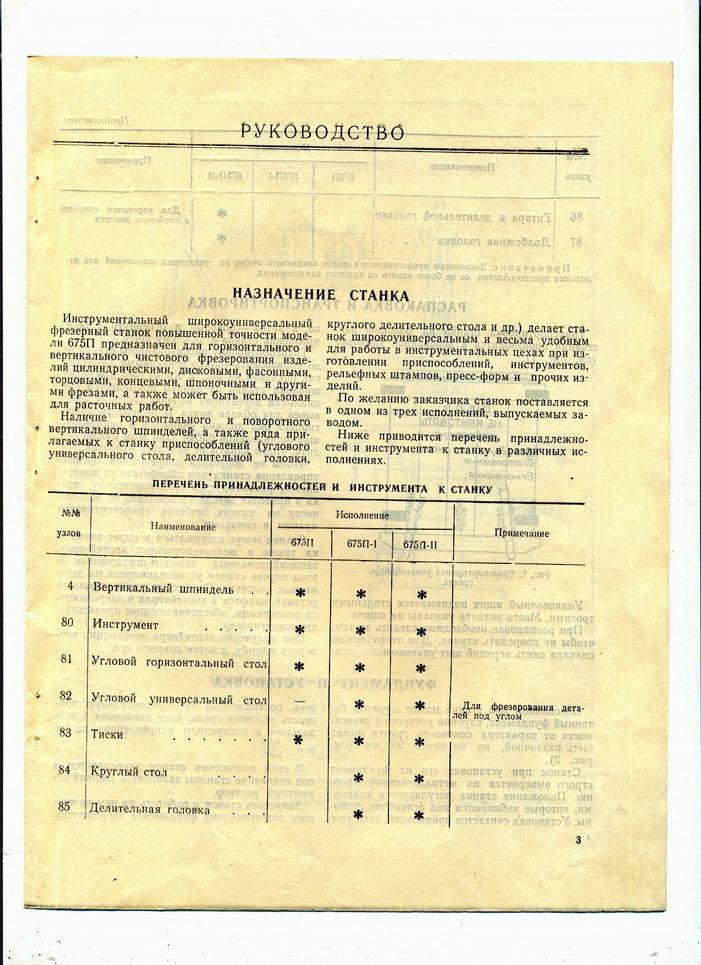
Для чего он предназначен?
Фрезерный широкоуниверсальный станок предназначен для работы на промышленных предприятиях. Для обработки поверхности горизонтальным шпинделем используются фрезы:
- дисковые;
- цилиндрические;
- фасонные.
В работе поворотным шпинделем применяют торцевые и шпоночные фрезы.
В комплект модели 675 входят столы:
- поворотный с делительной головкой;
- наклонный.
Используя головки: резцовую, быстроходную долбежную, расточную, на станке можно выполнять работы:
- сверловку;
- зенкерование;
- расточку;
- долбежку.
На станке 675 производят планки, корпуса, подушки, рычаги, косозубые шестерни, детали со сложной конфигурацией. Точность обработки класса Н. Возможность к вертикальному шпинделю устанавливать горизонтальную поворотную головку делает станок универсальным. На нем можно обрабатывать все стороны и верхнюю поверхность детали, сверлить ее по всем плоскостям и под углом, делать расточку с высокой точностью.
Фрезерный станок 676

По техническим характеристикам станок во многом похож на 675. Он имеет широкий диапазон скоростей шпинделя. Как и в предыдущей модели, есть возможность использовать цилиндрические, дисковые, шпоночные, концевые и другие фрезы.
Функция анализа в реальном времени также впечатляет. Выберите триосные данные и одновременно проверьте все три оси. Обмен информацией и результатами вибрации никогда не был таким простым. Технология репликации базы данных позволяет синхронизировать две или более базы данных в любой точке мира через Интернет. Данные также могут использоваться совместно с заводами с использованием переносных или онлайн-систем для обеспечения централизованного мониторинга.
Это гарантирует, что ваши инвестиции будут длиться целую жизнь. Все видеоконтроллеры предназначены для легкой досягаемости и бесперебойной работы по всему корпусу. Этот рычаг легко управляется большим пальцем, используя небольшое движение вперед. Все кнопки сделаны из высококачественной нержавеющей стали марки 304 и работают плавно для естественного ощущения и интуитивно понятной работы.
Различаются размеры поверхности рабочего стола, он крупнее и составляет 800 х 250 мм. Шпиндельная бабка способна проходить большее расстояние, чем у предыдущей модели, — 300 мм. Вместе две эти особенности конструкции позволяют обрабатывать более крупные детали.
Масса станка тоже больше, он весит 1100 кг. А вот мощность электродвигателя такая же — 3 кВт.
Эта схема, с простым добавлением клапана и набора насосов, предложит возможность контролировать вакуумное давление внутри корпуса. Цепь обнаружения влажности находится на постоянной защите, готова сообщить вам, посредством звукового и визуального сигнала, любой инфильтрации, независимо от того, как это будет минутно.
На дизайн сильно повлияли тесное взаимодействие и прослушивание вклада профессиональных создателей изображений со всего мира
Результатом является беспрецедентное внимание к деталям и профессионально разработанным решениям. Этот высококачественный и покрытый оптический искатель дает яркий и полный обзор искателя. Легкие и литые из одного куска, они никогда не выходят из слюны или разъедают
Легкие и литые из одного куска, они никогда не выходят из слюны или разъедают.
Возможности модели позволяют использовать станок как в небольшом, индивидуальном производстве, так и на крупных предприятиях.
Узнать подробные технические характеристики, подобрать нужную модель и купить универсальный фрезерный станок можно в .
Универсальный фрезерный агрегат 675П выпускался Ереванским (Армения) и Одесским (Украина) комбинатом фрезерного оборудования. Данная модель станка пользуется немалой популярностью и в настоящее время.
На вершине обеих рукоятки резьбовые монтажные отверстия готовы принять популярный монтажный кронштейн нашей системы, а также совместимы с большинством современных стробов и осветительных приборов на рынке. С его критически точным оптическим свойством была стабильная платформа, на которую тысячи фотографов на протяжении более 20 лет полагались на создание изображений состояния искусства. Его ручки с накатанной головкой и негабаритные элементы управления позволяют легко управлять всеми видами погружений.
Тип 304 морской сорт Нержавеющая сталь Все валы с двойным уплотнением с двойными уплотнительными кольцами Все штифты, запечатанные четырьмя кольцами. Механизм фиксации объектива. Двойные жертвенные аноды. 5 точек входа в переборку. Стандартные функции: последняя строка 5 Входная точка доступа к перегородке для различных аксессуары.
- Эргономичная оптимизация для условий погружения.
- Негабаритные ручки с накатанной головкой.
- Прочная удобная ручка.
- Расширенная спуск затвора.
- Механизм блокировки замка.
Эти машины обеспечивают высокую производительность для любого приложения обработки.
Особенности конструкции
Фрезерный станок 675 отличается небольшими размерами при возможности обрабатывать заготовки длиной до 600 мм. Конструкция включает в себя два шпинделя, рабочий вертикальный стол и съемный горизонтальный. В комплект станка входит шкаф под приспособления и инструмент.
Цепь главного движения
К горизонтальному шпинделю вращение передается через зубчатое зацепление с барабанной шестерней, соединенной с коробкой скоростей. Электродвигатель соединен с ведущим валом клиноременной передачей. Вертикальный шпиндель вращается через соединение коническими шестернями с горизонтальным двигателем. Настройка числа оборотов обеих рабочих органов производится одной рукояткой.
Цепь подач
Цепь подач передает движение сразу на 3 рабочих узла, обеспечивая перемещение по всем осям:
- суппорт – вертикальное;
- салазки – продольное;
- шпиндельная бабка – поперечное.
Ускоренный ход составляет 935 мм/мин. Рабочих подач 16, от 12,5 мм/мин до 400 мм/мин. Механизм подач работает от главного привода, получая вращение от коробки скоростей через зубчатое зацепление шестеренок.
Суппорт
Через суппорт осуществляется продольное и поперечное перемещение стола с деталью через ходовой винт и приводной вал. Направление перемещения по 3 направлениям включается одной крестовой рукояткой в сторону направления движения. Смазка деталей производится лубрикатором.
Станина
Станина имеет высокое основание. Сверху расположен хобот, используемый при работе горизонтального шпинделя цилиндрическими фрезами. Сбоку в теле станины отлит ящик под коробку подач. Он закрывается дверцей. В передней части стойка с направляющими консоли.
Горизонтальный шпиндель
Горизонтальный шпиндель находится в верхней части станины, под хоботом. Он получает вращение от коробки скоростей через зубчатое зацепление. Шпиндельная бабка крепится на 2 радиальных опорах и стоит в 4 упорных подшипниках. Для крепления деталей в шпинделе имеется конус Морзе 4. При установке оправки с фрезами, используют серьгу.
Перемещение хобота ручное. Зажимается в рабочем положении справа 2 ручками. Скорость вращения регулируется ступенчато, имеет 16 положений. Перемещение шпиндельной бабки в горизонтальной оси ограничивают упоры. Смазка минеральным маслом осуществляется разбрызгиванием. Жидкость подается в поддон корпуса шпиндельной бабки.
Вертикальный шпиндель
Вертикальная головка относится к съемным узлам. Она закрепляется к горизонтальной шпиндельной бабки двумя винтами и получает от нее вращение. Установка производится по рискам для соосности вращающихся деталей. Хобот отводится в заднее крайнее положение.
Вертикальный шпиндель вместе с головкой поворачивается на 90⁰ вручную по шкале, нанесенной на основании его корпуса, и фиксируется штифтами. Встроенная в корпус пружина уравновешивает гильзу при ее перемещении. Радиальные нагрузки гасятся двумя опорами. Осевые вибрации гасятся упорными подшипниками.
Фрезы по металлу для фрезерного станка
Многообразие конфигураций фрез позволяет выполнить выборку материала на самых труднодоступных участках, благодаря чему деталь принимает требуемые размеры и очертания.
Фрезы классифицируются по расположению резцов, типу конструкции, направлению, форме зубьев, способу крепления и материалу режущего инструмента.
Модификации:
- Дисковые фрезы используются для обрезки заготовок, выборке пазов, металла, снятия фасок. Режущая часть таких элементов может размещаться с одной или с двух сторон.
- Торцовые фрезы работают с плоскими заготовками ступенчатого типа. Рабочей частью инструмента является торец, ось его вращения перпендикулярна поверхности заготовки.
- Цилиндрическая фреза по металлу для фрезерного станка может быть с винтовыми или прямыми зубцами. Первый вариант позволяет обрабатывать плавно заготовку, а вторая конфигурация – отделывать узкие плоскости, поэтому такой инструмент относится к универсальной категории.
- Угловые варианты. Такие фрезы используются для обработки наклонных поверхностей, имеют коническую конфигурацию. Различают одно и двухугловые модификации, отличающиеся размещением режущей кромки.
- Концевые фрезы предназначаются для создания пазов, контурных выемок, уступов и обработки взаимно перпендикулярных частей.
Также существуют фасонные, червячные и кольцевые фрезы. Они служат для обработки фасонных поверхностей и заготовок неординарных конфигураций и еще больше расширяют возможности станка 676.
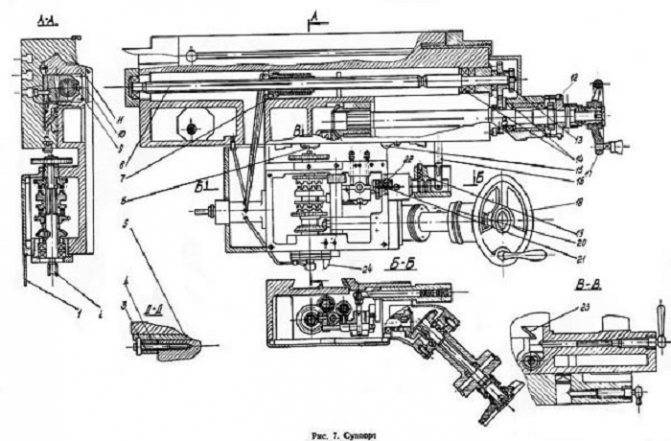
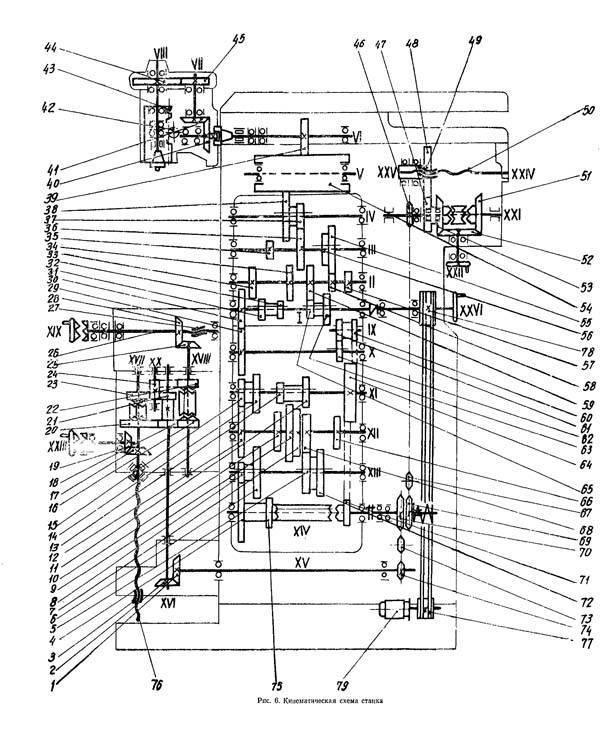
Кинематическая схема
Для понимания особенностей взаимодействия отдельных составляющих станка желательно изучить его кинематическую схему.
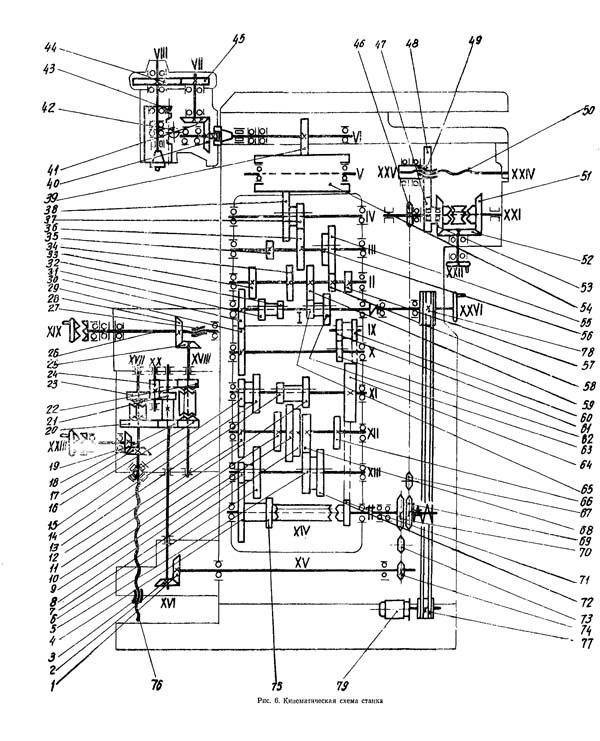
Описание схемы
Указанный документ обычно приводится в паспорте станка и сопровождается расшифровкой обозначений отдельных узлов и деталей (фото слева).
Только после ознакомления с ней можно приступать непосредственно к освоению основных приемов работе на станке.
Цепь главного движения
От двигателя заявленной мощностью 1,5 кВт вращающий момент передается ремнем на вал 1. От него через КС он дальше поступает на шестерню 54, а затем через другую передачу 39 – на шпиндель VI.
В свою очередь шпиндель VIII получает приводной импульс от своего горизонтального аналога посредством конической пары шестерен 40, 41 и цилиндрической – 45, 44.
Различные позиции блочных шестерен КС обеспечивают широкий выбор скоростей для обоих шпинделей.
Цепь подач
Цепь подач приводит в движение вертикальный суппорт, а также имеющиеся на станине продольные салазки и размещенную тут же бабку (в последнем случае движение будет в поперечном направлении). Диапазон скоростей при 16-ти градациях подач — от 12,5 до 400 мм/минуту.
Механизм подач объединен с главной передачей электропривода и получает вращение от КС через зубчатые элементы 30, 29. При перемещениях с ускорением расположенная на валу муфта XIV приходит в зацеплении с колесом позиция 71.

Технические свойства и назначение
Рассматриваемый станок для фрезеровальных работ 675, технические свойства которого формируют его большую сферу использования, отличается большой точностью. Модель может использоваться для фрезеровки во время установки таких видов инструмента:
- Концевые и торцевые, шпоночные. Аналогичные фрезы ставятся в вертикальном положении, для чего применяется вертикальный шпиндель.
- Фасонные, дисковые и цилиндрические. Они ставятся при фиксации в шпинделе горизонтального типа.
Станок многоцелевой фрезерный рассматриваемой модели может применяться для обработки заготовки под угол. При этом аппарат располагает специализированной делительной головкой и столом круглой формы, благодаря чему можно создавать отверстие и иные элементы на равном расстоянии по отношению друг к другу.
Рассматриваемая модель укомплектовывается инструментальным шкафом, предназначенного для хранения инструмента и разного оборудования. За счет данного компонента значительно становится шире сфера применения устройства. При использовании дополнительного инструмента и оснастки проводятся непростые операции, которые выполнить на обыкновенных моделях не выйдет.

Техвозможности рассматриваемого оборудования также очень обширны. Ключевыми моментами можно назвать следующее:
- Размеры конструкции дают возможность проводить фрезеровка заготовок, ширина которых более 25 см и длина до 80 см. Очень высокая точность дает возможность проводить обработку заготовок с маленькими геометрическими размерами.
- Вертикальный шпиндель устанавливается на специальном подвижном хоботе. При этом имеется возможность поворота во обоюдно поперечных плоскостях под угол 90 градусов.
- Требуемая точность достигается благодаря уменьшению степени вибрации установки во время работы. Для этого все узлы размещены на чугунной станине, которая отлично справится с задачей по гашению вибрации.
- На станине есть электрический насос с критерием продуктивности около 22 литров за минуту. Благодаря этому узла выполняется подача смазочно-охлаждающей жидкости. Аналогичное вещество дает возможность значительно увеличить служебный срок устройства и обеспечивает стабильное функционирование.
- Созданная система управления удобная для оператора. Собственно поэтому не появляется проблем с его управлением.
- Позволяется проводить установку станка для фрезеровочных работ в цехах со штучным и мелкосерийным критерием продуктивности труда.
- Наличие вертикального и горизонтального шпинделя дает возможность значительно увеличить область использования фрезеровочных станков.
- Небольшие размеры агрегата дают возможность проводить его установку в традиционном гараже или мастерской дома. По мимо этого, главные характеристики дают возможность проводить установку станка для фрезеровочных работ в помещениях для производственных нужд.
- Значительно увеличить возможности станка для фрезеровочных работ можно путем установки долбежной головки. В основном, они используются для проведения долбежной процедуры.

Технологичными характерностями модели можно назвать приведенные ниже параметры:
- Масса станка для фрезеровочных работ составляет 1,1 тонн. Данный момент определяет то, что оборудование может ставиться без подготовительной подготовки основания. Значительно увеличить точность обработки можно за счёт создания основания, представленного плитой.
- Для подачи СОЖ ставится насос с мощностью 0,12 кВт. Подача аналогичной жидкости проходит в территорию резания.
- Класс точности оборудования П.
- Горизонтальный шпиндель может вращаться со скоростью от 50 до 6000 оборотов за минуту, у вертикального данный показатель в диапазоне от 63 до 2000 оборотов за минуту.
- Самый большой вращающий момент 214 Нм.
Область назначения рассматриваемого оборудования состоит в установке в домашних мастерских, а еще маленьких помещениях на производстве. Благодаря использованию самых разных инструментов имеется возможность получить изделия очень разной формы и размеров.
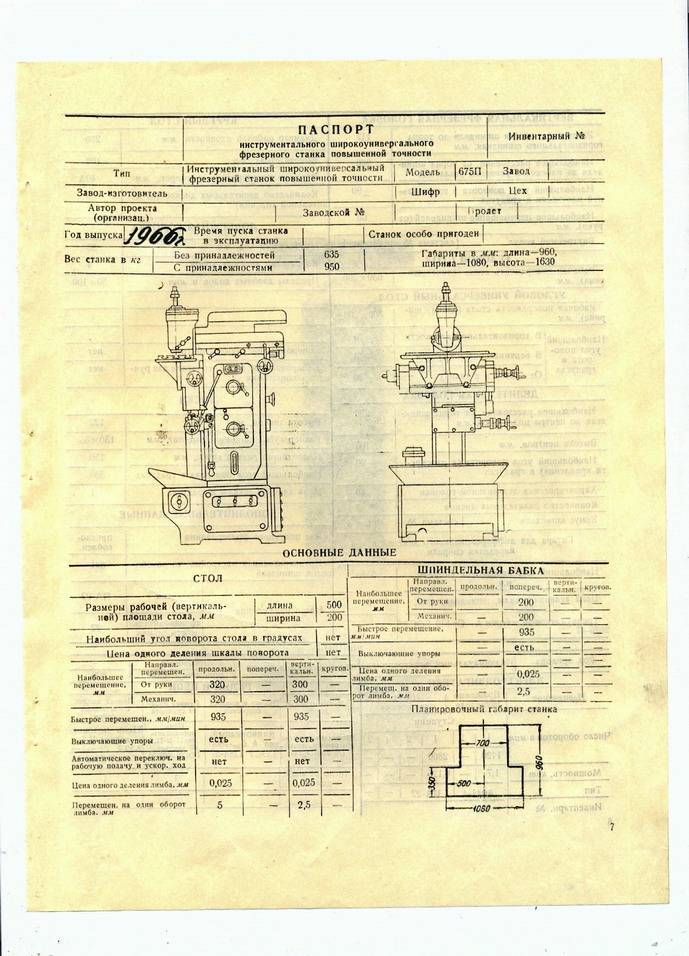
675п характеристики
Технические характеристики станка 675п позволяют фрезеровать изделия в горизонтальной и вертикальной плоскости, а так же обрабатывать детали под углом. На станке установлен угловой стол с горизонтальной рабочей плоскостью и основной стол с вертикальной рабочей плоскостью.
Наименование характеристики | Ед. изм. | Параметры |
Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола | мм | 80…380 |
Расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола | мм | 0…300 |
Расстояние от торца станины до оси вертикального шпинделя | мм | 130…330 |
Расстояние от торца горизонтального шпинделя до торца серьги, наибольшее | мм | 210 |
Наибольшее перемещение стола | ||
Продольное | мм | 320 |
Вертикальное | мм | 300 |
Цена одного деления лимба | мм | 0,05 |
Перемещение на один оборот лимба | мм | |
Продольное | мм | 5 |
Вертикальное | мм | 2,5 |
Размеры рабочей поверхности стола (Д х Ш) | мм | 500 х 200 |
Число Т-образных пазов | 2 | |
Ширина Т-образных пазов | мм | 14 |
Расстояние между Т-образными пазами | мм | 100 |
Размеры рабочей поверхности стола (Д х Ш) | мм | 630 х 200 |
Число Т-образных пазов | 3 | |
Ширина Т-образных пазов | мм | 14 |
Расстояние между Т-образными пазами | мм | 50 |
Наибольшее перемещение | мм | 200 |
Выключающие упоры | есть | |
Цена одного деления лимба | мм | 0,05 |
Перемещение на один оборот лимба | мм | 5 |
Внутренний конус | Морзе №4 | |
Наибольший угол поворота | град | ±90 |
Наибольшее перемещение шпинделя (от руки) | мм | 60 |
Внутренний конус | Морзе 4 | |
Главный привод станка | ||
Число оборотов | об/мин | 1420 |
Мощность | кВт | 1,5 |
Электронасос подачи охлаждающей жидкости | ||
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,12 |
Габаритные размеры станка | ||
длина | мм | 1110 |
ширина | мм | 1170 |
высота | мм | 1650 |
Масса станка | кг | 770 |
Общая компоновка широкоуниверсального фрезерного станка 67К25ПФ2
Инструментальный широкоуниверсальный с ЧПУ фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим – салазки.







К нижней части стойки крепится двигатель подач.
Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей.
К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий.
Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке.
Быстроходная головка имеет свой привод и крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.
Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку “Толчок” на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим – гидроцилиндром 5 при включении гидравлики.
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя – двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипниками 3.
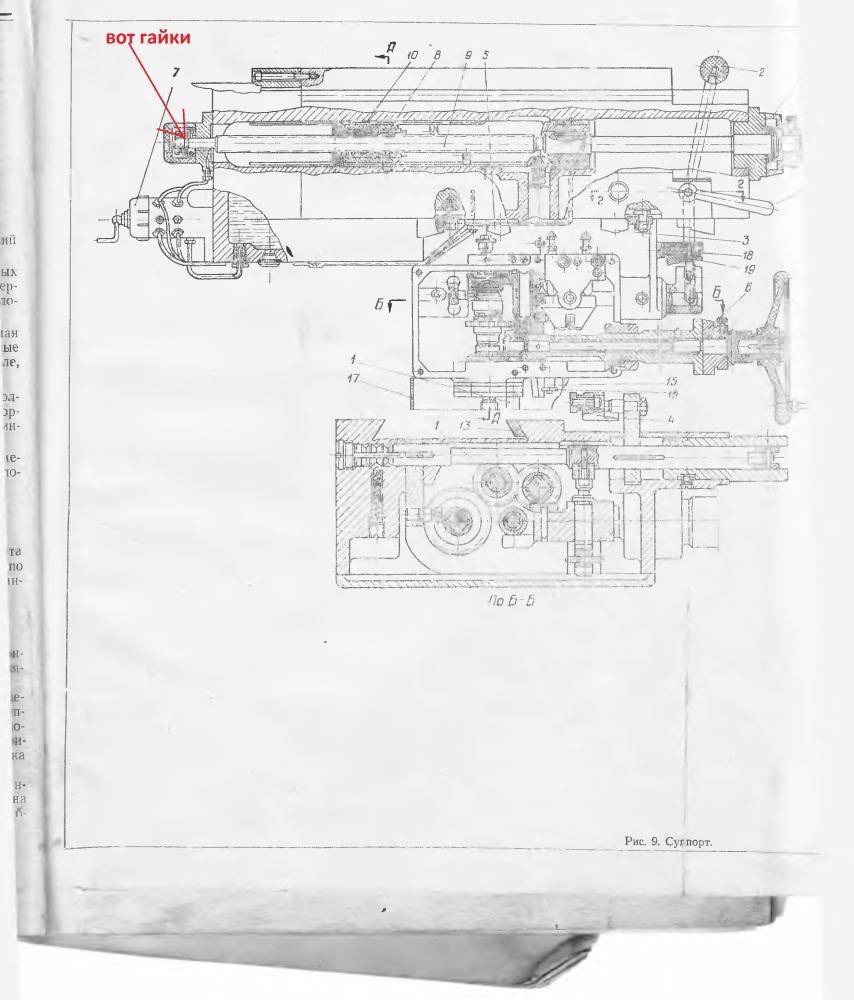
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.
Паспорт горизонтально-фрезерного станка 6Т82Г (6Р82Г)
Данное руководство по эксплуатации «Горизонтальный фрезерный станок 6Т82Г (6Р82Г)» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
Модель 6Р82 принадлежит классу горизонтально-фрезерных станков с горизонтальным размещением шпиндельной части. Производителем является Горьковский завод фрезерных агрегатов. Он способен обрабатывать стальные, чугунные изделия, а также из цветных металлов. Его многофункциональность характеризуется возможностью работы с пальцевыми, дисковыми, концевыми и торцевыми разновидностями фрез. Станок может применяться для индивидуальных целей в домашних условиях или серийного производства.
Назначение и преимущества оборудования
Важным замечанием является то, что на протяжении всей эксплуатации положение шпинделя неизменно и зафиксировано в горизонтальном состоянии. А вот рабочий стол может располагаться вертикально, а относительно шпиндельного вала перпендикулярно оси вращения. Это позволяет существенно расширить сферу деятельности агрегата.
Он является горизонтальным консольно-фрезерным станком 6Р82, так как базовая комплектация включает в себя наличие консоли в качестве опорного элемента для перемещения стола по горизонтали. Многие крупные предприятия по изготовлению металлических изделий используют его в серийном производстве. Однако он не менее практичен для осуществления индивидуальных работ в заводских или бытовых условиях. Для работы могут использоваться любые фрезы для обработки чугунных, стальных изделий и болванок из цветных металлов и сплавов. Он активно применяется в автоматизированных линиях производства, а также в совокупности с другими видами оборудований для проведения рабочих операций. Конструкция модели продумана так, что при эксплуатации обеспечивается максимальная безопасность оператора и удобство в управлении.
Технические характеристики фрезерного станка 6В75
| Наименование параметра | 6Е75ПФ1 | 675П | 6В75 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | П | П | Н |
| Размеры горизонтального (углового) стола, мм | 200 х 630 | 200 х 630 | 200 х 630 |
| Размеры вертикального стола, мм | 200 х 500 | 200 х 500 | 195 х 550 |
| Максимальная масса обрабатываемой детали, кг | 200 | ||
| Наибольшие размеры обрабатываемой с одной установки детали (длина х ширина х высота), кг | 300 х 230 х 280 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 90..390 | 80..380 | 70..360 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..290 | 0..300 | 22..312 |
| Наибольший вылет оси вертикального шпинделя, мм | 130..330 | ||
| Наибольший продольный ход стола (X), мм | 320 | 320 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 290 | 300 | 290 |
| Наибольший поперечный ход шпиндельной бабки (Y), мм | 200 | 200 | 150 |
| Цена деления лимбов, мм | 0,05 | 0,025 | |
| Горизонтальный и вертикальный шпиндели станка | |||
| Частота вращения горизонтального шпинделя, об/мин | 40..2000 | 50..1600 | 95..1650 |
| Частота вращения вертикального шпинделя, об/мин | 40..2000 | 63..2000 | 110..1860 |
| Количество скоростей шпинделей | 18 | 16 | 6 |
| Наибольший допустимый крутящий момент на горизонтальном шпинделе, Нм | 214 | ||
| Наибольший допустимый крутящий момент на вертикальном шпинделе, Нм | 155 | ||
| Наибольшее осевое перемещение вертикального шпинделя, мм | 60 | 60 | |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90° | ±90° | ±45° |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | Морзе 4 | Морзе 4 |
| Стол | |||
| Пределы продольных и вертикальных подач стола (X, Z), мм/мин | 10..1000 | 12,5..400 | 17,5..178 |
| Ускоренный ход стола, мм/мин | 1800 | 935 | нет |
| Количество подач стола | Б/с | 16 | 6 |
| Наибольшее усилие подач стола, Н | 4000 | 5000 | |
| Шпиндельная бабка | |||
| Пределы поперечных подач шпиндельной бабки (Y), мм/мин | 10..1000 | 12,5..400 | нет |
| Количество подач шпиндельной бабки | Б/с | 16 | – |
| Наибольшее усилие подач шпиндельной бабки, Н | 4000 | 5000 | |
| Ускоренный ход шпиндельной бабки, мм/мин | 1800 | ||
| Электрооборудование и привод станка | |||
| Количество электродвигателей на станке | 4 | 2 | |
| Электродвигатель главного привода, кВт | 1,5 | 1,5 | 1,7 |
| Электродвигатель привода подач, кВт | 1,1 | нет | |
| Электродвигатель насоса гидравлики, кВт | 0,06 | нет | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 2,78 | 1,62 | 1,82 |
| Габарит и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1350 х 1400 х 1750 | 1110 х 1170 х 1650 | 1150 х 1100 х 1600 |
| Масса станка, кг | 810 | 1100 | 855 |
Список литературы:
Руководство по эксплуатации и обслуживанию универсально-фрезерных станков 6В75 и 6В75П, 1966
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
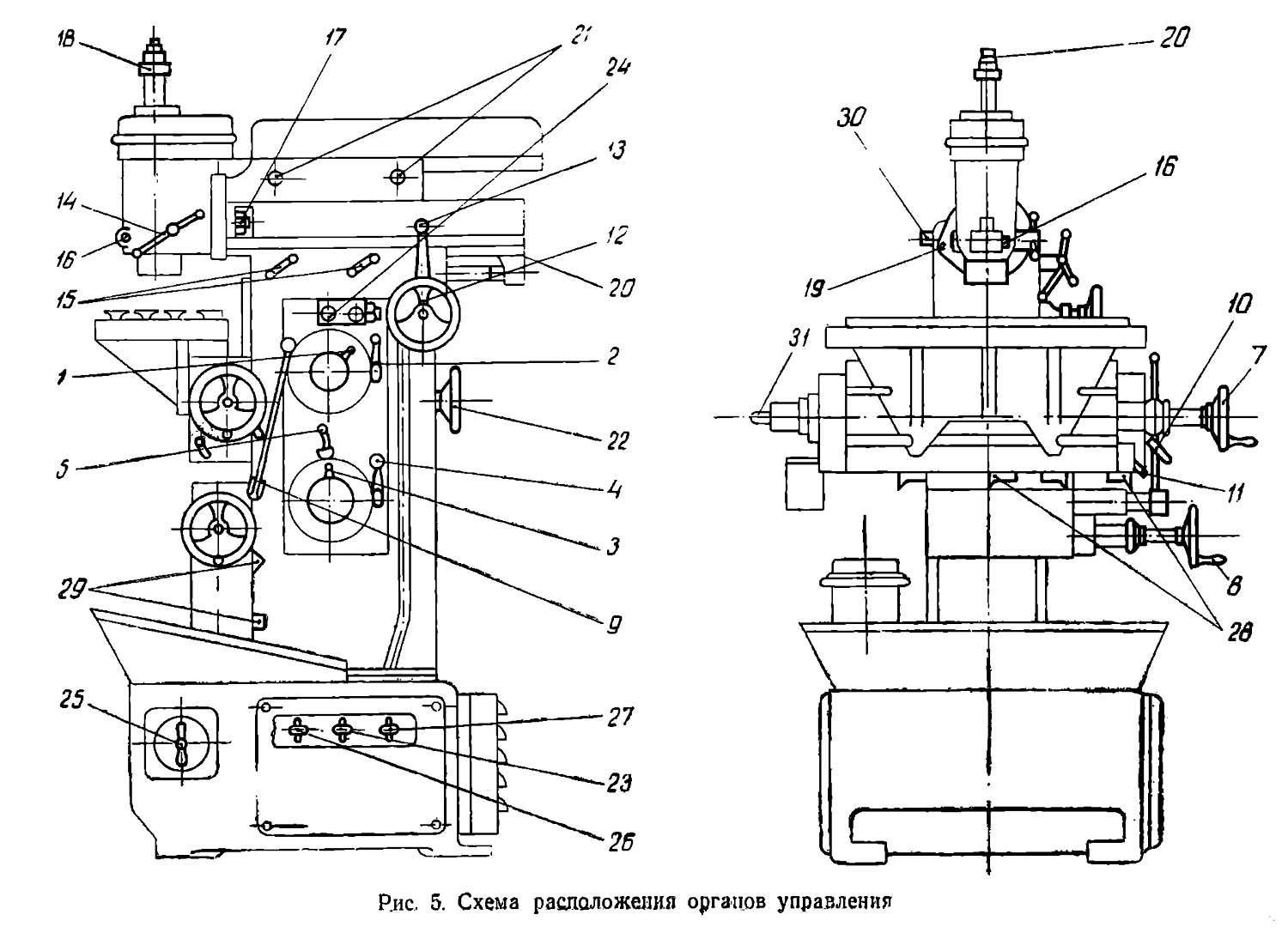
Описание отдельных узлов и принадлежностей
При описании состава станков модели 675 можно выделить перечисленные ниже рабочие узлы.
Станина
Это основа станка, на которой размещаются все остальные рабочие узлы. Здесь же располагаются органы управления режимами фрезерования и сверления, а также включением и выключением устройства.
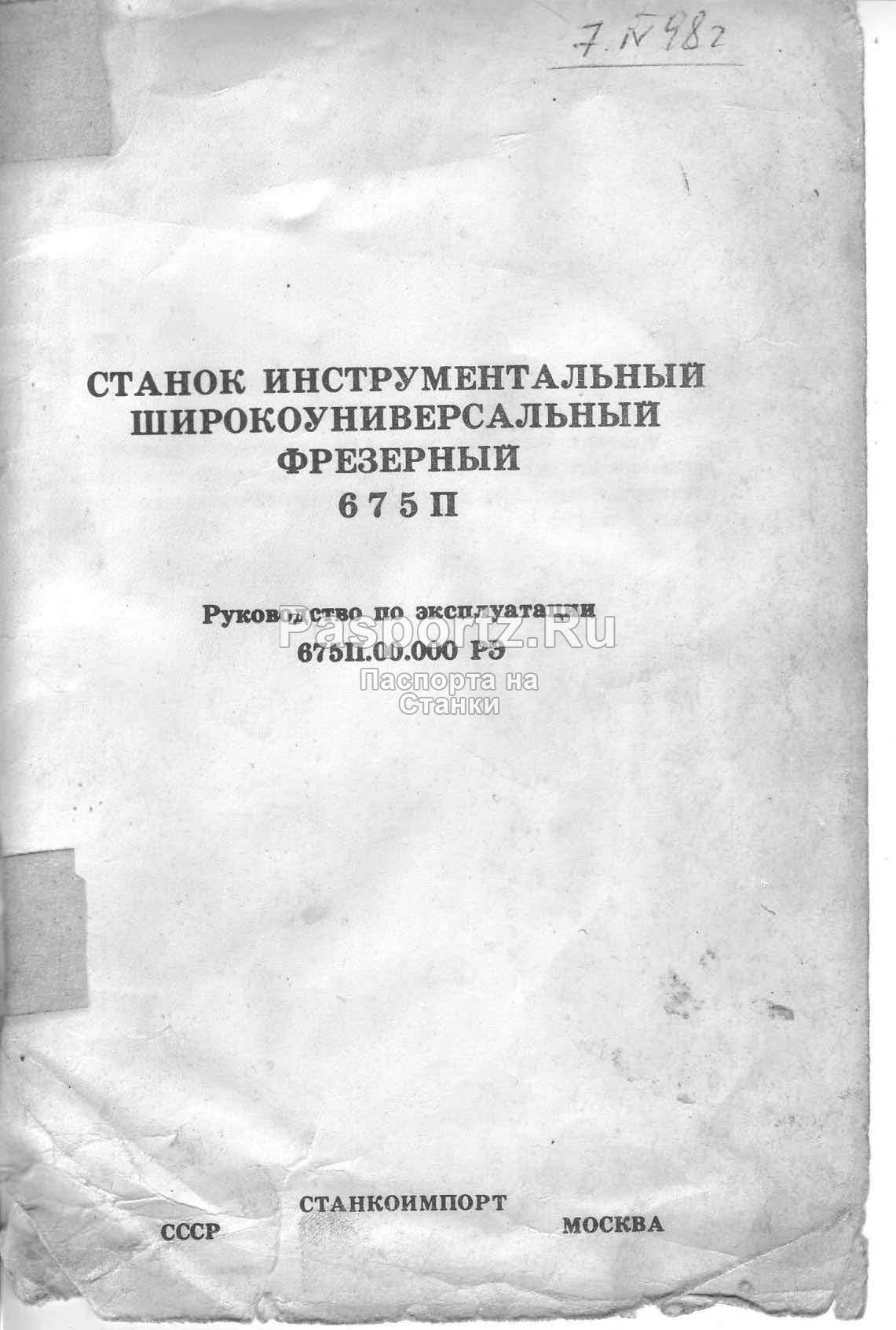
Суппорт
Этот узел обеспечивает подачу заготовки посредством ходовых винтов 1 и 8, а также основного приводного вала 24. Изменение ее направления осуществляется с помощью рукоятки крестовой (позиция 16).
В крайних положениях во всех плоскостях перемещения суппорта его подача отключается за счет специальных упоров с концевыми выключателями 6 и 15.
Горизонтальный шпиндель
Горизонтальное положение шпинделя – основное его рабочее состояние, в котором осуществляются операции фрезерования деталей, фиксируемых на угловом наклонном столе. Он крепится на станине справа и управляется отдельной ручкой подач вращающегося типа.

Вертикальный шпиндель
Вертикальная головка – это съемный узел, при установке которого оборудование легко переналаживается на другой режим работы. Он фиксируется на бабке посредством двух болтов соосно второму шпинделю. Размещенная вертикально головка способна поворачиваться на 90° по обе стороны, для чего на корпусном фланце имеется разметка в виде делений в градусах.
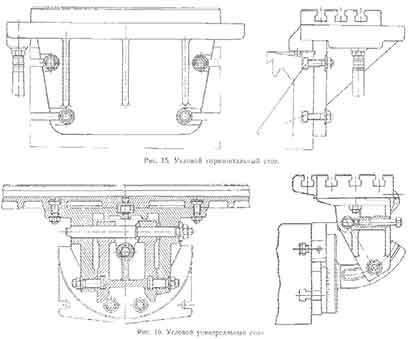
Угловой универсальный стол
Плоскость горизонтального универсального стола имеет встроенный механизм регулировки наклона, обеспечивающий удобство обработки закрепленных на нем заготовок.
Круглый стол
Поворотный круглый стол располагается по центру станины; он нужен для фиксации заготовок, обрабатываемых посредством инструмента, закрепляемого в шпинделе.
Тиски параллельные
Специальные тиски параллельные служат для зажима обрабатываемой детали в основном рабочем столе. Их наличие существенно упрощает фиксацию заготовок перед их обработкой и повышает производительность совершаемых операций.

Делительная головка
Специальная делительная или ударная головка не входит в стандартную комплектацию данного образца оборудования. Обычно она приобретается отдельно и устанавливается на вертикальный шпиндель. Применяется при необходимости нарезания на металлических заготовках различных пазов и шлицов или для распиловки.
Технические характеристики фрезерного станка 679
| Наименование параметра | 679 | 676П | 6М76П |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | П | П |
| Размеры горизонтального (углового) стола, мм | 270 х 700 | 250 х 800 | 250 х 800 |
| Размеры вертикального стола, мм | 260 х 710 | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 30..360 | 80..460 | 80..430 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..265 | 0..380 | 0..370 |
| Вылет оси вертикального шпинделя, мм | 155..355 | 125..375 | 125..375 |
| Наибольший продольный ход стола (X), мм | 300 | 400 | 400 |
| Наибольший поперечный ход шпиндельной (горизонтальной) бабки вертикального шпинделя (Y), мм | 200 | 250 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 330 | 380 | 380 |
| Вертикальный и горизонтальный шпиндели | |||
| Частота вращения горизонтального шпинделя, об/мин | 110..1230 | 50..1630 | 50..1630 |
| Частота вращения вертикального шпинделя, об/мин | 150..1660 | 63..2040 | 63..2040 |
| Количество скоростей горизонтального и вертикального шпинделя | 8 | 16 | 16 |
| Цена деления лимбов, мм | 0,05 | 0,05 | 0,05 |
| Цена деления линеек, мм | 1,0 | 1,0 | 1,0 |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | Морзе 4 | Морзе 4 |
| Пределы подач горизонтальной шпиндельной бабки, мм/мин | 25..285 | 13..395 | 13..395 |
| Количество подач шпиндельной бабки | 8 | 16 | 16 |
| Ускоренный ход шпиндельной бабки, м/мин | нет | 0,9 | 0,93 |
| Зажим-отжим инструмента | Ручной | Ручной | Механиз |
| Торможение шпинделя | нет | нет | |
| Вертикальная фрезерная головка | |||
| Наибольшее осевое перемещение гильзы вертикального шпинделя, мм | 80 | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±45 | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 55 | ||
| Стол угловой горизонтальный | |||
| Количество подач стола в продольном и вертикальном направлении | 8 | 16 | 16 |
| Пределы продольных и вертикальных подач стола (X, Y), мм/мин | 25..285 | 13..395 | 13..395 |
| Ускоренный ход стола в продольном и вертикальном направлении, м/мин | нет | 0,935 | 0,935 |
| Число Т – образных пазов | 5 | 5 | |
| Масса углового горизонтального стола | 65 | ||
| Угловой универсальный стол | |||
| Размеры горизонтального универсального стола, мм | 250 х 600 | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±30° | ±20° | ±20° |
| Наклон длинной стороны, град | ±45° | ±45° | ±45° |
| Наклон короткой стороны, град | ±30° | ±30° | ±30° |
| Масса углового горизонтального стола | нет | 55 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 2 | 2 | 4 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 2,2 | 2,2 |
| Электродвигатель зажима инструмента вертикального шпинделя, кВт | – | 0,24 | |
| Электродвигатель зажима инструмента горизонтального шпинделя, кВт | – | 0,24 | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, кВт | 2,32 | 2,56 | |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1150 х 1400 х 1650 | 1282 х 1215 х 1780 | 1350 х 1230 х 2060 |
| Масса станка полная, кг | 1190 | 910 | 1160 |
Список литературы:
Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Одесса, 1955 Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Иркутск, 1961
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992





Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители