

Полотно для ленточной пилы
Незаменимым инструментом в производстве деталей сложной формы являются ленточнопильные станки. Специфика предприятия предопределяет конфигурацию оборудования, его эксплуатационные характеристики и выбор применяемых расходных материалов. Эффективность работы зависит от верного выбора нужной модели и экономической целесообразности применения. Для этого необходимо знать возможности ленточнопильного оборудования и принципы работы на нем. Ленточные полотна могут быть выполнены из различных сортов стали, иметь определенный шаг и развод зубьев.
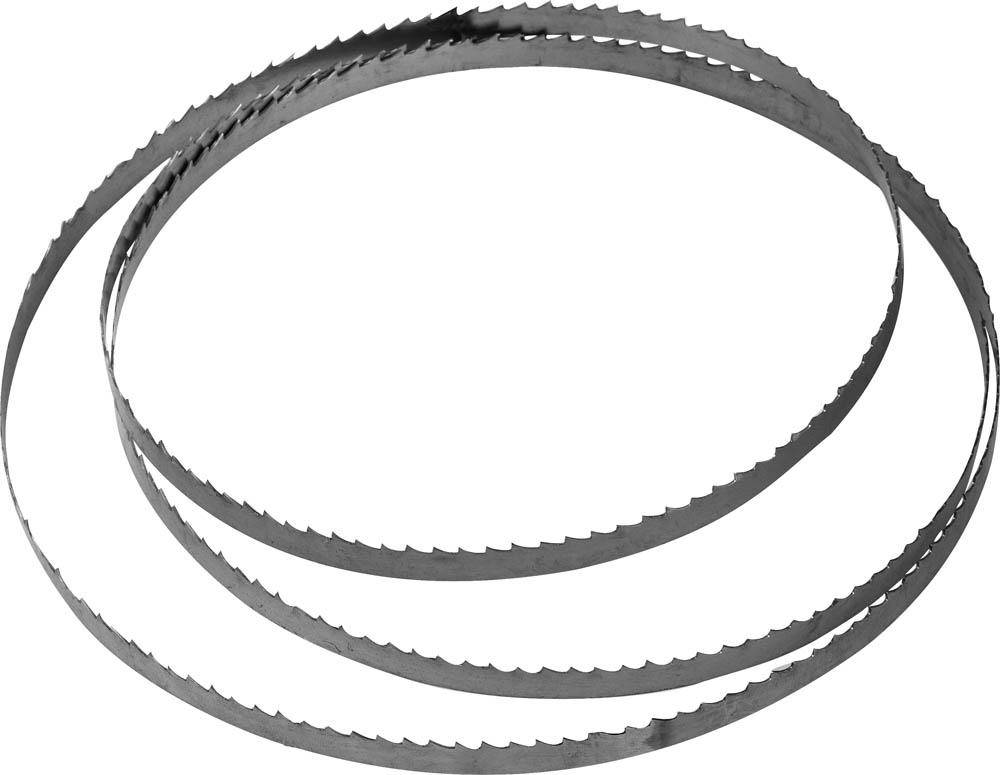
Полотно ленточной пилорамы по дереву – это гибкая лента из металла, с одного края имеющая зубья. Особенностью конструкции является то, что лента закольцована. Она вращается между шкивами пилорамы и осуществляет распил бревен. В зависимости от материала изготовления, ширины и толщины, такая режущая оснастка обладает различным ресурсом. Хотя конструкция пильной ленты и понятна, а характеристики использующегося при ее изготовлении сплава можно узнать из описания, выбор такой продукции крайне сложен. Особенно для непосвященного в тонкости деревообработки покупателя.
Кроме пильной ленты для дерева существуют такие режущая оснастка для металла, пластика, композитного сырья и других материалов. Выбор такой продукции согласовывается с конструкцией пилорамы. Основная характеристика – расстояние между шкивами оборудования. Если вы собрали ленточную пилу по дереву своими руками, то перед отправкой в строительный магазин за пильной лентой, замерьте это расстояние. При оснащении режущей оснасткой пилораму, приобретенную в готовом виде, почитайте в паспорте оборудования, какая лента подходит для вашего станка.
Важным значением при выборе режущей части вашей пилорамы является материал изготовления ленты. На сегодняшний день такая продукция выпускается следующего вида:
- Биметаллические. Универсальные ленты из твердых сплавов (до 45 HRC). Благодаря использованию двух видов металлов, рабочий срок такой продукции довольно высок. Что позволяет снизить расходы на приобретения оснастки.
- Из инструментальной стали. Материал отличается доступной стоимостью и долговечностью. Хорошо подвергаются ремонту и заточки зубьев. Пользуются наибольшей популярностью в деревообрабатывающей отрасли.
- Из твердых сплавов. Используются для распилки плотных материалов. При работе с вязкой и мягкой древесиной не эффективны. Требуют к себе деликатного отношения. Как точить ленточную пилу из твердых сплавов? Этот процесс невозможен без алмазного оборудования.
Ленточная пила по дереву – рейтинг
В столярных цехах такой инструмент нашел широкое применение. Выбор ленточной пилы по дереву лучше делать исходя из рейтинга лучших агрегатов, позволяющих экономить время, обладающих высокой производительностью и надежностью представлен ниже.
- JET JBS-12 . Ленточная пила по дереву предназначена для работы с широкими досками и брусом, хорошо справляется с объемными заготовками, мощная и производительная, имеет устойчивую металлическую станину, которая не вибрирует при работе.
Way Train UE-330 V . Станок горизонтального типа хорошо справляется с древесиной любого размера, работает под углом, оснащен мощным двигателем и рабочим столом большого размера.
Корвет-35 Энкор . Ленточная пила по дереву обладает высокой мощностью и скоростью движения полотна. Высокая подставка на регулируемых ножках подстраивается под любого работника, а скошенная рама позволяет вырезать фигурные заготовки любой формы.
Заточка ленточных пил
Конечно же, затачивать ленточную пилу лучше на специальном станке, в специализированных мастерских. Да и профессиональная заточка пилы стоит недорого. Но если по каким-либо причинам у вас нет возможности отнести пилу для заточки, то правку инструмента можно сделать и самостоятельно.
Заточка ленточной пилы производится с помощью небольшого напильника или надфиля по передней и задней грани резца нескольким движениями (3-4) для каждого зуба.
Также ленточную пилу можно точить с помощью гравера, используя оснастку, предназначенную для заточки цепных пил.
Оснастка вставляется в гравер, и производится заточка резцов аккуратными движениями по верхней части резца.
Сильно снимать металл не нужно, достаточно просто осветлить его.
Совет! Работая инструментом, не допускайте, чтобы фреза соскальзывала с вершины зубца по направлению к следующему. Так вы его укоротите, после чего придется все зубья подгонять под его высоту.
Также можно попробовать точить и пилы по металлу. Но обычно их не перетачивают, поскольку режущая часть данных пильных лент является либо биметаллической, либо имеет зону закалки. Зубья на таких лентах работают, пока не выкрошатся и могут иметь микротрещины. Если их переточить, то они начнут быстрее крошиться либо станут пилить еще хуже.
Признаки правильно разведенной пилы
О правильности развода можно судить по содержимому распила, заполненного смесью, 2/3 которой представляют опилки и 1/3– воздух. На практике это проявляется в том, что пила с правильной разведкой эвакуирует из распила более 4/5 объема древесной мелочи.
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов. При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При слишком большом разводе пиление будет с рывками, при малом – станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба. Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев.
Процедура развода и заточки пилы
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
Это связано с нижеприведенными моментами:
От правильности проведения заточки и развода зависит эффективность работы оборудования
Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев.
Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра
Столь высокая точность позволяет упростить пиление, сделать его более плавным.
В зависимости от загруженности производственной линии, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.
В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
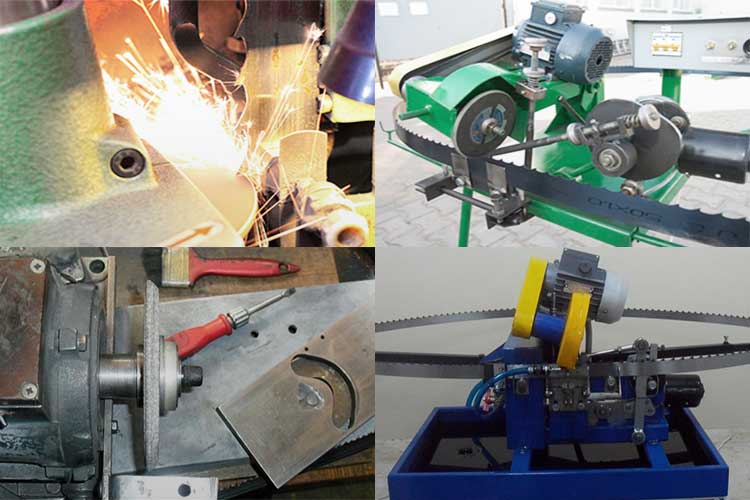
Самодельный аппарат для сварки ленточных пил
Часто сложность в осуществлении самостоятельной сварки ленточной пилы заключается в необходимости стыковки полотен, выполненных из разных материалов или имеющих нестандартное сечение.
В таких случаях усилие и сила тока выставляется индивидуально. В связи с этим нужно быть готовым к тому, что первая попытка станет неудачной. Далее, путем варьирования параметров, подбираются наиболее оптимальные величины для качественного соединения пилы.
Для изготовления самого аппарата необходимо воспользоваться классическим описанием для ручной или полуавтоматической модели и на основе примерного чертежа собрать конструкцию.
При сборке оборудования и проверке подключения следует продумать надежное заземление и подготовить площадку-основание.
Посмотрим видео о сварке ленточных пил полуавтоматом:
Самодельная ленточная пила
При наличии опыта и нужного оборудования ленточную пилу можно сделать своими руками. Самодельная ленточная пила — это вполне реально. Однако дело это не такое простое и для решения поставленной задачи придется потрудиться. Организационный процесс состоит в следующем:
- необходимо выделить участок размерами до 18 кв. м;
- необходимо подготовить надежное крепкое основание под станок, деревянное не подойдет;
- следует понять специфику механизма регулирования, иначе все доски будут одинаковыми по толщине;
- необходимо отладить механизм, изучить метод затачивания и разведения зубцов пилы;
- надо провести все мероприятия по технике безопасности;
- естественно, нужен аппарат для сварки, перфоратор и другие инструменты.
Ленточная пила по дереву своими руками
Самостоятельно изготовить ленточную пилу сложно. Деревянный каркас для станка собирается из подручных материалов, необходимый инструмент для сборки найдется у любого мастера. Процесс работы над самодельной ленточной пилой по дереву можно разделить на основные этапы:
- Каркас для станка можно собрать из старой мебели, предварительный чертеж облегчит работу, и позволит собрать пилу по необходимым размерам.
- Самый простой ленточный самодельный станок держится на каркасе, собранном из штанги и двух опор. Расстояние между опорами следует продумать заранее, оно не должно быть меньше размера обрабатываемых бревен, лучше сделать его немного больше.
- Для рабочей поверхности можно использовать старый письменный стол, его тумбы могут служить контейнерами, в которых будут собираться опилки.
- В зависимости от параметров двигателя необходимо рассчитать диаметр шкивов для ременного привода.
- Для подъемного механизма, к которому крепится режущее полотно, подойдет массивная пружина, с помощью которой будет обеспечено необходимое давление станка.
- Направляющие необходимы для того, чтобы распил осуществлялся по ровной линии.
- Для того чтобы станок был безопасным, шкив лучше закрыть специальным кожухом.
- Обработка лаком для дерева или покраска станка увеличит срок его службы.
Основные причины преждевременного выхода ленточного полотна из строя.
А)
- Выкрашивание (выбивание) зубьев
- Слишком мелкий шаг пилы.
- Слишком крупный шаг пилы.
- Заготовки ненадёжно закреплены.
- Слишком низкая скорость пилы, приводящая к излишнему врезанию.
- Слишком большое давление подачи, приводящее к излишнему врезанию пилы в материал.
- Слабое натяжение пилы приводит к её проскальзыванию.
- Проскальзывание (остановка) пилы под нагрузкой,приводящее к излишнему врезанию пилы в материал.
- Отсутствует, не работает или изношена щётка очистки пилы
Б)
- Трещины во впадинах зубьев.
- Затруднённое движение пилы в направляющих и шкивах из-за загрязнения шкивов или уменьшения зазора в направляющих.
- Зазор между направляющими слишком большой.
- Направляющие находятся слишком далеко от заготовки.
- Боковые направляющие зажимают пилу в области впадин зубьев.
- Слабо зажатые боковые направляющие приводят к наклону пилы
- Неправильное натяжение пилы.
В)
- Трещины со стороны спинки пилы.
- Износ верхнего опорного подшипника в направляющих
- Высокое давление подачи.
- Износ боковых направляющих.
- Полотно прижимается к бурту шкива.
Г)
- Биение (вибрация) пилы
- Кривой сварной шов.
- Слишком шаг пилы.
- Отсутствие зубьев(выломаны).
- Слишком низкое или высокое давление подачи.
Д)
- Преждевременное затупление зубьев.
- Слишком большая скорость пилы для данного материала.
- Слишком мелкий или слишком крупный шаг пилы
- Полотно пилы не параллельно направлению подачи.
- Дефекты на боковых направляющих.
- Плохо закреплены или изношены направляющие.
Е)
- Неперпендикулярный рез.
- Полотно пилы не параллельно направлению подачи.
- Большой зазор в направляющих.
- Поверхность стола не перпендикулярна пиле.
- Тиски не перпендикулярны пиле.
- Слабое натяжение пилы.
- Плохо закреплены боковые направляющие.
Ж)
- Пережжённая стружка.
- Большая подача.
- Не работает щётка очистки пилы.
- Тупая пила.
- Нет охлаждения.
Конструкционные особенности ленточных станков
Станки, независимо от своей марки производителя делятся на несколько категорий.
Агрегаты консольного типа
Рама агрегата исполнена в виде консоли, а манипуляция происходит посредством ее вращения на шарнире.

Консольный ленточнопильный станок JAMP
Такое оборудование в большей степени используется для разреза труб разного профиля и проката. Для консольных станков характерно присутствие стола (поворотного или неповоротного). Такая особенность позволяет получить прямой или наклонный срез.







Портальное оборудование, станки с одной или двумя стойками
На станках с одной стойкой – колонных – рама двигается вверх и вниз по специальной направляющей, зафиксированной на одной из сторон. Станки с двумя стойками – двухколонные – сделаны по тому же принципу, только направляющих две и закреплены они с двух сторон рабочего стола. Поворотные столы обеспечивают получение резов под разными углами. В портальных аппаратах стол надежно зафиксирован для резки и обработки особо прочных материалов. Пильная рама размещена в подвижном портале, он производит все необходимые перемещения.
Горизонтальные станки
Рама устанавливается под разными углами по отношению к заготовке и движется по двум осям.

Горизонтальный ленточнопильный станок
А тиски и стол – подвижны и позволяют осуществлять распил под требуемым углом.
Вертикальные станки
Некоторые представители этой категории предусматривают раму, способную перемещаться как в поперечном, так и в продольном направлении. Такой вид преимущественно используется для обработки массивных заготовок. Управление режимами осуществляется через ЧПУ.
Ленточнопильное оборудование часто применяется для работы в различных условиях.
Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
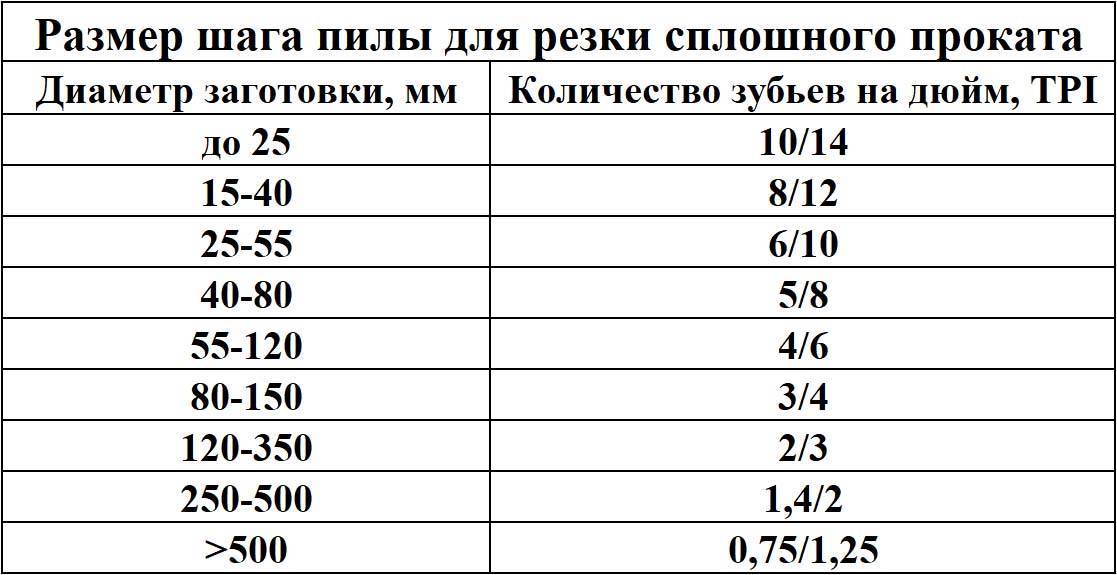
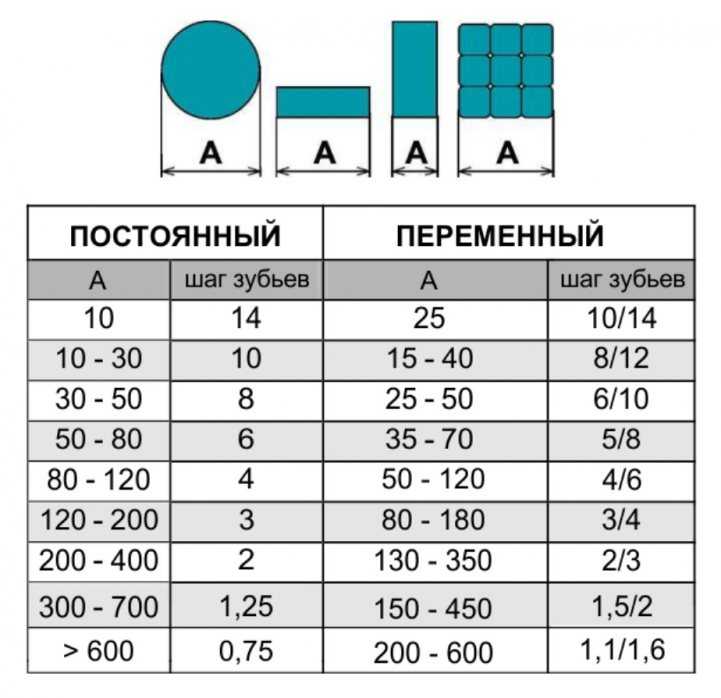
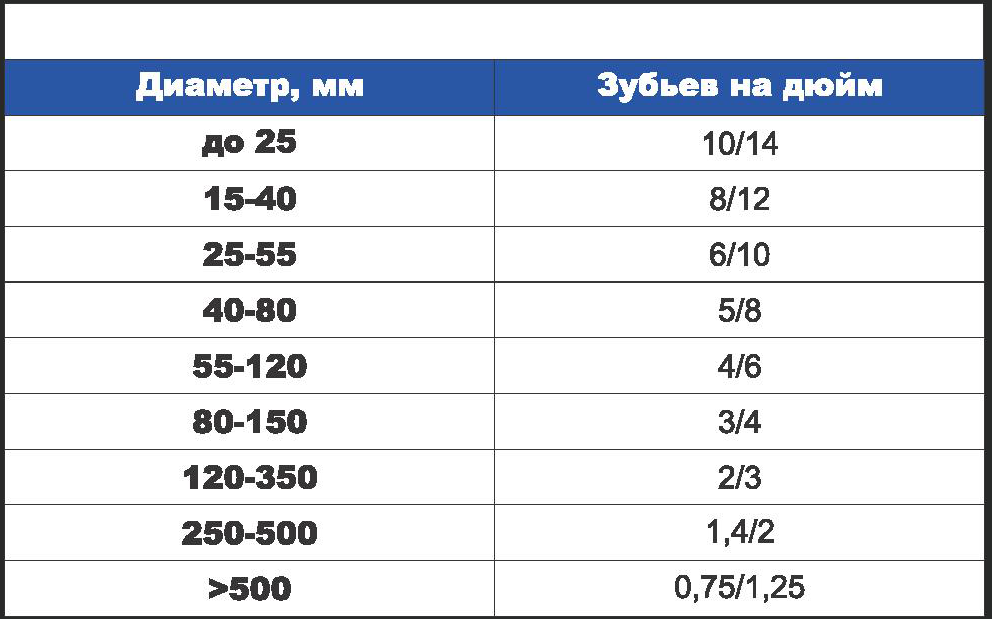
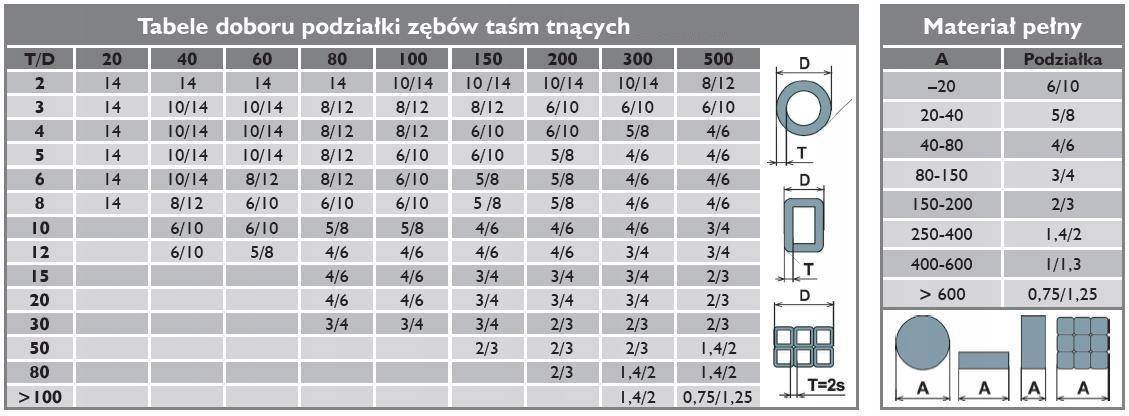
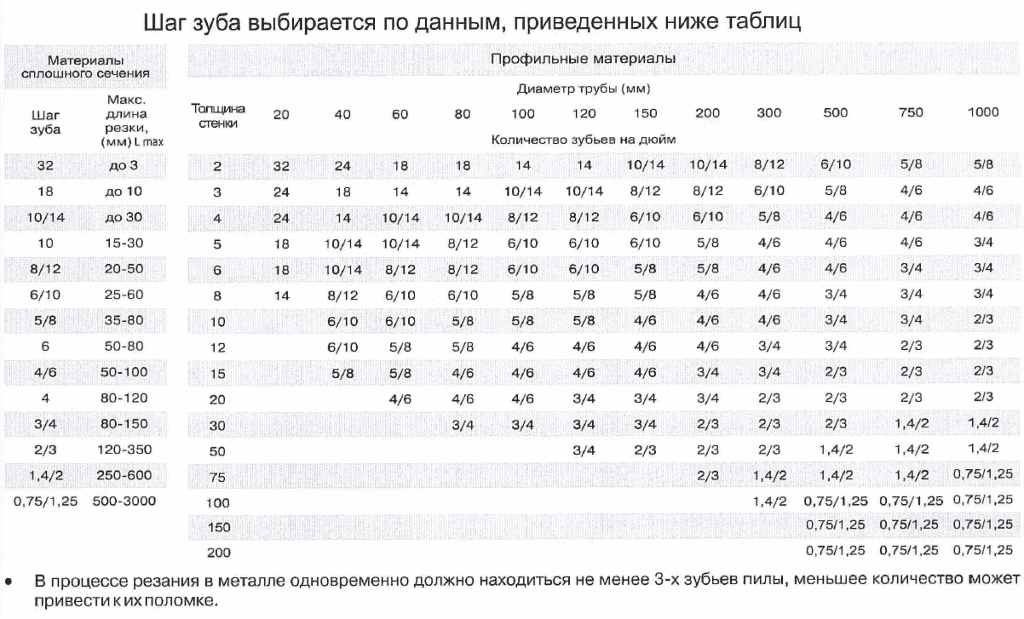
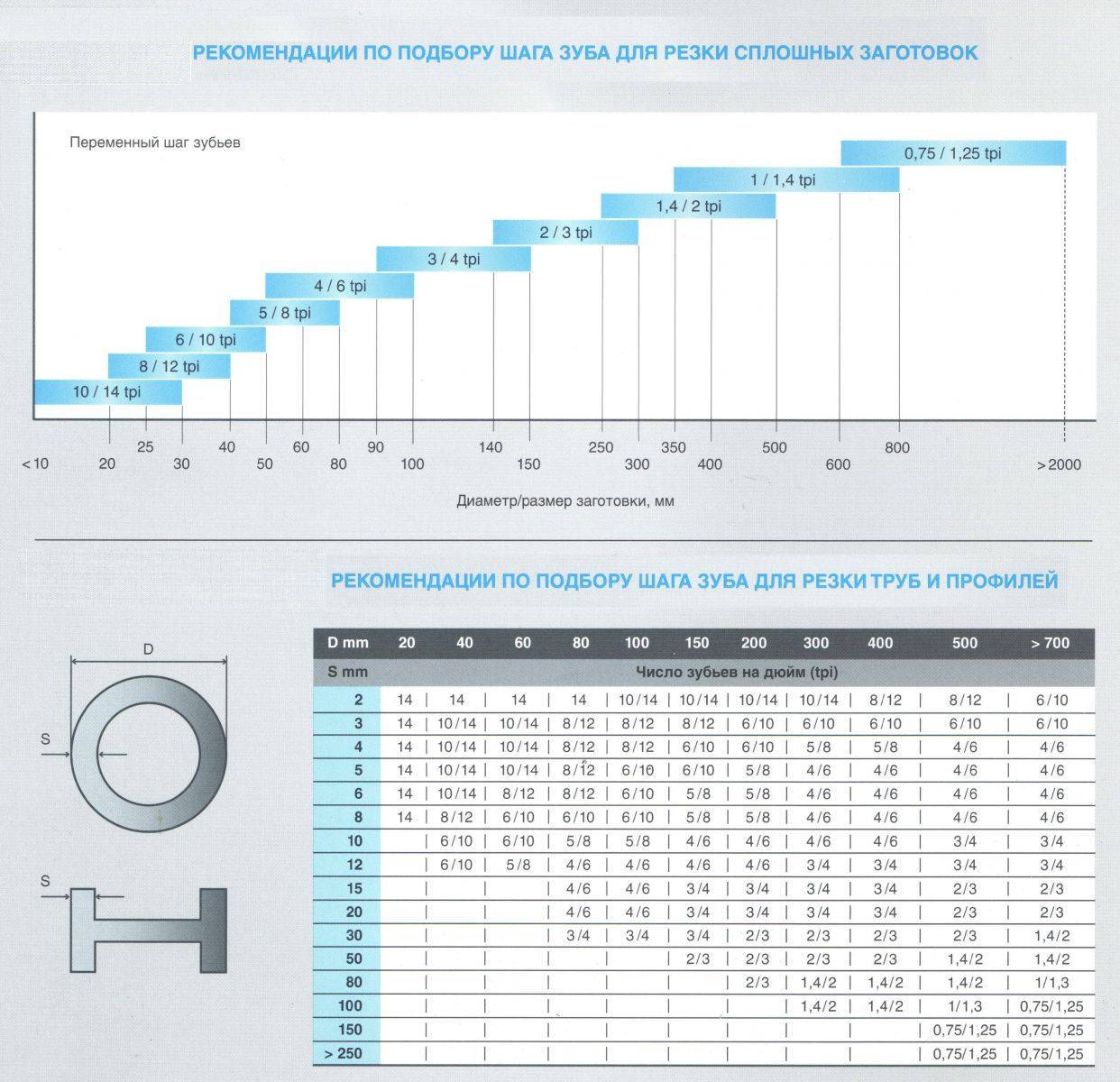
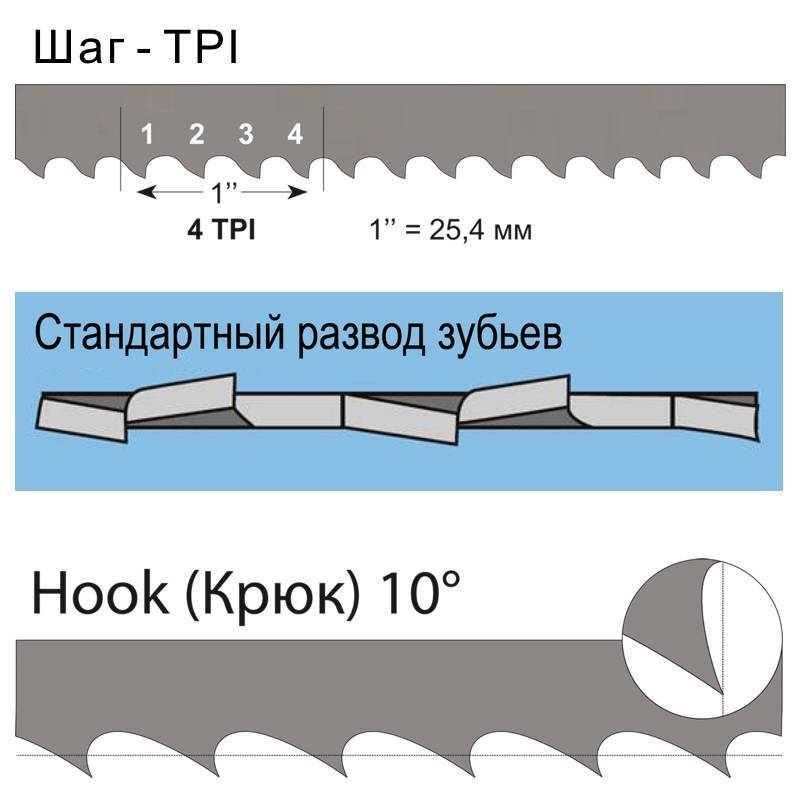
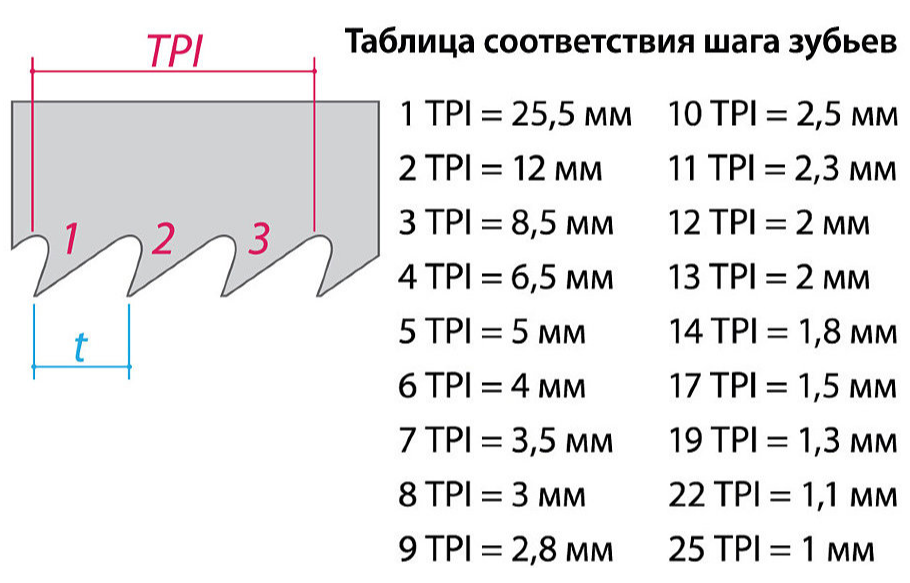
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка
Это влияет на толщину и на аккуратность среза.
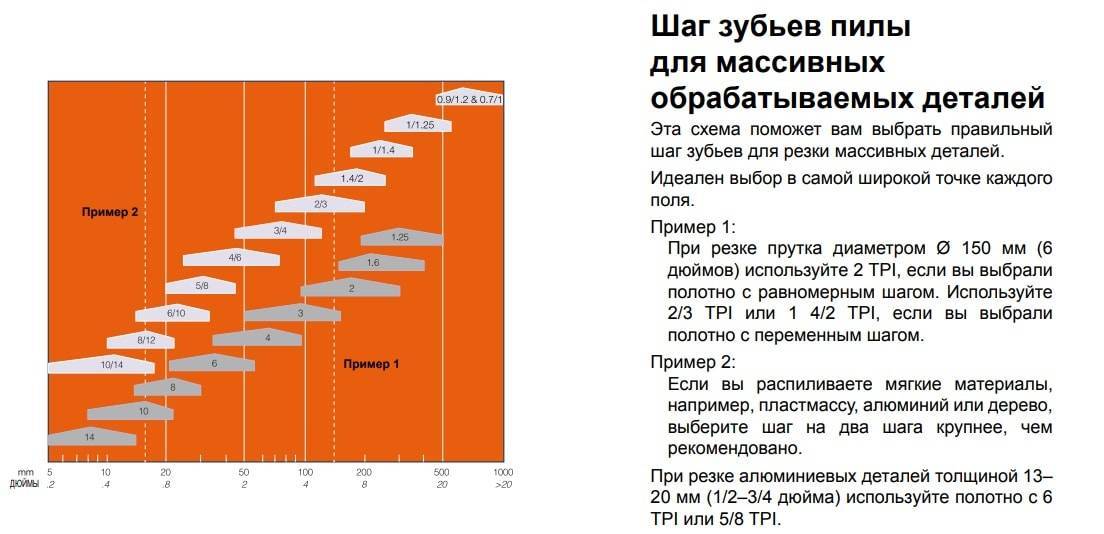
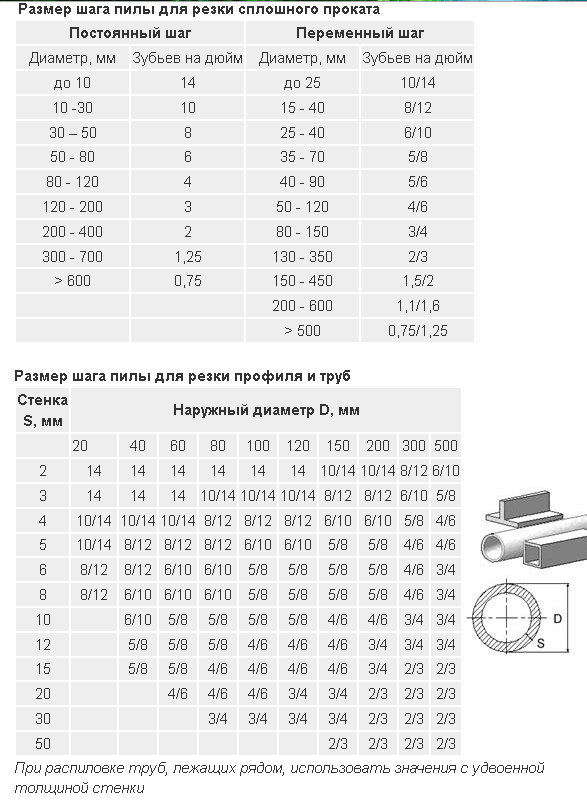
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.
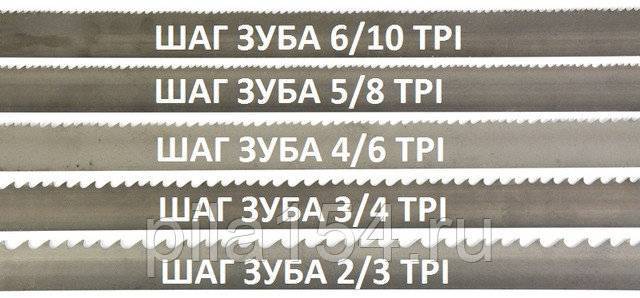
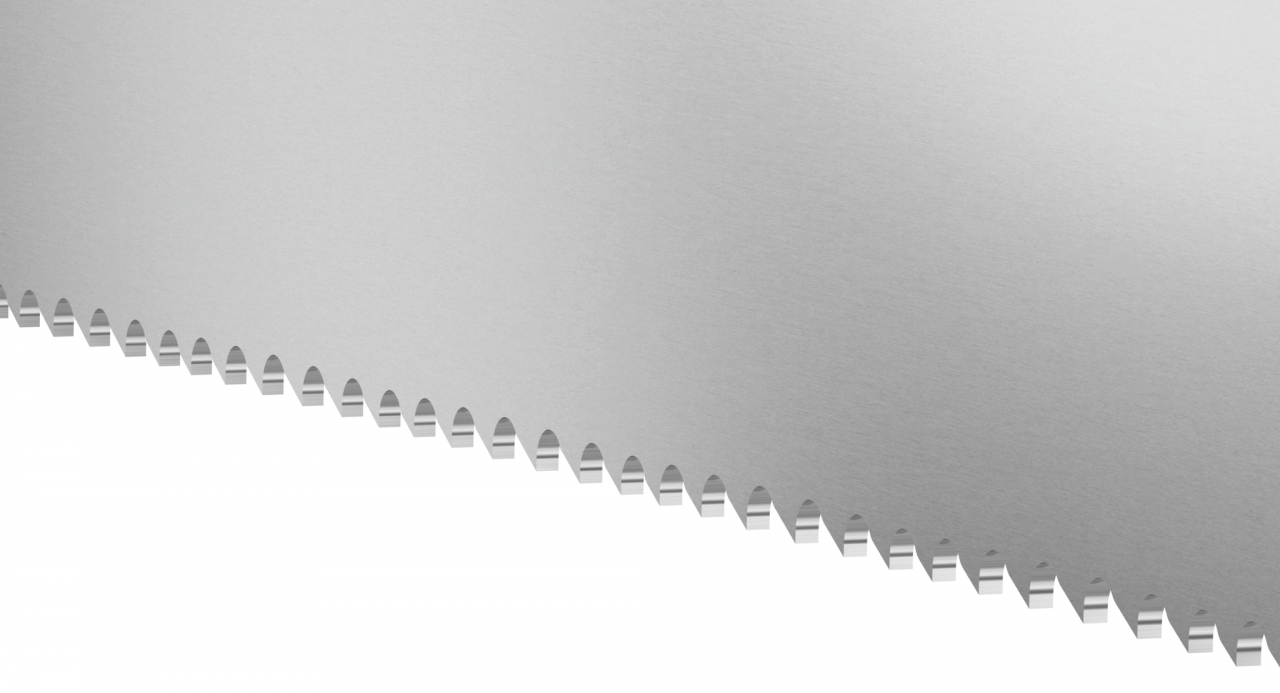
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
SV 330 — вертикальный ленточнопильный станок
Ленточнпильный вертикальный гидравлический станок SV 330 обладает следующими техническими характеристиками: Максимальные размеры круглых заготовок: 0 градусов — 320 мм.; 45 (вправо и влево) — 265; 60 (вправо) — 150, 60 (влево) — 180; Максимальные размеры прямоугольных заготовок при распиле по широкой стороне: 0 градусов — 330х320 мм.; 45 (влево и вправо) — 320х265; 60 (вправо) — 320х150; 60 (влево) — 320х180. Максимальные размеры прямоугольных заготовок при распиле по узкой стороне: 0 градусов — 330х320 мм.; 45 (влево и вправо) — 320х265; 60 (вправо) — 320х150; 60…
Главное отличие вертикального ленточнопильного станка заключается в стационарности положения лезвия пилы. Пильная рама и плоскость лезвия расположены перпендикулярно. Это позволяет производить резку поперек рамы, что ограничивается ее шириной (расстоянием между стойкой консоли и лезвием) максимальной величиной отпиливаемой полосы. Однако это повышает срок службы пильного полотна и обеспечивает большую линейную скорость его движения. В обработке металла данный тип агрегата применяется для резки каленых сталей и мягких металлов, распила заготовок продольных полос.
Инструкция по эксплуатации ленточных пил
Ленточная пила сделана из высокоуглеродистой стали, что обеспечивает максимальную стабильность пильной ленты при пилении.
Чтобы добиться максимальной отдачи от станка бревнопильного ленточного Тайга Т-3 необходимо соблюдать следующие условия:
- необходимо выставить полотно пильной ленты на шкивах: расстояние от впадины зуба до кромки шкива;
- правильно выставить направляющие ролики по горизонтали и вертикали;
- при заточке пильной ленты форма зуба должна повторяться в точности;
- разводка зубьев пильной ленты должна отвечать выполняемой работе, например: при пилении бревна диаметром 20 см по сравнению с бревном диаметром 80 см объем опилок, которые надо удалить из пропила приблизительно в 3,5 раза больше.
В процессе пиления пилы разогреваются и, как следствие этого, увеличиваются в длину. Остывая, пилы стремятся сжаться до своего первоначального размера, вследствие чего в них возникают избыточные напряжения. Помимо этого в пиле остается «память» от формы двух шкивов, поэтому пилить надо на минимально возможном натяжении пильной ленты (150 кГ/см для ленты шириной 50 мм и 150 кГс/см для ленты шириной 35 мм).
Внимание! В процессе работы, особенно в первые 10-15 минут ленточная пила нагревается и ее длина увеличивается. Необходимо подтянуть пилу
Для снятия вибрации ленточной пилы в процессе пиления служат поддерживающие ролики.
СНИМАЙТЕ натяжении пилы, как только прекратили пилить.
Как понять правильно ли разведена Ваша пила?
Развод можно считать оптимальным, когда между полотном пилы и деревом, которое она распиливает, находится смесь из 65-70% опилок и 30-35% воздуха.
Внешним проявлением того, что ваша пила разведена правильно, является то, что выбрасывается из пропила 80-85% опилок.
В случае, когда Вы развели пилу слишком сильно, остается много воздуха и недостаточное удаление количества опилок.
В случае не до разводки пилы на поверхности доски остаются плотно прессованные горячие опилки.
Пила, которая разведена слишком сильно, будет пилить рывками, разведенная недостаточно будет пилить волнами.
Еще один очень важный момент: разводить следует только верхнюю треть зуба, в процессе пиления должен участвовать только острый уголок на самой вершине зуба.
Точить пилу с минимальным съемом металла (т.е. зачистить заусенцы) и затем разводить.
При входе в бревно пила делает скачек вверх и пилит ровно практически до конца бревна, после чего падает вниз. Это явление получило название «отжатия», т.е. пилу отжимает. Вызвано это слишком большим углом заточки зуба. Следует уменьшить угол заточки на пару градусов.
При входе в бревно пила делает скачок вверх и доска получается кривая «как сабля». Это вызвано, скорее всего тем, что угол заточки слишком большой, а развод недостаточен. Следует уменьшить угол заточки зуба и увеличить развод. Пила «ныряет» вниз и доска получается кривая «как сабля». Это вызвано недостаточным углом заточки и недостаточной разводкой одновременно. Следует увеличить угол заточки на пару градусов и увеличить развод.
На доске остается слишком много опилок, и они рыхлые на ощупь. Развод недостаточен, следует его увеличить. Угол заточки уменьшить.
Пропил идет волной. Если пила острая, то это происходит вследствие слишком маленького развода, следует увеличить развод.
Тупая, ни разу не переточенная пила трескается по впадинам зуба. Это вызвано тем, что полотно недостаточно разведено для работы, которую им пытаются выполнить, либо тем, что полотном продолжали пилить, после того как оно затупилось.
Пила покрывается трещинами сзади. Это вызвано тем, что задние упоры направляющих роликов стоят слишком далеко от тыльной стороны полотна.



На полотно пилы «накатываются» опилки. То вызвано тем, что пила недостаточно разведена и в пропиле не остается достаточно воздуха, полотно пилы трется об опилки, разогревается и древесная пыль напекается на пилу. Увеличить развод.
Опилки «накатываются» на внутренней поверхности зуба, но на поверхности пилы этого не происходит. Это обусловлено плохим качеством заточки (слишком большая подача или слишком большой съем металла и, как результат, плохое качество поверхности на впадине зуба), либо слишком большим углом заточки зуба, либо тем, что полотном продолжали пилить после того, как оно уже затупилось.
После заточки полотно покрывается трещинами на впадинах зубьев. Во время перезаточки, за один раз сняли слишком большое количество металла в результате чего получиться перекал поверхности зуба.
Многие проблемы создаются тем, что заточной камень недостаточно часто и аккуратно заправляется.
Как правильно заточить ленточную пилу
Сразу отметим, что при отсутствии опыта и навыков выполнения подобных работ заточку пилы лучше доверить профессионалам. Нарушение геометрии зубьев режущей кромки, появление заусенцев на металле или неправильная установка значительно сократят срок службы полотна.
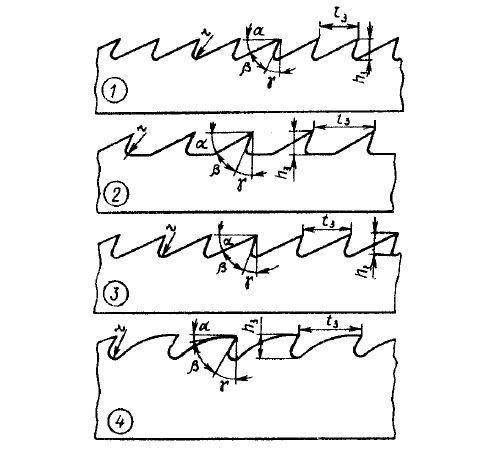
Решив заточить ленточную пилу своими руками, будет полезно сначала ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе. Итак, для правильного формирования режущей кромки вам потребуются:
- высота зубцов – это расстояние между высшей точкой и основанием;
- шаг – расстояние между зубьями, обычно колеблется в пределах 19-25 мм.
- угол заточки – зависит от целевого назначения инструмента; например, рекомендуемый угол заточки для столярных пил – 35 °, для разделительных пил – 18-22, предназначенных для распиливания бруса – не более 15°.
- установка – отклонение зубьев от плоскости полотна основной пилы;
Угол заточки определяется производителем, поэтому при самостоятельной заточке пилы рекомендуется придерживаться этих параметров.
Вот пошаговая инструкция, которая поможет вам правильно заточить закрытую пилу, не прибегая к услугам специалистов.
Разводка
Вставка ленточных пил в дерево – это первый шаг в восстановлении профиля кромки. В процессе эксплуатации положение зубьев может меняться, поэтому пока не будет получена правильная геометрия, нет смысла затачивать деталь пилы.
Пилу можно открыть тремя способами:
- стриппер – первый и второй зубья отклоняются в разные стороны, третий остается ровным. Этот профиль создан для распиловки твердых материалов;
- волнистый – наиболее сложный вариант, по форме похож на волну. Здесь каждому зубу придана индивидуальная форма, и такая установка обычно выполняется только в специализированных мастерских.
- классический – зубы поочередно отклоняются вправо и влево;
Следует отметить, что при разводке гнутся не весь зуб, а примерно на 2/3 вершины. Процедура проводится на специальной ленточной пиле. Стоимость такого инструмента довольно высока, поэтому покупают его, если есть необходимость подгонки нескольких инструментов. Его доступность может стать основой деятельности по заточке.
Конечно, с первого раза у вас получится все сделать правильно, даже на регулируемом станке, может не получиться, поэтому хотя бы геометрия профиля должна оставаться такой же, как и до начала работы.
Заточка
Это основной этап современной перевязки, который можно сделать двумя способами.

Полнопрофильные пилы затачиваются с помощью CBN-круга, установленного в специальной точилке.
Это полностью автоматизированная операция, которую используют профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, а заточный круг обрабатывает всю ленту за один проход. Недостатком этого метода является то, что круг CBN подбирается индивидуально под профиль пилы, поэтому для заточки разных инструментов в ассортименте должен присутствовать заточный элемент.

Заточка зубов производится вручную или на специализированном оборудовании.
В первом случае острота зубов может быть восстановлена в кратчайшие сроки, но работа требует определенных навыков. Во второй, кропотливой работе: 4-5 движений по краю каждого зуба.

Для автоматической заточки используются алмазные круги, круги из CBN и оксида алюминия
Важно понимать, что при проведении этой процедуры зубам придается только острота, геометрия, созданная после установки лезвия, должна оставаться неизменной
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.



Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Это интересно: Стеклянные межкомнатные двери из матового стекла: рассматриваем развернуто
Настройка ленточнопильного оборудования
Исправная и качественная работа столярной установки зависит напрямую от настройки оборудования. Существует схема наладки установки. Вначале устанавливают колёса параллельно друг другу. Дальше устанавливают фторопластовые шайбы, необходимые для предотвращения вертикального смещения.
В первый раз запуск выполняют без направляющих. На этой стадии проверяют плавность запуска и чистоту работы двигателя, а дальше уже проводят тестовый распил с использованием полотна, но с минимальными нагрузками. Для работы с увеличенной нагрузкой используют блок с направляющими лентами. Такая конструкция состоит из двух половинок, которые устанавливают по линии режущего полотна.
Раньше мастера своими руками делали не только станки, но и режущее полотно. Самостоятельно замкнуть ленточный агрегат в кольцо сложно и тут требуется уже хоть какой-то начальный опыт в сборке станка. Ручным методом проводят и заточку по шаблону. Всё это можно сделать самому, сэкономив свои деньги, но современный рынок просто набит всевозможными приспособлениями и деталями, которые улучшают качество обработки материалов или делают аппаратуру многофункциональной. Главное в этом деле — помнить о технике безопасности, ведь производственные модели или самодельные представляют большую опасность для здоровья человека.
Решение проблем при охлаждении на ленточнопильном станке
Применение СОЖ настолько важно, что не может быть переоценено. Высококачественная СОЖ — один из наиболее важных факторов для эффективной резки и увеличения срока эксплуатации ленточнопильного станка
Обычно проблем с использованием СОЖ не возникает, но если проблемы действительно появились, то нижеуказанные советы могут помочь исправить их. Ржавчина на ленточнопильном станке или его рабочих частях. Соотношение воды к концентрату СОЖ может быть слишком высоким. Нужно проверить соотношение эмульсии СОЖ рефрактометром и перемешать её в правильное соотношение, рекомендуемое производителем СОЖ. Следует иметь в виду, что загрязнители (нежелательные примеси) в СОЖ, микроскопические организмы и мелкая металлическая пыль (или стружка) могут ускорить появление ржавчины в СОЖ. Нужно очистить всю систему СОЖ и залить новую эмульсию. Вспенивание СОЖ. У эмульсии СОЖ с высоким содержанием концентрата СОЖ может быть тенденция вспениваться. Нужно проверить соотношение эмульсии СОЖ рефрактометром и перемешать её в правильное соотношение. Мелкая металлическая пыль (или стружка) в баке для СОЖ могут отнять у эмульсии СОЖ свойства антипены. Может помочь очистка системы подачи СОЖ от этой стружки. Воздух, входящий через свободный шланг или проходящий через фитинги, может вызвать вспенивание, как может и уровень эмульсии СОЖ в баке для СОЖ, который ниже уровня потребления насоса. Нужно проверить все шланги системы подачи СОЖ и уровень эмульсии СОЖ в баке для СОЖ. Плохой запах или или поверхностная пена в баке для СОЖ обычно вызываются загрязнителями, такими как утечка масла в ленточнопильном станке, которые позволяют микроорганизмам расти в эмульсии СОЖ, нагретой во время операции резки или при тёплой температуре производственного помещения. Низкий уровень соотношения концентрации СОЖ будет способствовать этой проблеме. Нужно проверить и устранить все утечки масла. Нужно очистить всю систему СОЖ и залить новую эмульсию. Снижение производительности ленточнопильного станка. Нужно начать расследование этой проблемы с полной механической проверки ленточного полотна и его направляющих. Если они в хорошем состоянии, то нужно проверить соотношение эмульсии СОЖ и наличие на дне бака для СОЖ мелкой металлической стружки. Она может циркулировать и подаваться в зону резания, значительно затупливая ленточное полотно, вызывая грубую или волнистую поверхность на отрезаемой заготовке. Нужно очистить всю систему СОЖ и залить новую эмульсию. Горячая стружка или стружка синего цвета. Нужно проверить, чтобы соотношение эмульсии СОЖ не было слишком высоким (не было чрезмерно много воды). Это можно увидеть, визуально исследовав струю СОЖ на наличие достаточного количества концентрата СОЖ в зоне резания. Если после всего вышеуказанного проблемы всё ещё существуют, то они, вероятно, уже не связаны с эмульсией СОЖ. Вместо этого, они, скорее всего, были вызваны неправильным выбором ленточного полотна, неправильной установкой скорости резания или рабочей подачи.
| Вы можете заказать на нашем производстве любого Вашего материала Контакты: , , , |
Дополнительную техническую информацию можно прочитать в разделе «Статьи».





