

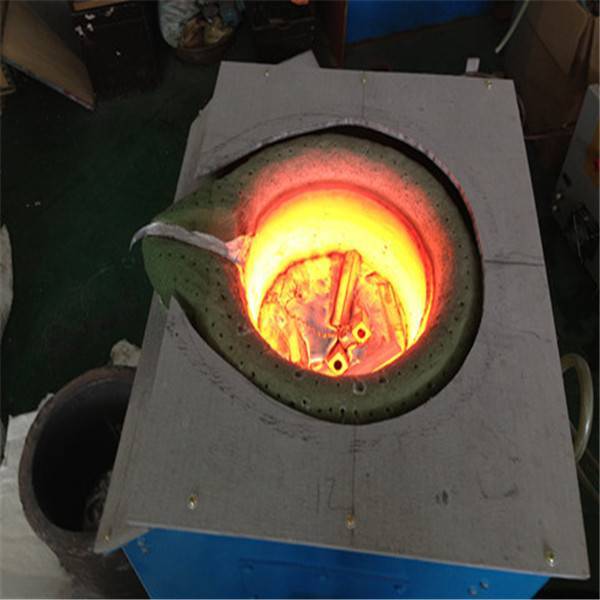
Из чего делать
Плавильные тигли изготавливаются (см. рис. ниже):
- керамическими химически нейтральными;
- керамическими графитированными;
- графитовыми;
- чугунными;
- стальными.
Тигли для плавки металла из различных материалов
Их сравнительные характеристики таковы:
- Керамические нейтральные – используются для переплавки лома ювелирных изделий с сохранением пробы, т.к. при косвенном нагреве (см. ниже) свойств металла не изменяют. Самому сделать можно, но сложновато (см. далее) и стоит ли? Тигель для золота на 50 г стоит в ювелирном магазине до 100 руб. Без проблем пригодны для плавки в индукционной печи (см. далее), т.к. почти не поглощают энергию электромагнитного поля (ЭМП). Ресурс – 10-30 плавок.
- Керамические графитированные – пригодны для плавки любого металла; в домашних условиях до 1,5-2 кг за раз. Для использования в индукционной печи ее мощность на то же количество металла придется повысить в 1,5-2 раза вследствие поглощения ЭМП токопроводящим графитом. Самому сделать можно, см. далее. Ресурс – до 50 и более плавок.
- Графитовые – пригодны для переплавки старого, окисленного лома цветных и драгоценных металлов, т.к. создают сильную восстановительную среду. Плавка серебра открытым газовым пламенем в графитовом тигле позволяет почти полностью восстановить исходный вес окисленного металла. Самостоятельно не делаются, см. ниже. Ресурс – более 100 плавок.
- Чугунные – используются в основном для переплавки красной меди в бескислородную, т.к. активно поглощают кислород. Ресурс – до 30 плавок, а потом аморфный углерод из чугуна уходит и тигель деградирует.
- Стальные – самодельный дешевый вариант для плавки небольших количеств алюминиевых и магниевых сплавов и др. химически инертных в расплаве металлов. Возможно применение для переплавки небольших количеств свинца в рыболовные грузила и т.п.
О графитовых тиглях
Графитовые тигли делают или точеными из массивного природного графита (дорогие), или спеченными при высокой температуре из графитового порошка (подешевле, но все равно не очень-то дешевые). Любители часто пытаются делать «графитовые» тигли из молотого графита на связующем из каолина и т.п., но это получаются не графитовые, а чрезмерно графитированные керамические тигли – хрупкие, выдерживающие не более 10 плавок и портящие металл вследствие избыточного выделения атомарного углерода мелкодисперсным графитом. Более-менее рациональный способ использования молотого графита в любительской тигельной плавке – сделать из него настольную мини тигельную печку для керамических нейтральных тиглей, см. рис.
Графитовая мини-печь для нагрева ювелирного тигля
Холодную сварку для сборки данной печи следует использовать на температуру не ниже 800 градусов – хорошо проводящие электричество щеки за время одной плавки не греются выше 400. Не намного более нагреется без тигля и графитовый порошок, но, когда тигелек в него вдавлен, он окажется в горячем пятне свыше 1000 градусов вследствие уплотнения порошка под тиглем.
Если плавится золото, то после окончания плавки и остывания печи графитовый порошок высыпают и перетряхивают, т.к. он спекается. Для плавки серебра и мельхиора порошок удаляют и перетряхивают через 3-5 плавок, так печь быстрее нагревается. В любом случае, чтобы держать восстановительную среду, печь во время плавки накрывают слюдяной крышкой.
Технология использования
Перед началом работы с тигельной электропечью следует обязательно проверить состояние тиглей и футеровки — внутренней защитной теплоизоляции. Если она рассчитана на применение двух видов тиглей: керамических и графитовых, необходимо выбрать по инструкции соответствующий загружаемому материалу.
Порядок работы:
- Тигель вставить внутрь индуктора и, загрузив рабочим материалом, накрыть теплоизоляционной крышкой.
- Включить водяное охлаждение. Многие модели электроплавильных агрегатов не запустятся, если нет необходимого давления воды.
- Процесс плавки в тигельной ИПП начинается с ее включения и выхода на рабочий режим. Если есть регулятор мощности, перед включением установить его в минимальное положение.
- Плавно поднять мощность до рабочей, соответствующей загруженному материалу.
- После расплавления металла мощность снизить до четверти от рабочей для поддержания материала в расплавленном состоянии.
- Перед разливом убрать регулятор до минимума.
- По окончании плавки — обесточить установку. Водяное охлаждение отключить после ее остывания.
Конструкция индукционного тигля с холодными стенками
Химические реакции с керамикой или графитом образуют примеси в расплаве. Эти примеси способствуют характерной деградации металлов при последующем использовании. Например, плавка титана (сплавов) внутри тигля на основе оксидной керамики сопровождается поглощением кислорода из материала. Это приводит к дефекту охрупчивания металла.
Совсем иное дело — медный тигель индукционного нагрева с водяным охлаждением (картинка ниже). На границе контакта металлического расплава и стенки тигля тепло резко отбирается от расплава, за счёт чего образуется твёрдый металлический слой — барьер между стенкой тигля и металлическим расплавом.
Промежуточный слой исключает непосредственный контакт рабочего металла с материалом тигля, предотвращает ход химической реакции. Соответственно, исключается диффузия примесных элементов. Таким образом, тугоплавкие металлы успешно обрабатываются установкой подобного типа без нарушения чистоты расплава.
Примерно такой выглядит конструкция палисада тигля (сегментированная), благодаря которой удаётся осуществлять работу с тугоплавкими металлами без потерь чистоты сплава
Плавление металлов внутри тиглей с холодными стенками представляет собой особый вид нагрева электропроводящих материалов переменными электрическими полями.
Согласно теории Ампера, электрический ток, следующий по виткам индукционной катушки, создаёт магнитное поле, действующее на электрический проводник.
В данном случае проводник, — это холодная стенка медного тигля, помещаемого во внутренней области катушки индуктивности, через которую пропускается переменный ток.
Конструкция и принцип действия
По техническим характеристикам устройство является частью установки, используемой в металлургической промышленности. Принцип работы индукционной печи зависит от переменного тока
, мощность установки формируется назначением прибора, в конструкцию которого входит:
- индуктор;
- каркас;
- плавильная камера;
- вакуумная система;
- механизмы перемещения объекта нагревания и другие приспособления.
Современный потребительский рынок располагает большим количеством моделей приборов, работающих по схеме образования вихревых токов. Принцип работы и конструкционные особенности промышленной индукционной печи позволяет выполнять ряд специфических операций, связанных с плавкой цветного металла, термической обработкой изделий из металла, спекания синтетических материалов, очисткой драгоценных и полудрагоценных камней. Бытовые приборы используются для дезинфекции предметов быта и обогрева помещений.
Работа ИП (индукционной печи) заключается в нагревании помещенных в камеру предметов вихревыми токами, излучаемыми индуктором, представляющим собой катушку индуктивности, выполненную в форме спирали, восьмерки или трилистника с обмоткой проводом большого поперечного сечения. Работающий от переменного тока индуктор создает импульсное магнитное поле, мощность которого изменяется в соответствии с частотой тока. Предмет, помещенный в магнитное поле, нагревается до точки закипания (жидкости) или плавления (металл).
Кому подойдет тигельная печь?
Тигельная печь является удобной в тех случаях, когда требуется переплавить небольшие объемы материала, где не целесообразно и экономично невыгодно покупать мощную плавильную установку с серьезным потреблением электроэнергии, и которая в итоге займет значительную часть вашего рабочего пространства. Именно, в таком случае, большинство предприятий начинают искать более выгодную альтернативу. И находят ее в тигельных печах, которые способны полностью удовлетворить запросы потребителей в плане температуры нагрева, небольшого потребления энергии, экономии рабочего пространства, а современная удобная конструкция и простота в использовании способны обеспечить наиболее оптимальные условия труда.
Принцип действия
Для получения таких токов используется так называемый индуктор, который представляет собой катушку индуктивности, содержащую всего несколько витков толстого провода.
Индуктор питается сети переменного тока 50 Гц (иногда через понижающий трансформатор) или от генератора высокой частоты.
Протекающий по индуктору переменный ток генерирует переменное магнитное поле, которое пронизывает пространство. Если в этом пространстве окажется какой-либо материал, то в нем будут наводиться токи, которые начнут нагревать этот материал. Если этот материал – вода, то у нее будет повышаться температура, а если это металл, то через некоторое время он начнет плавиться.
Индукционные печи бывают двух типов:
- печи с магнитопроводом;
- печи без магнитопровода.
Принципиальная разница между двумя этими типами печей состоит в том, что в первом случае индуктор расположен внутри плавящегося металла, а во втором – снаружи. Наличие магнитопровода увеличивает плотность магнитного поля, пронизывающего помещенный в тигель металл, что облегчает его нагревание.
Примером индукционной печи с магнитопроводом является канальная индукционная печь. Схема такой печи включает замкнутый магнитопровод из трансформаторной стали, на котором располагаются первичная обмотка – индуктор и кольцеобразный тигель, в котором располагается материал для плавления. Тигель изготавливается из жаропрочного диэлектрика. Питание такой установки осуществляется от сети переменного тока с частотой 50 Гц или генератора с повышенной частотой 400 Гц.
Такие печи используются для плавления дюраля, цветных металлов или получения высококачественного чугуна.
Большее распространение имеют тигельные печи, не имеющие магнитопровода. Отсутствие в печи магнитопровода приводит к тому, что магнитное поле, создаваемое токами промышленной частоты, сильно рассеивается в окружающем пространстве. И для того, чтобы увеличить плотность магнитного поля в диэлектрическом тигеле с материалом для плавления, необходимо использовать более высокие частоты. При этом считается, что если контур индуктора настроен в резонанс с частотой питающего напряжения, а диаметр тигеля соизмерим с длиной волны резонанса, то в районе тигеля может сконцентрироваться до 75% энергии электромагнитного поля.
Схема изготовления индукционной печи
Как показали исследования, для обеспечения эффективного плавления металлов в тигельной печи желательно, чтобы частота питающего индуктор напряжения превышала резонансную частоту в 2-3 раза. То есть, такая печь работает на второй или третьей частотной гармонике. Кроме того, при работе на таких повышенных частотах происходит лучшее перемешивание сплава, что улучшает его качество. Режим с применением еще больших частот (пятой или шестой гармоники) может использоваться для поверхностной цементации или закалки металла, что связано с появлением скин-эффекта, то есть, вытеснением электромагнитного поля высокой частоты к поверхности заготовки.
Выводы по разделу:
- Существуют два варианта индукционной печи – с магнитопроводом и без магнитпровда.
- Канальная печь, относящаяся к первому варианту печей, более сложна по конструкции, но может питаться непосредственно от сети 50 Гц или сети повышенной частоты 400 Гц.
- Тигельная печь, относящаяся к печам второго типа, более проста по конструкции, но требует для питания индуктора генератора высокой частоты.
Если печь – это отопительный прибор для практических нужд, то камин нужен для декора и уюта. Камин своими руками: пошаговая инструкция по сборке, а также пример порядовки камина с аркой.









О том, как правильно опдойти к выбору электрического котла отопления, читайте тут.
А здесь https://microklimat.pro/otopitelnoe-oborudovanie/kotly/avtomatika-dlya-gazovyx.html вы узнаете, как работает автоматика для газовых котлов отопления. Котлы по способу инсталляции и разновидности энергозависимых систем.
Огнеупоры > ТИГЛИ ВЫСОКООГНЕУПОРНЫЕ ДЛЯ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ
Научно-техническим центром «Бакор» разработаны и выпускаются высокоогнеупорные керамические плавильные тигли для различных технологических процессов, удовлетворяющие запросам современной металлургии. Тигли предназначены для плавки жаропрочных никелевых сплавов, легированных сталей, бериллия, чугуна, цветных металлов, их сплавов и пр. Основными плавильными агрегатами, в которых применяются тигли, являются: вакуум-индукционная печь, индукционная печь и печи сопротивления. Качество металла, получаемого в процессе плавки, напрямую зависит от качества и правильного выбора керамического тигля. Исходя из этого к тиглям предъявляются очень высокие требования. Они должны иметь высокий уровень эрозионной стойкости, не разрушаясь, выдерживать перепад температур, не взаимодействовать с расплавом. На предприятии ЗАО «НТЦ «Бакор» тигли изготавливаются различными методами из керамических масс на основе высокоогнеупорных плавленых материалов: периклаза, корунда, муллито-корунда, алюмо-магнезиальной шпинели, двуокиси циркония, что обеспечивает высокую термостойкость и коррозионную стойкость тиглей, а так же чистоту расплава при температурах до 1750-1800 С. Основанием для выбора состава тигля и технологии его изготовления являются условия его эксплуатации: температура, контактирующая среда, тип плавильной установки и др. Основными преимуществами керамических тиглей НТЦ «Бакор» являются: • высокий уровень термической и эрозионной стойкости; • минимальное взаимодействие материала тигля с расплавом; • увеличение выхода годного литья за счет сокращения брака по оксидным и шлаковым включениям; •широкий выбор изделий по габаритам; Изготовление тиглей или дополнительных частей к ним по индивидуальным размерам осуществляется в соответствии с чертежами Заказчика. Непрерывное совершенствование составов и технологии производства на предприятии ЗАО «НТЦ «Бакор» позволяет подбирать и разрабатывать изделия в соответствии с техническими заданиями, исходя из условий эксплуатации Заказчика. Наши тигли поставляются на такие предприятия как: ОАО «Турбодеталь» (г. Нарофоминск Московской обл.), ОАО «Ашинский металлургический завод», (г. Аша Челябинской обл.), ОАО «Машиностроительный завод» (г. Электросталь Московской обл.) и многие другие. Стандартно выпускаемые тигли соответствуют наиболее востребованным типоразмерам (см. таблицу ФОРМА И ТИПОРАЗМЕРЫ): |
ТУ 1501-159-11773998-2014
| Физико-химические показатели, % масс/марка | ||||
| Наименование показателя/марка | ТК | ТП | ТКМ | ТКМЦ |
| Аl2O3,% не менее | 97 | — | 90 | 86 |
| MgO,% не менее | — | 96 | — | — |
| Пористость открытая, % не более | 20 | 20 | 20 | 21 |
| Плотность кажущаяся, г/см3, не менее | 2,90 | 2,85 | 2,80 | 3,00 |
| Предел прочности при сжатии, МПа, не менее | 40 | 40 | 40 | 40 |
| Температура применения, °С, max | 1750 | 1800 | 1700 | 1700 |
ФОРМА И ТИПОРАЗМЕРЫ
Объем тиглей от 1,3л до 100 л. Возможно изготовление тиглей по чертежам Заказчика
| Наименование и код продукции | Объем тигля, л | Вес тигля, кг (ориентир.) | Типоразмеры | ||||
| D | H | d | h | d дн | |||
| №0 | 1,36 | 1,7 | 124 | 200 | 110 | 193 | 50 |
| №1 | 2,6 | 3,7 | 140 | 286 | 120 | 265 | 60 |
| №2 | 4,5 | 8,4 | 168 | 330 | 148 | 307 | 60 |
| №3 | 6,1 | 8,9 | 177 | 405 | 152 | 380 | 60 |
| №18 | 0,9 | 1,2 | 90 | 180 | 76 | 173 | 46 |
| Наименование и код продукции | Объем тигля, л | Вес тигля, кг (ориентир.) | Типоразмеры | |||
| D | H | d | h | |||
| №4 | 5,3 | 8,2 | 165 | 370 | 140 | 350 |
| №5 | 5,4 | 8,8 | 195 | 260 | 170 | 240 |
| №6 | 12,1 | 19,5 | 242 | 390 | 206 | 365 |
| №7 | 19,0 | 34,0 | 285 | 465 | 235 | 445 |
| №11 | 93,0 | 187,0 | 560 | 600 | 480 | 560 |
| Наименование и код продукции | Объем тигля, л | Вес тигля, кг (ориентир.) | Типоразмеры | |||||
| D | D1 | H | d | d1 | h | |||
| №8 | 3,4 | 5,6 | 165 | 140 | 290 | 138 | 100 | 265 |
| №9 | 2,8 | 7,5 | 230 | 220 | 135 | 190 | 180 | 115 |
| №10 | 20,0 | 32,8 | 330 | 330 | 380 | 280 | 250 | 350 |
| №12 | 3,3 | 3,7 | 148 | 138 | 260 | 128 | 98 | 245 |
| №13 | 7,8 | 14,2 | 197 | 197 | 390 | 165 | 127 | 368 |
| №14 | 7,4 | 10,2 | 210 | 210 | 320 | 186 | 80 | 296 |
| №15 | 10,4 | 20,6 | 230 | 230 | 420 | 185 | 140 | 395 |
| №16 | 70,0 | 128,0 | 500 | 460 | 600 | 420 | 380 | 560 |
| №17 | 6,4 | 14,2 | 147 | 130 | 500 | 127 | 110 | 490 |
| №19 | 4,4 | 8,1 | 178 | 164 | 304 | 151 | 132 | 280 |
| №20 | 3,3 | 6,7 | 175 | 164 | 240 | 147 | 132 | 216 |
Характеристики меди
Медь является одним из первых металлов, которые человек научился добывать и перерабатывать. Изделия из меди и ее сплавов использовались еще в 3 веке до н.э., о чем свидетельствуют исторические данные и результаты археологических раскопок. Широкому распространению меди во многом способствовало то, что она достаточно легко поддается обработке различными механическими способами. Кроме того, ее можно легко расплавить.
Медь, поверхность которой отличается явно выраженной желтовато-красной окраской, в силу своей мягкости легко поддается обработке методом пластической деформации. Поверхность меди при ее взаимодействии с окружающим воздухом покрывается оксидной пленкой, которая и окрашивает ее в такой красивый цвет.
Марки технической меди и их химический состав
Большое значение имеют и такие характеристики меди, как электро- и теплопроводность, по которым она занимает второе место среди всех металлов, уступая только серебру. Благодаря таким свойствам изделия из нее активно используются в электротехнической промышленности, а также в тех случаях, когда необходимо обеспечить быстрый отвод тепла от нагретого предмета.
Еще одним важным параметром меди, напрямую влияющим на объем энерго- и трудозатрат, расходуемых при производстве изделий из нее, является температура плавления. Для чистой меди температура, при которой металл переходит из твердого состояния в жидкое, составляет 1083°. Если смешать медь с оловом и получить бронзу, то температура плавления такого сплава будет составлять уже 930–1140° в зависимости от содержания в нем основной легирующей добавки. Такой сплав меди, как латунь, который получают путем добавления к основному металлу цинка, обладает еще меньшей температурой плавления, которая находится в интервале 900–1050°.
Электрические свойства меди при температуре 20°
Если вы решили реализовать в домашних условиях такой технологический процесс, как литье меди, важно знать еще один параметр – температуру ее кипения. При 2560° медь начинает буквально кипеть, что хорошо заметно по видео данного процесса. Появлению пузырьков на поверхности жидкого металла и активному газообразованию в нем способствует углерод, выделяющийся из меди в результате ее окисления, происходящего при сильном нагреве
Появлению пузырьков на поверхности жидкого металла и активному газообразованию в нем способствует углерод, выделяющийся из меди в результате ее окисления, происходящего при сильном нагреве.
При соблюдении технологии плавки на поверхности медного слитка могут остаться неглубокие поры, легко удаляемые шлифовкой
Делаем тигельную печь
Самый несложный простой способ изготовления тигля – это просто сварить его из обрезка трубы наиболее подходящего диаметра. Выбирая сам обрезок вам необходимо учесть несколько важных факторов.









Первое, ширина стенок должна быть, как минимум, пол сантиметра. Второе, ваш обрезок должен быть изготовлен из металла, который плавится при большей температуре, чем те сплавы, которые вы планируете плавить. Для этого вам идеально подойдет чугун. После этого трубу необходимо зачистить, или же все лишние просто обжечь в печи. Теперь ваша самодельная тигельная печь, ни чем не уступит любой другой.
Что бы безопасно извлекать расплавленный металл из тигля, приделайте к нему небольшой носик. Для этого немножко сточите сверху болгаркой и пройдитесь напильником. Для изготовления используйте спиленный под углом кусочек металла.
Так же к вашей самодельной тигельной печи можно приделать ручку, используйте гайку, в нее вворачиваете ручку, которая поможет более безопасно погружать и вынимать тигель из печи. Вам будет достаточно всего пару оборотов ручки, и ваш тигель будет держаться мертвой хваткой, таким образом, вы исключите случайное опрокидывание или пролив расплавленного алюминия на себе или людей, которые в этот момент могут оказаться рядом. Все названные выше меры безопасности будут очень даже кстати во время плавки цветных металлов на дому. Как вы теперь видите, установка тигельной печи своими руками довольно простое задание. Надеюсь, вы теперь больше никогда не зададитесь вопросом: как сделать тигельную печь?
Изготовление тигеля своими руками
Изготовление тигеля не трудоемкое занятие. Чтобы его изготовить своими руками на основе мартеля потребуется:
- измельченный графит;
- целый графит;
- трубка графитовая;
- мартель шамотный;
- магнезит;
- фетр.
https://youtube.com/watch?v=IQuBnPbZTKI
Технологическая последовательность:
- Взять плотную бумагу. Из нее свернуть два цилиндра разного диаметра. Внешний цилиндр полый и большего диаметра, а внутренний закрытый с обоих сторон и меньше по размеру.
- Мартель и остальные компоненты перемешать в отдельной емкости. Далее смешать с жидким стеклом до получения однородной массы, консистенция которой сопоставима с песочным тестом.
- Часть полученной массы распределяется на ровной и гладкой поверхности. Затем на нее установить бумажные цилиндры один в другой для получения формы тигеля. Расстояние между бумажными цилиндрами – толщина стенок тигеля.
- Оставшейся массой заполняется приготовленная форма.
- После формирования удаляются бумажные элементы формы и заготовку необходимо немного просушить при комнатной температуре.
- Затем тигель помещается в индукционную печь для того, чтобы из смеси выгнать оставшуюся влагу. Прогревать следует при невысоких температурах, чтобы форма не лопнула. Процесс занимает значительное время.
- После сушки тигель обжигается при температуре не более 600 °С.
- Качество тигеля проверяется простукиванием, как хрустальный бокал.
Изготовление тигля из глины
Можно изготовить тигель из шамотной глины. Это недорогой вариант и к тому же обладающий высокой стойкостью к большим температурам. Такую глину используют при кладке печей и ее можно купить в любом строительном магазине. Шамотная глина способна выдержать температуру до 1600 градусов по Цельсию.
Итак, понадобится шамотная глина (продается в мешках в строительных магазинах), жидкое стекло (продается там же) и молотый шамот. Его можно купить или изготовить из шамотного кирпича.
Для того чтобы сделать смесь, из которой в будущем будет вылеплен тигель, берется 7 частей глины, 3 части шамота и на литр сухой смеси 10 ложек жидкого стекла. Смешивается шамот и глина до однородного состояния. После этого потихоньку доливается вода. Чтобы не испортить заготовку можно часть смеси отсыпать, а в случае большого количества воды — добавить сухого порошка. Месить нужно до момента, когда глина перестанет липнуть к рукам.
Только после того, как будет замешана глина нужной консистенции, можно добавлять стекло. При добавлении стекла нужно тщательно все вымешивать до состояния, когда глина перестанет трескаться. Лучше всего в ком глины добавить стекло и раскатать в рулон, потом несколько раз сложить и повторять процедуру до тех пор, пока не перестанет трескаться. Материал для тигля готов. До того момента когда он будет использован, хранить нужно в нескольких слоях целлофана.
Глина есть, теперь чтобы изготовить тигель нужно взять форму, самый простой способ – это использование гипсовой формы. Как сделать такую форму можно найти на любом сайте по лепке из гипса. Итак, непосредственно изготовление тигля.
Перед началом лепки нужно отбить весь воздух из глины, для этого на пол можно постелить газету и несколько раз с силой бросить ком на него, раз десять будет достаточно. Теперь берется ком глины и тщательно вминается в дно формы, после этого небольшими комочками формируются стены изделия. Их толщину можно контролировать по краю формы
Очень важно тщательно приминать глину к форме, чтобы там не образовалось воздушных подушек. После того как тигель вылеплен, нужно сделать ровной внутреннюю поверхность
Для этого достаточно смочить глину водой.
После этого наступает момент сушки. Форма с глиной помещается картонную коробку и накрывается крышкой. Часов через семь вся вода из глины испарится и форма будущего тигля немного «сядет», так что достать ее из формы не особо сложно. После этого тигель продолжает сушиться в той же коробке, по мере сушки все дефекты сами собой устранятся и горшочек приобретет серый окрас. Иногда могут появиться небольшие трещинки. Их можно замазать мокрой глиной. Далее горшки обжигаются при температуре 800 градусов в муфельной печи. После обжига тигель готов к использованию.
Виды тиглей
В основном тигли различаются по использованному в изготовлении материалу. Заготовочное сырье можно условно разделить на два типа – металлы и неметаллы. Если говорить о первой группе, то чугун будет наиболее популярной основой конструкции. Он хорош прежде всего своей стойкостью к температурным воздействиям и возможностями безопасного контакта с другими металлическими сплавами. Однако эти преимущества действуют только при сравнении чугунных емкостей с другими металлическими аналогами. И напротив, если сравнивать чугунные тигли с неметаллическими формами, то обнаружатся недостатки в виде высокой реактивности и окисляемости, не говоря о дороговизне такого решения. Теперь можно обратиться ко второй группе материалов. Что такое тигли из неметаллического сырья? Это керамические, глиняные и графитовые изделия, которые характеризуются стойкостью к термическому воздействию и процессам окисления. Помимо этого, керамика никак не влияет на химический состав обслуживаемого сплава, что тоже является плюсом. Практика показывает, что такие тигли могут безобидно принимать сплавы из палладия, хрома или кобальта. Наиболее же популярны графитовые и глиняные изделия, которые стоит рассмотреть отдельно.
Изготовление глиняного тигля
Тут не обойтись без глины шамотного типа, которая продаётся в любом магазине стройматериалов. Она прекрасно переносит экстремальное термическое воздействие, стоит дёшево и проблем с её поиском вряд ли возникнет. В крайнем случае можно изготовить тигель из дроблёного шамотного кирпича. Также придётся прикупить жидкое стекло, и все составляющие смешать для однородной основы. Пропорции выглядят примерно так:
- 7 единиц глины;
- 3 единицы шамота;
- 10 ложек жидкого стекла.
Все компоненты добавляются поэтапно: глина вместе с шамотом смешиваются до однородной консистенции, и к ним постепенно доливается вода. Основная цель – создать смесь, которая не будет прилипать к рукам. Когда получена требуемая консистенция добавляется стекло, и всё тщательно перемешивается. Тут главное довести объект до состояния, когда плоскость перестанет трескаться. Смесь готова, а для хранения советуется воспользоваться плотным целлофаном, или обернуть её в 7-10 слоёв плёнки.
Смешанный материал наносится внутрь макета, формируются его глубина и толщина. Дно лучше создать полукруглым, что даст больший эффект при будущей плавке железных стружек. Также субстанцию нужно плотно прижимать к макету, чтобы между плоскостями не образовывался воздух, а для большего удобства рекомендуется смачивать руки водой.
После резервуар отправляется на сушку: кладется в тару из картона или пластика, и помещается в сухое место. Нескольких часов хватит, чтобы удалить остатки влаги. Также изделие немного осядет, и его будет просто изъять из формочки. Огнеупорного сосуда из шамотного кирпича хватит на долгое время использования, однако, последним пунктом создания должна идти процедура обжига в печи и при Т=800 °С. И вещь можно применять по своему назначению. Для удобства эксплуатации понадобиться тигельная печь, которая делается своими руками. Для простого монтажа можно сварить конструкцию из нескольких труб, чтобы получился цилиндр. Обычно его закрепляют на двух параллельных стойках, чтобы он не касался земли. И тут учитывается толщина стенок (минимум 5 мм.) и устойчивость изделия (оно обязан легко переносить Т=1600 °С и более).
Разновидности индукционных печей
В группе производственного металлургического оборудования можно выделить несколько разновидностей печей:
Тигельные.
Один из самых распространенных в металлургии видов.
В конструкции таких агрегатов отсутствует сердечник. Подобные устройства могут применяться для плавки и обработки любых металлов. Хорошо зарекомендовали себя не только в металлургии, но и в других отраслях, например, в ювелирном деле.
Важнейшими элементами тигельной печи индукционного типа являются:
- индуктор;
- генератор напряжения питания.
Достоинства тигельных плавильных печей:
- Выделение энергии непосредственно в загрузке, без промежуточных нагревательных элементов;
- Интенсивная электродинамическая циркуляция расплава в тигле, обеспечивающая быстрое плавление мелкой шихты, отходов, выравнивание температуры по объёму ванны и отсутствие местных перегревов, гарантирующая получение многокомпонентных сплавов, однородных по химическому составу;
- Принципиальная возможность создания в печи любой атмосферы (окислительной, восстановительной или нейтральной) при любом давлении;
- Высокая производительность, достигаемая благодаря высоким значениям удельной мощности, особенно на средних частотах;
- Возможность полного слива металла из тигля и относительно малая масса футеровки печи, что создаёт условия для снижения тепловой инерции печи благодаря уменьшению тепла, аккумулируемого футеровкой. Печи этого типа удобны для периодической работы с перерывами между плавками и обеспечивают возможность быстрого перехода с одной марки сплава на другую;
- Простота и удобство обслуживания печи, управления и регулировки процесса плавки, широкие возможности для механизации и автоматизации процесса;

Канальные.
По конструкции напоминают трансформатор.

Вакуумные.
Используются в том случае, если необходимо обеспечить удаление из расплава примесей.
Конструкция индукционного нагревателя представляет собой многовитковую катушку цилиндрической формы, которая называется индуктором, через него пропускается электрическое напряжение переменного тока, вследствие чего возникают магнитные поля, возбуждающие вихревые токи.
Во внутреннее пространство индуктора помещается сосуд, или емкость, в которой находится металл или руда. Под воздействием магнитного поля и вихревых токов в металле повышается сопротивление, что по всем законам физики вызывает его нагрев и за счет этого происходит процесс плавки.







Мощность индукционных плавильных печей зависит от величины подаваемого напряжения и частоты электрического тока. Эта зависимость применяется в типах индукционных печей – нагревательные установки для термической обработки и плавильные печи.

Печи промышленного назначения делятся на несколько типов.
- Конструкции средней частоты обычно используются в машиностроении и металлургии. С их помощью плавится сталь, а при использовании графитовых тиглей и цветные металлы.
- Конструкции промышленной частоты применяются при выплавке чугуна.
- Конструкции сопротивления предназначаются для плавки алюминия, алюминиевых сплавов, цинка.
Индукционная печь широко применяется на больших и малых предприятиях для плавки металлов (цветных и черных). В индукционных литейных печах металл или сплав нагревается до изменения своего агрегатного состояния.
При этом, канальные печи, несмотря на более высокий КПД используются гораздо реже — в основном, для получения чугуна высокого качества и сплавов, температура плавления которых является относительно низкой, а также для плавления цветных металлов.
Для стали такие печи не используются, так как температура ее плавления способствует сильному снижению стойкости футеровки (защитной отделки). Также нельзя плавить низкосортную породу, стружку и мелкую породу.

Тигельные печи применяются гораздо чаще из-за простоты эксплуатации и более широких возможностей управления процессом, включая возможность нерегулярного и прерывистого режима работы. Они хороши как для производства большого количества литья в несколько десятков тонн, так и для небольших порций, измеряющихся десятками грамм.
С помощью тигельных печей осуществляется плавка легированных сталей и прочих сплавов, для которых нужна особая чистота химического состава и однородность.
Как сделать графитовый тигель
Ёмкость этой категории имеет множество достоинств:
- низкая общая масса;
- сопротивляемость горячим сплавам;
- хорошие показатели теплопроводности;
- с ростом температуры увеличивается прочность.
Если идти лёгким путём, то можно взять графитовый стержень, и тигель практически готов. Остаётся только приделать дно.
Графитовые тигели различных размеров
Если необходимой трубки не найдётся, всё можно выполнить при помощи двух формочек разных размеров, которые вставляются одна в одну, а свободное пространство позволит придать нужные размеры. Первоначально нужно засыпать мертель в свободную тару, и жалеть его не следует. Дело в том, что порошок будет утрамбовываться и оседать. Далее добавляется жидкое стекло (около 15 мл.) и всё тщательно перемешивается. Смешанную массу рекомендуется поместить в большой контейнер цилиндрической формы (можно использовать пластиковый стаканчик) а маленьким продавить отверстие, оставив дно достаточно толстым.
В итоге выйдет сосуд, которому даётся время на высыхание. В этом случае также потребуется термическая обработка, благодаря которой удалятся излишки жидкости. Если все действия прошли верно, то будет качественный графитовый тигель, сделанный своими руками.





