

Эксплуатация
При работе на шлифовальных станках нужно соблюдать следующие правила:
диск и заготовка должны быть установлены плотно, соосно, без свободного вращения; уровень биений не должен превышать допустимых значений, указанных в техдокументации; обязательно использовать защитные щитки, чтобы предотвратить травматизм оператора; перед запуском нужно убедиться в работоспособности защитной системы; запрещено касаться руками вращающихся узлов, механизмов, заготовок; важно проводить техосмотры, замены повреждённых деталей, выполнять своевременную смазку; если предусмотрена система охлаждения, то требуется следить за её исправностью; недопустимо использование сильно изношенного круга или повреждённого; при обнаружении перегревов выше +60С нужно остановить работу, выяснить причину, устранить её; следует за один проход снимать оптимальный по размерам верхний слой, не вызывая перегрузок или сбоев в работе станка. В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач. Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз
Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз
В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач. Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз.
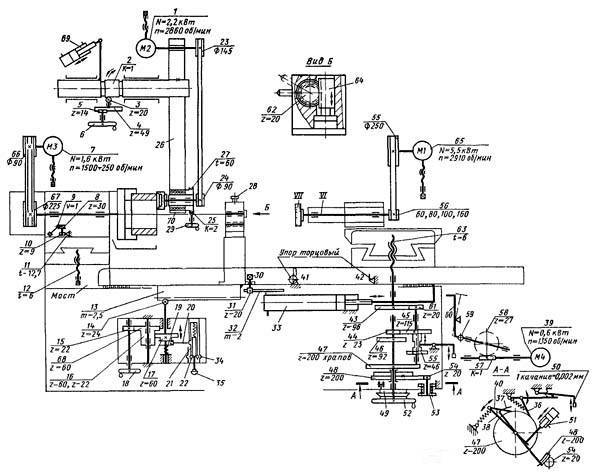
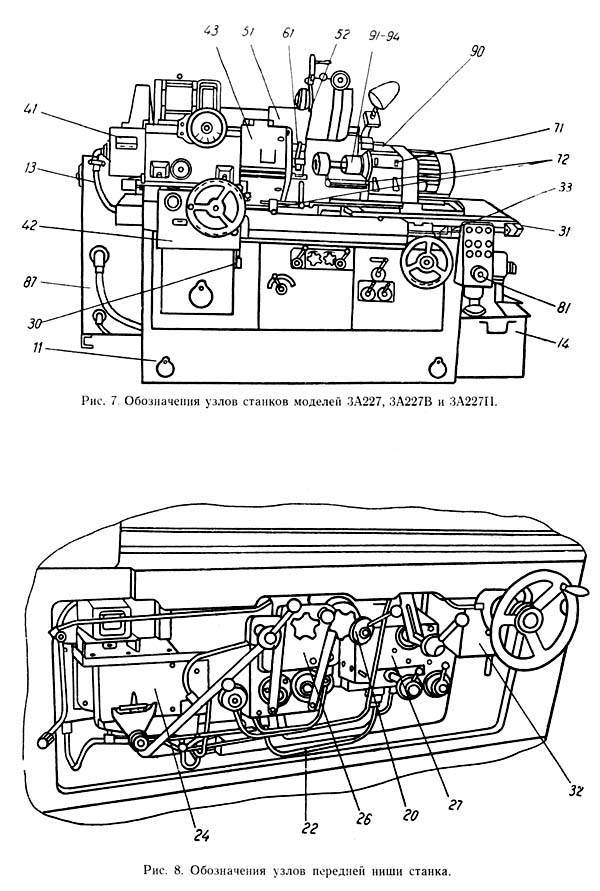
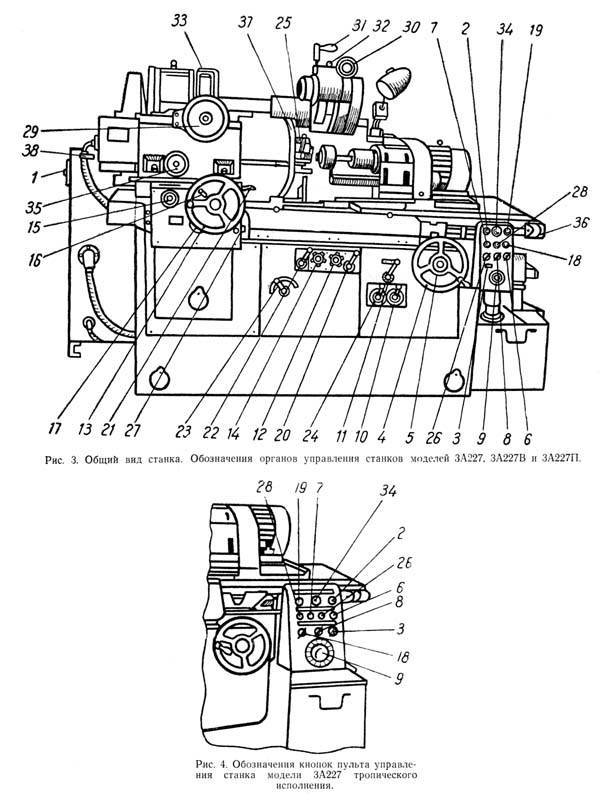
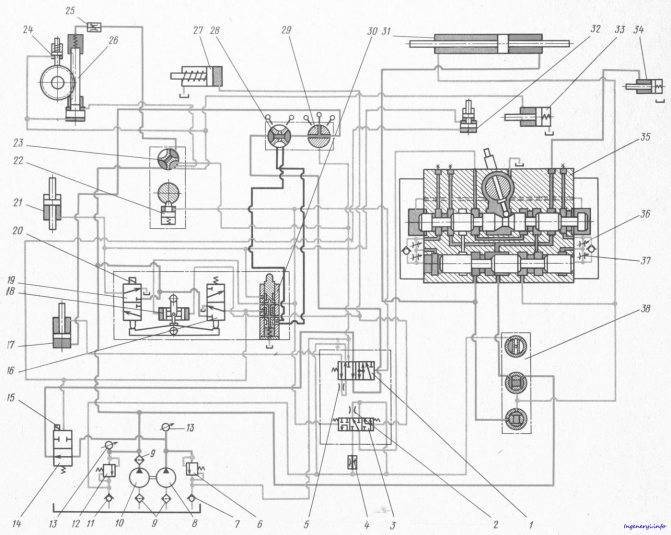
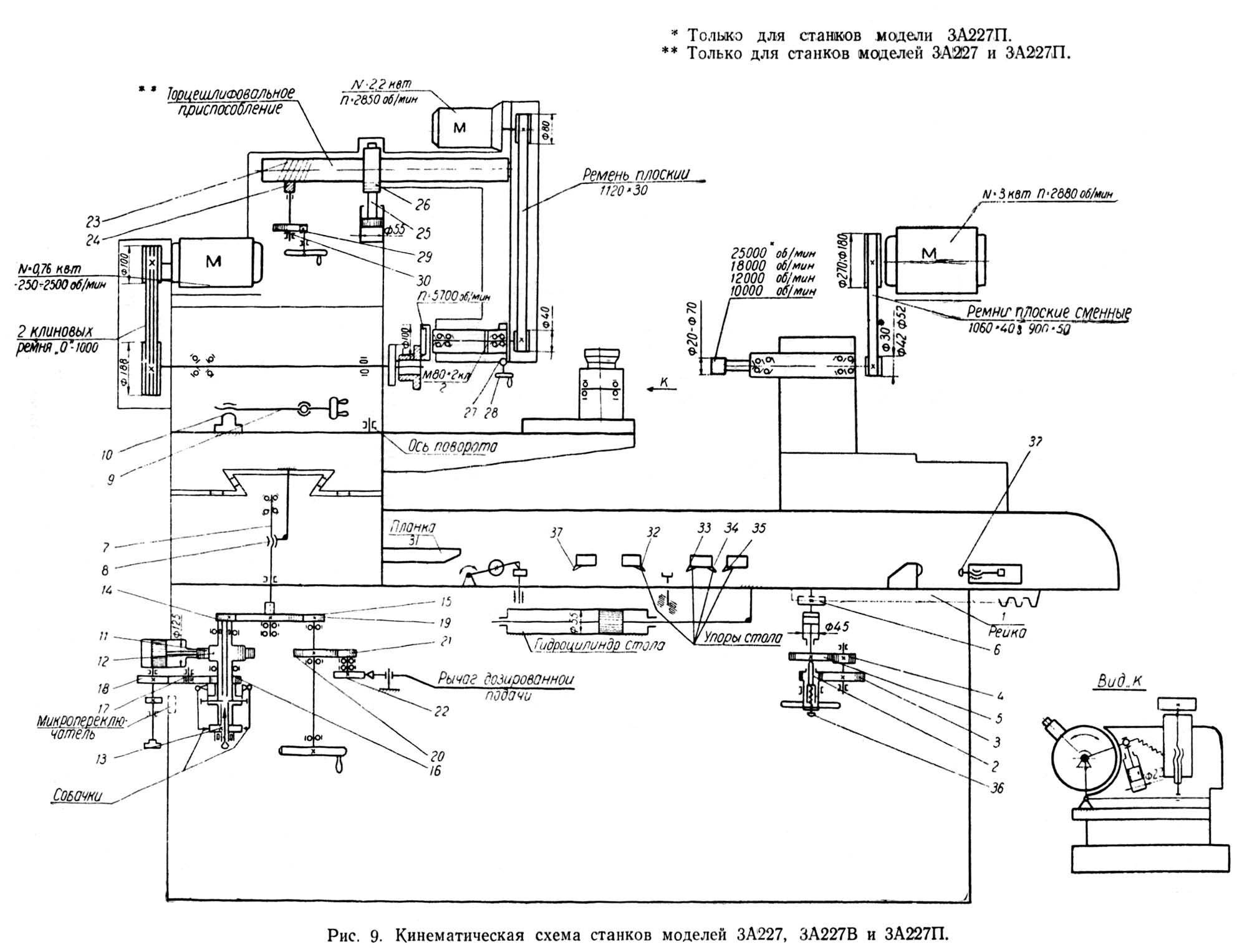
Кинематическая схема внутришлифовальных станков 3А227, 3А227П
Шпиндель изделия приводится во вращение от индивидуального электродвигателя постоянного тока мощностью 0,75 кВт с бесступенчатым регулированием числа оборотов через клиноременную передачу (i = Д/Д = 98/186). Пределы чисел оборотов шпинделя n=180 ÷ 1200 об/мин.
Привод шлифовального шпинделя осуществляется от индивидуального электродвигателя мощностью 3 кВт, 2880 об/мин посредством плоскоременной передачи. Различное число оборотов сменных шлифовальных шпинделей в пределах от 10 000 до 25 000 об/мин обеспечивается применением сменных шкивов «а валу электродвигателя. При смене шкивов устанавливаются сменные ремни различной длины в соответствии с таблицей настройки станка, установленной на станке.
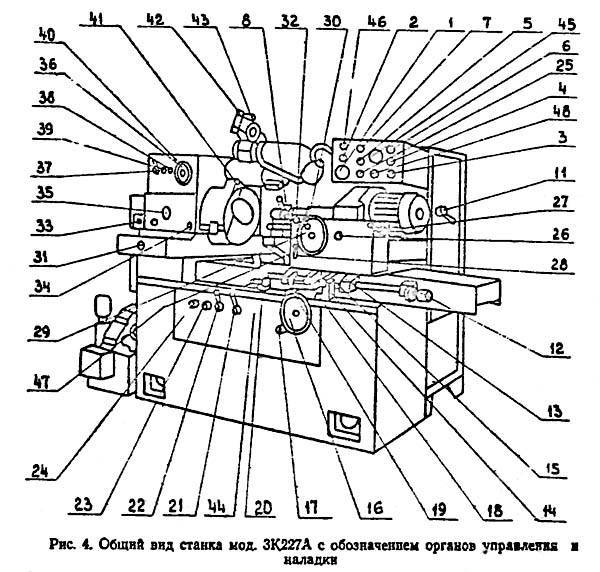
Поворот бабки изделия на угол для шлифования конусных отверстий производится вращением через маховичок винта 9, имеющего шарообразную опору, и перемещением гайки 10, связанной с патронной бабкой.
Стол станка совершает возвратно-поступательное перемещение от гидроцилиндра с бесступенчатым регулированием скорости и имеет наладочное перемещение от механизма ручной подачи стола. От маховика ручной подачи стола движение передается через две пары шестерен 2—3, 4—5 (i = 18/53÷18/53) и реечную шестерню 6 на рейку 1, соединенную со столом. Перемещение стола за один оборот маховика равно 16,5 мм.
Гидравлическое и ручное перемещения стола сблокированы так, что при включении гидравлики ручная подача выключается путем вывода из зацепления реечной шестерни осевым ее перемещением от гидроцилиндра блокировки. Кнопка 36 служит для довключения ручной подачи стола.
В переднем пазу стола устанавливаются пять упоров и планка 31. Длина хода стола при шлифовке ограничивается упорами 34 и 35, переключающими рычаг реверса стола. Длина хода стола при правке ограничивается упорами 32 и 35. Упоры 32 и 33 работают при включении длительной правки. Упор 37 блокирует стол в правом крайнем положении.
Поперечная подача салазок бабки изделия осуществляется с помощью винта 7 с шагом 3 мм и гайки 8 механизма поперечной подачи. Автоматическая непрерывная подача, не зависимая от реверсирования стола, осуществляется от гидроцилиндра. Шток гидроцилиндра связан с рейкой 11. Реечная шестерня 12 сидит на одном пустотелом валу с диском, несущим две собачки, которые ведут храповик 13, закрепленный на внутреннем валике. Далее через пару шестерен 14 и 15 (i = 20/60) вращение передается на винт подачи.
При движении поршня от гидроцилиндра вверх происходит рабочая подача, при движении вниз — отвод бабки в исходное положение («зарядка» механизма подачи). Скорость автоматической подачи изменяется бесступенчато в пределах 0,05 ÷ 1,2 мм /мин.
Автоматическая подача выключается выводом обеих собачек из зацепления с храповиком. При этом может осуществляться ручная подача вращением маховика через пару шестерен 19 и 15 (i = 20/60) на винт подачи или дозированная подача.
Перемещение бабки за один оборот маховика— 1 мм, цена деления лимба поперечной подачи — 0,0025 мм.
Механизм подачи обеспечивает после снятия установленного припуска автоматический отвод стола в исходное положение. Это осуществляется кулачком, выключающим микропереключатель. Кулачок получает вращение через паразитную шестерню 17 от валика реечной шестерни. Положение кулачка регулируется поворотом на своей оси. Цена деления установочного лимба — 0,01 мм.
Дозированная подача осуществляется через собачку, храповое колесо 22 и две пары зубчатых колес 21—20 и 19—15.
В станках моделей 3А227 и 3А227П торцешлифовальный шпиндель получает вращение со скоростью 5700 об/мин от индивидуального электродвигателя через плоскоременную передачу с 80 i = 80/40.
Мелкая подача (0,0025 мм на одно деление лимба) торцешлифовального круга осуществляется при вращении маховичка через червячную пару 28—27 и передачу винт-гайка.
Наладочное перемещение торцешлифовальной головки производится вращением маховичка через редуктор 29-30, на валу которого имеется косозубая шестерня 24, находящаяся в зацеплении с рейкой (выполненной в виде модульной резьбы) на подвижной гильзе 23 торцешлифовального приспособления, несущей кронштейн со шпинделем. Величина перемещения шпинделя за один оборот маховичка 23,5 мм.
Поворот штанги в рабочее и нерабочее положение производится гидроцилиндром посредством рейки 25 и зубчатого сектора 26.
При шлифовании сквозных ступенчатых и глухих отверстий необходимо пользоваться жестким торцовым упором, который предохраняет от врезания шлифовальный круг при реверсе стола. Упор настраивается при помощи винта 37.
Изготовление своими руками
Создание станка своими руками потребует на начальном этапе понять, какими характеристиками он должен обладать, а затем подобрать готовый чертёж или найти готовый подходящий в специальной литературе. Далее нужно создать смету затрат на основе деталировки, оценить необходимость изготовления оригинальных деталей либо закупить готовые аналоги.
Для создания внутришлифовального станка потребуется подготовить следующие компоненты и инструменты:
- станину, являющейся основой конструкции, минимальный размер должен составлять 180х160 мм, конструируется из дерева или стальной плиты;
- основание, создаётся из тонколистовой стали, толщина которой не менее 0,5 мм;
- подобрать подходящий по мощности электродвигатель, проводку, выключатель;
- закупить крепёжные элементы;
- сконструировать из стали направляющие для перемещения станины;
- приобрести ручки для регулировки положения режущего диска относительно заготовки;
- тиски для крепления заготовки;
- шлифовальный диск;
- крепления для шлифовального диска.
Процесс сборки:
- Изготавливается стальная станина. На ней вырезается место под установку площадки с двигателем.
- На нижнюю часть крепится основание.
- С противоположной от двигателя стороны на станину устанавливаются тиски или зажимной барабан для заготовок с креплением на болты. Центрируется положение относительно осевой линии.
- Устанавливаются параллельно салазки, на которые крепится двигатель на специальной платформе.
- На вал двигателя крепится фланец для установки шлифовального диска.
- К платформе двигателя крепится барабан, предназначенный для её смещения относительно закреплённой заготовки.
- Подключается к двигателю проводка, пусковая кнопка.
- Монтируются защитные экраны.
- Станок ставится на место для его эксплуатации, выполняется тестовый запуск. При обнаружении проблем, устраняются неполадки.
О торце-кругло-шлифовочных устройствах с ЧПУ
Обычно, в устройствах, управляемых программами, предусматривают большое число координат. К примеру, в шлифовальном приспособлении этого типа может быть до 10 управляемых ординат, из них три основных и минимум шесть вспомогательных для лучшего позиционирования:
- осевой ориентации заготовок относительно круга;
- смещения бабки заднего типа для корректировки и обработки заготовок;
- правки кругов для обеспечения возможности обработки любых профилей;
- осей устройства для активного контроля;
- лучшего поворота столов для обрабатывания конусов.
Для обработки разного вида геометрических форм изделий шлифовальными станками ЧПУ, установлены специальные программы:
- диспетчер выбора режимов;
- специальный модуль, управляющий приводом;
- определяющий координаты точек интерполятор.
При серийном производстве такие шлифовальные станки с ЧПУ используются с применением программных систем, что дает возможность для гибкой настройки цикла правки, шлифовки, существенно влияет на скорость переналадки станков и обрабатывания самых разных деталей. К тому же такие многокоординатные системы придают больше универсальности станкам, стабильной эффективности управления всеми процессами.
1П11 Устройство позиционного Числового Программного Управления станка 3м227вф2
Устройство позиционного ЧПУ 1П11 станка 3м227вф2
Устройство Позиционного Числового Программного Управления 1П11, разработано томским производственным объединением «Контур»
в 1983 году для оснащения шлифовальных станков.
Устройство ЧПУ 1П11 предназначено для выработки сигналов управления перемещением бабки шлифовального станка в соостветствии с программой и выдачи сигналов, обеспечивающих выполнение циклов врезного шлифования, шлифования периодическими подачами и правки шлифовального круга.
Краткие технические характеристики ЧПУ «1П11»:
- Устройство обеспечивает управление перемещением по одной оси
- Число независимых управляемых координат — 1
- Привод подач — шаговый двигатель
- Наибольшее программируемое перемещение — 99,999 мм
- Дискретность задания перемещений по оси — 0,001 мм
- Программа вводится на пульте ввода устройства с помощью декадных переключателей
- Устройство обеспечивает подачу импульсов перемещения на блок управления шаговым двигателем
- Элементная база — интегральные микросхемы серии К155
Установочный чертеж внутришлифовального станка 3м227вф2
Cnc меля внутренняя меля для внутренней мельницы
https://smac.en.alibaba.com/product/60223467901-201448128/SMAC_advanced_and_well_selling_Straight_Knife_Grinder.html?spm=a2700.icbuShop.41413.9.163d6fcaapbmMx
Станок для внутренней заточки металла
Описание продукта
Станок для внутренней заточки металла
1. Точность позиционирования: наиболее подходит для обработки таких деталей, как штампы, сверления или растачивания
приспособлений и приспособлений
2.более широкий спектр применения: сверление, растачивание, фрезерование средней нагрузки, скрайбирование, масштабирование и измерение — все в порядке
3. Различные размеры стола: три стандартных размера и многое другое по размеру в соответствии с вашими требованиями
Краткие данные
Станок для внутренней заточки металла

1. Ваш запрос будет отвечен в течение 24 часов
2. Наше производство / компания непрерывно является поставщиком золота на этом веб-сайте Alibaba в течение 6 лет.И наш 209-летний опыт работы в сфере технологий более



3. Предложить бесплатные запчасти и сервис в течение одного года гарантии
4.Технологическая поддержка. Предоставление рабочего видео для обучения
5. Профессиональная команда послепродажного обслуживания
6. Дайте разумные предложения с лучшим качеством
Упаковка и доставка
Станок для внутренней заточки металла

1.Принять L / C, T / T, D / A, D / P тип платежей. 2. По техническим вопросам, пожалуйста, свяжитесь с нами. 3. Любой вопрос, позвоните нам или отправьте электронное письмо, мы сделаем все возможное, чтобы удовлетворить вас.
,
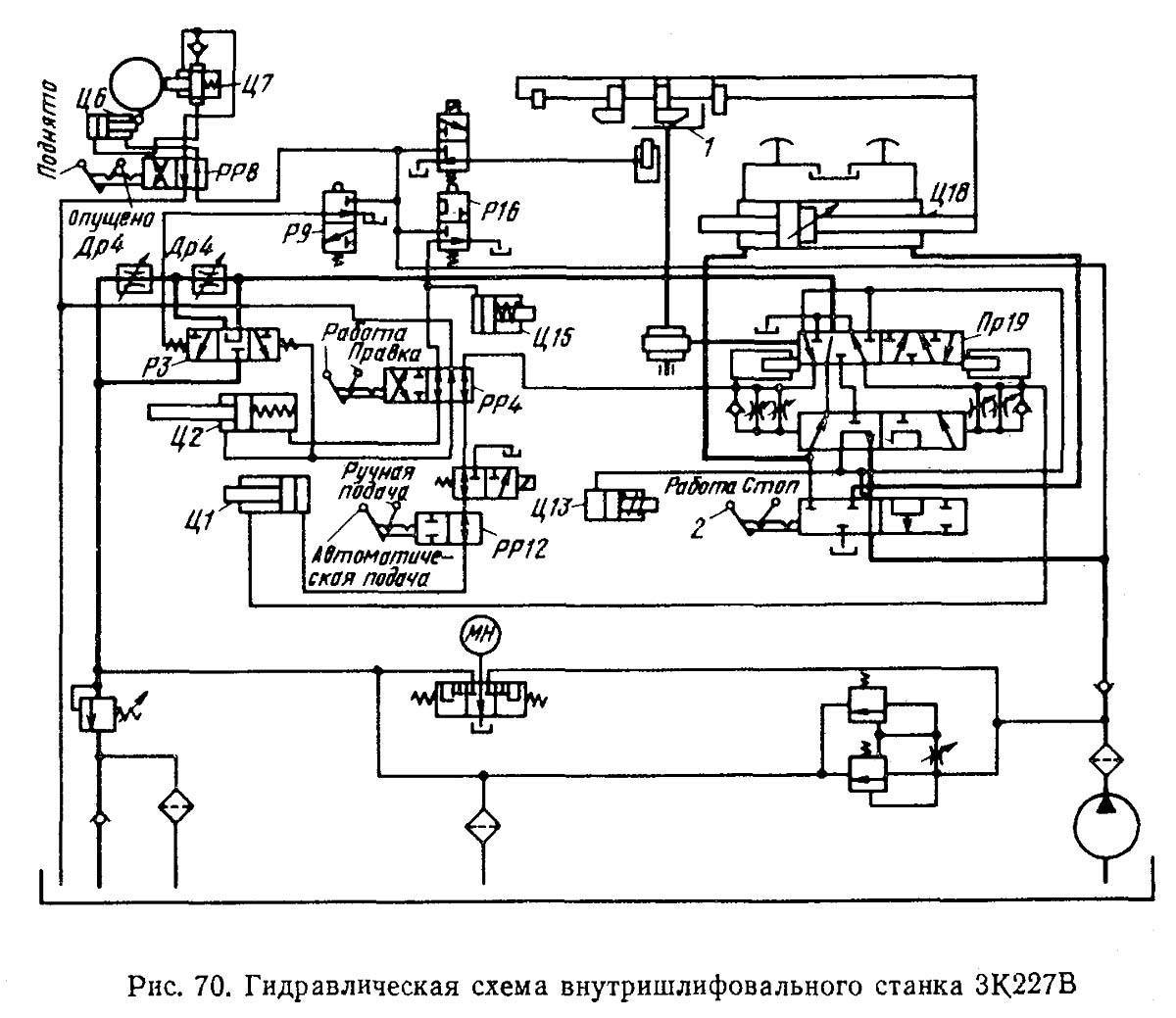
Принцип работы внутришлифовального станка
В внутришлифовальном станке обрабатываемую деталь закрепляют в мембранном или же трехкулачковом патроне при помощи гидрозажима, цилиндр которого вращается вместе с ним, располагаясь на левом конце шпинделя.
Освобождение обработанной детали производится специальным пилотом. Данное освобождение можно воспроизвести только при крайнем правом нерабочем положении стола станка. Шпинделю бабки изделия сообщается вращение, которое соответствует выбранной скорости круговой подачи. Шлифовальный круг, который устанавливается на шпинделе шлифовальной бабки, может совершать вращения с наибольшими числами оборотов, которые соответствуют выбранной скорости резания.
Когда происходит шлифование цилиндрического отверстия, ось шпинделя бабки изделия располагается параллельно направляющим стола. При шлифовании конического отверстия, бабка изделия устанавливается в таком положении, чтобы ось шпинделя создавала с направляющими стола угол, который равен половине угла конуса отверстия. Бабка изделия поворачивается относительно своей вертикальной оси в виде квадрата.

Автоматический цикл работы внутришлифовального станка заключается в следующем. Сперва, обработка деталей происходит на операции чернового шлифования. После того, как сняли припуск на черновое шлифование по команде электроизмерительного прибора, стол отводится в крайнее правое положение. После этого происходит правка шлифовального круга. Замедленная скорость хода стола, происходящая при правке, устанавливается специальным дросселем.
После окончания правки круга панель автоматики происходит переключение станком на режим чистого шлифовального. После окончании чистового шлифования, измерительным прибором подается команда для выключения периодической поперечной подачи и включает реле времени, которое может управлять процессом выхаживания. После окончания выхаживания, за короткое время стол отводится вправо и останавливается. В это время предоставляться возможность освобождения гидрозажима детали, далее происходит подготовка гидросистемы для перехода к режиму чернового шлифования последующей детали
ГДЕ НАЙТИ ВНУТРИШЛИФОВАЛЬНЫЙ СТАНОК ПО МЕТАЛЛУ С ВЫСОКОЙ ТОЧНОСТЬЮ?
Мы используем cookie для сбора информации технического характера. Более подробную информацию можно найти в Политике использования cookie.
- Главная
- Металлорежущее оборудование
- OKAMOTO
- Внутришлифовальные станки с ЧПУ
Преимущества оборудования
- 1Функция автоматической настройки данных шлифования значительно экономит время ввода данных
- 2Возможность многостороннего торцевого шлифования за один установ
- 3Возможность как прямого и торцевого шлифования, так и конуса, контурного шлифования

За счет покупки токарного станка Genos L300 E-M нам удалось сэкономить порядка 30-40 рабочих часов только на производстве одной позиции. Благодаря чему освободилось время для выполнения новых заказов.
ООО НПО «РУСТЕХНО»
С момента начала эксплуатации 4-х валковой листогибочной машины МСВ 40150 компании Davi выполнен большой объем работы по вальцовке и калибровке обечаек с толщиной листа 60 и 90 мм в полном соответствии с требованиями чертежей.
ОАО «Петрозаводскмаш»
На протяжении всего срока эксплуатации портального обрабатывающего центра Okuma MCR BII 35E 35*50 показал себя как надежный, высокопроизводительный и точный. Станок идеально подходит для производства крупногабаритной продукции. Благодаря этому станку нам удалось повысить производительность.
ЗАО «Невский
ЗАПРОСИТЬ КОММЕРЧЕСКОЕ ПРЕДЛОЖЕНИЕ
Предназначение оборудования – обработка поверхностей следующих типов: цилиндрических, конических, внутренних, наружных, поверхностей сложной формы, торцов изделий. В нашем каталоге представлено оснащение двух типов: NC и CNC. Серия IGM — единственная в мире для всех абразивных процессов. Достоинства марки:
- Встроенная система программирования;
- Удобный интерфейс;
- Готовые циклы шлифования в комплекте;
- Специальные циклы коррекции и функции прерывания цикла шлифования для правки круга;
- Автоматический цикл обработки: черновое и чистое шлифование, автоматическая остановка, отвод круга;
- Наличие модификаций с двумя шлифовальными шпинделями;
- ЧПУ и графический способ программирования методов и режимов шлифования позволяют специалисту даже с минимальным опытом и профессиональными навыками в кратчайшие сроки приспособиться к новому оборудованию.
Чтобы приобрести универсальный внутришлифовальный станок, обратитесь в «Пумори-инжиниринг инвест», где технологи подберут подходящую модель. Выгоды покупки у нас:
- Лизинговые предложения;
- Оперативный сервис на территории России;
- Комплексное предложение из одних рук: оборудование, инжиниринг, сервис, подбор ПО, оригинальные запчасти, обучение.
Чем быстрей вы выберите станок и отправите нам заявку, тем быстрей вы запустите его в эксплуатацию на своем предприятии. Заказывайте прямо сейчас!
pumori-invest.ru
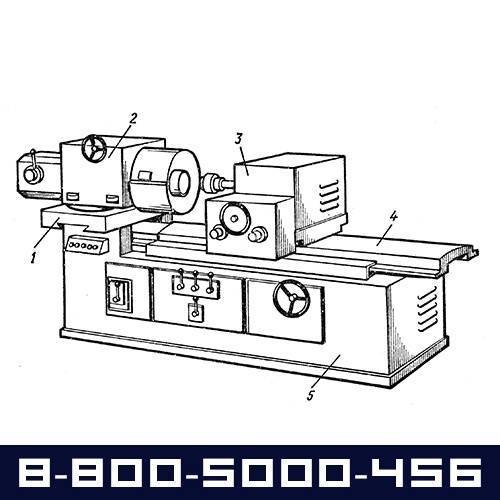
Круглошлифовальный станок
Станки кгруглошлифовальной подгруппы (рис. 1) предназначены для производства шлифовальных операций на наружных и внутренних поверхностях тел вращения.
Рисунок 1. Круглошлифовальный станок.
Рисунок 1. Круглошлифовальный станок.
Конструктивно круглошлифовальный станок состоит из станины (1), стола (2) двух бабок (3,5), в которых закрепляется цилиндрическая или коническая деталь и приводной бабки (4), в которой закреплен рабочий орган. Рабочим органом на этом станке является шлифовальный круг. Здесь имеются различия в способе подачи вращательного движения, которые часто комбинируются в зависимости от требуемого эффекта:
- вращается сама заготовка;
- вращается шлифовальный круг;
- вращается и заготовка, и круг.
В общем случае заготовка закрепляется в центрах. Запускается приводной электродвигатель шлифовального круга. Выбирается скорость вращения круга и скорость подачи. Круг подается на заготовку. Осуществляется продольная подача с определенной скоростью. В процессе работы шлифовальный круг снимает металл с поверхности заготовки, тем самым сглаживая неровности и уменьшая шероховатость.
Также различаются способы подачи шлифовального круга при обработке детали (рис. 2).
Рисунок 2. Способы шлифования.
Рисунок 2. Способы шлифования.
Основные способы шлифования поверхностей тел вращения следующие:
- с осуществлением продольной подачи;
- с заглублением;
- с врезанием;
- с последовательным врезанием;
- комбинированный.
Станки для круглого шлифования подразделяются на следующие категории:
- стандартные;
- специализированные;
- универсальные;
- бесцентровые;
- врезные.
Самым распространенным является стандартный круглошлифовальный станок.
Cnc меля внутренняя меля для внутренней мельницы
https://smac.en.alibaba.com/product/60223467901-201448128/SMAC_advanced_and_well_selling_Straight_Knife_Grinder.html?spm=a2700.icbuShop.41413.9.163d6fcaapbmMx
Станок для внутренней заточки металла
Описание продукта
Станок для внутренней заточки металла
1. Точность позиционирования: наиболее подходит для обработки таких деталей, как штампы, сверления или растачивания
приспособлений и приспособлений
2.более широкий спектр применения: сверление, растачивание, фрезерование средней нагрузки, скрайбирование, масштабирование и измерение — все в порядке
3. Различные размеры стола: три стандартных размера и многое другое по размеру в соответствии с вашими требованиями
Краткие данные
Станок для внутренней заточки металла

1. Ваш запрос будет отвечен в течение 24 часов
2. Наше производство / компания непрерывно является поставщиком золота на этом веб-сайте Alibaba в течение 6 лет.И наш 209-летний опыт работы в сфере технологий более
3. Предложить бесплатные запчасти и сервис в течение одного года гарантии
4.Технологическая поддержка. Предоставление рабочего видео для обучения
5. Профессиональная команда послепродажного обслуживания
6. Дайте разумные предложения с лучшим качеством
Упаковка и доставка
Станок для внутренней заточки металла

1.Принять L / C, T / T, D / A, D / P тип платежей. 2. По техническим вопросам, пожалуйста, свяжитесь с нами. 3. Любой вопрос, позвоните нам или отправьте электронное письмо, мы сделаем все возможное, чтобы удовлетворить вас.
,
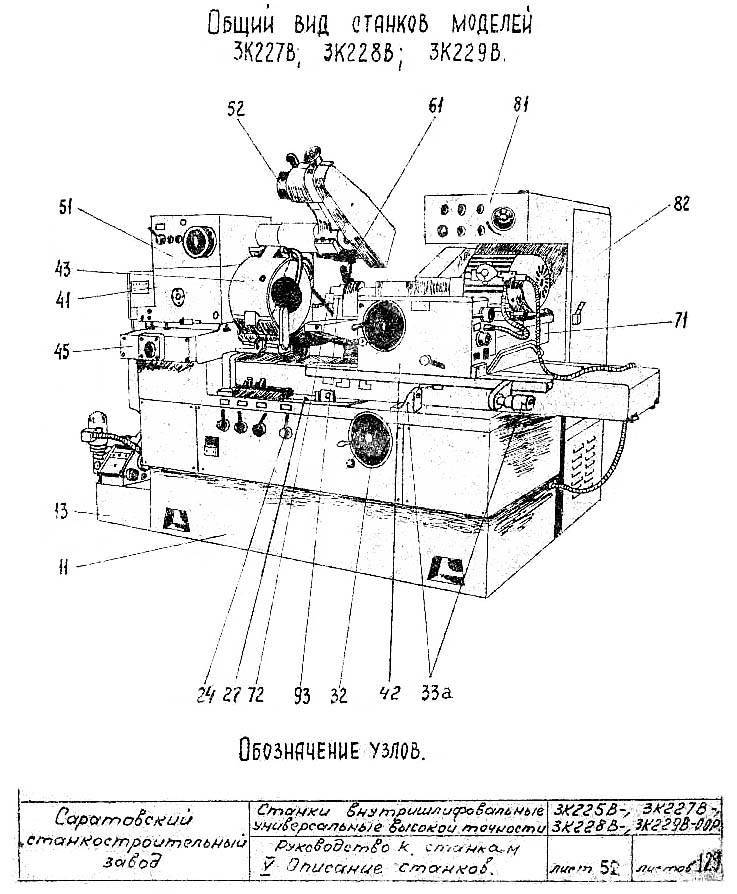
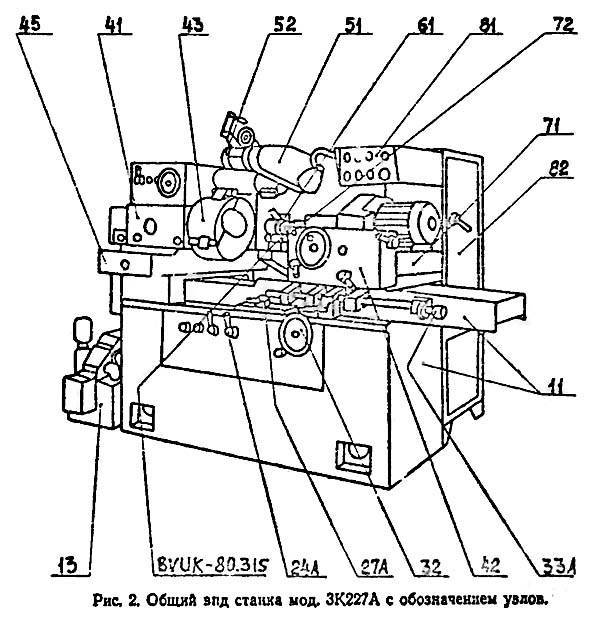
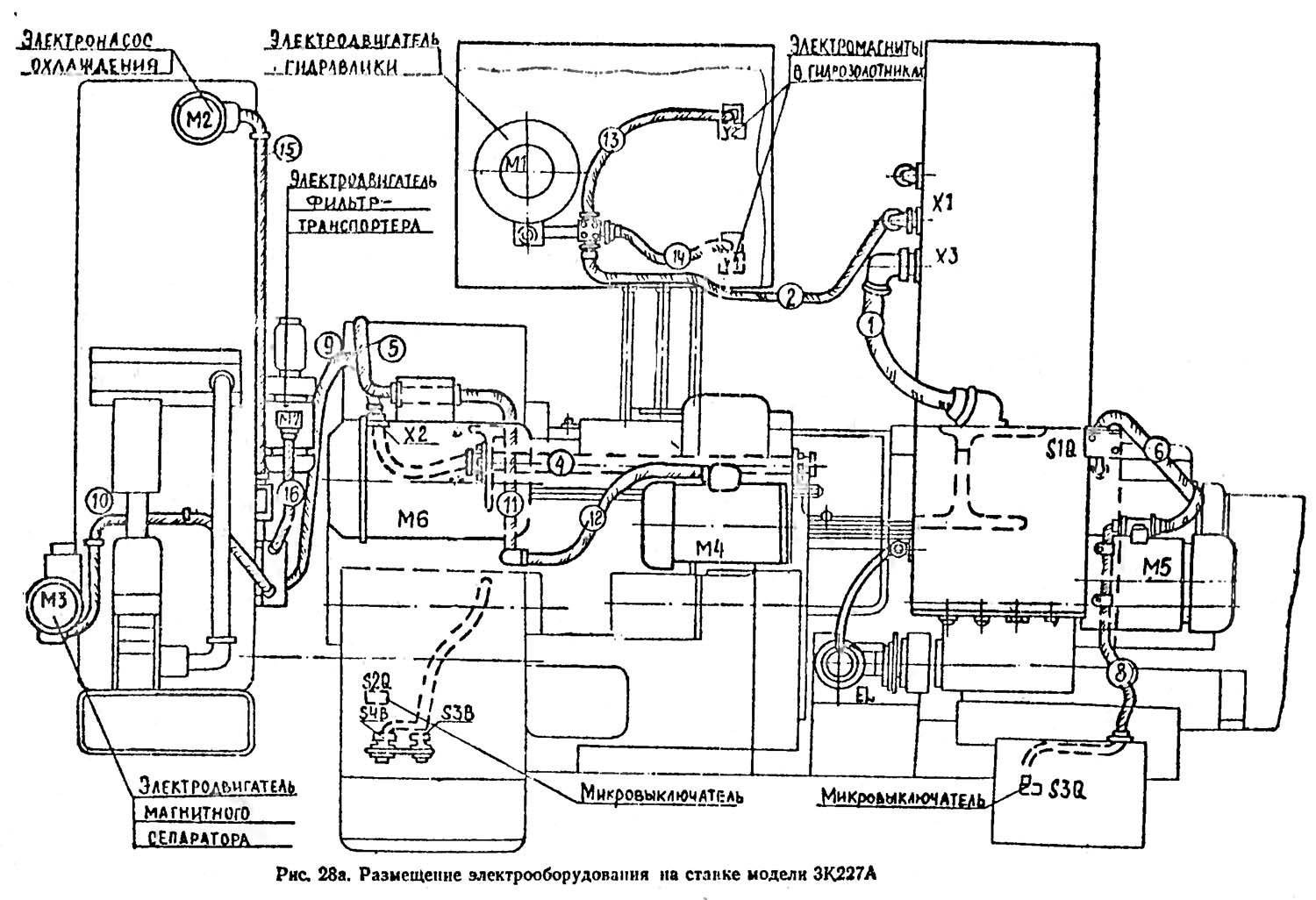
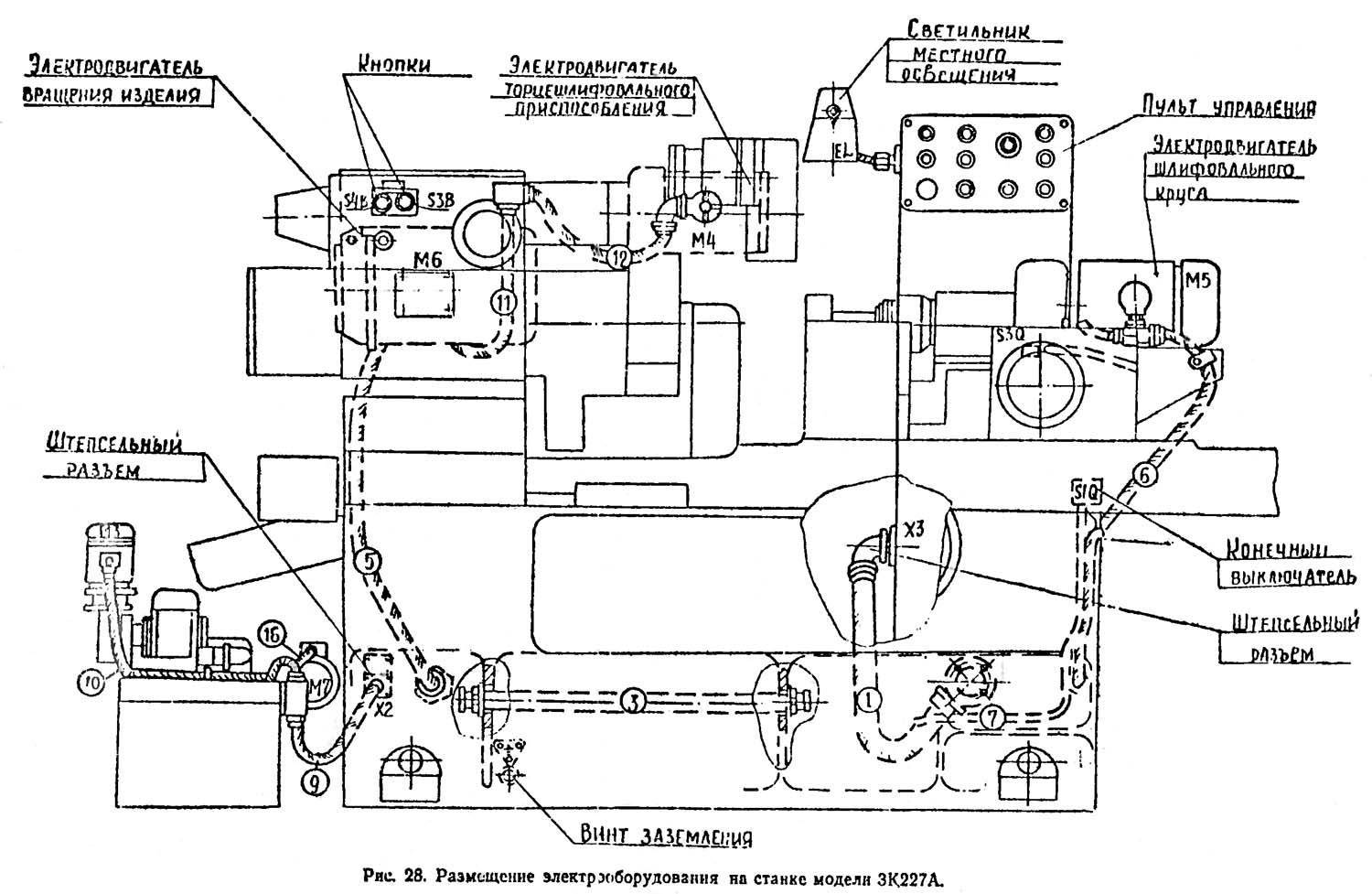
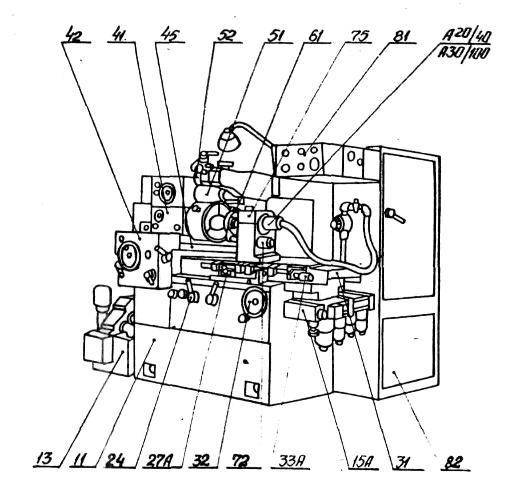
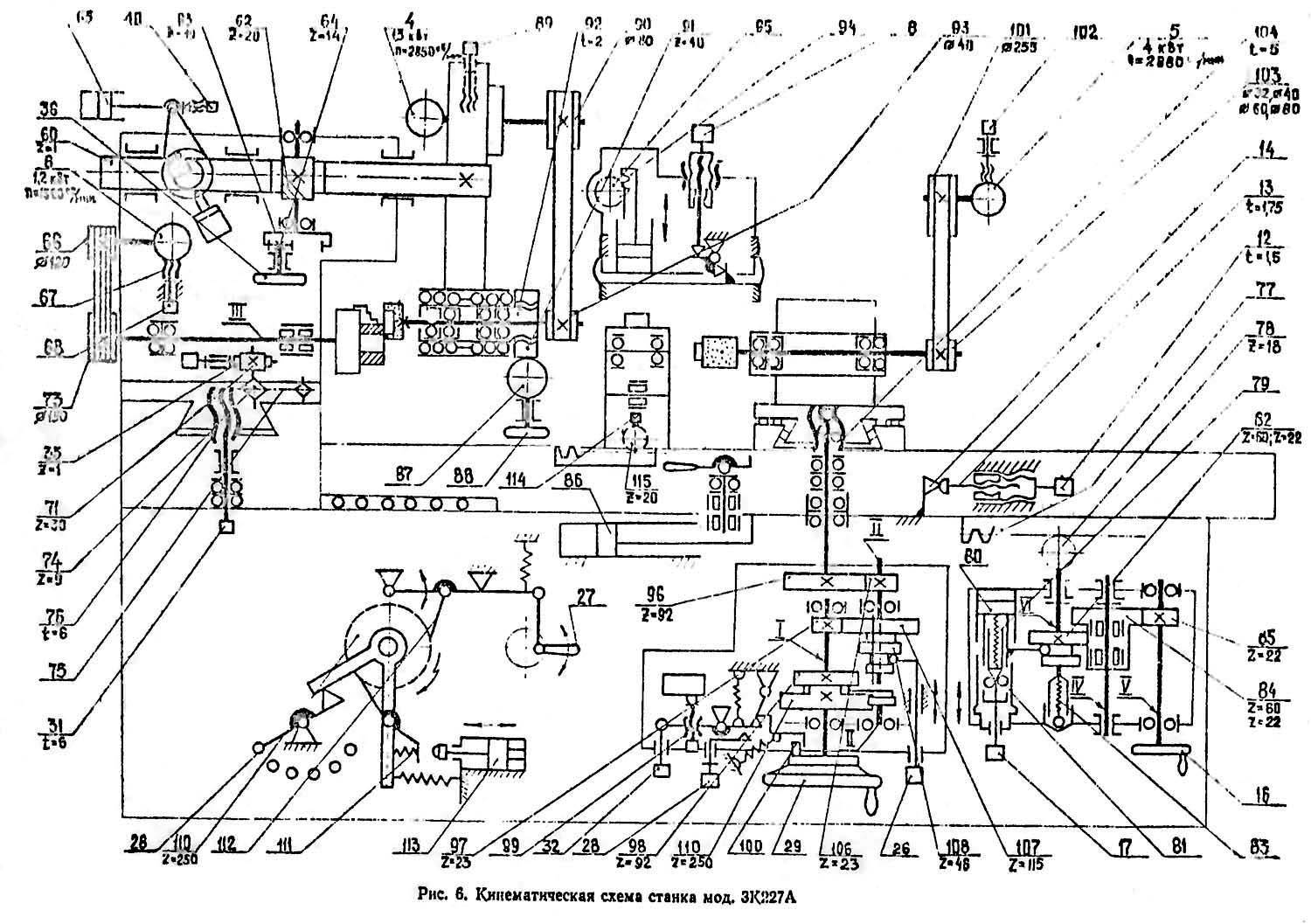
Внутришлифовальный станок модели 3К227А
Основой ряда внутришлифовального оборудования, выпускаемого отечественным производителем, стали станки линейки 3К. Паспорт этих моделей подтверждает их назначение для отделки заготовок с объемом от 0,3 до 80 см. Класс точности – П, А и В. На каждом таком станке есть торцешлифовочное приспособление.

Внутришлифовальный станок 3К722А
Модель 3К227А стали выпускать в восьмидесятых годах. Станок 3К227А используют для шлифовки цилиндрических, конических глухих и сквозных проемов. Агрегат 3К227А с торцешлифовочным устройством дает возможность обделать внешние торцы детали за период одной установки. Эти товары поставляют в отечественные магазины и зарубежные. Модель 3К227А отличается высочайшим показателем качества. О станке 3К227А пользователи оставляют только положительные отзывы.
Особенности модели 3К227А:
- электрорегулировка численности оборотов детали;
- оснащение каленными направляющими;
- возможность шлифовки внешнего торца с одной установки;
- оснащение набором шпинделей;
- оснастка поперечной подачей для автовозврата стола в начальное расположение;
- широкий спектр вращения шлифовочных дисков, шпинделя, поперечной подачи, быстроты передвижения стола.
Скачать паспорт шлифовального станка 3К227А
К каждому внутришлифовальному агрегату прилагается паспорт и руководство по использованию. Паспорт имеет все необходимые данные и технические характеристики по конкретно взятому виду. Здесь имеются детальные технические характеристики, устройство и схема станка.
Перед работой рекомендуют внимательно изучить паспорт, технические характеристики и устройство. Использовать внутришлифовальные агрегаты можно только в соответствии к рекомендациям изготовителей. Иначе оборудование не будет надежно работать и может нанести серьезные травмы человеку.
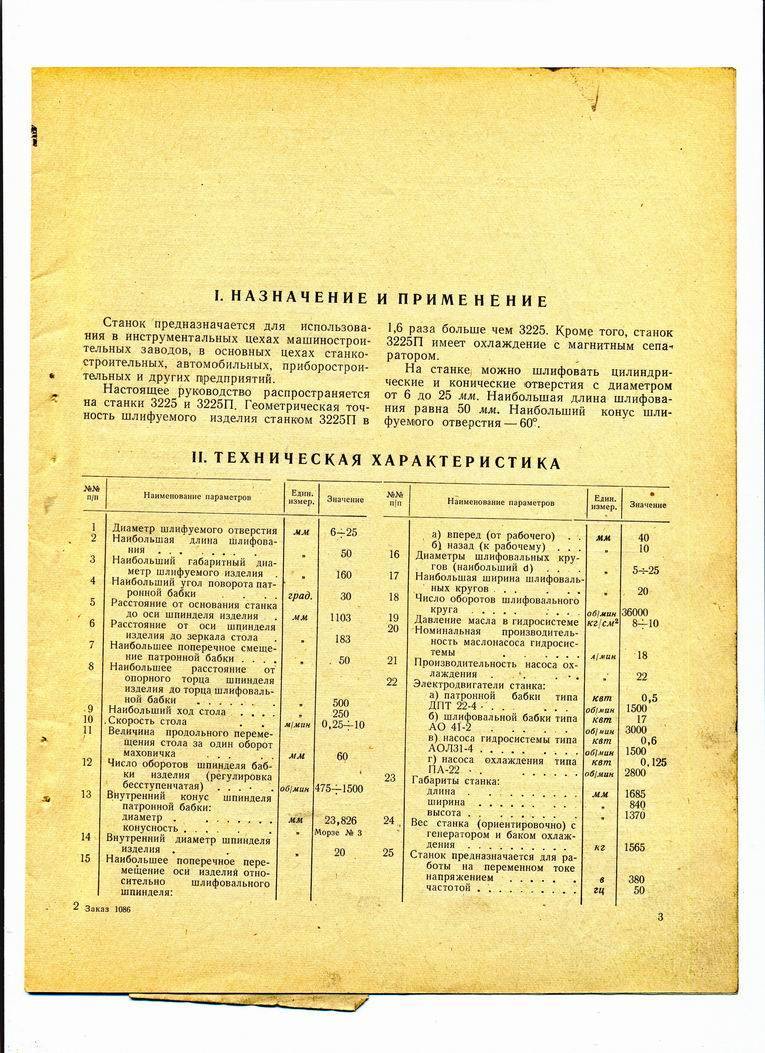
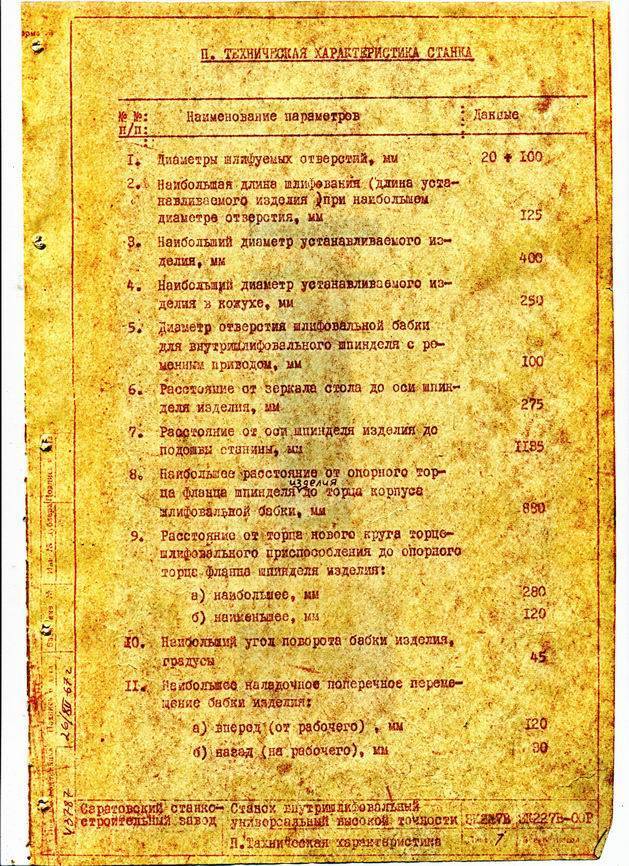
Перечень основных технических характеристик внутришлифовальных станков
Практически все модели и виды внутришлифовальных станков могут быть предназначены для обработки металлических изделий. Подобного рода операции, для обработки деревянных заготовок, воспроизводят с помощью оборудования другого типа. Поэтому, технические характеристики внутришлифовальных станков могут быть рассчитаны только для обработки габаритных изделий с наибольшими размерами.
Итак, во-первых, определяют максимальные и минимальные размеры заготовок. Это можно отнести к внутреннему диаметру отверстия, а также внешним габаритам заготовки. Далее необходимо рассчитать максимально допустимую массу детали. Во-вторых, необходимо выбрать параметр степени обработки из следующих: торцевая, внутренняя или двусторонняя. Исходя из вышеперечисленных данных необходимо выбирать оптимальную модель внутришлифовального станка.
1.Максимальная длина шлифования заготовки.
v Длина шлифования может зависеть от диаметра заготовки. Зачастую, производитель указывает данный параметр при максимальных и минимальных диаметрах;
2.Обработка конусов.
v Необходимо обязательно знать:
- Допустимый угол конуса;
- Расстояние от оси шпинделя до поверхности рабочего стола;
- Наибольшее расстояние от торца обрабатываемого изделия до опорного цилиндра шпиндельной головки;
- Мощность электродвигателя.
В большинстве случаем, это касается только привода главного движения шпиндельной головки.
v Учитывается мощность системы охлаждающей жидкости и смазывающего элемента станка;
3.Габариты и масса оборудования:
Для габаритных характеристик обязательно надо знать все размеры опорной площадки и габариты с возможными дополнительными оборудованиями;
4.Показатель точности обработки заготовки и шероховатость подготовленной поверхности.
v Исходя из данных показателей необходимо выбрать самый оптимальный вариант оборудования. Так же, следует учитывать то, что для обработки габаритных изделий понадобятся специальные установки, которые необходимы для монтажа блока крепления. Данное условие является обязательным только тогда, когда масса заготовки будет значительно превышает значение в 20 килограммов.


- Максимальный Диаметр Шлифуемого Отверстия (мм.) – 6~150;
- Максимальная Длина Шлифуемого Отверстия (мм.) – 150;
- Диаметр Обработки над Станиной (мм.) –520;
- Диаметр Обработки при Установленной Защите Патрона (мм.) –320;
- Максимальное Перемещение Стола (мм.) –540;
- Скорость Перемещения Стола (м./мин.) – 27
- Скорость перемещения гидравлического стола (м./мин) – 7.2;
- Скорость перемещения гидравлического стола по одной из осей (м./мин) – 20;
- Частота Вращения Шпинделя (об. /мин.) – 0~800;
- Скорость Рабочей Подачи Шпиндельной Бабки (мм. /мин.) – 50;
- Ускоренное Перемещение по Оси Х (м./мин.) – 6;
- Минимальное Значение Шага по Оси Х (мм.) – 0.001;
- Минимальное Значение Шага по Оси Z (мм.) – 0.001;
- Угол Поворота Шпиндельной Бабки (градусы) Вправо – 13°;
- Угол Поворота Шпиндельной Бабки (градусы) Влево – 5°;
- Расстояние от Центра Шпинделя до Пола (мм.) – 1060;
- Регулируемая Длина Шлифовального Шпинделя (мм.) – 100;
- Подача: Автоматическая гидравлическая, бесступенчатая, автоматическая, сервомотор;
- Мощность Двигателя Шпиндельной Бабки (кВт.) – 0.75;
- Мощность Сервомотора Подачи Шпиндельной Бабки (Вт.) – 400;
- Мощность Двигателя Шлифовальной Бабки (кВт.) – 1.5;
- Мощность Насоса Гидравлики (кВт.): Первой оси – 1.5 / Второй оси – 0,75;
- Мощность Насоса Подачи СОЖ (кВт.) – 0.09375;
- Мощность Сервомотора Оси Х (кВт.): Первой оси – 0.6 / Второй оси – 0.9;
- Мощность Сервомотора Оси Z (кВт.) – 2;
- Емкость Бака Гидравлики (литр) – 90;
- Емкость Бака СОЖ (литр) – 80;
- Площадь (мм.) – 2600 x 1430;
- Высота Станка (мм.) – 1400;
- Вес станка (кг.) –2600.
Реализация автоматики в станках
Сегодня практически невозможно встретить шлифовальный станок, в котором бы не задействовались элементы автоматического контроля или управления. В профессиональной сфере все реже используют даже полуавтоматические модели, а ручные задействуются разве что в небольших мастерских или домашних хозяйствах. Автоматизированный калибровально-шлифовальный станок обеспечивает возможности экстренной остановки рабочего процесса, точное позиционирование, центрирование ленты, регулировку скорости подачи заготовки и т. д.
К слову, точность позиционирования в некоторых моделях достигает 0,1 мм. Оператору остается лишь задать оптимальный режим, в котором будут предусмотрены отдельные рабочие параметры и команды. Электроника принимает решение на основе данных, получаемых от разного рода датчиков. К примеру, температурный сенсор выявляет перегрев двигателя, в результате чего система на основе сигнала от датчика автоматически отключает силовую установку или снижает обороты ее действия.

Бесцентрово-шлифовальные станки с ЧПУ
Jainnher с 1982-го года специализируется на разработке различных бесцентрово-шлифовальных станков с числовым и числовым программным управлением (бесцентрово-шлифовальные станки с ЧПУ), а также автоматических систем погрузки и разгрузки.
JHC-12BN/12S
JHC-18S
JHC-20S
JHC-24S
Бесцентрово-шлифовальные станки с ЧПУ JHC-CNC
Бесцентрово-шлифовальные станки с ЧУ JHC-NC
Особенности бесцентрово-шлифовальных станков Jainnher:
- Основные конструкции станков изготовлены из высококачественного чугуна FC-30.
- Для достижения повышенной стабильности и прочности перед механической обработкой детали дополнительно подвергаются термообработке и нормализации.
- Шпиндели, изготовленные из сплава KJ-4 с трехточечной гидравлической системой, отличаются высокой устойчивостью к деформациям и длительным сроком службы. Полугидравлический плавающий шпиндель покрыт масляной пленкой, которая минимизирует трение.
- Для гидравлической правки круга и смазки шпинделя установлен регулируемый лопастной насос с расположенным снаружи масляным бачком. Двухступенчатый фильтр и регулятор давления обеспечивают чистоту масла и неизменную толщину масляной пленки.
- Легкость и стабильность правки шлифовального круга достигается благодаря гидравлическому приводу чугунного устройства правки с бесступенчатым регулятором скорости.
- Применение гидростатических подшипников значительно увеличивается срок службы инструмента, даже при больших нагрузках. Подшипники, изготовленные по специальной технологии из стального сплава SNCM-220Н с никелем, хромом и молибденом, обладают высокой твердостью, что гарантирует долговременную точность шлифования.
- Для привода подающего круга применяется японский серводвигатель с диапазоном скоростей от 10 до 250 об/мин. Его можно настроить на идеально линейную скорость.
- Для снижения вибрации и шума в приводе используется зубчатый ремень. Нарушения параллельности, а также слишком сильное натяжение шкивов и ремней привода исключены, так как картеры шпинделя и двигателя объединены.
- Клиновидный протектор направляющих скольжения обеспечивает плавность движения и предотвращает попадание стружки и масла на направляющие. Поворотная часть суппорта поворачивается на ±5 градусов. Для точной настройки предназначен маховичок с точностью регулировки в диаметре 0,001 мм.





