

Полимерпесчаная черепица
ВИДЕО ПО ТЕМЕ: Бизнес на переработке отходов и изготовлении полимерпесчаной продукции
Оборудование для производства гибкой черепицы из битума полностью автоматизировано, поэтому стоит дорого. Для начинающего бизнесмена предпочтительнее изготовление полимерпесчаной черепицы – начальные затраты и себестоимость гораздо ниже. В качестве сырья используются пластиковые отходы: бутылки и упаковки, бытовые приборы и строительные материалы, пришедшие в негодность.
Глубокая сортировка и очистка при подготовке сырья не требуется, единственное условие – соотношение жестких и мягких полимеров должно быть 50-60/40-50. Влага в процессе производства испаряется, пищевые отходы и бумага сгорают.
Для изготовления черепицы из пластиковых бутылок и других подобных отходов требуется много сухого песка с фракцией до 3 мм без примесей глины. В производственных помещениях должно быть электроснабжение, хорошая вентиляция, вода. Столы и конвейеры.
Оборудование для производства полимерпесчаной черепицы:
ВИДЕО ПО ТЕМЕ: Линия оборудования для производства полимерпесчаной черепицы
- дробилка полимеров – от 90 000 рублей;
- камера для сушки песка – 175 000 рублей;
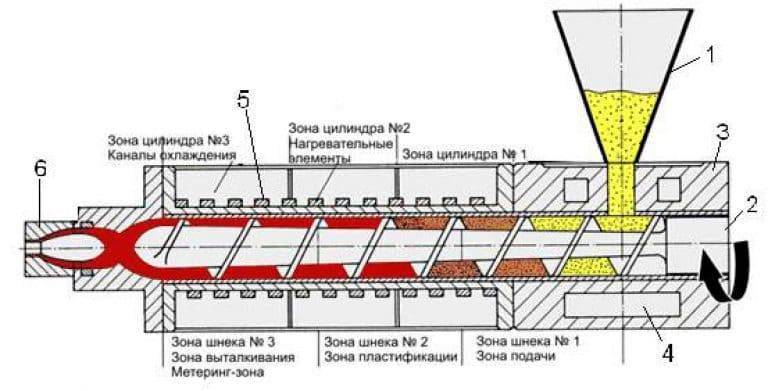
- термошнекосмесительная нагревательно-плавильная машина – 200 000 рублей;
- электронные весы;
- двух-ходовый формовочный узел – 140 000 рублей;
- стеллажи.
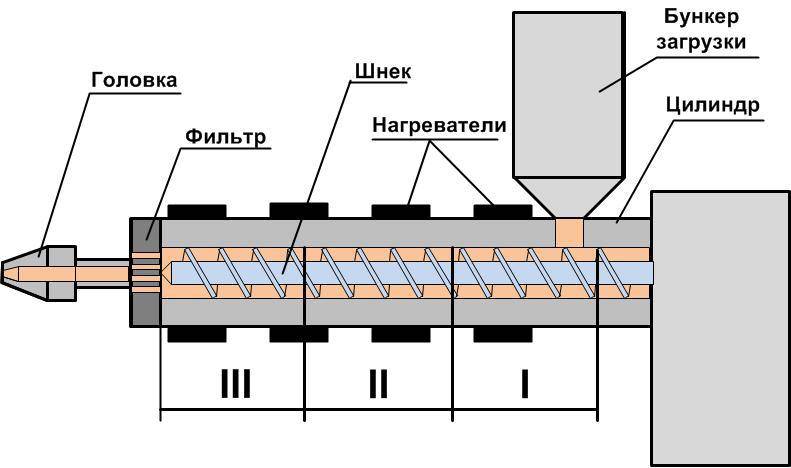
Влажность песка не должна превышать 5%. В нагревательно-плавильной машине смешивается измельченный полимер, песок и краситель. Смесь еще горячей взвешивается, укладывается в форму и подвергается воздействию пресса в течении 4-10 минут, потом помещается на стеллаж до остывания.
Пластиковая черепица по эксплуатационным характеристикам практически не уступает материалам, изготовленным из битума, но стоит дешевле.
Замечания.
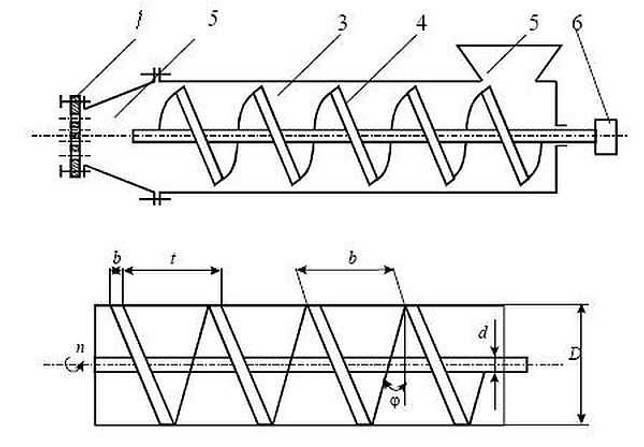
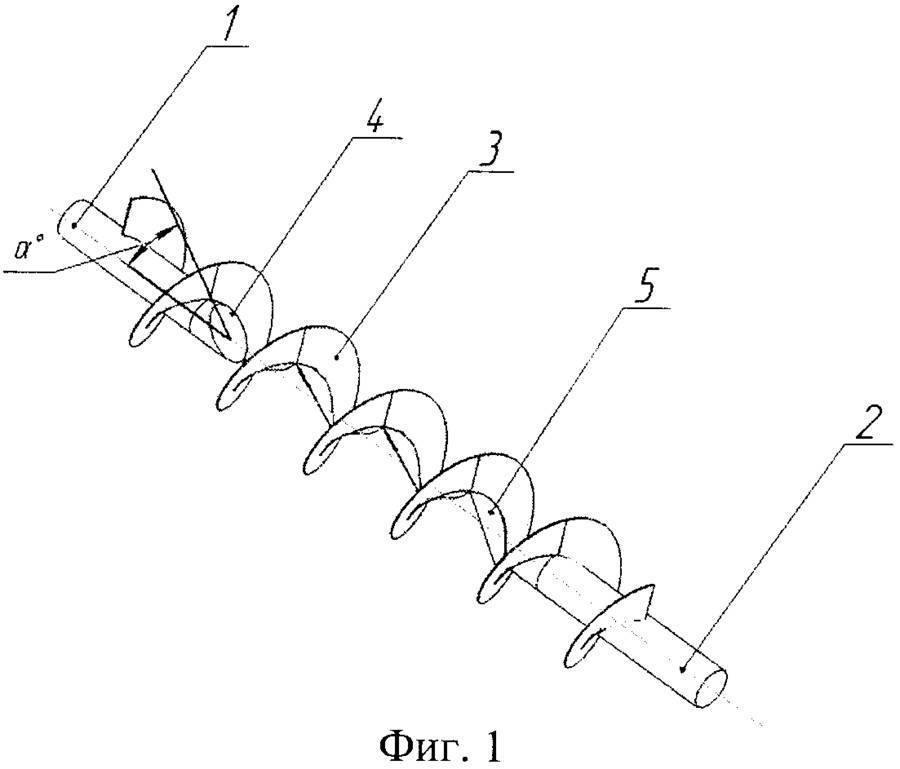
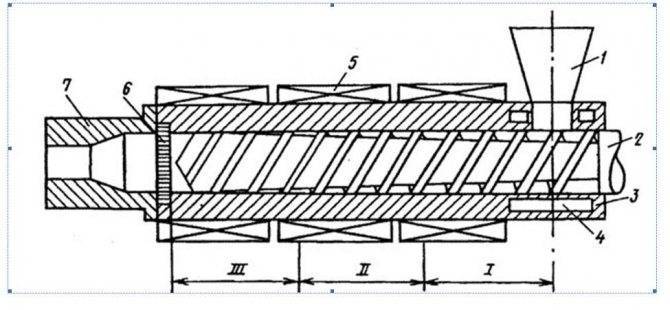
Напоминаю, что выполненный расчет витка шнека — приближенный! Попытки его улучшить чаще всего не имеют ни теоретического, ни практического смысла, так как точность поверхности витка зависит от способа его формообразования.
При необходимости получения высокой точности размеры развертки заготовки можно попытаться скорректировать для каждого конкретного случая индивидуально по результатам экспериментальных замеров. Иногда рационально ввести дополнительно механическую обработку диаметров на токарном станке после формовки и сварки.
Какова же точность развертки, полученной по представленной программе?
Виток винтового коноида с параметрами, заданными в качестве исходных данных (смотри скриншот выше), имеет массу 191 грамм по данным моделирования в одной из CAD-программ. Масса развертки витка по программе в Excel – почти 197 грамм. Разница — 3%. Развертка больше! Возможно, диаметры стоит уменьшить? Не стоит торопиться делать выводы. Если толщина листа в рассматриваемом примере будет меньше всего лишь на 0,05 мм, массы заготовки и теоретического витка станут равными.
По неподтвержденным данным размеры разверток, полученные по рассмотренным формулам, больше реально требуемых размеров на 1,4…1,8%.
Толщина листа заготовки витка шнека (s) и плотность материала (ρ) участвуют лишь в расчете массы (G), поэтому ввод этих значений в исходные данные при расчете только геометрических размеров развертки не является необходимым.
Прошу уважающих труд автора и желающих получать информацию о новых программах на сайте скачивать файл с программой расчетов после подписки на анонсы статей!
Ссылка на скачивание файла с программой расчета: raschet-razvertki-vitka-shneka-v-excel (xls 171KB).
Изготовление шестерен и зубчатых колес в Самаре
Изготовление зубчатых колес – сложный многооперационный процесс, требующий применения специального оборудования. Специфика выполнения операций подразумевает комплексный подход, ведь все этапы, из которых состоит изготовление зубчатых колес, тесно взаимосвязаны, начиная с проектирования и заканчивая техническим контролем готового изделия. Именно от качества выполнения отдельных операций зависит надежная и безопасная работа зубчатого колеса и срок его эксплуатации. Только в заводских условиях возможно точное соблюдение всех параметров производственного процесса.
В соответствии с конструктивными особенностями зубчатые колеса могут быть:
- коническими:
- венцовыми;
- со ступицей;
- с валиком;
- цилиндрическими:
- одновенцовыми;
- многовенцовыми.
Цилиндрические зубчатые колеса изготавливаются:
- с косыми зубьями;
- с прямыми зубьями;
- с шевронными зубьями.
Для плавного и надежного зацепления зубчатое колесо должно иметь не менее 6 зубьев – шестерня. В обиходе это название закрепилось для всех зубчатых колес.
Изготовление шестерен осуществляется из:
- углеродистых сталей;
- хромистых сталей;
- легированных сталей (для высоконагруженных шестерен);
- некоторых марок чугуна.
Производство зубчатых колес начинается с формирования заготовки. Форма, размер будущего колеса и материал изготовления определяют метод его изготовления. Наиболее экономными и менее затратными являются холодная и горячая штамповка, горячая высадка, литье, горячая накатка, вырубка, порошковая металлургия.
Следующий этап изготовления шестерен – нарезка зубьев на заготовке обкаткой или копированием. Ввиду низкой производительности и погрешностей при нарезке методом копирования, в крупносерийном производстве предпочтение отдается методу обкатки. Нарезка обкаткой может выполняться долбяком, червячной фрезой, зубчатыми валками, резцом на зубострогальных, зубодолбежных и универсально-фрезерных станках. Технические характеристики станков позволяют нарезать внутренние и наружные зубья колес, прямые и косые зубья с открытым и закрытым венцом, зубчатые рейки.
При изготовлении шестерен крупных и средних размеров нарезка зубьев производится после запрессовки заготовки вместе с валом. После нарезки зубьев выполняется притирка поверхности на зубопритирочных станках и закалка ТВЧ или в специальных закалочных печах и шлифовка.
Зубошлифование и зубохонингование – операции финишной обработки в производстве шестерен, предназначенные для формирования окончательного вида поверхности изделий. При необходимости на зубчатых колесах нарезают шпоночные канавки или шлицы. Точная нарезка, шлифование и притирка конических зубьев колес, наиболее сложного и трудоемкого процесса, выполняется на специальном оборудовании с ЧПУ.
Для контроля соответствия параметров шестерен применяются специальные приборы: кромочные и оптические штангензубомеры. Из-за высоких требований к качеству изделий производство зубчатых колес может осуществляться с цементацией их рабочих поверхностей. Благодаря цементации достигается необходимая степень упрочнения изделий и регулируется степень их деформации.
Российские предприятия, представленные в каталоге, оснащены современным высококлассным оборудованием известных зарубежных марок, которое позволяет предлагать качественное изготовление шестерен в Самаре любых партий. Автоматизация производства способствует повышению производительности и снижению себестоимости изделий. Изготовление зубчатых колес осуществляется в соответствии с ГОСТами и ОСТами. Производство шестерен может выполняться по чертежам или образцам заказчика.
Удобная система поиска на сайте позволит быстро и без особых усилий найти предприятие, предлагающее профессиональное изготовление зубчатых колес в Самаре.
Устройство роторного снегоуборщика своими руками
Основными составляющими самодельного роторного снегоуборщика своими руками являются:
- двигатель внутреннего сгорания, оснащенный глушителем;
- топливный бак;
- трос управления дроссельной заслонкой.
Для изготовления всех элементов снегоуборщика необходимо будет наличие токарного станка. Его используют для того, чтобы подогнать все детали механизма до нужного размера. Если такого оборудования нет в наличии, изготовление ротора можно заказать в мастерской по имеющимся у вас эскизам.
Мероприятия по устройству роторного снегоочистителя можно разбить на несколько этапов:
- сборка шнекового механизма;
- изготовление ротора;
- монтаж корпуса;
- устройство каркаса.
Изготовив каждый узел отдельно, их собирают в одну конструкцию. Чтобы снегоуборочная машина имела презентабельный вид, ее после сборки окрашивают.
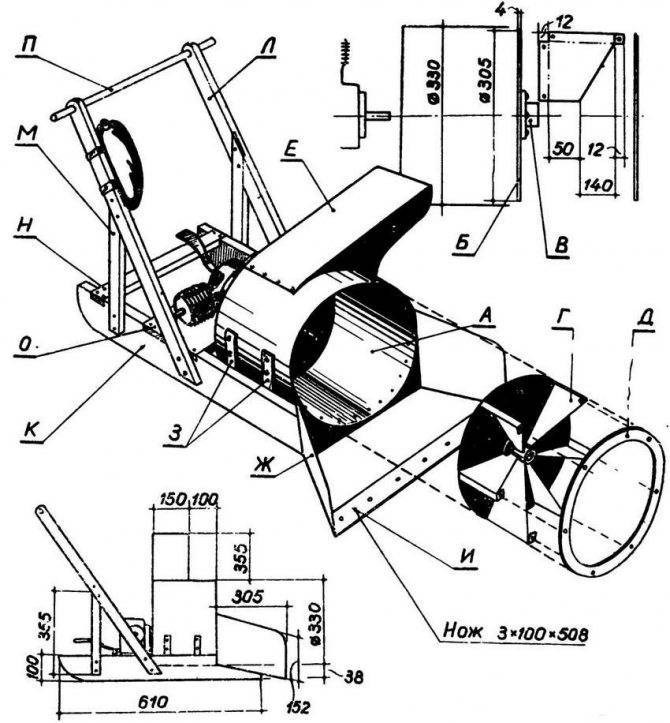
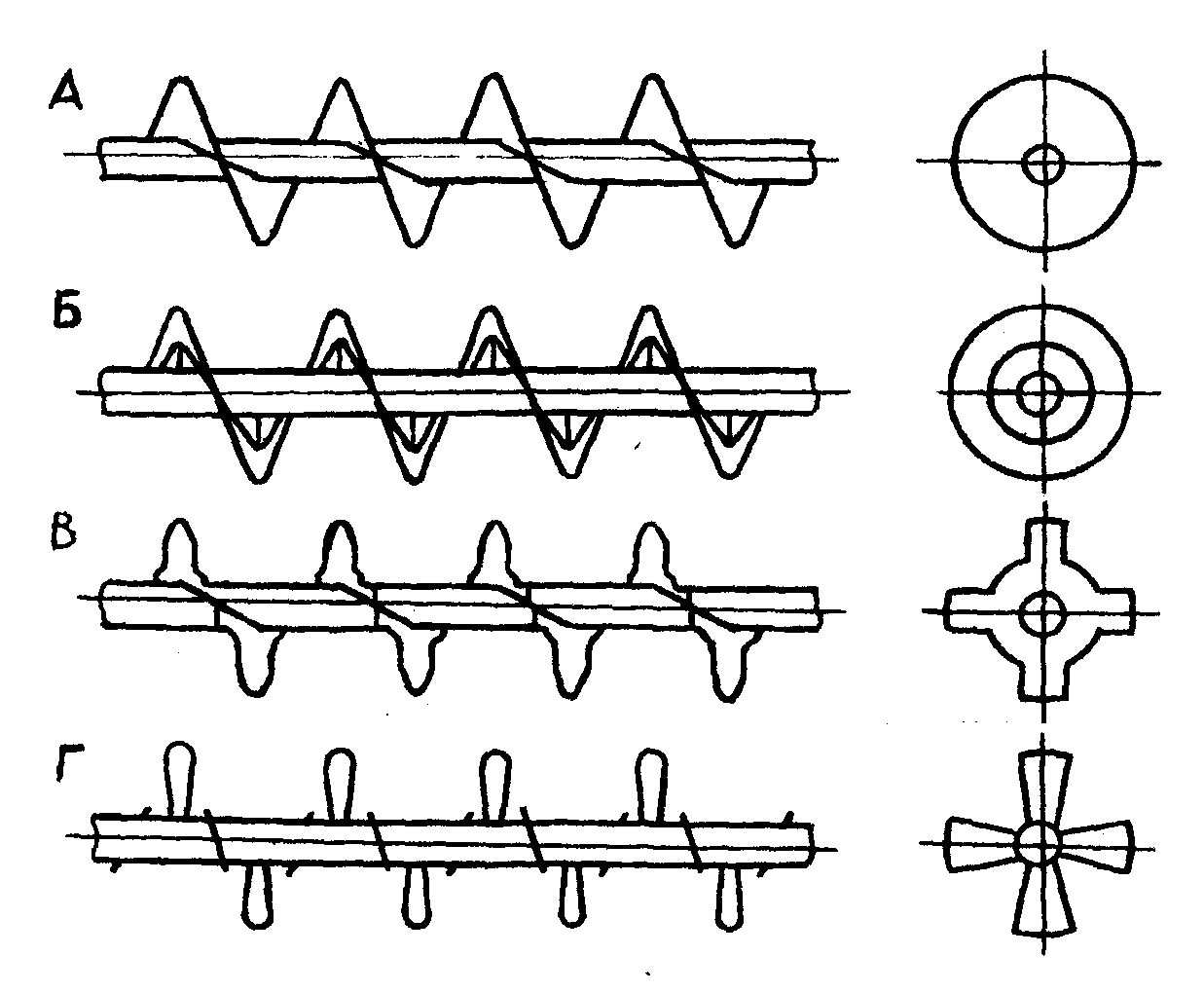
Устройство самодельного роторного снегоуборщика: А — корпус; Б — диск ротора; В — ступица; Г — лопатка; Д — кольцо; Е — дефлектор; Ж — скребок; З — кронштейн; И — нож; К — полозья; Л — брусок ручки; М — подкос; Н — поперечный брусок; О — брусок для двигателя; П — ручка
Изготовление комплектующих для роторного снегоуборщика
Технология изготовления шнекового механизма аналогична устройству шнека для снегоуборочной машины из бензопилы. В качестве винтовых лопастей можно использовать плотную (толщиной 10 мм) транспортерную ленту. Габариты шнекового узла должны соответствовать размерам на чертежах.
Ротор изготавливают из листового металла толщиной 2,5-3 мм. С помощью циркуля необходимо начертить на листе круг нужного диаметра и вырезать его болгаркой. Чтобы сделать лопасти, за основу берут заготовочную деталь от электродвигателя. Из листового металла формируют лопасти. Их приваривают на равноудаленном расстоянии друг от друга к стальному диску, соединенному со ступицей. Количество лопастей должно быть не менее четырех.
Каркас для снегоочистителя собирают, сваривая отрезки из металлического уголка в раму согласно имеющейся схеме. Все составляющие каркаса крепятся посредством болтового соединения.

Для самостоятельной сборки снегоуборочной машины можно использовать подручные материалы
Когда все составляющие снегоуборщика будут готовы, приступают к их сборке в единый агрегат. На роторный механизм насаживают вал шнека. Затем весь этот механизм фиксируют на каркасе с помощью болтов и прижимного кольца. Крепление ротора к раме производится посредством специальной скобы. В качестве снегоотбрасывателя для самодельного роторного снегоуборщика используют трубу из пластика диаметром 100 мм.
Преимущества комбинированных моделей снегоуборщиков
В сравнении со шнековыми агрегатами снегоуборочные машины комбинированного исполнения более эффективны в работе, так как нагрузку распределяет между собой и шнек, и ротор. Они обладают достаточной мощностью и могут справиться с очисткой территории от снежной толщи внушительного объема. Среди преимуществ самодельных роторных снегоочистителей выделяют:
- отличную маневренность и высокую производительность техники;
- в зависимости от используемого двигателя, дальность выброса снега может достигать 12 м;
- возможность регулировать ширину захвата снежного покрова;
- небольшой вес машины (до 20 кг) позволяет справиться с очищением придомового участка (в том числе и женщине);

Процесс очищения придомовой территории от снега
- возможность проведения ремонта снегоуборщика своими руками;
- невысокая стоимость материалов для изготовления всех комплектующих агрегата.
Самостоятельное изготовление роторной снегоуборочной машины довольно сложное и кропотливое дело. Если вы плохо разбираетесь в технике, не обладаете определенными навыками или не имеете необходимого инструмента, а купить заводскую модель пока не позволяют финансы, можно изготовить своими руками снегоуборочную лопату.
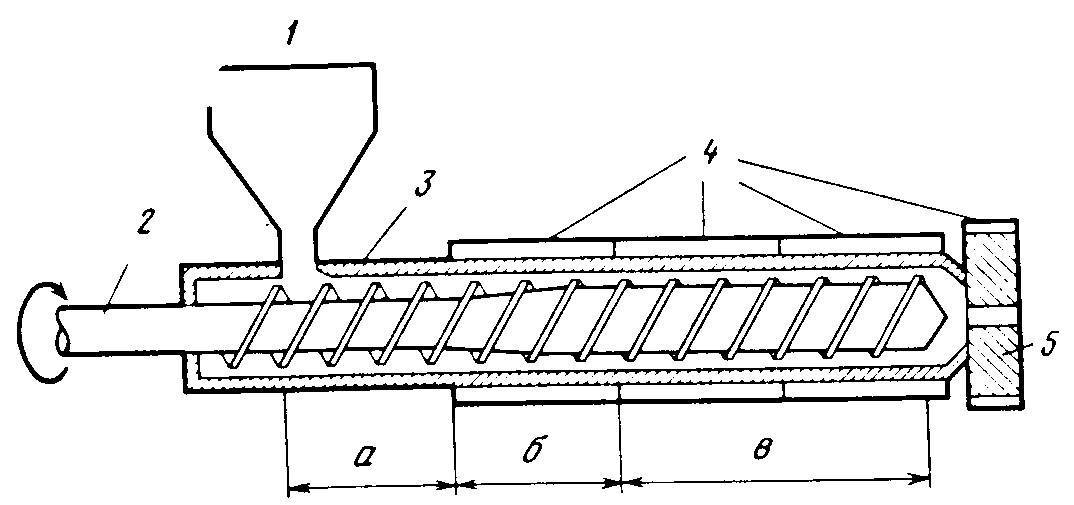
Износ шнеков: причины и последствия
Причины быстрого износа шнеков:
- Внештатные перегревы
- Очистка поверхности агрессивными веществами
- Механические повреждения
- Большие скорости экструзии
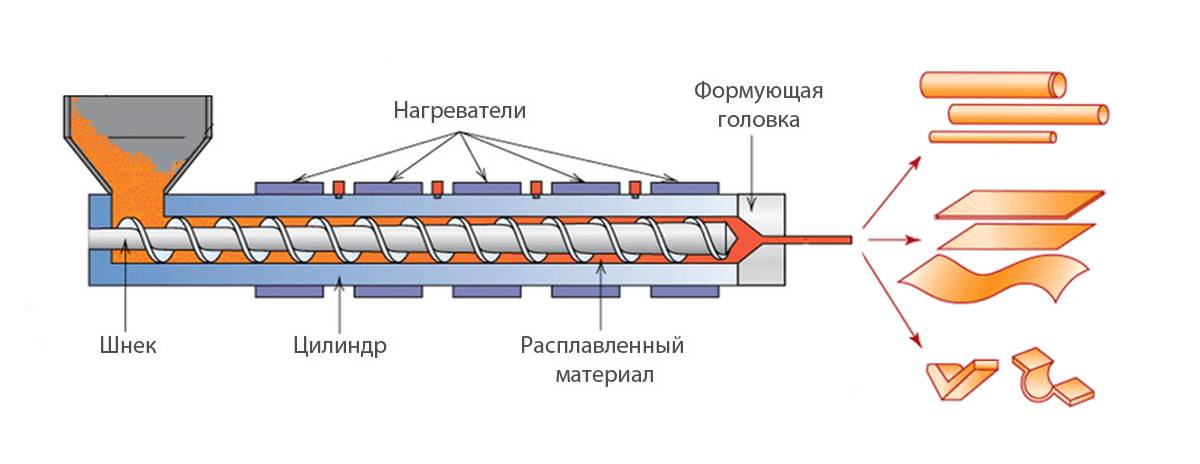
К каким проблемам приводит функционирование изношенного шнека: • Неравномерная подача расплава • Снижение выхода и перегрев материала • Ухудшение перемешивания полимеров • Нагар и налипание расплавленного вещества на оснастку
Все это ведет к повышению количества брака, временным и финансовым потерям на остановку технологической линии для очистки от полимеров.

Рис. 2. Поврежденный шнек
Варианты решения указанных проблем
Безусловно, самым лучшим и в то же время кардинальным решением с точки зрения технических характеристик является замена поврежденного шнека на новый. Однако, это очень дорогостоящее мероприятие.
В большинстве случаев плохо функционирующие устройства поддаются ремонту. Полное восстановление работоспособности и ресурса деталей будет стоит значительно меньше, чем их замена.
Однако не стоит забывать о моральном износе оборудования, который характеризуется невозможностью переработки современных полимерных материалов, таких как линейный полиэтилен низкой плотности, металлоценовые полиэтилены, полиэфиры, полипропилены. Такую проблему не решить ремонтом, в этом может помочь только замена устаревшего оснащения на более усовершенствованное.
Несколько советов
Некоторые рекомендации помогут сделать качественное бурильное приспособление. При работе стоит учитывать следующее:
- Необходимо правильно рассчитывать диаметр шнека. Дело в том, что во время работы отверстие будет слегка отличаться от размера режущей детали. Например, 200 мл элемент обеспечит лунку в 240−250 мл.
- Можно заменить диски для болгарки обычной листовой сталью, толщина которой будет около 2 мм. Но ее придется дополнительно гнуть и затачивать, чтобы придать идеальную форму.
- Во время работы с диском необходимо соблюдать меры безопасности. Его следует тщательно и надежно закрепить в специальные тиски, а резать исключительно в защитных очках.
- Чтобы произвести расчет пера шнека, можно воспользоваться специальной программой «Компас-3 D». Она сделает все необходимое, достаточно внести исходные данные и дождаться готового чертежа. Все это позволит значительно сохранить время.
Чтобы продлить эксплуатационный срок самодельного шнека, нужно чистить его после каждой работы. Устранять землю с металлических деталей, при необходимости править лезвия и подтачивать их. Кроме этого, для хранения выбирать помещения с пониженной влажностью.
P.S.
В CAD SolidWorks есть интересное приложение BLANKWORKS (www.intersed.kiev.ua/blankworks):
«BLANKWORKS рассчитывает точную форму заготовки для простых и сложных деталей. В отличие от большинства подобных систем, BLANKWORKS способен работать с деталями, изготавливаемыми частично штамповкой с объемной деформацией, а частично гибкой. Расчет заготовки занимает лишь несколько минут и дает результат, имеющий точность, достаточную для предварительной оценки технологичности, оценки расхода и оптимизации раскроя материала. BLANKWORKS отображает также эпюру степени утонения материала.»

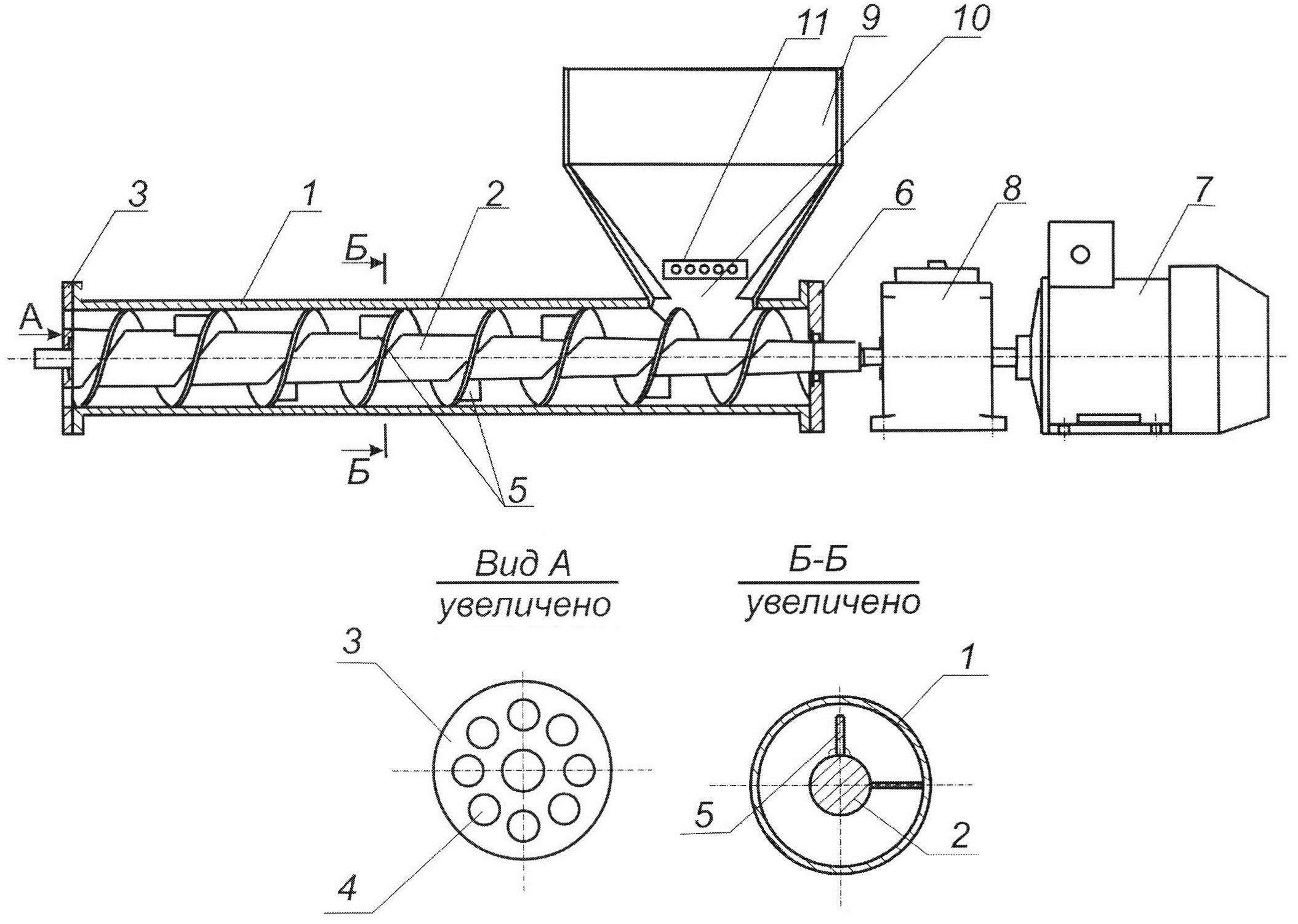
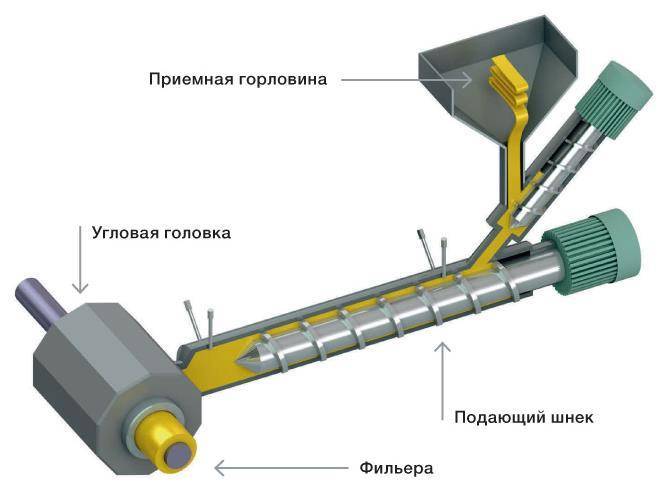
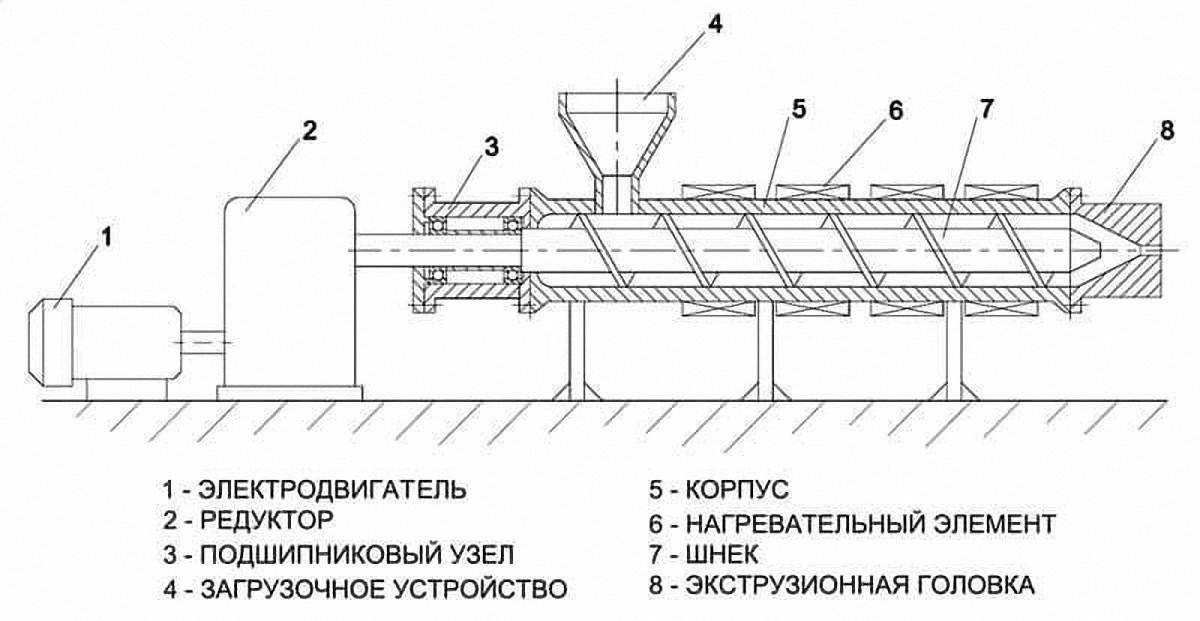
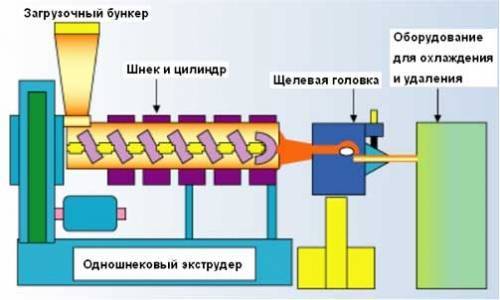
Изготовление шнеков: технология и оборудование
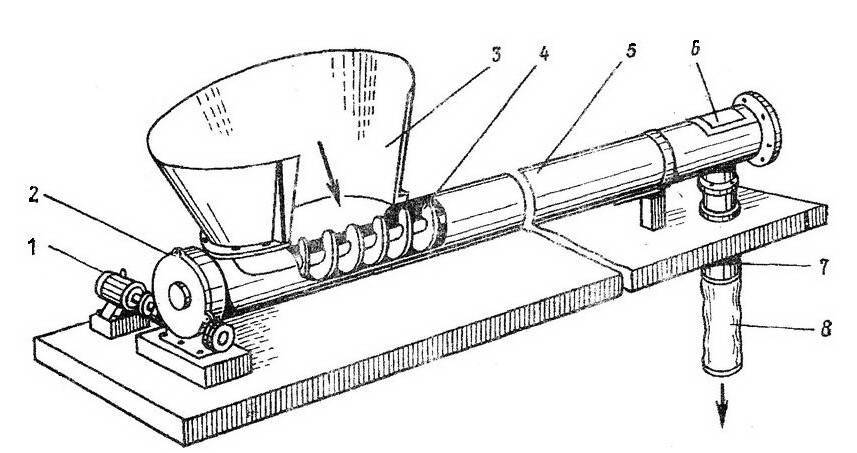
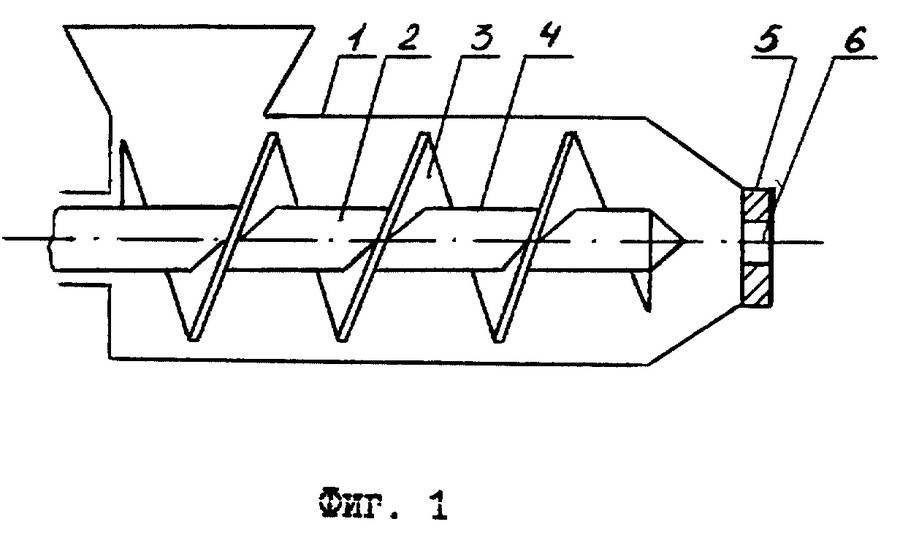
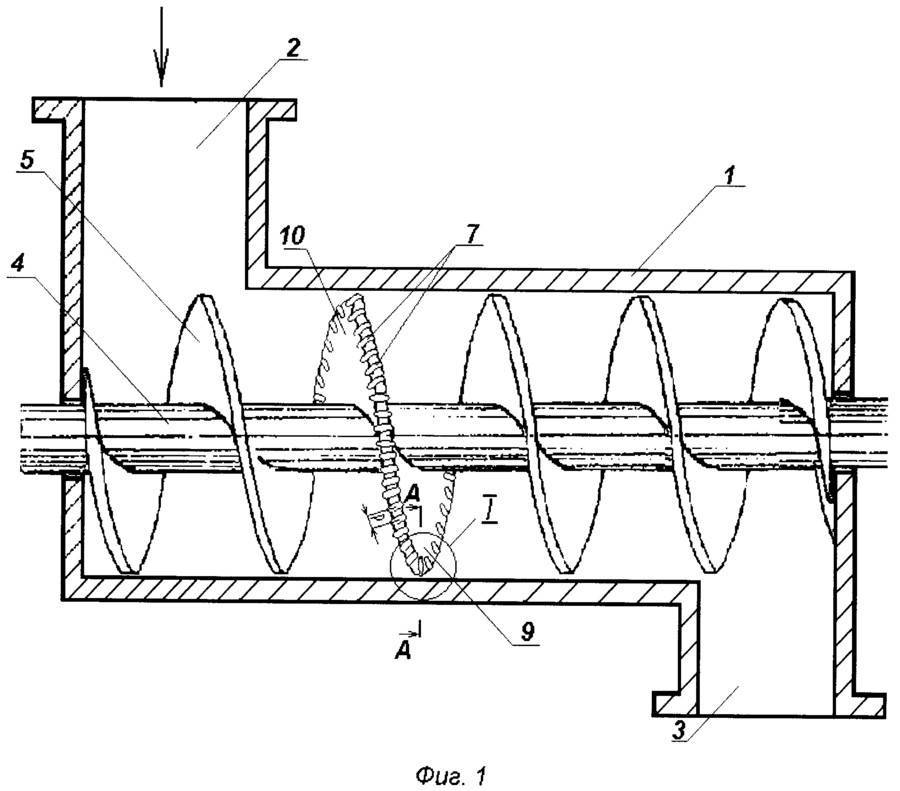
Работа различных устройств механизмов основана на применении шнека. Подобная деталь представлена винтом, который характеризуется определенной формой. Примером можно назвать установку шнека в конвейерах, предназначенных для перемещения различных сыпучих материалов. Подобная конструкция получила весьма широкое распространение, представлена сочетанием самых различных узлов.
Общие сведения об устройстве и сферах применения
Рассматривая шнек следует учитывать, что он представлен разновидностью винта, который характеризуется повышенной площадью витков. Особенностями подобной детали назовем следующее:
- Деталь характеризуется компактными размерами и высокой эффективностью. Именно эти свойства определяют широкое распространение шнека при создании самых различных механизмов.
- Часто встречается ситуация, когда шнек применяется в качестве основного элемента бурильной установки. На момент вращения особая форма обеспечивает быстрое углубление и подъем грунта.
Несмотря на достаточно сложную форму для снижения стоимости изделия его изготавливают своими руками. Самодельный вариант исполнения сможет выдержать длительную эксплуатацию, однако допущенные ошибки при проведении расчетов и изготовлении детали могут стать причиной полной непригодности шнека при применении.
Как сделать шнек своими руками в домашних условиях
Изготовить шнек своими руками в домашних условиях можно при наличии небольшого количества распространенных инструментов. При этом сделанный винт сможет прослужить в течение длительного периода. Основными рекомендациями по выполнению работы можно назвать следующие моменты:
- Для начала подготавливается труба, выступающая в качестве основания. Она должна иметь строгую ось и быть без дефектов.
- Далее проводится отметка основных точек крепления витков.
- Из листа при помощи тисков проводится изготовление витков, которые после привариваются к основанию.
- Следующий шаг заключается в проверке правильности расположения винтов.
На сегодняшний день достаточно широкое распространение получили пластиковые варианты исполнения. Их изготовление возможно при проектировании изделия в специальной программе, после чего проводится печать на 3D-принтере. Подобный вариант характеризуется повышенной точностью, но может применяться для передачи небольшого усилия.
Способ изготовления самодельного конвейера
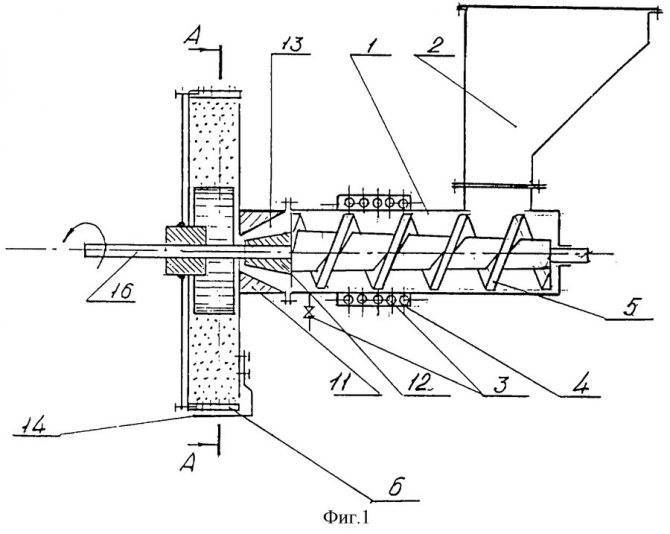
Как ранее было отмечено, чаще всего рассматриваемое изделие устанавливается на конвейере. При рассмотрении того, как сделать шнек своими руками в домашних условиях для винтового конвейера отметим следующее:
- Вал должен крепиться на подшипниках, поэтому нужно предусмотреть соответствующие посадочные гнезда.
- Сложность конструкции заключается в необходимости передачи вращения то электрического двигателя к винту. Для этого проводится установка специального привода, представленного сочетанием электрического двигателя с редуктором.
Качественный самодельный шнек в подобном механизме может прослужить в течение длительного периода
Важно правильно создать корпус, который зачастую напоминает желоб
Самодельные буровые устройства
Также проводится изготовление шнека в случае, когда нужно получить буровую установку. Проводимая работа характеризуется следующими особенностями:
- Отрезается труба требуемой длины.
- На нижнем конце создается наконечник, который направляет перемещение грунта.
- Наконечник изготавливается из рессор, он отвечает за рыхление грунта.
- Резцы должны быть расположены под острым углом.
Все элементы рассматриваемого изделия привариваются сварочным аппаратом
При этом следует уделять внимание качеству шва, так как даже незначительные дефекты снижают прочность соединения
Используемые материалы приспособления и инструменты
Для проведения работы своими руками по изготовлению шнека бура требуются определенные материалы и инструменты. При этом можно изготовить не только витки для шнека своими руками, но и многие другие элементы. Для работы требуется следующее:
- Листовая сталь.
- Рессоры автомобиля.
- Сварочный аппарат.
- Труба различной длины.
- Тиски для фиксации заготовки.
- Молоток.
- Напильники.
- Карандаш и картон.
Для изготовления спирали для шнеков рекомендуется выбирать сталь с повышенной коррозионной стойкостью, так как при эксплуатации со временем на поверхности может появится ржавчина. Некоторый инструмент для изготовления шнека есть в обычном наборе слесаря.
Использование
Преимущества использования шнеков в производстве — это максимальная простота устройств и регулируемая равномерная подача сыпучего, мелкокускового или жидкого груза.
Строительство невозможно без помощи шнека. Устройства на его базе помогут замешать бетон, переместить с места на место цемент или песок. Впервые использовать шнеки на стройке объектов начали еще в шестнадцатом веке.
Шнековые транспортеры или винтовые конвейеры активно применяются в области сельского хозяйства, благодаря их закрытой конструкции и компактным размерам. Практически все комбайны, ныне выпускаемые в России, оснащены шнеками.
А вот в бурении шнеки не приобрели особую популярность, потому что их применение возможно только, если поверхность для бурения мягкая, но не глиняная, так как происходит налипание глины на шнек, плюс к этому глубина при бурении шнеков очень ограниченна. Но если данные параметры соблюдаются, то шнековые винты весьма неплохо справляются со своей работой.
Примеры применения шнеков в пищевой промышленности: транспортировка продуктов питания в цехах (мяса, муки, сахара, круп). Даже фармацевтика не возможна без шнеков, с их помощью можно совершить герметичную транспортировку сырья для лекарственных препаратов.
Дополнительные аспекты
При работе были использованы следующие инструменты и материалы:
- болгарка;
- рулетка;
- сварочный аппарат;
- труба;
- болты;
- гайки;
- листовая сталь;
- стальная полоса;
- долото;
- диски для болгарки.
Сам шнек изготавливается достаточно быстро при набитой руке, но есть ряд особенностей, которые нельзя забывать, ни при каких условиях:
- Резьба на болтах и направление вращения должны быть противоположными, чтобы случайно не открутить насадку, а потом не оставить ее на большой глубине под землей.
- Из швеллера изготавливается четырехугольник, который будет служить опорой для шнека, когда его нужно будет удержать на весу. Желательно делать конструкцию с 1 подвижной стенкой, чтобы было гораздо легче работать.
- В верхней части каждой трубы (10 см от края) делается сквозное отверстие, в которое можно продеть армирующий прут 12-14 мм. Это пригодится в тот момент, когда шнек нужно будет извлечь из-под земли, а длина этого не будет позволять сделать.
После того как работа завершена, можно приступать к эксплуатации.
После каждого завершения работы металл нужно очищать от земли, а потом убирать в место с пониженной влажностью. Желательно после каждого завершения работы немного править лезвия и подтачивать, чтобы они не затуплялись.
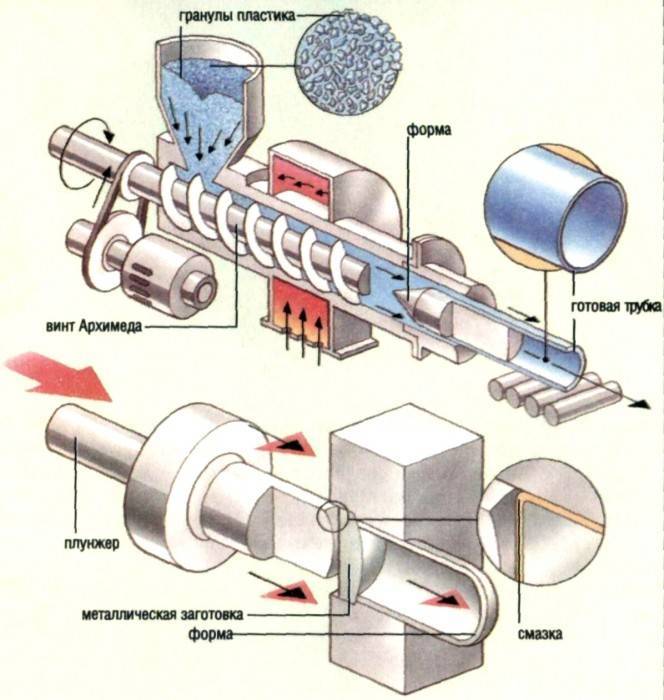
Примерно две с половиной тысячи лет назад древнегреческий математик, физик и инженер Архимед изобрел водоподъемную машину, которая впоследствии стала носить название Архимедов винт. Именно это изобретение и послужило прообразом современных винтовых конвейеров.
Шнеки, как их иначе называют, имеют обширное применение в промышленности и не только. Мясорубки, сверла, буровые инструменты, все это работает с помощью шнеков.
Ну а мы сегодня подробно поговорим о применении винтовых конвейеров в снегоуборщиках, рассмотрим причины неисправностей его ремней (о них читайте тут), узнаем, как своими руками произвести замену износившихся элементов машины. Подробнее о самостоятельном ремонте – тут.
Изготовление своими руками
Прежде чем браться за работу, стоит посмотреть пару видео изготовления своими руками и приготовить необходимые материалы
Изготовить шнек – дело нехитрое, но подойти к нему нужно со всей серьёзностью: в процессе работы оборудование испытывает большие нагрузки, очень важно, чтобы качество материалов и работы было на высоте
Обязательно почитайте: Тюнинг МТЗ 80 с малой кабиной своими руками
Подробные чертежи не понадобятся, но необходимо, как минимум, прикинуть длину и диаметр шнека (примерно равен желаемому диаметру отверстий). Чем больше диаметр и чем больше лопастей у шнека, тем эффективнее он будет работать, но и трудозатраты увеличатся: придется поднимать больше грунта за раз.
Необходимые материалы и инструменты:
- листовая сталь или диски для болгарки;
- труба диаметром 40 мм;
- болгарка;
- сварочный аппарат;
- долото;
- рулетка;
- болты, гайки.
Для изготовления шнека необходим подходящий чертеж
Способ изготовления
Сначала сваривается рукоять. Вне зависимости от диаметра и длины шнека рукоять должна быть максимально удобной и выносливой, так как подвергается большим нагрузкам. Если бурить будет один человек, оптимальная ширина ручки – 80–85 см, тогда как для работы в паре можно смело делать лопасти по 100–130 см в каждую сторону.
Для надежной фиксации в основном стволе делается дуговой вырез, труба погружается в него на 1\3 и тщательно заваривается. Обрезы труб аккуратно зашлифовываются УШМ. Желательно оснастить ручки прорезиненными накладками, которые не дадут рукам скользить и сделают работу более комфортной и безопасной. В конце в трубу вставляется болт и заваривается наглухо. На нем будет фиксироваться шнек и удлинители, поэтому стоит выбрать болт попрочнее.
На глубинах до 10 м хорошо подходят самые простые самодельные шнеки для бурения с двумя лопастями. Для этого берется труба 100–140 см длиной. Точный размер выбирается по росту оператора. В верхнюю часть трубы вваривается продолговатая гайка того же размера, что и болт. В нижнюю – толстый армирующий прут, который будет служить переходником к буру. На него крепится долото – самая твердая часть бура, принимающая на себя столкновение с породой. Можно купить готовое, а можно сделать из стальной полосы толщиной 3 мм и длиной 30 см. Полосу скручивают в спираль на три витка, прокаливают с охлаждением в кипящем масле или свинце и затачивают.
Обязательно почитайте: Устройство бортового редуктора
Спираль для шнека проще всего сделать из дисков от болгарки. Понадобится два диска, один на 150 мм с ровной кромкой, второй на 180 мм зубчатый (по дереву). Оба диска распиливают пополам, центральную часть рассверливают до размеров трубы. Затем диски приваривают к рабочей трубе под углом 35° относительно земли – сначала 150-миллиметровый, на 10 см выше него фиксируют второй. При необходимости центральную часть правят болгаркой.
При желании можно сделать более сложный и производительный вариант, в котором спираль шнека будет идти от долота до самого верха. Технология та же, только вниз крепится зубчатый диск от болгарки, следом – гладкие.
При необходимости делаются удлинители из обрезков трубы длиной 100-140 см. Снизу приваривается болт, сверху – продолговатая гайка. Аналогично делается удлинитель для шнека мотобура и другого автоматического оборудования.





