

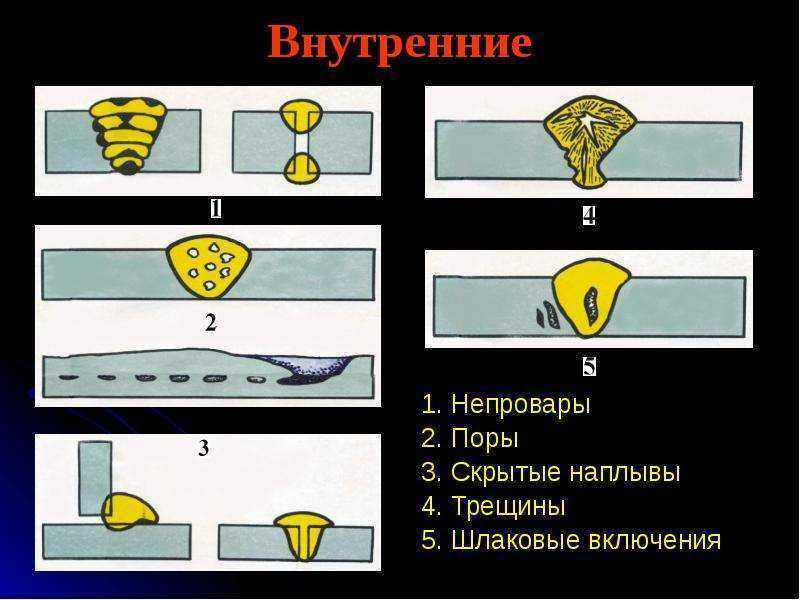
Трещины
Трещины бывают сквозные или несквозные, так называемые надрывы на поверхности отливок.
Отличительные признаки. Горячие трещины от внутренних напряжений образуются в то время, когда металл еще не остыл, за счет его повышенной усадки. Холодные трещины представляют собой разрыв металла в конце остывания за счет проявления внутренних напряжений, обусловленных усадкой. У горячих трещин, проявляющихся при высоких температурах, поверхность излома всегда бывает окислена, а у холодных — чистая поверхность или иногда покрыта легкими цветами побежалости.
Причины образования. Причинами образования трещин могут служить:
1. Неправильная конструкция самой отливки (резкие переходы в толщине, отсутствие галтелей или несоответствующий радиус их округлений).
2. Механическое сопротивление со стороны формы, стержней и каркасов, препятствующих свободной усадке.
3. Неправильная литниковая система (местный перегрев отливки).
4. Неправильные размеры и расположение холодильников, прибылей и выпоров.
5. Чрезмерно высокая температура заливки и вредные примеси в металле.
Иногда бывает достаточно даже легкого удара во время выбивки из опок, при обрубки или при небрежном обращении во время транспортировки, чтобы отливка дала трещину.
Меры предупреждения. Для устранения возможности возникновения трещин необходимо сводить к минимуму внутренние напряжение в отливке. Для этого нужно применять следующие меры.
1. Конструировать отливки так, чтобы они допускали по возможности свободную усадку по всем направлениям.
2. Стремиться заливать металл в сырую форму — более податливую, чем сухая.
3. Разница в толщинах сопрягающихся стенок должна быть минимальной.
Сложную отливку лучше составлять из нескольких частей, соединяемых затем в одно целое.
4. Радиус галтелей рекомендуется делать от 1/6 до 1/3 толщины соединяемых сечений. Размер радиусов галтелей следует выбирать равным 1; 2; 3; 5; 8; 10; 15; 20; 25; 30 и 40 мм.
5. В случае неизбежности неравномерного сечения в отливке ее следует конструировать так, чтобы массивные и тонкие части могли сокращаться при усадке, не мешая друг другу (например, следует применять пружинящие изогнутые спицы маховиков и зубчатых колес вместо прямых). Подводом металла в тонкие или в кварцевые части отливки можно выровнять скорость охлаждения их более массивных и центральных частей.
6. Применять металлические холодильники и холодильные формовочные смеси с повышенной теплопроводностью (хромистый железняк), способствующие предупреждению пороков усадочного характера. Смесью из хромистого железняка обкладывают те части формы (внутренние углы, стенки массивных частей), остывание которых нужно ускорить. Холодильная формовочная смесь удобнее металлических холодильников, так как ей легко придать любую форму при обкладывании моделей самой сложной конфигурации.
Меняя толщину слоя смеси, можно регулировать скорость остывания различных частей отливки как с наружной, так и с внутренней стороны.
7. Для борьбы с горячими трещинами от растягивающих усилий при усадки между смежными частями (например, фланцы, трубы, корпуса, краны паровой арматуры и т.п.) применять специальную высокоподатливую формовочную массу, а литниковую систему делать так, чтобы струя горячего металла не давала чрезмерных местных перегревов формы.
Способы исправления литейного брака.
Во многих литейных существуют специальные отделы для исправления литейного брака, когда такое исправление технически и экономически целесообразно и не отражается на качестве изделий. Способы исправления литейного брака следующие:
1. Небольшая течь отливки, обнаруженная при испытании гидравлическим давлением, устраняется путем заварки, термической обработки (отжигом), пропитки под давлением бакелитовым лаком с последующей термической обработкой при температуре до 150-180 oC или запрессовкой в поры растворов различных веществ.
2. Заделка мелких трещин и раковин путем нанесения металла с помощью аппарата ЛК-2 или другого.
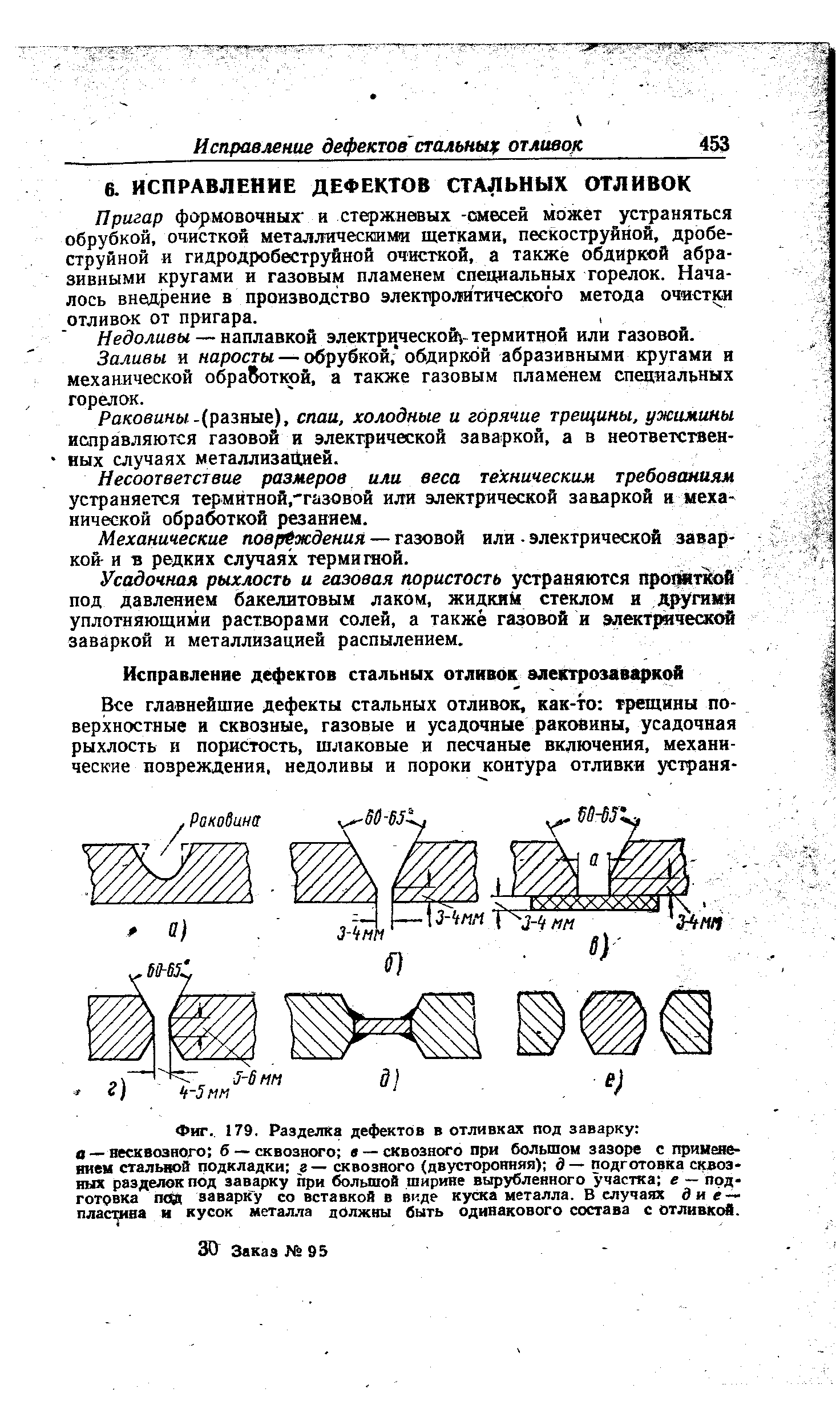
3. Газовая или электродуговая заварка пороков отливки после удаления дефектной части металла. Этот способ в последнее время применяется чаще других.
6 ОСЕВАЯ ПОРИСТОСТЬ И V-ОБРАЗНАЯ ЛИКВАЦИЯ
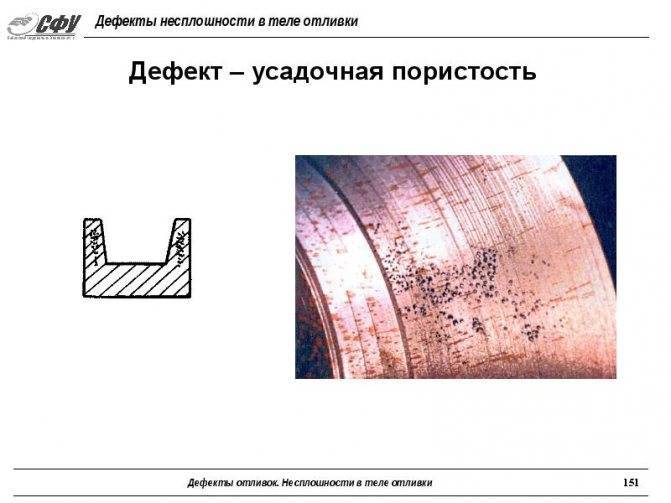
Присутствие в осевой зоне слитка мелких пор усадочного происхождения. Располагается в середине слитка, до зоны плотного металла под прибылью. Иногда сопровождается межкристаллитными щелями и неметаллическими инородными примесями. На продольных микрошлифах проявляется в виде пор. Появляется в процессе затвердения последних порций жидкого сплава в условиях недостаточного питания жидким металлом.
Осевая пористость полностью заваривается горячей деформацией. Уменьшить осевую пористость можно путем разливания стали в изложницы с большой конусностью и с меньшим отношением высоты к диаметру, а также утеплением или обогревом прибыльной части.
Реферат патента 1998 года СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Способ заварки дефектов может быть использован для исправления дефектов отливок заваркой для сплавов на основе алюминия марок АЛ2, АЛ4, АЛ4В, АЛ9, АЛ11, АЛ8, АЛ13, АЛ23-1, АЛ-28 с применением ручного аргонодугового способа в области судового машиностроения. Цель изобретения – предупреждение образования трещин при выполнении протяженных швов за счет дополнительного подогрева отливок, возбуждения в них ультразвуковых колебаний на резонансной частоте материала отливки и повышение производительности. Перед заваркой отливки подогревают до температуры 340 – 380o для сплавов из алюминия марок АЛ8, АЛ13, АЛ28, АЛ-23-1, до 250 – 300 градусов для марок АЛЛ2, АЛ4, АЛ4В, АЛ9 и до 280 – 300oС для АЛ11. Подогрев контролируют термокарандашом или термопарой касания. Возбуждают в материале ультразвуковые колебания на частоте, близкой к частоте собственных колебаний материала отливки. Сварку выполняют короткой дугой. Наплавку ведут облицовочными валиками шириной не более 15 – 18 мм. Начало и конец валика не совпадает с окончанием предыдущего валика. При заварке обеспечивают плавные переходы между валиками и от шва к основному металлу. После заварки выборки на всю глубину поверхность наплавки и прилегающую зону основного металла очищают от брызг. Производят контроль внешним осмотром и измерением скоростей распространения ультразвуковых продольных и поперечных волн до и после сварки. Устраняют выявленные дефекты. Такая технология позволяет повысить качество отливок, снизить энергоемкость процесса и повысить производительность процесса по сравнению с традиционными, классическими способами заварки дефектов отливок из сплавов на алюминиевой основе. 6 з.п. ф-лы, 4 табл., 1 ил.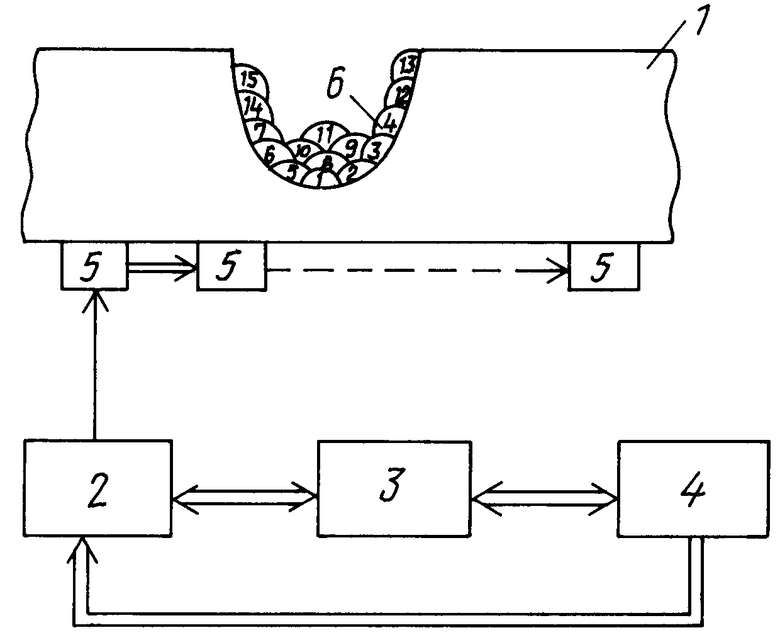
Классификация дефектов литья
Дефекты отливок можно разделить на четыре группы:
Внешние дефекты, которые образуются на поверхности отливок (несоответствие размеров и массы, спай, приливы )
Объемные дефекты, расположенные внутри отливки и нарушающие ее целостность (горячие и холодные трещины, газовые раковины)
Несоответствие химического состава и структуры отливок
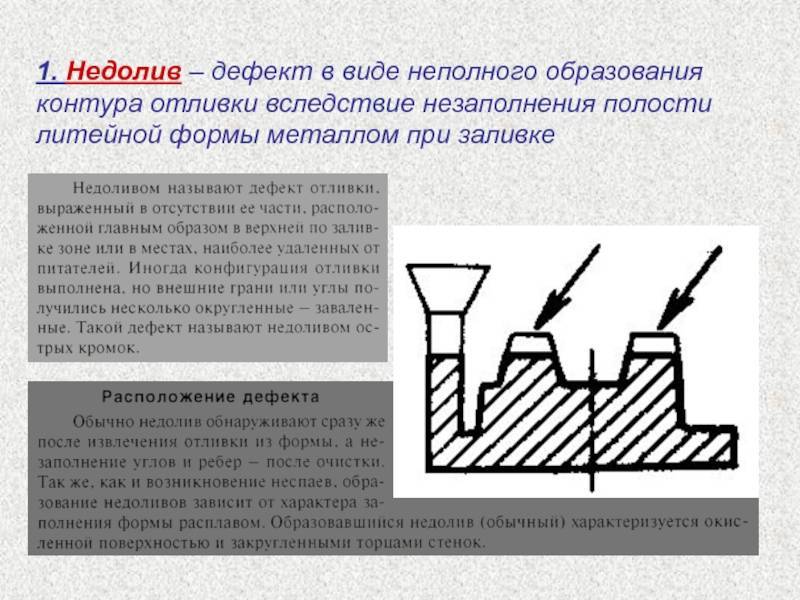
Неудовлетворительные механические свойства. Несоответствие размеров отливки чертежному может быть последствием неправильно назначенной усадки при изготовлении модельного комплекта, неточностью сборки формы, слабая набивка полуформ. Это можно устранить более плотной набивкой верхней и нижней полуформ, доведением модельной оснастки.Несоответствие массы заданным ТУ в поле чертежа. Возникают по тем же причинам, что и несоответствие размеров. Кроме перечисленного, увеличение массы возможно в следствии деформации формы при заливке жидким металлом.Спай и недолив образуется из-за не слившихся потоков металла в форме, потерявших жидкотекучесть до полного заполнения формы металлом.
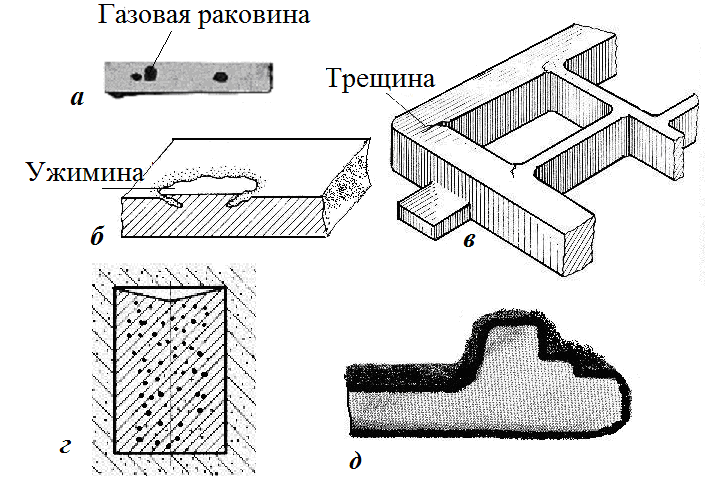
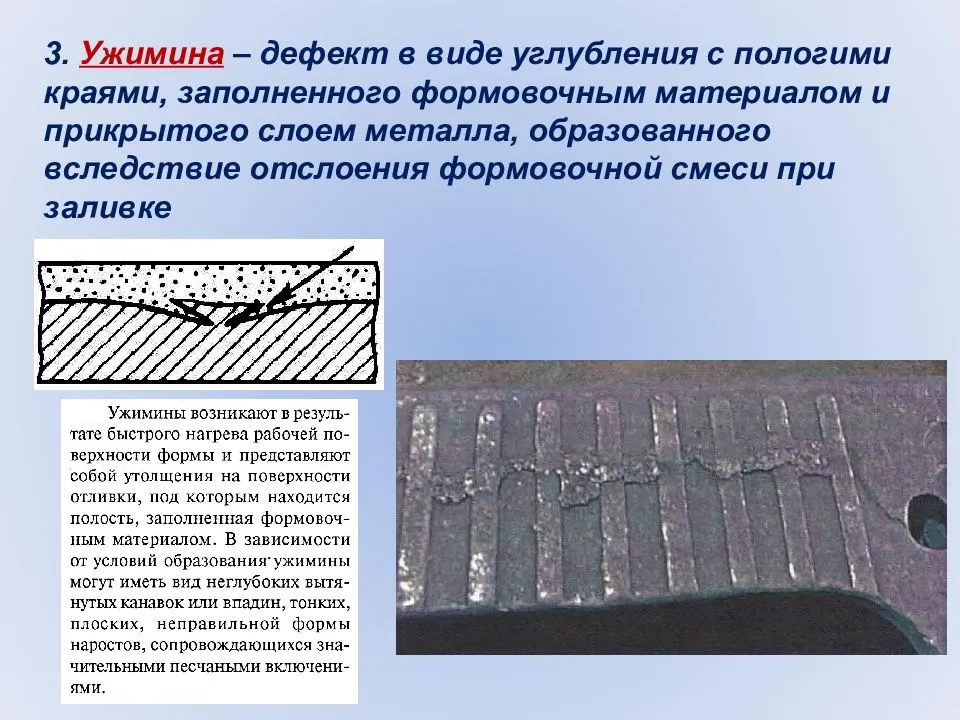
Данные дефекты появляются в следствии недостаточной температуры заливаемого в форму жидкого металла, через питателя малого сечения, при повышенной влажности формовочной смеси.Заливы возникают из-за изношенности опок, их короблении, плохого крепления формы, неисправности модельной и стержневой оснастки.Перекос в литье, образуется в результате износа спарного хозяйства опок, небрежной сборки формы, неправильного монтажа моделей на модельной плите.Пригар — прочное соединение поверхности отливки с формовочной или стержневой смесью образующееся в результате недостаточной огнеупорности формовочных материалов. Их засоренности примесями, слабой набивки полуформ, повышенной влажности формовочной смеси, недостаточной просушенности стержней.Ужимины — узкие и длинные вмятины на теле отливки, покрытые слоем металла, отделенного от основного тела отливки прослойкой формовочной смеси. Образуются но больших плоских поверхностях. В следствии теплового воздействия металла на формообразующую поверхность формы. В результате чего поверхностные слои форм разогреваются и деформируются, образую ужимины.
Для предотвращения образования ужимин нужно выполнять требования технологического процесса: уплотнять полуформы не более заданной плотности набивки. Заливать форму с температурой металла согласно утвержденного технологического процесса изготовления отливок. Увеличить скорость заливки металла в форму. Применять противопригарные краски хорошего качества.Горячие трещины возникают при высокой температуре заливки металла в форму. Неправильной конструкции литниковой системы, при плохой податливости форм и стержней. Неправильной конструкции отливки, при отклонении хим. состава сплава.Холодные трещины возникают при неравномерном охлаждении разных частей отливки. Из-за преждевременной выбивке отливок из формы, при очистке, бой при перекладке между операциями.Газовые раковины— пустоты округлой формы в теле отливки с гладкой поверхностью, бывают наружные (открытые) и внутренние (закрытые), возникают из-за повышенной газотворности и низкой газопроницаемости формы. Неправильной вентиляции формы, повышенной влажности формы и стержней, повышенная насыщенность жидкого металла газами. Обвал формы (подрыв формы). Возникает при низкой прочности формовочной смеси, при неисправности формовочного оборудования, сильные толчки и удары по форме при ее сборке.Шлаковые раковины — находятся на поверхности и внутри отливки. Возникают при заливке металла в форму из-за некачественной очистки металла от шлака в ковше. Низкой стойкости футеровки ковшей, неправильной конструкции литниковой системы.Усадочные раковины возникают из-за недостаточного питания отливки в процессе кристаллизации. Не технологичности отливки, заливки в форму горячего металла.
Рыхлота и усадочная пористость — образуются при недостаточном питании отливки жидким металлом в процессе ее затвердевания, и в утолщенных местах. Для предотвращения рыхлоты в утолщенных частях отливки ставят холодильники. Изменяют конструкцию отливки выравнивая толщину стенок.Нарушение химического состава сплава, несоответствие механических свойств не соответствующих чертежному. Происходит из-за неправильной дозировки компонентов металлической шихты перед завалкой в плавильную печь
Специфические дефекты процесса [ править ]
Литье под давлением править
При литье под давлением наиболее распространенными дефектами являются неправильный прогон и холодное закрытие . Эти дефекты могут быть вызваны холодными штампами, низкой температурой металла, грязным металлом, отсутствием вентиляции или слишком большим количеством смазки. Другими возможными дефектами являются газовая пористость, усадочная пористость, горячие разрывы и следы течения. Следы текучести – это следы, оставленные на поверхности отливки из-за плохой вентиляции, острых углов или чрезмерного количества смазки.

![Виды дефектов при литье и способы их устранения [1991 урвачев в.п., кочетков в.в., горина н.б. - ювелирное и художественное литье по выплавляемым моделям сплавов меди]](https://labequip.ru/wp-content/uploads/6/9/e/69e2b513796a9f9b668c1e86c5eca1d4.jpeg)


Непрерывное литье править
Продольная трещина лица является специализированным типом дефекта , который происходит только в непрерывной разливке процессах. Этот дефект вызван неравномерным охлаждением, как первичным , так и вторичным охлаждением , и включает такие качества расплавленной стали, как несоответствие химического состава техническим характеристикам, чистота материала и однородность .
Литье в песчаные формы править
Отливка в песчаные формы имеет много дефектов, которые могут возникнуть из-за разрушения формы. Форма обычно выходит из строя по одной из двух причин: использован неподходящий материал или она неправильно утрамбована .
Первый тип – это эрозия формы , то есть истирание формы по мере заполнения формы жидким металлом. Этот тип дефекта обычно встречается только в отливках в песчаные формы, поскольку большинство других процессов литья имеют более прочные формы. Полученные отливки имеют шероховатости и избыток материала. Формовочные пески становятся включенными в металл отливки и уменьшают пластичность , усталостную прочность и вязкость разрушения отливки. Это может быть вызвано слишком малой прочностью песка или слишком высокой скоростью разлива. Скорость разливки может быть уменьшена путем изменения конструкции литниковой системы для использования более крупных литников или нескольких ворот. Связанным источником дефектов являются капли , в которых часть формовочного песка из копеки падает в отливку, пока она еще остается жидкостью. Это также происходит, когда форма не утрамбована должным образом.
Второй тип дефекта – проникновение металла , которое возникает при проникновении жидкого металла в формовочную смесь. Это приводит к шероховатости поверхности . Это вызвано слишком крупными частицами песка, недостаточной промывкой формы или слишком высокими температурами заливки. Альтернативная форма проникновения металла в форму, известная как образование прожилок , вызвана растрескиванием песка.
Если температура заливки слишком высока или используется песок с низкой температурой плавления, он может плавиться в отливке. В этом случае поверхность полученной отливки приобретает хрупкий, стекловидный вид.
Закончились происходит , когда жидкий металл утечки из формы из – за неправильной формы или колбу .
Парши ы представляют собой тонкий слой металлакоторый сидит гордиться отливки. Их легко снять, и под ними всегда видна пряжка , которая представляет собой углубление на литой поверхности. Rattail s подобны пряжек,исключением они тонкие углубления линии и не связаны с корочками. Другой подобный дефект Pulldown s , которые пряжкикоторые происходят в совладать песочные отливки. Все эти дефекты носят визуальный характер и не являются поводом для брака заготовки. Эти дефекты вызваны слишком высокими температурами заливки или недостатком углеродистого материала.
Набухание происходит тогда , когда пресс – форма стенки дает путь по всей поверхности, и это вызвано ненадлежащим образом спрессованной формы.
Выгорание происходит, когда оксиды металлов взаимодействуют с примесями в кварцевых песках. В результате частицы песка попадают в поверхность готовой отливки. Этого дефекта можно избежать, снизив температуру жидкого металла, используя промывку формы и используя различные добавки в смеси песка.
Классификация деффектов отливок из чугуна и стали
“Классификация дефектов отливок из чугуна и стали”
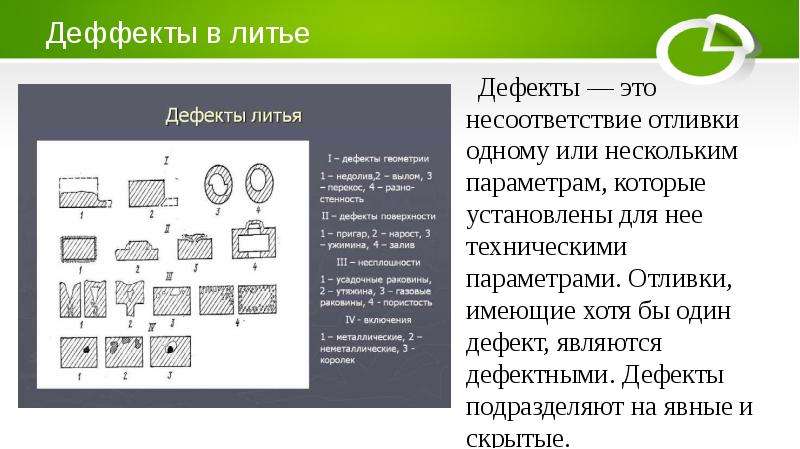
По ГОСТ 15467-79 дефектом называют каждое отдельное несоответствие продукции установленным требованиям. Изделие, имеющее хотя бы один дефект, называют дефектным. Это означает, что как минимум один из показателей качества отливки превысил предельно допустимое значение.
Изготовленные любым способом отливки контролируют по качеству, контроль осуществляют работники литейного цеха, ОТК и в отдельных случаях представители Госприемки.
В зависимости от степени пораженности дефектами все отливки подразделяют на четыре группы:
• годные , полностью отвечающие всем установленным требованиям технической документации и стандартов;
• условно годные , имеющие небольшие отклонения от установленных требований (малозначительные дефекты), не оказывающие существенного влияния на эксплуатационные показатели отливки или изделия в целом; отливки допускаются к дальнейшей обработке и используются по своему назначению с разрешения главных специалистов промышленных предприятий после тщательной оценки дефектов;
• исправимый брак – отливки, имеющие один или несколько устранимых дефектов, после исправления которых они могут быть допущены к дальнейшей обработке и использованию по назначению;
• неисправимый или окончательный брак – отливки, имеющие такие дефекты, исправление которых технически невозможно или экономически нецелесообразно, либо качество исправления которых невозможно проконтролировать. Забракованию подлежат отливки, имеющие хотя бы один неустранимый дефект.
Устранимость или неустранимость дефекта определяют применительно к конкретным условиям производства и ремонта.
В зависимости от степени пораженности дефектами все отливки подразделяют на четыре группы:
годные , полностью отвечающие всем установленным требованиям технической документации и стандартов;
условно годные , имеющие небольшие отклонения от установленных требований (малозначительные дефекты), не оказывающие существенного влияния на эксплуатационные показатели отливки или изделия в целом; отливки допускаются к дальнейшей обработке и используются по своему назначению с разрешения главных специалистов промышленных предприятий после тщательной оценки дефектов;
исправимый брак – отливки, имеющие один или несколько устранимых дефектов, после исправления которых они могут быть допущены к дальнейшей обработке и использованию по назначению;
неисправимый или окончательный брак – отливки, имеющие такие дефекты, исправление которых технически невозможно или экономически нецелесообразно, либо качество исправления которых невозможно проконтролировать. Забракованию подлежат отливки, имеющие хотя бы один неустранимый дефект.
Устранимость или неустранимость дефекта определяют применительно к конкретным условиям производства и ремонта.
Дефекты подразделяются по разным признакам. Например, зависимости от предрасположенности дефектов к обнаружению они могут быть явными и скрытыми.
Явным является дефект , обнаруживаемый при внешнем осмотре (визуальном контроле), или дефект, для выявления которого в нормативной документации предусмотрены соответствующие инструментальные средства и методики. Несмотря на невозможность визуального обнаружения, такой дефект является явным, так как при использовании предписанной методики дефектоскопии он будет безусловно обнаружен.
Скрытый дефект – это дефект, не обнаруживаемый при указанных выше условиях и не выявляемый предусмотренной для контроля аппаратурой. Скрытые дефекты иногда выявляются в процессе механической обработки отливок или в процессе эксплуатации изделий, а также при дополнительном дефектоскопическом контроле не предусмотренными в технологических картах методами и средствами. Наиболее нежелательно и опасно, когда скрытый дефект проявляется в процессе эксплуатации изделия, что может вызвать аварийную ситуацию.
Согласно ГОСТ 19200 – 80 дефекты отливок из чугуна и стали подразделяют на пять основных групп (50разновидностей). Необходимо отметить, что принятая терминология широко используется также для отливок из сплавов на основе алюминия, магния, титана и других и поэтому может рассматриваться как универсальная.
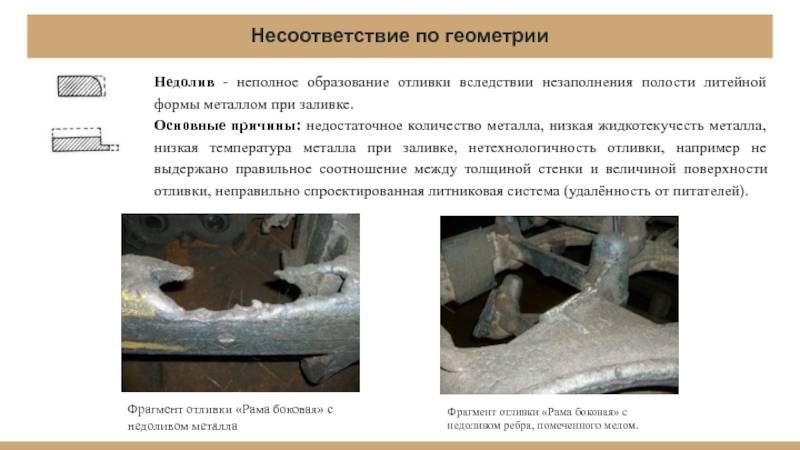
1. Несоответствие по геометрии (14 видов):
Перекос Стержневой перекос Разностенность Стержневой залив Коробление Незалив Зарез Вылом
Раковины песочные.
Песочные раковины – это закрытые или открытые раковины неправильной формы в различных частях отливки, заполненные частично или полностью формовочным материалом.
Образование песочных раковин вызывают следующие причины:
1. Повреждение песочной формы при извлечении из нее модели или сборке формы (накладывании верхней опоки).
2. Разрушения частей формы струей металла при заполнении формы.
3. Размывание металлом слабо набитых мест формы или пережженных в сушиле.




4. Механическое засорение готовой формы.
5. Неправильные формовочные уклоны модели.
6. Отсутствие галтелей (закруглений в углах модели), необходимой величины (вследствие чего земля с углов осыпается).
7. Несоответствие размеров и конструкций опоки размерам модели (в тесной опоке тонкий слой земляной формы может осыпаться от удара струи жидкого металла).
8. Применение неисправных опок, вызывающих повреждение формы.
9. Неудовлетворительное качество формовочных материалов, разрушаемых в форме металлом.
10. Неравномерное уплотнение в форме формовочной смеси.
11. Недостаточное упрочнение формы или отдельных частей ее каркасами, крючками, шпильками и др.
12. Неправильная установка стержней.
13. Резкие удары, толчки по форме при переворачивании, сборке, передвижении.
14. Неправильная, неизбежная установка груза, который накладывается на форму во избежание подъема верхней опоки металлом..
15. Неправильное направление струи металла и заливки формы с большой высоты.
Дефекты литья

отсюда
Технология получения изделий из металла литьем известна человечеству более четырех тысячелетий. Металлические предметы — оружие, инструменты, украшения, утварь — составляли существенную часть рукотворного окружения человека.
И с первых же отливок мастеров-металлургов начали преследовать дефекты литья. В древности способы борьбы с дефектами при литье находили интуитивно. Современная металлургия применят для этого научный подход.
Классификация дефектов отливок
В современной металлургии существует несколько классификаций брака при литье.
В зависимости от степени изменения и возможности исправления виды дефектов подразделяют на:
- Условный брак. Отливка имеет недостатки, которые не ухудшают ее рабочие качества. Отливка идет в дальнейшую обработку
- Исправимый брак. Дефекты существенны, но поддаются коррекции тем или иным производственным способом. Например, наплавкой. После исправления брака литья деталь также идет в дальнейшую обработку.
- Окончательный брак. Ремонту не подлежит, поскольку это невыполнимо или очень дорого.
Дефекты литья также делятся по месту их обнаружения. Брак при литье, обнаруженный внутри участка называют внутренним.
Если же дефект обнаружен при дальнейшей обработке — это внешний брак.По внешнему проявлению различают следующие основные виды дефектов отливок:
Приливы
Это увеличение размеров отливок, не предусмотренное проектом. Разделяются на
- Заливы.- Возникают по линии стыковки частей формы. Возникают из-за несоблюдения размеров моделей и некачественным соединением частей опок
- Подутость, или распор — получаются из-за давления расплава на рыхлую смесь.
- Нарост возникает вследствие размыва формы потоком расплава при заливке.
- Просечки (гребешки, заусенцы) возникают из-за попадания расплава в повреждения формы или стержня.
Дефекты поверхности
Дефекты при литье часто проявляется в виде пороков поверхности. Сюда относятся
- Засоры. Массы зерен земли или шлаков. Вызваны ошибками в проектировании форм, непродуманным расположением литников, несоблюдением технологии складирования и перевозки опок.
- Ужимины возникают при сырой формовке, когда слой земли разрывается в месте конденсации жидкости и в образовавшуюся пустоту затекает расплав.
- Спаи, или неслитины, возникают в зоне контакта слоев охладившегося расплава. Из-за недостаточной температуры эти потоки не могут правильно сплавиться.
- Плены возникают при окислении легирующих добавок.
- Морщинистость, или складчатость, заключается в появлении на поверхности разнонаправленных складок из-за скопления значительных объемов углерода.
- Выпот выглядит как большое количество лопнувших пузырьков и вызывается взрывообразным выделением скоплений графита
- Корольки — дефекты, вызванные разбрызгиванием расплава во время заливки. Шарик металла кристаллизуется и не сплавляется с отливкой.
- Коробление отливки возникает вследствие внутренних напряжений из-за неравномерного остывания
Трещины
Еще один часто встречающийся порок литья — это трещины. Они бывают:
- Горячие. Возникают при температуре кристаллизации из-за усадочных напряжений. Приобретают неровный вид.
- Холодные. Возникают при более низких температурах, имеют ровный, прямой профиль.
- Межкристаллические. Свойственны легированным сталям в зонах неметаллических включений.
Газовые дефекты
- Ситовидная пористость — это множество мелких пузырьков в теле детали
- Газовые раковины – каверны большего размера, возникшие из-за выхода и объединения мелких пузырьков.
Внутренние дефекты
Если при этом размеры детали сократились больше допустимого, применяется наплавка тонкого слоя металла, доводящего размеры до требуемых и, как правило, улучшающего свойства заготовки.
Внутренний брак обнаруживается методами неразрушающего контроля. Иногда, если причина образования дефектов — внутренние напряжения, их удается снять путем нагрева и охлаждения по специальной методике. К сожалению, чаще внутренний брак литья исправлению не подлежат.
Отливки из цветных сплавов. Технология литья в кокиль
Согласно ГОСТ 1583 – 73 литейные алюминиевые сплавы разделены на пять групп (I – V). Наилучшими литейными свойствами обладают сплавы группы I – силумины. Для них характерны хорошая жидкотекучесть, небольшая линейная усадка (0,9 – I %), стойкость к образованию трещин, достаточная герметичность. Силумины марок АЛ2, АЛ4, АЛ9, АК7, АК9, АК12 широко используют в производстве, однако они склонны к образованию грубой крупнозернистой эвтектики в структуре отливки и растворению газов.
Сплавы группы II (так называемые «медистые силумины») также нередко отливают в кокиль. Эти сплавы, обладающие хорошими литейными свойствами и большей прочностью, чем силумины группы I, менее склонны к образованию газовой пористости в отливках.
Сплавы групп III – V имеют более низкие литейные свойства по сравнению со сплавами групп I и II – пониженную жидкотекучесть, повышенную усадку (до 13%), склонны к образованию трещин, рыхлот и пористости в отливках. Получение отливок из сплавов III—V групп сопряжено со строгим соблюдением технологических режимов для обеспечения хорошего заполнения формы и питания отливок при затвердевании.
Все литейные алюминиевые сплавы в жидком состоянии интенсивно растворяют газы и окисляются. При их затвердевании газы выделяются из раствора и образуют газовую и газоусадочную пористость, которая снижает механические свойства и герметичность отливок.
Образующаяся на поверхности расплава пленка оксидов при заполнении формы может разрушаться и попадать в тело отливки, снижая ее механические свойства и герметичность.
При высоких скоростях движения расплава в литниковой системе пленка оксидов, перемешиваясь с воздухом, образует пену, которая попадает в полость формы, приводя к образованию дефектов в теле отливки.
Температуру заливки расплава в кокиль назначают в зависимости от химического состава и свойств сплава, толщины стенки отливки и ее размеров. Для силуминов типа АЛ2, AJI4, АЛ9 ее принимают о пределах 700 – 750оС, для сплавов с широким интервалом затвердевания, в частности для сплавов типа АЛ19, обладающих пониженной жидкотекучестью, – в пределах 720 – 770оС.
Продолжительность выдержки отливки в кокиле назначают с учетом ее размеров и массы. Обычно отливки охлаждают в форме до температуры около 400оС.
Отливки из магниевых сплавов
Магниевые литейные сплавы по сравнению с алюминиевыми обладают худшими литейными свойствами. Они обладают пониженной жидкотекучестью, большой усадкой (3,2 – 1,5%), склонностью к образованию горячих трещин, пониженной герметичностью, высокой склонностью к окислению в жидком и твердом состояниях, способностью воспламеняться в жидком состоянии. Магниевые сплавы имеют большой интервал кристаллизации, склонны к растворению газов и поэтому в отливках часто образуются микрорыхлоты. Отливки из магниевых сплавов склонны к короблению при затвердевании и термической обработке.








СПОСОБЫ ИСПРАВЛЕНИЯ ДЕФЕКТОВ ОТЛИВОК
Незначительные дефекты на неответственных поверхностях отливки могут быть исправлены. Для исправления дефектов в чугунных отливках применяют электросварку, металлизацию, газовую сварку, декоративное исправление замазками, пропитку различными составами и механическую заделку.
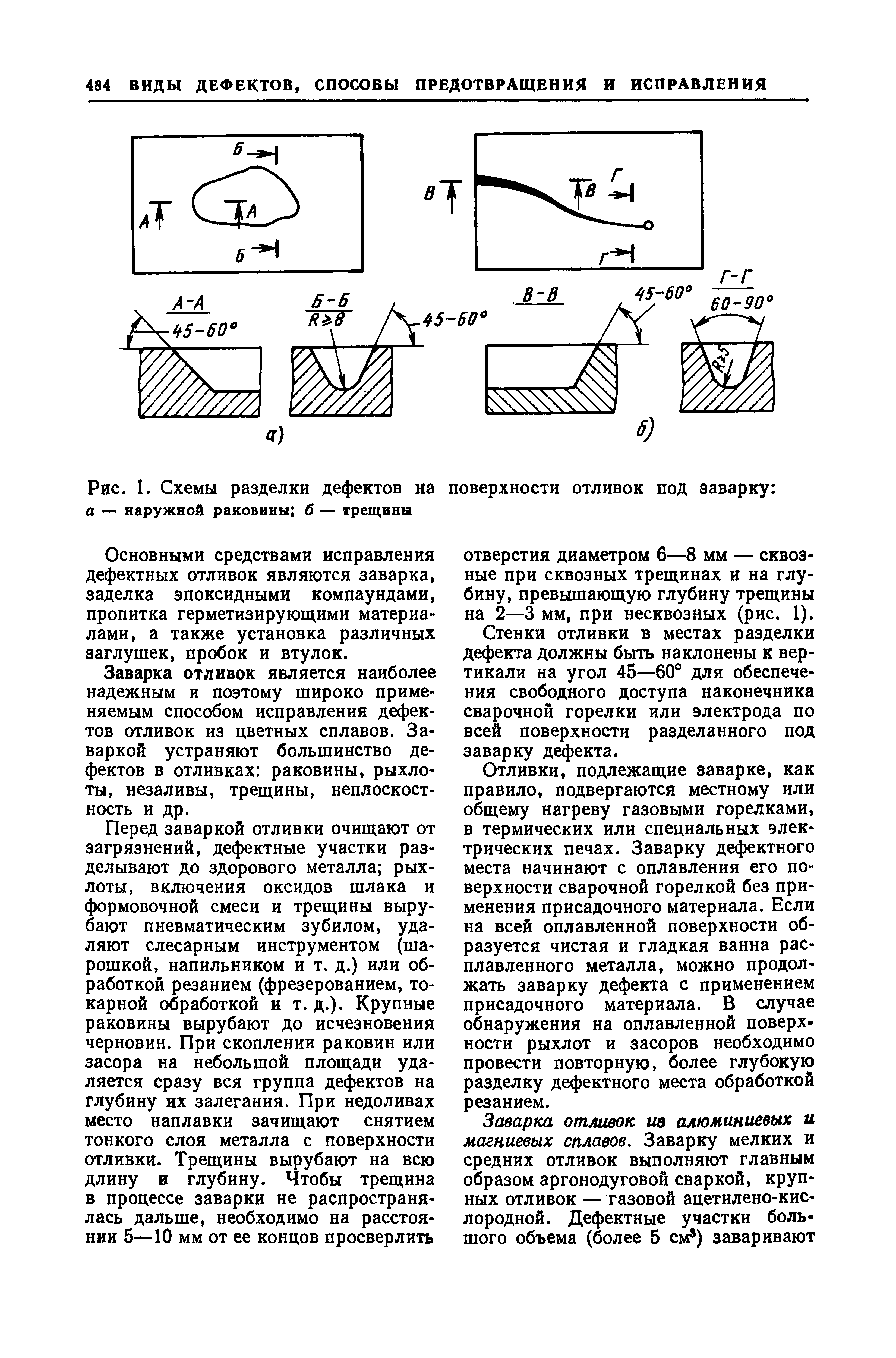
Холодной сваркой исправляют дефекты чугунных отливок — дуговым способом различными электродами: стальными, медными, медными с железной оболочкой, медно-никелевыми, а также специальными. Дефектные места, подлежащие заварке, разделывают пневматическими зубилами или высверливают. Правильно разделанная под заварку раковина должна иметь чашеобразную форму с отлогими стенками под углом 35–40° и открытым дном. Трещины следует вырубать на всю глубину. По сравнению со сталью свариваемость чугуна хуже. Значительная хрупкость, повышенная чувствительность к скорости охлаждения осложняют процесс сварки чугуна. Ввиду неравномерности нагрева при сварке завариваемое место имеет неоднородную структуру. При некачественной сварке в отливке возможно образование трещин и других дефектов в сварном шве и основном металле.
Сваркой чугунными электродами с подогревом исправляют дефекты, расположенные на обрабатываемых поверхностях чугунной отливки (раковины больших размеров, сквозные отверстия и трещины). Отливки нагревают медленно. Температуру нагрева отливки определяют с помощью контактной термопары. После заварки отливка должна охлаждаться медленно, чтобы место заварки не получило отбела.
Газовую сварку с общим подогревом отливок используют для отливок из серого чугуна, имеющих сложную конфигурацию и резкие переходы от тонкой к толстой части. Этот способ заварки гарантирует высокую прочность и плотность сварного соединения, а также однородность химического состава и механических свойств основного и наплавленного чугуна. Отливку нагревают перед заваркой до 700 °С для предупреждения появления трещин, напряжений и образования отбела в металле отливки.
В качестве присадочного материала применяют чугунные электроды диаметром 5–6 мм. Присадочный материал и места заварки нагревают пламенем газовой горелки. После заварки отливок для снятия напряжений их отжигают при 450–500 °С.
Декоративное исправление чугунных отливок замазками применяют для улучшения внешнего вида их в местах, не подвергающихся обработке резанием. Для приготовления замазок применяют эпоксидные смолы марок ЭД-5 и ЭД-6. После заполнения дефектного места замазкой и ее затвердевания замазку зачищают.
Для повышения герметичности чугунные отливки пропитывают раствором нашатыря, хлорного железа с железным суриком и натриевой селитрой и бакелитовым лаком под давлением 1–3 МПа. Наиболее распространена пропитка бакелитовым лаком, который после нагрева до 200 °С и медленного охлаждения становится непроницаемым для воды, бензина и масла. После пропитки отливки высушивают на воздухе в течение 2–3 ч.
Особенности оборудования «Димет»
Совсем недавно на рынке появилось универсальное оборудование «Димет», которое легко исправит любые дефекты на литьевых формах из алюминия, чугуна, стали и других металлических сплавов. Особенностью этого оборудования является то, что все работы проводятся при низком температурном режиме от 100 до 150 градусов Цельсия. Работать с установкой «Димет» довольно легко, и справиться с таким заданием может практически каждый. Для работы с этим универсальным оборудованием не надо иметь специального образования, достаточно немного потренироваться, ознакомиться с инструкцией — и можно приступать к работе. Стоит отметить, что оборудование «Димет» представлено на рынке в разном модельном ряде, каждая отдельная установка рассчитана на выполнение определенных типов задач.
Коробление
Коробление представляет собой отклонение поверхности изделия от базовой плоскости.
Коробление возникает по нескольким причинам.
Во-первых, коробление возникает в результате релаксации ориентации, возникающей при заполнении формы. Неравномерное охлаждение отдельных участков формы еще более увеличивает коробление изделий, т.к. степень снижения ориентации в этих участках различна.
Причиной коробления может быть разная скорость кристаллизации на различных участках изделия. Разная скорость кристаллизации при охлаждении возникает из-за разницы в скоростях охлаждения разных участков изделия.
Причиной коробления так же может быть разница в термическом изменении размеров отдельных участков изделия при охлаждении из-за разной скорости охлаждения этих участков.
Коробление недопустимо при выпуске технических деталей и автомобильных компонентов при литье под давлением полиамида. Для уменьшения коробления изделия следует стремиться обеспечить температурную однородность охлаждения. Для этого должно быть обеспечено равенство температур обеих половинок формы и однородность температурного поля по всей поверхности половинок формы.
Коробление зависит от следующих технологических параметров: температуры литья Тл, температуры формы Тф, давления литья Рл, продолжительности операций цикла (время выдержки под давлением tвпд, общая продолжительность цикла tц). Коробление зависит от расположения впуска.
Снижению коробления способствует увеличение времени выдержки материала в форме под давлением tвпд и времени охлаждения tохл (общей продолжительности цикла tц), т.к. в форме (где конфигурация изделия зафиксирована) полнее протекает кристаллизация и в большей степени снижается ориентация.
Коробление уменьшается с понижением температуры материала Тл и температуры формы Тф.
Снижению коробления способствует уменьшение давления литья Рл и увеличение объемной скорости впрыска Q, т.к. уменьшается ориентация, возникающая при заполнении формы (см. раздел “Ориентация и внутренние напряжения”).
Снижению коробления способствует применение режимов формования со сбросом давления (см. раздел “Режимы со сбросом давления”).





