | ||||||
| 3421-0531 | 200 | 80 | 32 | 1,6 | 15 | 60 |
| -0534 | 250 | 100 | 2,4 | 72 | ||
| -0536 | 315 | 125 | 50 | 3,0 | 25 | |
| 3421-0538 | 400 | 160 | 3,6 | 96 |
4.2.3. Пилы круглые конические
Параметры пил круглых конических.Таблица 23.
| Обозначение пил | D, мм | S1, мм | S,мм | T, мм | H, мм | Число зубьев z |
| Правоконические | ||||||
| Н-376 | 500 | 1,0 | 3,4 | 15,5 | 7,0 | 100 |
| Н-3 76-01 | 630 | 1,2 | 3,8 | 19,5 | 8,8 | |
| Н-3 76-02 | 710 | 1,4 | 4,4 | 22,0 | 9,9 | |
| Н-376-03 | 800 | 24,8 | 11,2 | |||
| Левоконические | ||||||
| Н-3 77 | 500 | 1,0 | 3,4 | 15,5 | 7,0 | 100 |
| Н-3 77-01 | 630 | 1,2 | 3,8 | 19,5 | 8,8 | |
| Н-3 77-02 | 710 | 1,4 | 4,4 | 22,0 | 9,9 | |
| Н-377-03 | 800 | 24,8 | 11,2 |
HRC3
4.2.4. Пилы сферические
Параметры сферических пил.Таблица 24.



| Обозначение пил | D | Rcф | Шаг зубьев t | Высота зубьев h | Число зубьев z |
| Н-378 | 280 | 320 | 14,7 | 12 | 60 |
| Н-378-01 | 300 | 400 | 15,7 | 14 | |
| Н-378-02 | 550 |
4.2.5. Пилы круглые с твердосплавными пластинами
Таблица 25.
| Обозначение пил | D, мм | d, мм | B, мм | b, мм | Числозубьевz | ?, град |
| Тип 1 | ||||||
| 3421-0557 | 24 | |||||
| -0559 | 250 | 36 | ||||
| -0562 | 56 | |||||
| -0564 | 3,4 | 2,4 | 36 | 10 | ||
| -0566 | 315 | 50 | 56 | |||
| -0568 | 72 | |||||
| -0584 | 400 | 4,1 | 2,8 | 56 | ||
| 3421-0586 | 72 | |||||
| Тип 2 | ||||||
| 3420-0482 | 250 | 32 | 3,4 | 24 | ||
| -0486 | 36 | |||||
| -0328 | 2,4 | 24 | ||||
| -0332 | 315 | 3,5 | 36 | 20 | ||
| -0492 | 50 | 56 | ||||
| -0511 | 4,0 | 24 | ||||
| -0362 | 400 | 4,1 | 2,8 | 36 | ||
| 3420-0366 | 56 |
?Э
Подбор инструментов и материалов
В начале работы нужно позаботиться о том, чтобы под рукой всегда было все нужное сырье, а также набор инструментов, которые пригодились бы на протяжении всех действий. Для создания стола вам нужны следующие материалы:
- фанера толщиной около 2-3 сантиметров либо идентичный кусок ЛДСП;
- деревянные бруски размером 40х40 миллиметров;
- строительные уголки из металла – 12-15 штук;
- саморезы разной длины и болты разных классификаций;
- клей, использующийся в столярных работах;
- средства обработки изделия от влаги и ржавчины;
- наружная розетка;
- кабель;
- выключатель.
Этот набор материалов необходим для стандартной конструкции обычных габаритов площадью чуть больше одного квадратного метра. Работать на таком столе можно практически любой ручной дисковой пилой, кроме инструментов с маленькими дисками, так как во время прикрепления к столешнице проседает глубина резки, в среднем на 1-2 сантиметра.
Для работ вам пригодятся следующие инструменты:
- маркер или толстый карандаш;
- рулетка, металлическая линейка, угол;
- лобзик;
- шуруповерт;
- шлифовальная машина;
- дрель;
- наждачка.
Как порезать материал без сколов
Чтобы избежать появления таких дефектов, целесообразно учитывать следующие рекомендации:
- Исходя из чертежа раскроя и размеров выбранного инструмента, выставляется упорная рейка. Она позволит избежать колебаний режущего устройства, что снизит количество повреждений.
- Если работы осуществляются ручной дисковой пилой, то минимизируется выход зубьев. В результате настройки пилящая часть не должна выступать более чем на 5 мм.
- Чтобы край получился без сколов, по линии клеится специальная лента. Это снижает расслоение, но не гарантирует полное отсутствие дефектов. Альтернативный вариант – смачивание верхнего участка, но из-за влагостойкости материала добиться нужного эффекта не получится.
- Режущая часть подносится к месту начала процесса во включенном состоянии, поскольку при запуске непосредственно у края зубья рвут волокна древесины.
- Движение инструмента должно быть равномерным, слишком интенсивное нажатие создает заломы и обожженные участки. Если двигаться очень медленно, то в результате постоянных входов в поверхность появятся следы.
Немаловажным моментом является вид фанеры. Труднее всего обрабатывать ламинированные варианты: полностью исключить сколы можно только на форматно-раскроечном станке, где подрезка осуществляется сверху и снизу. Минимизировать повреждения можно, если сразу выбрать лицевую сторону и на отрезке провести пробный пил. Это позволит определить правильное расположение листа по отношению к режущей части.
Хитрость при выравнивании диска
Пильное устройство всегда закреплено на несколько болтов. Поэтому, регулируя его, лучше всего использовать один из них в качестве оси, вокруг которой будет двигаться (на миллиметры) весь механизм или диск:
Выберите «осевой» болт, исходя из расположения креплений вашей пилы.
Ослабьте его, а затем подтяните чуть сильнее ручной затяжки.
Аккуратно ослабьте остальные болты до люфта.
Выставьте механизм или диск в нужное положение, ориентируясь на показания ИЧ-10 или приспособления для выравнивания.
Не давите на части механизма, чтобы сдвинуть его, а постукивайте по надёжным частям — так будет точнее.
После достижения точного положения, первым затягивайте «осевой» болт — так настройка не собьётся.
Этот метод актуален для любых стационарных циркулярных, сабельных или ленточных пил.
Камуфляжная лента или лента
Использование бюджетной клейкой ленты и ее разновидностей позволяет быстро и легко выполнить не только прямой, но и фасонный срез фанеры без эффекта «разбития» верхнего слоя материала.
Инструкция по основным этапам:
- Отметьте леску резака.
- Наклейте скотч или скотч.
- Проверьте ленту еще раз.
- Пометьте разрез электрической лобзиком.
Камуфляжная лента отличается низкой прочностью, поэтому сделать прямой разрез с помощью электрической лобзика совсем не сложно. Для фигурной резки предпочтение следует отдавать алюминиевой ленте или армированному стекловолокном материалу.
READ Как Укоротить Цепь Бензопилы В Домашних Условиях
Как добиться идеального среза
Вы можете использовать как ручную пилу, так и электроинструмент, чтобы получить идеальный разрез спереди. Есть несколько хитростей, которые помогают добиться качественного среза фанеры. Вот некоторые из них.
Нулевой зазор
Принцип этой техники заключается в том, чтобы свести к минимуму расстояние между подошвой пилы и прижимной подушкой. Это позволяет избежать разрушения верхнего слоя фанеры. Этот эффект может быть достигнут путем прикрепления пластины к подошве инструмента. Крышка имеет прорезь для поддержания возможности резки по запланированной косильной лески скашивания. Благодаря этому зубы гарантированно режут мелкие стружки и не выбивают материал.
Важно избегать механических повреждений, применяя поверхность листа. Крышка должна заменяться каждые 5 метров
Использование прокладок из более прочных материалов (металла, пластика или стекловолокна) исключает необходимость частой замены облицовки, поверхность которой необходимо предварительно отполировать.
Клейкие ленты
Чтобы защитить заднюю часть фанеры, лента наклеивается вдоль косильной лески скашивания. Этот метод помогает предотвратить выпадение крупных деталей, что особенно эффективно, если вы решите использовать ручную или электрическую лобзик. Однако не каждая лента подходит для этих целей. Например, липкая лента в этом случае будет совершенно бесполезной из-за небольшого запаса прочности.
Перед началом распиливания лента приклеивается к поверхности с помощью армирования из стекловолокна или алюминия. Требования к его ширине следующие: с обеих сторон косильной лески скашивания должно быть поле 1,5–2,0 см. Лучше клеить его, прижимая ленту сухой тканью, избегая образования морщин и склеивания.
После того, как пильный диск или электрическая лобзик перестали работать, выньте инструмент после его отключения. Затем приступайте к снятию ленты
В то же время следует соблюдать особую осторожность, чтобы не вызвать внезапных движений небольших фрагментов ламинированной поверхности, которые неизбежно образуются во время резки. Поэтому следует отказаться от использования материалов с прочной клеевой основой
Выбирая такую ленту, следует учитывать ее адгезивность и легкость очистки от шероховатой поверхности.
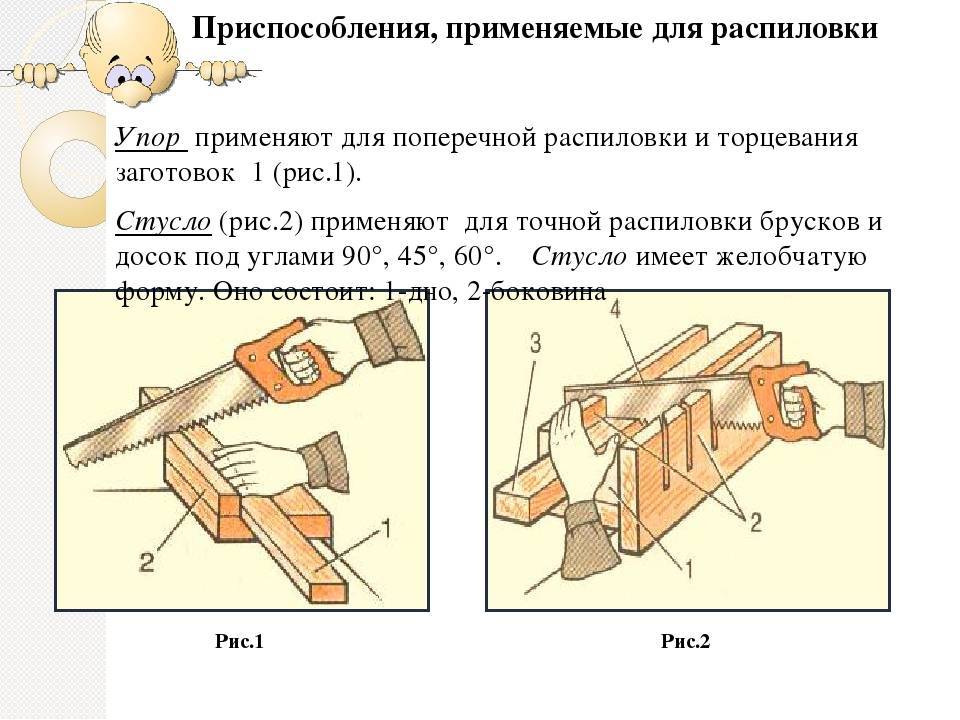
Как ровно отпилить брус или доску. Статья про правильную обработку дерева
Для столяров доска и брус являются самыми распространёнными заготовками, из которых в дальнейшем осуществляется производство поделок и изделий из дерева. И первое, чему подвергается материал, – это распиловка на отрезки необходимой длины. При этом следует знать, как ровно отпилить доску, ведь неправильное выполнение этой операции может испортить заготовку или существенно повлиять на внешний вид, причём не в лучшую сторону.
Для столяров доска и брус являются самыми распространёнными заготовками, из которых в дальнейшем осуществляется производство поделок и изделий из дерева. И первое, чему подвергается материал, – это распиловка на отрезки необходимой длины. При этом следует знать, как ровно отпилить доску, ведь неправильное выполнение этой операции может испортить заготовку или существенно повлиять на внешний вид, причём не в лучшую сторону.
На крупных предприятиях проблема, как ровно отпилить брус или доску, не возникает. На любом серьёзном производстве имеется высокоточное оборудование, которым выполняется этот вид работ. В домашних условиях приходится обходиться тем, что имеется под рукой. При этом инструментом или оборудованием ещё нужно уметь грамотно пользоваться, чтобы отпилить доску правильно, а срез получился без изъянов.
Как собрать ручной лобзик
Когда материал выбран, а выпиливаемый контур нанесен, можно приступать с сборке рабочего инструмента. В первую очередь, затягиваем пилку в нижнем креплении (у рукоятки), после чего продеваем свободный конец в противоположный паз и, слегка сдавив рамку, фиксируем в нем. Обязательно помним, что зубья пильного полотна, всегда должны смотреть на ручку инструмента.





При сжатии, не стоит оказывать сильное давление на рамку, пытаясь согнуть металлическую дугу. Достаточно, чтобы крепления приблизились друг к другу примерно на 1 см. Сжать металлическую рамку можно в руке, или уперев инструмент ручкой в грудь. Для устройств с трубчатыми дугами, есть специальные приспособления с пазами. Если затянуть барашки голой рукой достаточно сильно не получается, используем пассатижи.
Если пильное полотно установлено верно, оно не болтается, а во время работы раздается высокое звучание вгрызающихся в материал зубчиков. Как правильно собрать лобзик, лучше понять с самого начала, так как тонкие пилки имеют свойство лопаться. Чем проще для Вас будет процесс сборки устройства, тем приятнее будет работать.
Готовимся к Пасхе
Работа по дереву — очень нелегкое занятие, благодаря которому получаются произведения искусств. Это говорится лишь про ручную резьбу по дереву, потому что ни одна в мире машина не сравнится с ручной работой. Почему? Человек, работая и создавая свой шедевр руками, вкладывает в свою работу много сил, времени, ну и конечно же самое главное — свою душу. Порой достаточно взглянуть на поделку и понимаешь, с каким настроением мастер ее создавал, что было у него в душе в тот момент. Ведь настроение и эмоции полностью передаются к создаваемому изделию.
Сегодня вашему вниманию предлагается рассмотреть пошаговую инструкцию по украшению яиц из дерева. Основным инструментом, конечно же, будет гравер.
Итак, для работы потребуются следующие инструменты и материалы:
- Гравер;
- Насадка для шлифовки;
- Заготовленные деревянные изделия;
- Простой черный карандаш;
- Бумага наждачная;
- Морилка;
- Лак;
- Кисточки для нанесения;
- Стирательная резинка.
Пошаговая инструкция по работе.
Деревянный изделия необходимо немного зашкурить наждачной бумагой. Поверхность должна быть ровной. После чего выбираем рисунок и переносим его на заготовку. Делать это требуется аккуратно.
В гравер устанавливаем насадку для шлифовки и начинаем делать насечки, как показано на фото.
После работы с гравером необходимо убрать все карандашные линии стирательной резинкой. Должно получиться так, как на картинке:
Читать также: Пяльцы для вышивания своими руками из дерева
Остается лишь дело за малым. Теперь необходимо раскрасить наши яичные сувениры. В данном случае можно использовать морилку, причем разных оттенков. Кисточкой наносим на готовое изделие, убираем в сторону до полного высыхания. После чего проходим немного наждачкой, тем самым создаем необычный эффект. Теперь необходимо покрыть лаком, ждем полного высыхания. Это лишь пример. Насколько хватит вашей фантазии, зависит только от вас. Пробуйте, экспериментируйте, тогда вы станете настоящим мастером в резьбе по дереву гравером.
Вот и все, мастер-класс подошел к концу, наши сувениры на Пасху полностью готовы. Помимо всего вышесказанного, вашему вниманию предлагается ознакомиться с видео-уроками для того, чтобы полностью разобраться в данном ремесле.
Приём выставления параллельности диска и упора подручными средствами
Выставьте упор на 100 мм от диска.
Возьмите брусок длиной 60–70 мм и вверните в торец шуруп с круглой головкой. Эта головка, когда брусок прижат к упору, должна цеплять за зуб диска.
Пометьте этот зуб маркером.
Продвиньте заготовку с шурупом на другую сторону диска и прокрутите сам диск, пока помеченный зуб не сравняется с головкой шурупа.
Усилие при зацепе зубом головки шурупа должно быть одинаковым в начале и в конце. Это можно определить на слух — металл диска прекрасно воспроизводит колебания. Если звук в начале и в конце разный — требуется более точно выставить пильное устройство в соответствии с инструкцией (для разных моделей способы будут разными).
Профессиональные модели, пила которых неподвижна, имеют регулировку верстака*. Для этого нужно ослабить несколько болтов (которыми верстак закреплён к станине). Станки плотницкого типа предусматривают точную правку положения пильного агрегата.
* Имеется в виду часть стационарной пилы, которую также называют «пильный стол».





