

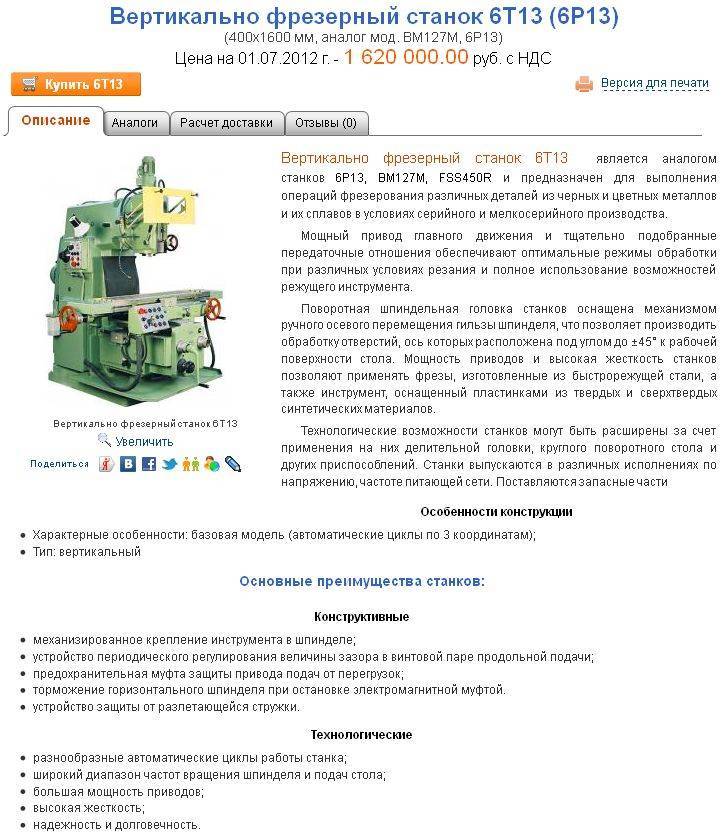
Особенности и преимущества
Несмотря на три десятка лет от периода разработки, модель остаётся востребованной среди аналогов благодаря конструктивным решениям, обеспечивающим:
- точность;
- надёжность и долговечность;
- производительность;
- безопасность.
Перечисленные положительные качества оборудования, определяются комплексом факторов.
Минимальные отклонения формы и расположения обрабатываемых поверхностей обусловлены высокой жесткостью несущих элементов, а также шабрёнными направляющими оптимального профиля.
В опорах шпинделя использованы двухрядный роликовый и парные радиально-упорные подшипники значительной нагрузочной способности, позволяющие выполнять скоростное и силовое резание. Ресурс при штатной смазке и правильном натяге превышает срок до капитального ремонта. Паспорт на фрезерный станок 6Т13 включает перечень подшипников с указанием класса.
Устранение люфта в винтовой паре продольных перемещений осуществляется поворотом подвижной гайки червяком, входящим в механизм регулировки осевого зазора.
Все ходовые гайки — биметаллические, быстроизнашиваемые детали в сопряжениях трения — стальные с поверхностной закалкой ТВЧ, аналогично термообработаны зубчатые колёса, что обеспечивает долговечность, снижает расходы на запчасти.
Эффективная централизованная смазочная система, состоит из двух независимых групп: для механизмов в станине и консоли соответственно, каждая питается от своего плунжерного насоса.
Указанные особенности определяют длительность межремонтного цикла не менее 11 лет при двухсменном графике, соблюдении эксплуатационных требований и преимущественном фрезеровании стали.
Высокая мощность приводов, широкий диапазон подач и скоростей, наряду с малой податливостью системы позволяют вести высокопроизводительное фрезерование инструментами, оснащенными пластинами из твёрдых сплавов и СТМ.
Экономия вспомогательного времени достигается за счёт электромеханического закрепления инструмента, перемещения стола по автоматическим циклам, переключения оборотов без последовательного прохода ступеней.

Стол фрезерного станка 6Т13
Вопросы безопасности решены внедрением:
- подвижного ограждения;
- останова шпинделя тормозной электромагнитной муфтой;
- механизма пропорционального уменьшения подачи при врезании и выходе;
- предохранительной муфты;
- дублирования стоповых кнопок;
- блокировок.
Преемственность с предыдущими версиями упрощает освоение станочником. Применение в кинематике электромагнитных муфт сокращает усилия на переключения. Эргономика улучшена сведением кнопок управления на два пульта: боковой и основной.
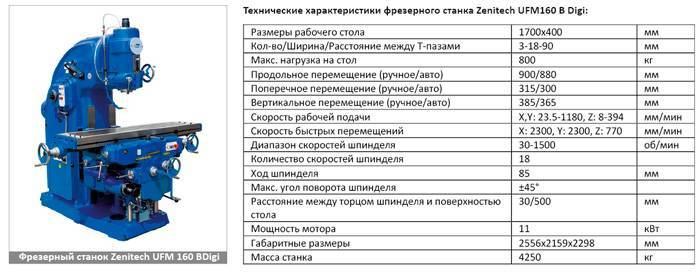
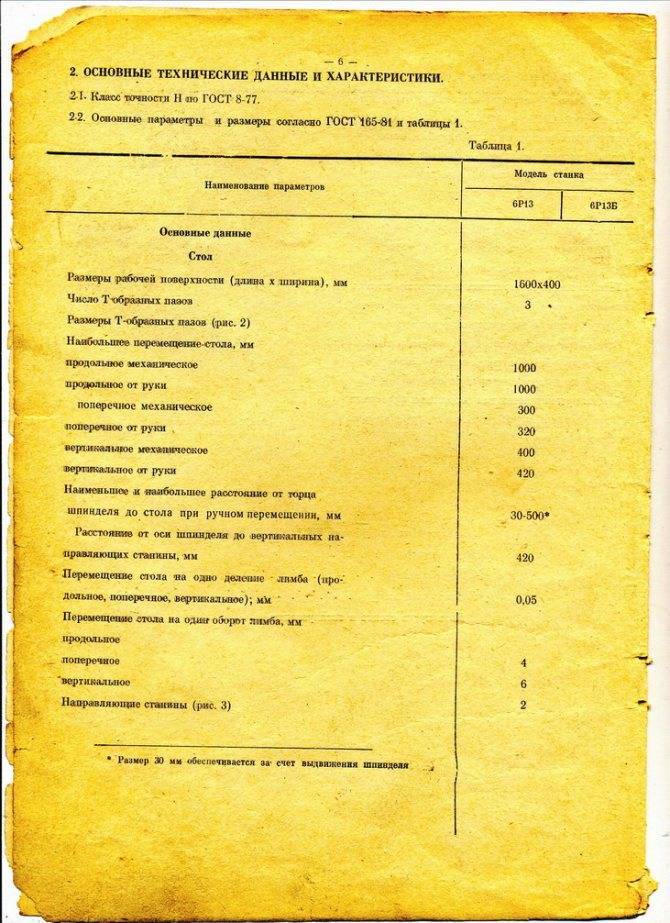
Технические характеристики
Информацию об основных показателях содержит паспорт рассматриваемого фрезеровального станка. Изучая паспорт можно выделить следующие моменты:
- Масса модели составляет 4 200 кг.
- Шпиндель 6Р13 может быть расположен от поверхности стола на расстоянии от 3 до 50 сантиметров.
- При применении механизма ручного управления столом максимальные показатели перемещения: в вертикальном направлении 42 см, поперечном 32 см, продольном 100 см. Кроме этого инструкция по эксплуатации предусматривает возможность применения устройства быстрого механического перемещения стола.
- Информация, занесенная в паспорт, также определяет ограничение по максимальному весу заготовки в 300 кг.
- Технические характеристики подгонялись для обеспечения наиболее благоприятных условий для фрезерования изделий, изготавливаемых из высоколегированной стали. Усилие в продольном направлении может составлять 20 кН, поперечном 12 кН и 8 кН в вертикальном.
- Технические характеристики вертикально фрезерного станка 6Р13 определяют то, что показатель максимального диаметрального размера фрезы составляет 20 см.
- Созданная коробка подач 6Р13 и скоростей имеет специальную муфту, которая предназначена для исключения вероятности перегрева установленного электродвигателя по причине превышения максимально допустимого значения нагрузки.
- Рассматривая основные параметры следует отметить, что показатель количества оборотов в минуту шпинделя можно регулировать в диапазоне от 31 до 1600 об/мин. Для этого была добавлена коробка скоростей с возможностью выбора одной из 18-ми передач.
- Коробка подач 6Р13 имеет следующие пределы скорости перемещения: от 12,5 до 1250 мм/мин. В вертикальном направлении данный показатель находится в пределе от 8,3 до 416 мм/мин. Вертикально фрезерный станок 6Р13, схема коробки подач также предусматривает наличие 18-ми передач для выбора фиксированного значения скорости перемещения стола, имеет рукоятки, при помощи которых проводится переключения скоростей.
- Кроме этого фрезерный станок 6Р13 имеет электрическую схему с тремя электродвигателями. Электросхема питания основного вращения, которое передается к режущему инструменту, питается от основного 7,5 кВт мотора, для подач установили мотор с мощностью 2,2 кВт. Кроме этого у консольно-фрезерного станка есть система охлаждения, для работы которой разместили 0,125 кВт мотор. Схема электрическая имеет несколько предохранителей, устанавливаемые для защиты двигателей от перегрева. Но основным защитным механизмом все же является муфта.
- СОЖ подается от резервуара в зону резания через сопло по трубопроводам, давление обеспечивается насосом.
Электрическая схема станка 6Р13
Кроме этого особенности вертикально фрезерного станка заключаются в механизме поворота головки. Он позволяет расположить режущий инструмент под углом до 45 градусов относительно поверхности стола. Именно поэтому 6Р13 предназначен (назначение) для получения наклонных поверхностей и отверстий.
Довольно высокая мощность привода, а также высокий показатель жесткости конструкции определяют то, что применять 6Р13 можно для обработки заготовок, которые изготавливаются из высокопрочных металлов. Для их фрезерования устанавливаются фрезы из быстрорежущей стали, а также режущий инструмент с пластинами из синтетических материалов. Конструкция эффективно гасит возникающую вибрацию, что позволяет существенно снизить погрешность размеров и шероховатости. Согласно ГОСТ 8-77, модель относится к группе оборудования класса точности Н.

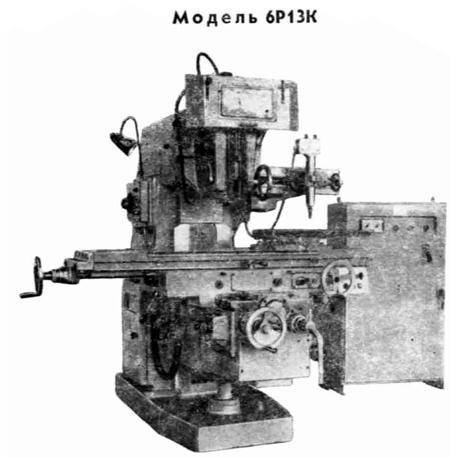
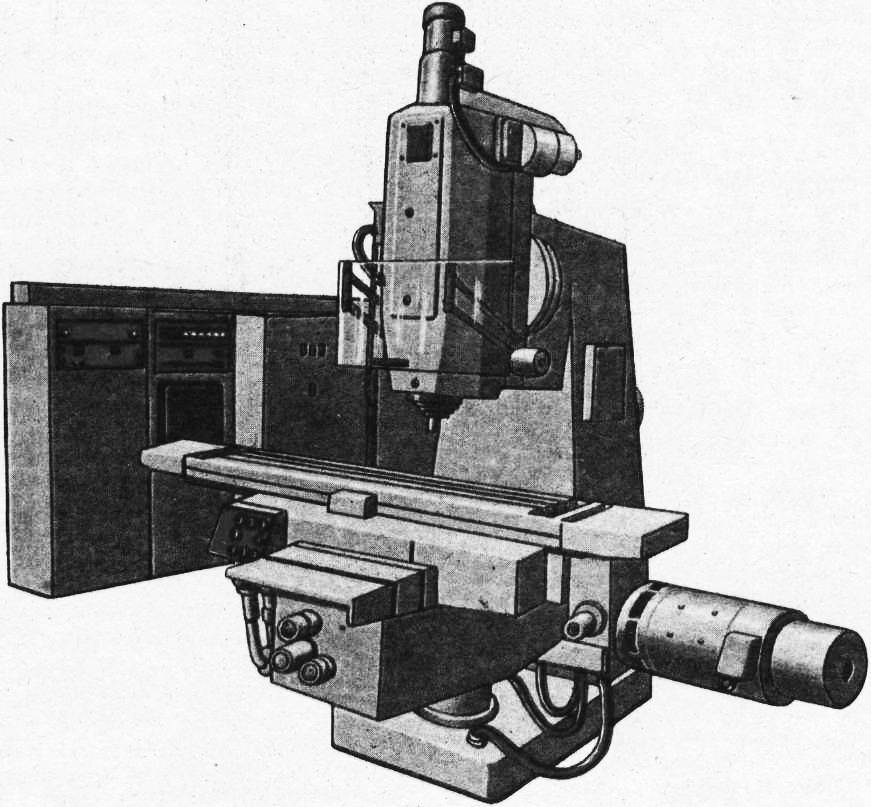
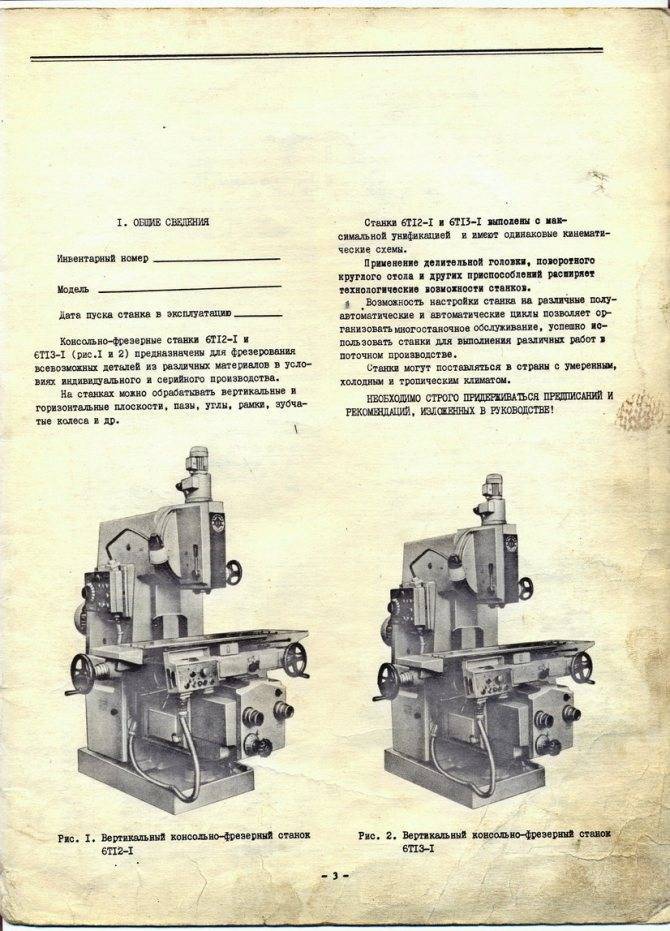
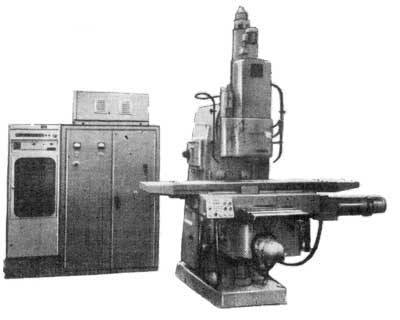
Внешний вид станка 6Р13



Конструкция основных узлов консольно-фрезерного станка 6Т12
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Т13-1
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Т12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Конструкционные особенности консольно-фрезерного станка
Конструкционные особенности станка помимо высокой производительности направлены на обеспечение безопасности оператора, работающего с оборудованием. На агрегате имеется подвижное ограждение. Также безопасность обеспечивается:
- дублированием стоп-кнопок агрегата;
- система блокировок;
- механизм пропорционального уменьшения подачи при выходе и врезании.
Есть и другие особенности конструкции, которые делают работу более эффективной.
Габариты и масса
Станок относится к крупному оборудованию. Его вес составляет 4200 кг. Габариты агрегата:



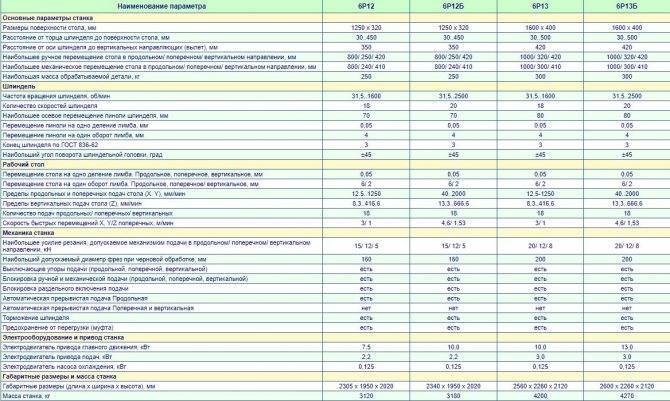

- длина – 256 см;
- ширина – 226 см;
- высота – 212 см.

Поверхность стола имеет размеры 1600х400 мм.
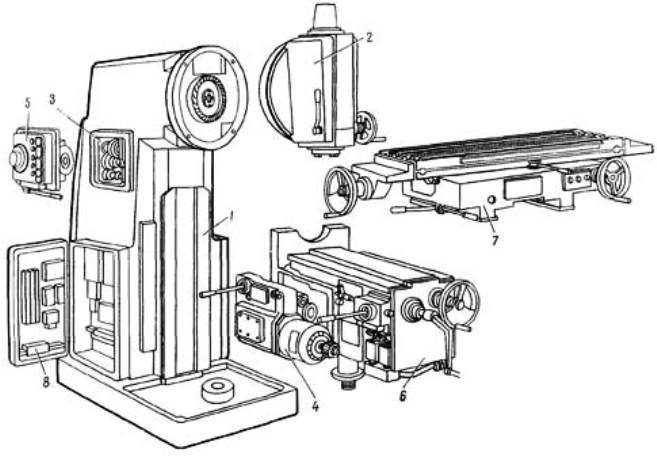
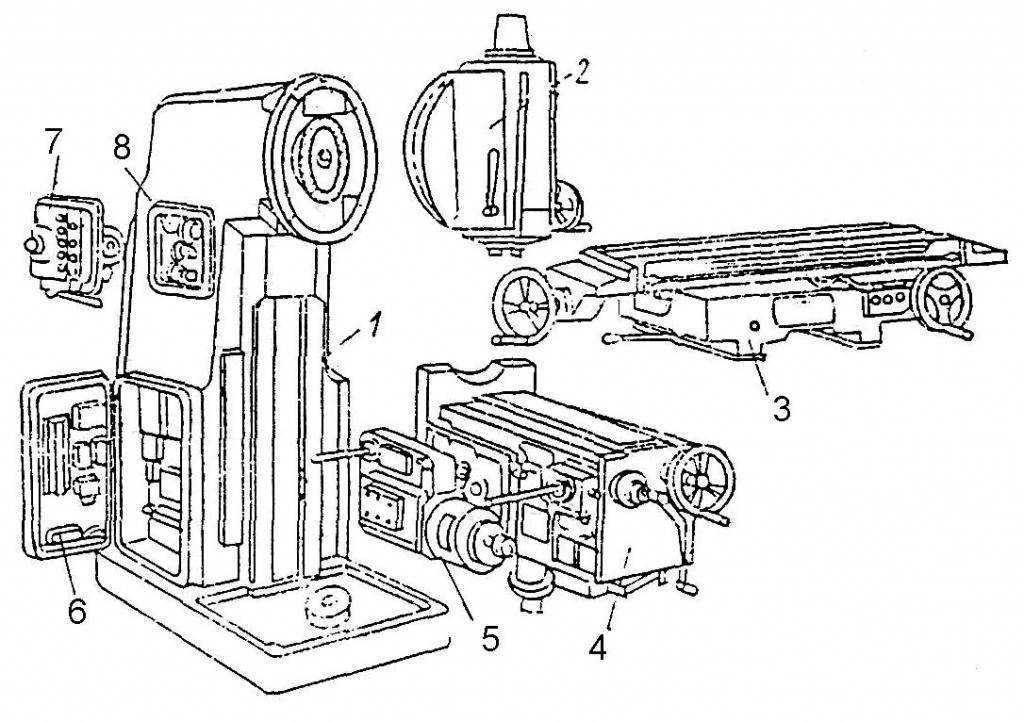
Перечень составных частей
Основные узлы агрегата те же, что и в большинстве фрезерных станков. Но все составные части имеют некоторые особенности конструкции, которые позволяют выполнять необходимые функции:
- Литая станина. Это широкая прямоугольная платформа, на штифтах с вертикальной горловиной.
- Шпиндельная головка с гильзой. Поворотный механизм, закрепленный в кольцевой выточке станины, с двигателем зажима режущей детали.
- Шкаф управления. В его состав входит электропривод шпинделя, а также коробка скоростей, пульт управления и несколько важных переключателей.
- Передняя консоль. Движок направляющих элементов стола, и приборы регулировки их перемещения.

Также к особенностям конструкции относятся:
- Механизированное крепление инструмента. Это повышает параметры точности обработки детали.
- Стол станка способен поворачиваться вокруг вертикальной оси на 45°. Так можно фрезеровать винтообразные спирали.
- Автоматическое торможение шпиндельной головки.
- Три режима работы: ручной, автоматический и толчковый.
- Ограничение зазора в винтовой паре.
Дополнительная жесткость станка позволяет обрабатывать пластины из твердых и сверхтвердых синтетических материалов.
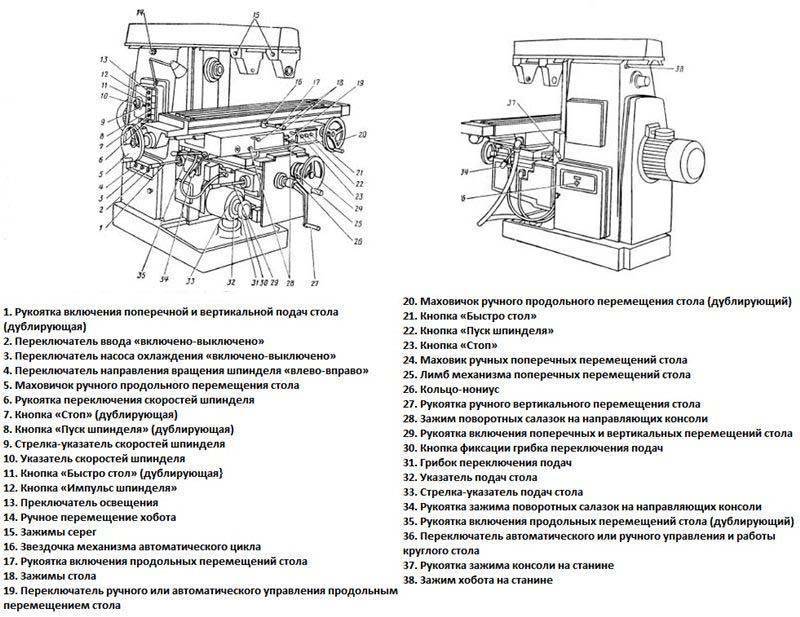
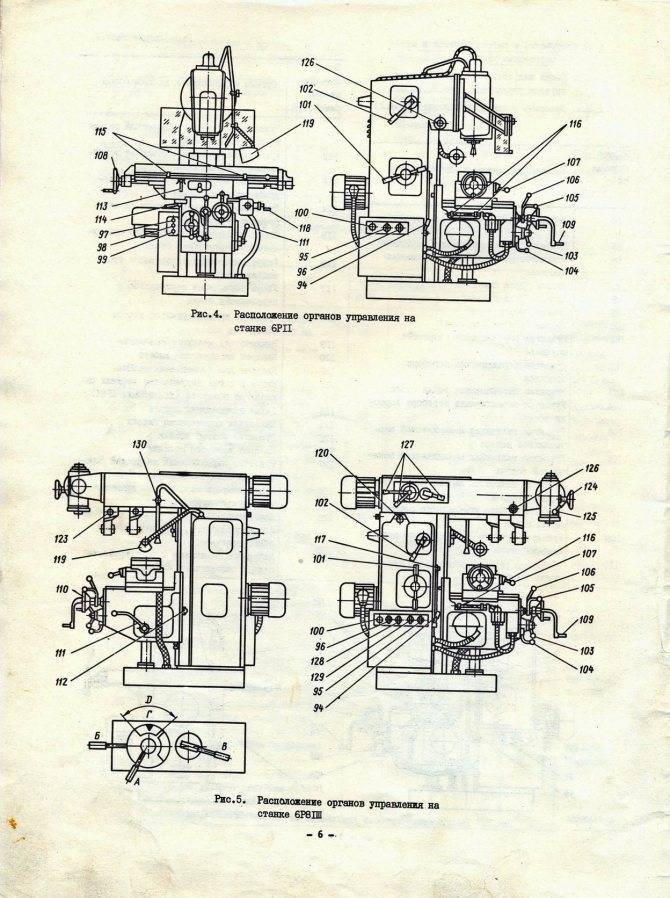
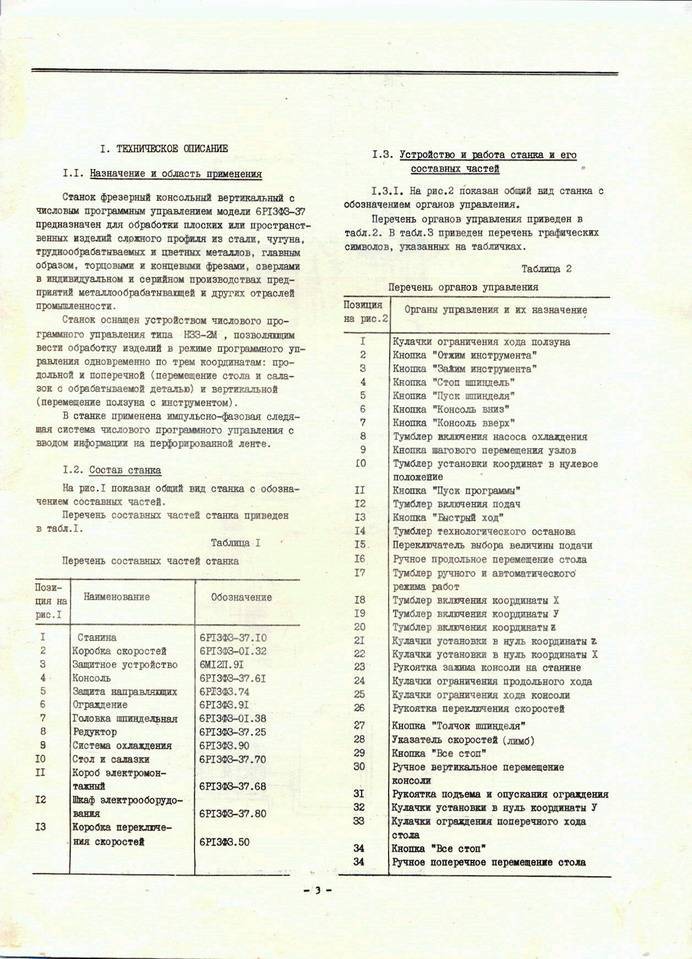
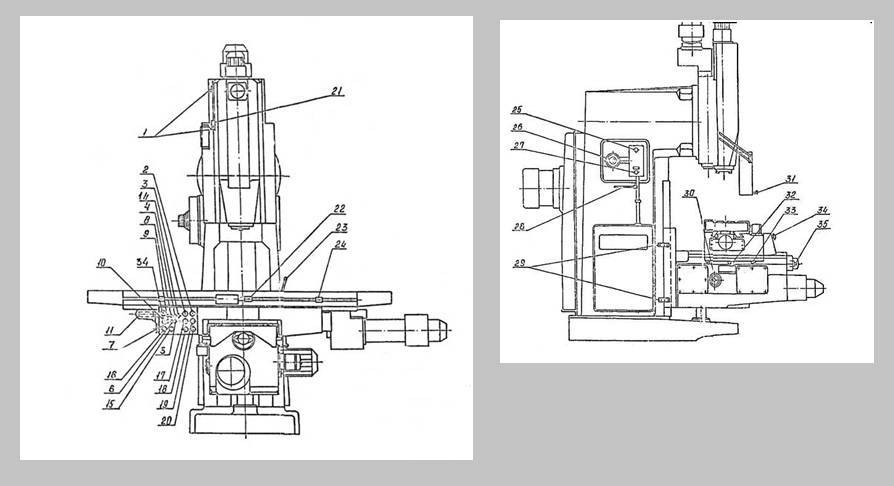
Описание и расположение органов управления
Одним из основных органов управления является коробка скоростей, которая содержит 18 частот вращения шпиндельного узла. Для этого имеется специальная головка с делениями. Отдельно установлена рукоятка для зажима гильзы.
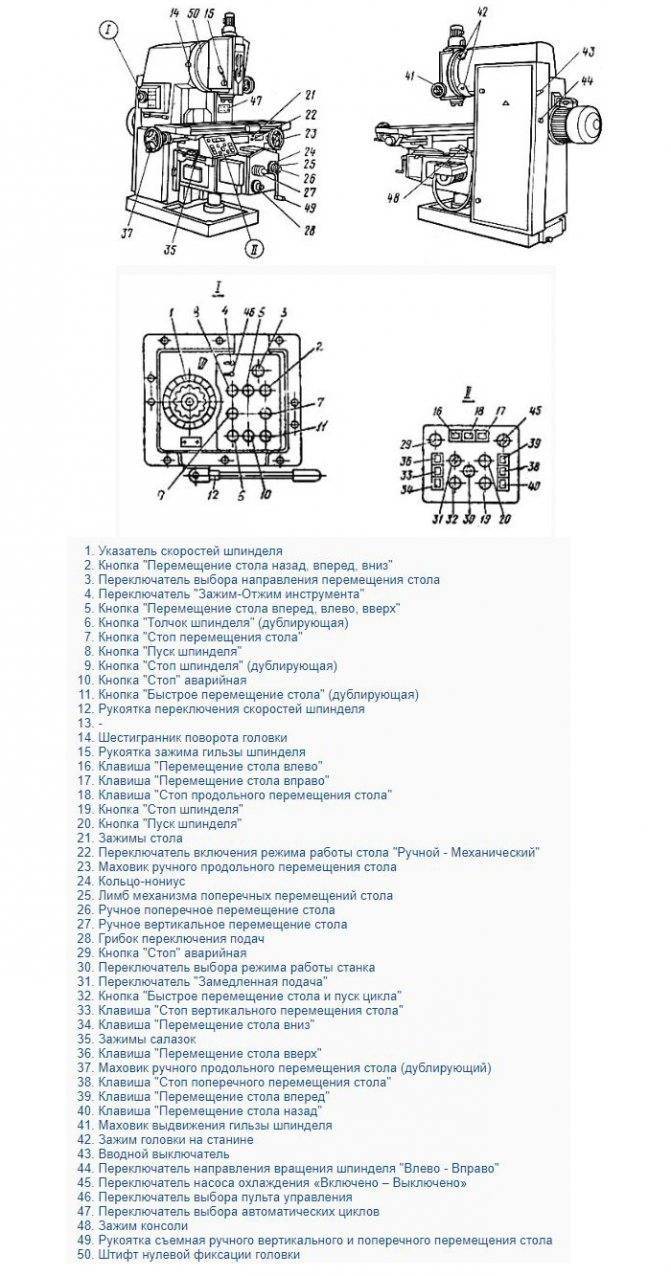
Управление приводом подач осуществляется при помощи фрикционов обычного и быстрого хода. Также имеются механические зажимы салазок, а также консоли на направляющих частях станины. Все рабочие элементы имеют отдельные маховики для ручного управления.
Особенности строения поворотной головки
Станина служит базой для поворотной головки агрегата. Сама головка оснащена механизмом ручного и осевого перемещения. Это позволяет проводить обработку поверхностей, которые расположены под углом в 45°.
Центрируется поворотная головка в кольцевой выточке, к которой крепится 4 болтами. Сама шпиндельная головка – двухопорный вал, который смонтирован в выдвижной гильзе. От насоса станины происходит смазка подшипников и шестерен поворотной головки.
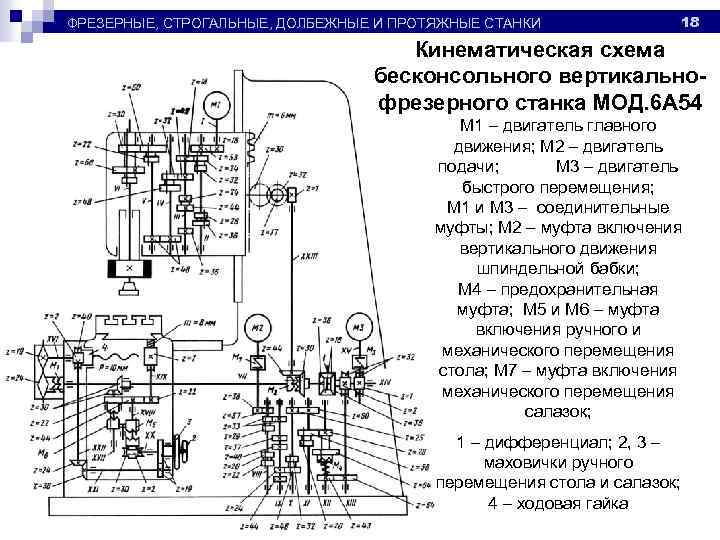
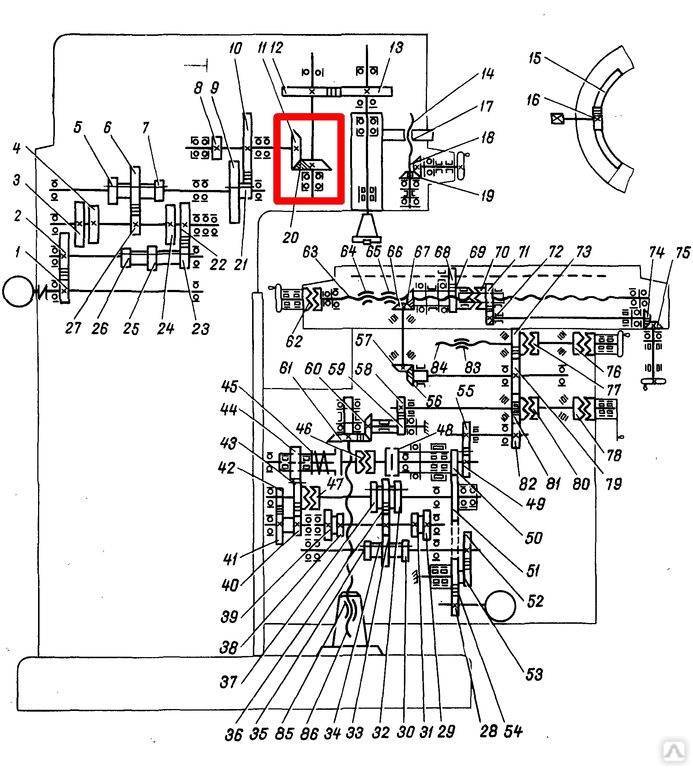
Кинематическая схема
Кинематическая схема оборудования довольно стандартная по своему виду, она необходима инженеру для понимания общего фланга работ и соединения конструктивных деталей. Судя по ней, можно понять, как передается движение из одного узла к другому и почему происходит изменение характеристик и тому подобное.

Привод работает от фланцевого электродвигателя. Они соединяются при помощи качественной муфты. Оборотов шпинделя в минуту может быть различное число. Осуществляется контроль за этой характеристикой при помощи трех зубчатых блоков. Они находятся по валам, что легко можно увидеть на кинематической схеме. Коробка скоростей дает нужный показать шпинделю. В листе эксплуатации устройства указано, что всего может быть 18 скоростей
Следует обратить внимание что:
- привод подач работе от двигателя, который располагается на консоли;
- ускоренные перемещения делаются фрикционом быстрого хода;
- фрикцион работе посредством зубчатых колес;
- муфта подач соединяется с фрикционом;
- муфту и фрикцион допускается включать одновременно, так как они соединены.
На кинетической схеме указывается базис, основная часть — станина. Она фиксируется штифтами на основании станка.
Основные преимущества вертикально-фрезерного станка 6Т13
Высокая жесткость несущей конструкции
. Она обеспечивает минимальные отклонения при фрезерной обработке поверхностей заготовки.
Прочность ходовых деталей
. Все составляющие рабочих узлов – гайки и зубчатые колеса – имеют поверхностную закалку токами высокой частоты. Это повышает долговечность станка, снижает затраты на запчасти.
Централизованная смазочная система
. Она состоит из двух групп, независимых друг от друга: для консоли и механизмов, расположенных в станине.









Малые затраты вспомогательного времени
. Достигаются благодаря автоматическим настройкам станка, электромеханическому креплению инструмента, быстрому переключению скоростей вращения.
Устранение люфта в винтовой паре продольного перемещения
. Осуществляется механизмом настройки осевого зазора.
Кинематическая схема фрезерного станка с ЧПУ 6Р13РФ3
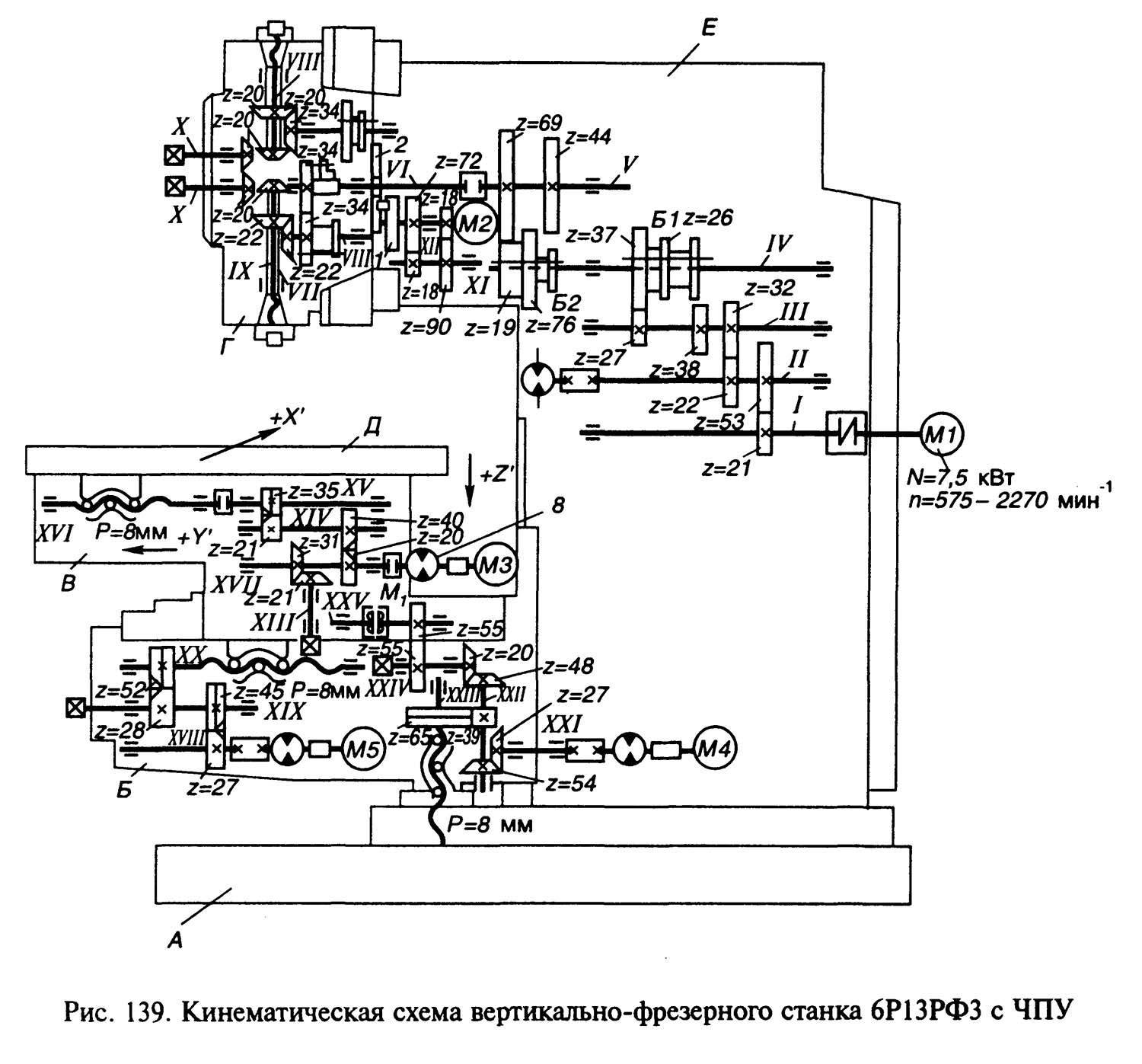
Кинематическая схема фрезерного станка с ЧПУ 6р13рф3
Механизмы и движения в станке
Станина А (рис. 139) обладает высокой жесткостью за счет развитого основания, трапецеидального сечения по высоте, внутренних ребер и перегородок. Револьверная головка Г имеет шесть шпинделей, расположенных под углом 60° друг относительно друга. Один из шпинделей усилен для выполнения тяжелых фрезерных работ. Консоль Б перемещается по вертикальным направляющим станины (координата Z’). По горизонтальным направляющим консоли движутся поперечные салазки В (координата Y’ по направляющим последних в продольном направлении — стол Д (координата X’). В станине расположена коробка скоростей Е. В корпусе консоли смонтированы механизмы поперечной и вертикальной подач, в салазках — механизм продольной подачи.
Кинематика станка
Главное движение шпиндель VIII получает от электродвигателя постоянного тока Ml через упругую соединительную муфту и зубчатые колеса коробки скоростей и револьверной головки. Вариация частоты вращения шпинделя обеспечивается в автоматическом цикле за счет запрограммированного изменения задающего напряжения для тиристорного преобразователя, а также передвижением блоков Б1 и Б2 посредством гидроцилиндров. Уравнение минимальной частоты вращения шпинделя пmin = 575 х (27/53) х (22/32) х (27/37) х (19/69) х (34/34) х (22/22) = 40 об/мин, где 575 — наименьшая частота вращения вала электродвигателя ML
Для крепления оправки с инструментом служит шомпол IX, который смонтирован в отверстии шпинделя. На переднем конце шомпола нарезана резьба, на заднем конце насажено коническое кольцо Z= 20. С последним при зацеплении оправки зацепляется колесо Z= 20 вала X.
К валу II присоединен шестеренный насос, обеспечивающий смазывание элементов коробки скоростей револьверной головки.
Револьверная головка
Револьверная головка состоит из основания, к которому полукольцами притянута поворотная плита. На торце плиты закреплены шесть шпиндельных корпусов. Центральный вал VI поворотной плиты соединен с крестовой муфтой с выходным валом V коробки скоростей. На валу VI закреплено ведущее колесо Z= 34 с направляющим зубчатым диском. Вращение от ведущего колеса через передачу i = 34/34 и коническую пару i = 20/20 (или i = 22/22) получает лишь тот шпиндель VIII, который находится в рабочем положении. Поворот головки в заданную позицию осуществляется от гидродвигателя М2 (типа Г12—22) через зубчатые пары Z= 18—90, Z— 18—72, диск 1 с цевкой и мальтийский крест 2 Каждый шпиндельный корпус имеет с наружной стороны гнездо, в которое входит фиксатор, выдвигаемый по команде от конечных выключателей. Таким образом фиксируется положение револьверной головки.
Вертикальная, продольная и поперечная подачи
Вертикальная, продольная и поперечная подачи и ускоренные перемещения осуществляются от шаговых двигателей ШД5Д1 с гидроусилителями моментов Э32Г1824. Ходовой винт качения XVI поперечной подачи (шаг р= 8 мм), получает вращение от двигателя 8 через две пары косозубых колес i=20/40, i=21/35. Величина минимального перемещения по координате Y : (1/240) х (20/40) х (21/35) х 8 = 0,01 мм.
Вертикальная подача осуществляется от двигателя М4 через передачи i = 27/54, i = 21/35. Величина минимального перемещения по координате у; (1/240)(20/40)(21/35) х 8 = 0,01 мм.
Вертикальная подача осуществляется от двигателя М4 через передачи i = 27/54, i = 39/65 и винт-гайку качения XXIII (шаг р = 3 мм). Пружинная гидравлическая муфта М предохраняет консоль Б от самопроизвольного опускания при остановке станка. Консоль оснащена зажимным устройством, работающим от УП и действующим при отсутствии вертикального перемещения.
Продольная подача осуществляется от двигателя М5 через беззазорный редуктор i = 27/45, i = 26/52 и винт-гайку качения XX (шаг р = 3 мм), величина продольного хода ограничена кулачками.
Кинематические цепи ускоренных подач те же, что и для рабочих подач. Гнезда рукояток ручных подач имеют конечные выключатели для блокировки. При вытаскивании рукоятки из гнезда размыкается электрическая цепь механической подачи.
Технические характеристики консольного фрезерного станка 6Т13Ф3
| Наименование параметра | 6Т13Ф3 |
| Основные параметры станка | |
| Размеры поверхности стола, мм | 1600 х 400 |
| Наибольшая масса обрабатываемой детали, кг | 400 |
| Наибольший продольный (X), поперечный (Y), вертикальный ход (Z) стола, мм | 1000, 400, 430 |
| Расстояние от торца шпинделя до поверхности стола, мм | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 500 |
| Наибольший диаметр торцевой фрезы, мм | 125 |
| Наибольший диаметр концевой фрезы, мм | 40 |
| Наибольший диаметр сверла, мм | 30 |
| Шпиндель | |
| Мощность привода главного движения, кВт | 7,5 |
| Частота вращения шпинделя, об/мин | 40..2000 |
| Количество скоростей шпинделя | 18 |
| Перемещение пиноли (гильзы) шпинделя, мм | |
| Перемещение пиноли шпинделя на одно деление лимба, мм | |
| Перемещение пиноли шпинделя на один оборот лимба, мм | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 |
| Рабочий стол. Подачи | |
| Пределы продольных, поперечных подач стола и ползуна (X, Y, Z), мм/мин | 3..4800 |
| Скорость быстрых перемещений (продольных (X)/ поперечных (Y)/ вертикальных (Z)), м/мин | 7,5/ 7,5/ 7,5 |
| Количество подач стола (продольных, поперечных, вертикальных) | Б/с |
| Подача на один импульс (продольное (X), поперечное (Y), вертикальное (Z)), мм | 0,01 |
| Наибольшее допустимое усилие резания (усилие подачи) по координате X, Y, Z, кг | 1600/ 1600/ 1000 |
| Система ЧПУ 2С42-65 | |
| Количество управляемых одновременно управляемых координат при линейной интерполяции | 3/ 3 |
| Количество управляемых одновременно управляемых координат при круговой интерполяции | 3/ 2 |
| Дискретность, мм | 0,01 |
| Электрооборудование и приводы станка | |
| Количество электродвигателей на станке | 10 |
| Электродвигатель главного движения, кВт | 7,5 |
| Электродвигатель привода подач, кВт | 0,85 |
| Электродвигатель установочного перемещения консоли, кВт | 1,5 |
| Электродвигатель зажима инструмента, кВт | 0,25 |
| Электродвигатель насоса СОЖ, кВт | 0,12 |
| Электродвигатель насоса смазки, кВт | 0,27 |
| Электродвигатель вентилятора, кВт | 0,05 |
| Суммарная мощность всех электродвигателей, кВт | 12,17 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 2520 х 3200 х 3002 |
| Масса станка, кг | 5300 |
Список литературы:
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980





Копылов Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Область применения вертикально-фрезерного станка 6Р13
Если заглянуть в паспорт изделия, то там можно найти все технические характеристики станка. Главная особенность состоит в том, что установлен вертикальный пинольный шпиндель, следовательно, 6Р13 относится к вертикальному типу. Стол крестово-перемещающийся, не двигается в горизонтальной плоскости, но есть и вертикальное перемещение по направляющим стойку. Такой вид движения — крестовый — считается одним из наиболее эффективных, если речь идет об универсальном оборудовании.
Обработка проводится:
- вертикальных и горизонтальны поверхностей; наклонных деталей;
- любых криволинейных, если позволяет их размер установить;
- пазы, углы и рамки.
Работает с различными видами металла, в частности, работы проводятся по чугуну, стали, цветному металлу. Из-за возможности обработки практически любого типа материала, имеющего разные размеры и формы, станок стал универсальным для применения в различных областях промышленности.

Еще нужно обратить внимание на то, что СОЖ используется через двигатель насоса, подается по трубкам через сопло к оборудованию. Есть механизм основного перемещения (тип ручной), он установлен на головке шпинделя
Это дает возможность работать с соответствиями, ось которых располагается наклонно к столу. Фрезы используются и из быстрорежущей стали, а не только обычного типа. Это нововведение стало возможным благодаря использованию более жестких станин и повышения мощности привода. По государственному образцу класс точности относится к ГОСТ 8-77.
История и востребованность
История бренда началась значительно раньше, чем в 1977 году, который фигурирует во многих источниках. Главным действующим лицом стал Николаус Август Отто, который основал первое в мире предприятие, специализирующееся на производстве двигателей в 1864. Уже в 1890 году придумали молотилку. Спустя 4 года выпущен первый трактор Deutz с бензиновым двигателем мощностью 26 л.с. В 1927 году произведен первый дизельный трактор Deutz МТН222, собственно он и стал началом серийного производства стандартных и привычных сейчас тракторов.







С 1936 году небольшие с/х предприятия уже стали использовать механизацию и ее лицо – Deutz F1V 414, с мощностью 11 л.с.
В 1937 году приобретен Klöckner, который стал Klöckner-Humboldt-Deutz или просто KHD. Эта компания становиться крупнейшим конгломератом Рейха. На тот момент KHD работала во всех сферах связанных с производством двигателей.
С 1949 года запущено производство трактора с дизельным мотором и воздушным охлаждением Deutz F1514 и F2514. Уже в 1955 году произведен 100 тысячный экземпляр.
1961 – начало сотрудничества с Fahr AG. Оно стало возможным за счет обмена доли акций компании KHD. В 1968 KHD покупает часть акций Fahr AG и появляется бренд, который сегодня узнаваем во многих странах – Deutz-Fahr.
В 1977 году поставлены на серийное производство двигатели серии DX, которые уже спустя год официально представили. Это были дизельные двигатели с 5 и 6 цилиндрами. Мощность их варьировалась от 80 до 160 л.с. Чуть позже, в 1980 году серия пополнилась также 4 цилиндровыми моделями.
В 1990 году запущено производство тракторов AgroXtra. 1991 год комбайн серии Topliner.
1995 год стал знаковым, ведь именно в это период к корпорации присоединилась итальянская группа SAME. Полное названием компании стало выглядеть так: SAME Deutz-Fahr или SDF. Также выпущена серия Agrotron.
В 1996 году решено перенести производственные мощности из Кельна в Лауинген. В том же году представили кормоуборочный комбайн Gigant 400. Дальнейшая история в большей мере связана с выпуском новой техники, а именно:
- 2001 – Agrotron TTV с бесступенчатой трансмиссией.
- 2004 – запущено производство погрузчиков Teleskoplader и роторного комбайна
- 2009 – стартовал выпуск серии Agrotrac. Предназначена она для стран с более лояльными нормами по выбросам в атмосферу газов.
- 2013 – серия комбайнов С9000.
Последнее знаменательное событие в истории бренда произошло в 2017 году, когда начал работать самый современный тракторный завод в Европе. Основная специализация – техника мощностью 130 л.с.
Агрегаты Deutz-Fahr востребованы в с/х практически во всех странах мира, а особенно в России и СНГ. Их полюбили за производительность, современность, мощные и экономичные двигатели. После отечественных тракторов и комбайнов многие оценили и комфортные условия оператора.
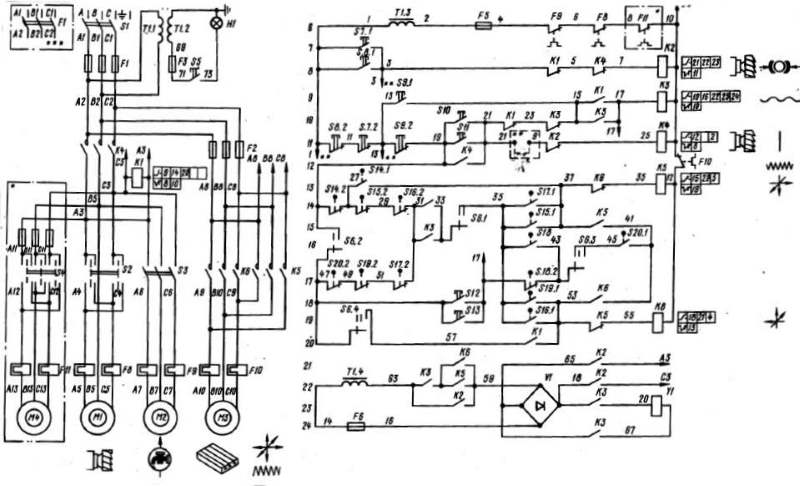
Электрооборудование станка 6Р13Ф3
Электрическое снабжение размещается на устройстве в пункте регулирования и содержит некое построение числового управления “НЗЗ-2М”. Пункт регулирования помогает размещать в ней горизонтально установленные аппараты для обеспечения электрической цепочки.
Снабжение электрооборудования реализовывается с помощью станции регулирования от сети трехфазного изменяемого тока напряжением 380 В, частотой 50 Гц. Колебание, которое является допустимым при питающем напряжении – 15% ± 10% от 380 В.
Часто применимы последующие виды напряжения в станках:
- силовая цепочка – три фазы, переменный ток 380 В, частота 50 Гц;
- схема регулирования – переменный 110 В, 50 Гц;
- схема местной иллюминации – переменный 24 В, 50 Гц;
- схема регулировки – постоянный 24 В;
- схема электродинамического затягивания – постоянный 55 В;
- снабжение электрических двигателей питания – постоянный 48 В.

Подключение коммутатора к питанию регулирования может быть осуществлено при помощи первоначальной установки, управлять каковым можно отображенной на дверце установки контроля рукояткой.
Обратная связь в скоростном направлении осуществляется через вмонтированный в электрический двигатель тахогенератор с побуждением от константных магнитов.





