

Проектирование ножа и придание формы
Одной из наиболее сложных задач в изготовлении ножа является проектирование его формы. Самым простым решением для начинающего ножестроителя будет скопировать очертания с любого понравившегося изделия
Лучше всего обратить внимание на модели с простыми формами, поскольку повторить сложные элементы, чаще всего отрицательно влияющие на функционал, в домашних условиях будет проблематично
Имея определённый опыт в изобразительном искусстве, можно нарисовать уникальный авторский проект
При этом следует обратить внимание на гармоничность линий и сочетание форм рукояти и клинка. Наиболее распространённой ошибкой при проектировании является «перелом» по линии обуха в месте их стыковки. Если специфика применения (как, например, у обвалочного или шкуросъёмного ножей) не требует именно такого сочленения, то лучше всего будет выполнить переход по прямой линии или плавной дуге
Если специфика применения (как, например, у обвалочного или шкуросъёмного ножей) не требует именно такого сочленения, то лучше всего будет выполнить переход по прямой линии или плавной дуге.
Следующий момент – это длина рукояти. У большинства производителей этот параметр составляет 110 – 120 мм и почти не зависит от длины клинка. В любом случае, даже если нож делается под свою руку, желательно соблюдение такого допуска.
Не стоит также увлекаться количеством и глубиной подпальцевых выемок и упоров. Это снижает удобство работы обратным хватом и вполне может перевести изделие в разряд холодного оружия.
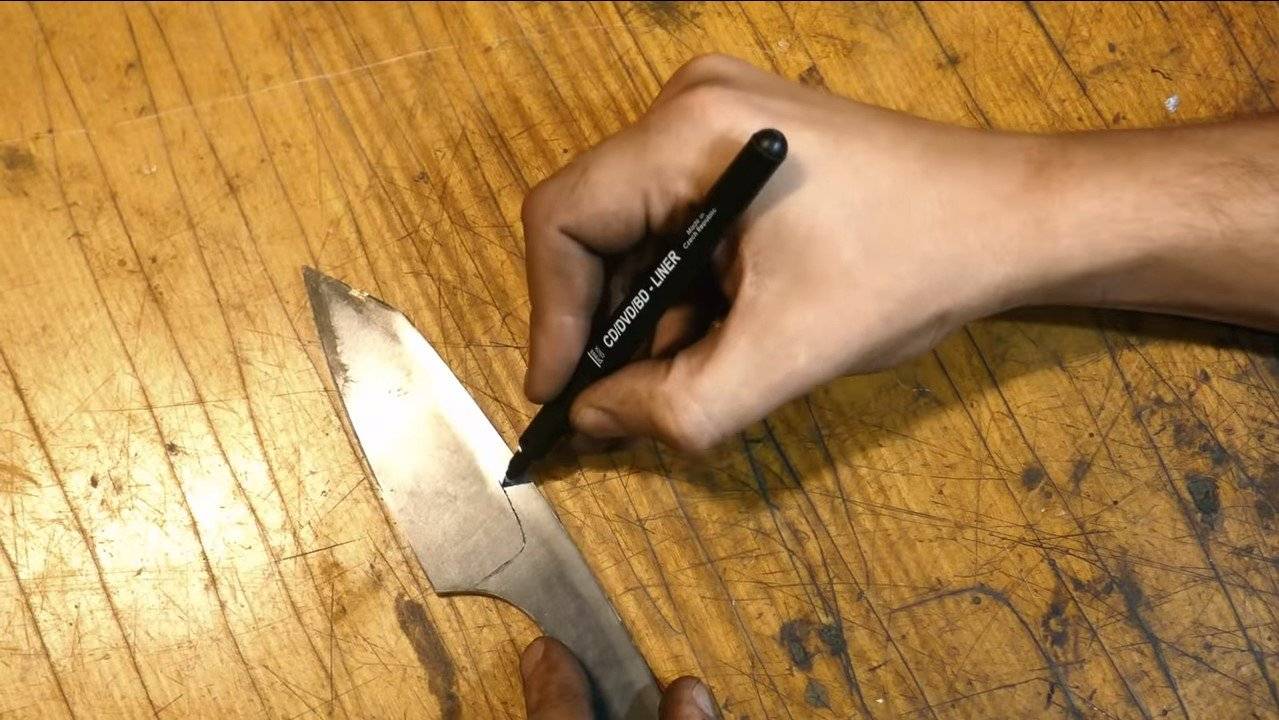
Для соответствия выбранной форме предварительно изготовьте простой картонный шаблон и контролируйте правильность работы, сверяясь с ним.
Одной из обязательных частей ножа является рукоятка. Для ее изготовления наибольшее распространение получили различные породы древесины. В нашем варианте использованы дубовые накладки, которые будут соединены латунными заклепками. Для их установки в хвостовой части заготовки необходимо просверлить три отверстия. Выполнить эту работу с отожженным металлом не составит труда.’
Закалка и термообработка топора
Кузнец Валерий Самович: “На примере топора, хочу рассказать о термообработке стали в домашних условиях, которая включает в себя три стадии: отжиг, закалку и отпуск. Потребность в закалке возникает в том случае, если производителем нарушена технология термообработки.
Если топор при работе быстро тупится, на острие появляются вмятины, то сталь мягкая. И это значит, что топор не закален. А если острие выкрашивается или растрескивается, то есть, сталь очень твердая и хрупкая, то это возможно в том случае, если не был проведен отпуск после закалки”. Оценить твердость стали, а значит и качество закалки нам поможет незатертый напильник с мелкой насечкой.
Если твердость стали высокая, то напильник по ней скользит почти не цепляя. Если твердость стали средняя, то напильник ее чуть-чуть берет. И если твердость стали низкая и напильник ее спокойно берет, то значит, эта сталь не закалена, либо были нарушена технология термообработки.
В случае с этим топором напильник берет его легко. В этом случае, а также в случае повышенной хрупкости, топор подвергаем полному циклу термообработки. Вначале отжиг, а затем закалка и отпуск. Правильной закалкой топора считается такая закалка, при которой разные части топора закалены по-разному.
В районе лезвия, на расстоянии примерно трех сантиметров от острия твердость стали должна быть высокой. Твердость остальной части топора должна быть гораздо меньше. Такая закалка обеспечивает износоустойчивость лезвия и пластичность остальной части.
И является гарантией того, что при работе не лопнет обух или не отломается полотно.
Гост 18578 – 89 топоры строительные
Следующий момент, который мы должны знать для проведения эффективной термообработки, это марка стали, из которой изготовлен топор.
Все строительные топоры, которые изготавливались в Советском Союзе и изготавливаются сейчас на постсоветском пространстве, должны соответствовать ГОСТу 18578 – 89 Топоры строительные.
Этот ГОСТ оговаривает марки сталей для изготовления топоров. Каждая из этих сталей имеет свои температурные режимы термообработки. И свои закалочные среды.
Узнать об этом можно в марочниках сталей или в справочниках термиста, которые есть в свободном доступе в библиотеке. Однако, хочу подчеркнуть тот факт, что основным материалом для изготовления топоров являются стали У7 и У7А. Топор, который я выбрал для экспериментов, имеет клеймо.
Сверху год выпуска – 1963. Слева – размер по ГОСТу А2. Справа – сталь. Из которой изготовлен топор. Это инструментальная, углеродистая сталь У7. Режимы термообработки для стали У7 следующие:
Перед термообработкой надо затупить режущую кромку топора, чтобы его толщина стала примерно один миллиметр.
Отпуск
Последняя операция термообработки называется отпуск. Отпуск необходим для уменьшения хрупкости закаленной стали и снятия внутренних напряжений в металле, появившихся в процессе закалки. Отпуск я делаю в обычной духовке.
Топор выдерживается один час при температуре 300 градусов, а затем остывает на воздухе. Вот такой красавчик у нас получился после отпуска. Цвет побежалости – синий, свидетельствует о том, что температура отпуска была примерно 300 градусов.
Увидеть этот цвет можно, если повернуть определенным образом поверхность металла к освещению. Проверяем твердость металла после отпуска, и убеждаемся, что лезвие стало чуть мягче. Как мы уже знаем, температура закалки У7 стали 800-830 градусов. И уменьшать ее нельзя.
Чем выше температура отпуска, тем пластичнее и мягче будет сталь после отпуска. Данные о твердостях сталей после отпуска, в зависимости от температуры отпуска, есть на каждую марку в марочниках сталей.
Закалка с самоотпуском
Еще один способ закалки инструмента – это закалка самоотпуском. В начале инструмент разогревается в печи до температуры закалки. Затем, режущая часть охлаждается до температуры 150-170 градусов. После этого режущая часть зачищается от окалины для того чтобы видеть цвета побежалости. Смотрим, как идет фиолетовый цвет.
Инструмент выдерживается на воздухе до тех пор, пока тепло от раскаленной части не нагреет охлажденную часть до температуры 250-300 градусов. Об этом мы судим по цвету побежалости. Все фиолетовое. Охлаждаем. В качестве закалочной среды используется вода. Только для охлаждения режущей части она нагрета до 30 градусов.
А для окончательного охлаждения топора она нагрета до 50 градусов.
Как избежать неприятностей?
При домашней процедуре закалки существует самая большая проблема — перекаливание металла, приводящее к тому, что хрупкость материала увеличивается очень сильно. Если не обращать пристального внимания на равномерность прогрева, можно получить другой дефект — на лезвии образуются поперечные трещины.

Однако есть возможность избежать печальных последствий — заучить правило, позволяющее без проблем закалять ножи и в будущем. Оно гласит, что режущую часть лезвия можно нагревать лишь единожды до желтого цвета, проверяя магнитом, а часть, которая не будет принимать участие в заточке, нагревается три раза до температуры, равной 280°С, что будет соответствовать фиолетовому цвету.




![Закалка металла [в домашних условиях своими руками]](https://labequip.ru/wp-content/uploads/5/c/f/5cf29058474d2242314d99adca6a19bb.jpeg)





Делаем нож из обоймы подшипника
Для изготовления такого ножа можно использовать подшипник карданного вала, подшипники станков, обойма которых выполнена из стали типа ШХ15. Для получения заготовки лучше сразу пилить внешнюю обойму под углом, чтобы получить заготовку под носик ножа. Длина окружности должна быть чуть больше общей длины ножа, поэтому оставляем запас примерно в 2 см.
Легированная сталь требует отжига перед ковкой. Для выпрямления достаточно подержать ее разогретой до темно-красного цвета и дать остыть на воздухе. После этого потребуется разогреть заготовку до 800 С — о ее достижении говорит цвет вишнево-красного оттенка. Если металл стал темно оранжевым, достигнут верхний предел температуры 1100 С. Как только цвет меняется на тускло вишневый, следует повторять нагрев в печи.
Как ковать нож
Существует два варианта ковки ножа. Первый для опытных специалистов, умеющих обращаться с молотом. Металл надо отбивать так, чтобы он смещался от середины к краю, а острие округлять, протягивая заготовку по длине.
Второй способ чуть проще — пластине придается плоская форма молотом, после чего производится обдирка шлифмашиной. Этот процесс аналогичен ранее описанному, но мастеру стоит следить за тем, чтобы металл отрезался небольшими кусками.
Как закалить и отпустить металл ножа
Подшипниковая сталь требует , поэтому потребуется контролировать нагрев металла — насыпанная на лезвие соль начнет плавиться при температуре 800 С
После этого заготовку помещают в нагретое масло, соблюдая осторожность, так как вероятно воспламенение. При закаливании нельзя доливать масло или взбалтывать его, переворачивать заготовку
После закаливания металл отпускают нагревом до 200 С и постепенным остыванием. Последующие операции по заточке, доводке и сборке ножа описаны выше.
Оценка качества закалки
По окончании работы самодельный нож, который был перекован из старой пилы или любого иного отслужившего своё инструмента, следует проверить на качество. Для этого берётся напильник и делаются круговые движения по лезвию. Если удалось хорошо закалить, то он будет с лёгкостью скользить. Но если нож липнет к его поверхности и кромка гнётся, то это признак того, что процесс прошёл неправильно. Его явно необходимо провести повторно.

@tytmaster.ru
Проверяется качество по следующим признакам:
- хорошо закалённый нож сохраняет свою заточку долгое время;
- если клинок вступает в контакт с твёрдыми металлами, то он не деформируется;
- лезвие остаётся прочным, но одновременно с этим обладает гибкостью и пластичностью.
Если приспособление, которое подвергается закалке, выковано из стали с низким содержанием углерода, то охлаждать его в чистой воде нежелательно. В неё нужно насыпать немного обычной пищевой соли.
Закаливание ножа — процедура ответственная и требует определённого навыка и внимания. Но если соблюдать все нюансы технологического процесса, то результат себя оправдает. В любом случае не боги горшки обжигают! Затратив некоторое время на приобретение определённого навыка, можно будет уверенно показывать друзьям и знакомым результаты своих кузнечных трудов.
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.

Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
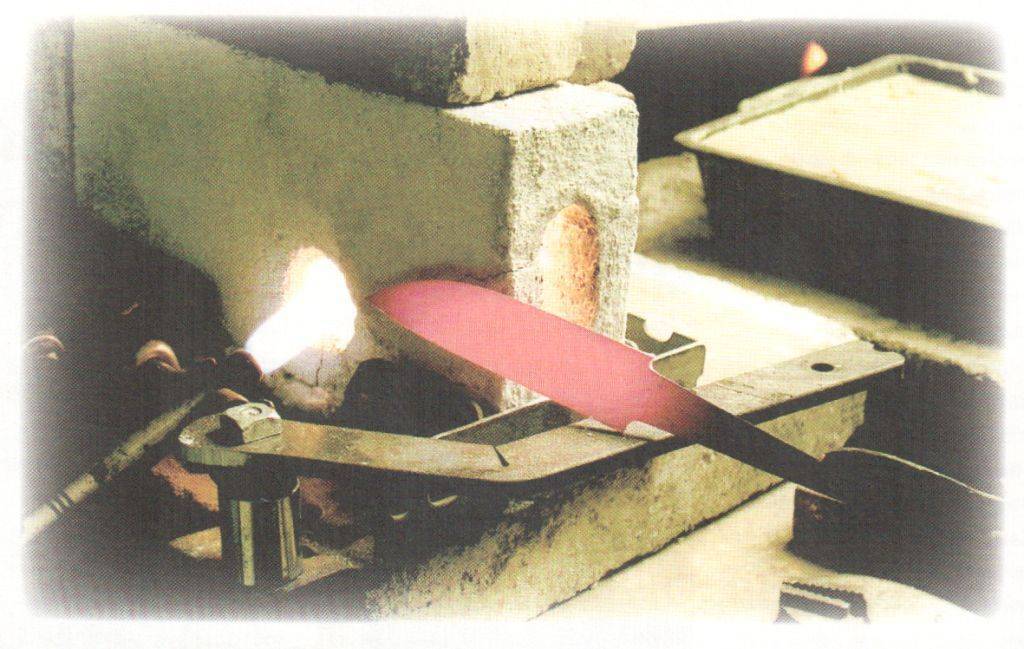
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен
О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.

Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).

Охлаждение заготовки ножа в масле
В том случае, если закалить надо стали других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения. При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение. Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.

Режимы термообработки быстрорежущих сталей

Режимы термической обработки легированных инструментальных сталей
Читать также: Недостаток литья в оболочковые формы
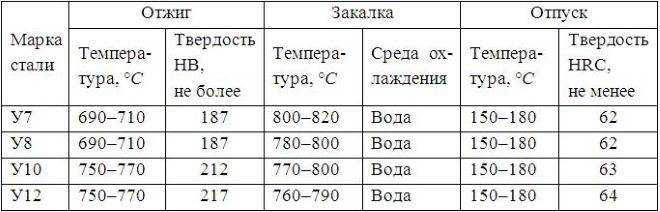
Режимы термической обработки углеродистых инструментальных сталей
Проверка твердости
Твердость металлов определяют двумя методами:
- По Бринеллю, в металл вдавливается металлический шарик.
- По Роквеллу, заключается во вдавливании конуса из прочной пирамиды (алмаз) небольшого размера.
При определении твердости по Бринеллю измеряют размер следа, оставленного шариком при надавливании с усилием, величина которого зависит от предполагаемой твердости и использованного шарика. В испытаниях используют шарики разного диаметра (1,…10 мм). Перерасчет показаний выполняют по формуле:



![Ковка ножа: из чего лучше делать [4 вида ножей и материалов]](https://labequip.ru/wp-content/uploads/1/a/c/1ac689166360eb759515debaaaa5a277.jpeg)






Где F – сила, прилагаемая на приборе, Н; D – диаметр шарика, используемого при проверке твердости, мм; d – диаметр отпечатка. Измеряется под микроскопом, у которого имеет специальная линейка. Точность измерений до 0,01 мм.
Данный метод рекомендован для определения твердости не более 300…320 единиц. Если требуется определить более твердые предметы, то используют прибор Роквелла. По этой шкале информацию обозначают HRC и числовое значение.
На основании многочисленных исследований установлено, что для ножевой стали показатель HRC 55…63 будет довольно высоким. При проектировании зубчатых передач и изготовлении шестерен также выполняют закалку поверхности зубьев. Конструкторы задают твердость до HRC 52…58. Металлорежущий инструмент (резцы, сверла, долбяки, фрезы) имеют твердость HRC 60…65.
Подготовка к работе
На подготовительном этапе следует придумать форму клинка и рукоятки к нему. Эти детали необходимо отобразить на чертеже будущего изделия. Отметьте на эскизе также метод их крепления. Профессиональное изготовление кинжала из напильника предполагает применение ковки железа в кузне.
Это обеспечивает прочность металла, придавая ему эластичность, позволяет убрать лишнюю толщину уплощением стали ударами молота, а также ускоряет процесс изготовления стилета, снижая затраты времени на его последующую обработку. При отсутствии кузнечного оборудования и специальных навыков можно изготовить хороший самодельный нож и без ковки. Его качество не будет уступать выполненному опытным кузнецом при условии подбора настоящего советского напильника.
Также определить качество металла позволит обработка на точильном станке — у обычной стали появится множество длинных пучков искр, а у высоколегированной образуется пышный сноп искр небольшой длины.
Читать также: Картофелекопалка транспортерная для мотоблока своими руками чертежи
Первый этап изготовления ножа своими руками — обжиг. Нагревание металла обеспечивает его податливость, необходимую для механической обработки. Поэтому сделать нож из напильника без термообработки невозможно.
Как изготовить камеру для закаливания металла
Для закалки клинка лучше изготовить специализированную печь. Печь позволяет закалить металл, нагревая его до определенных температур по заданному графику и так же по плану охлаждать. Камера печи имеет габариты 20×10×7,7 см и делается из огнеупорной глины.
Сначала потребуется изготовить каркас из плотного картона. Картон надо пропитать парафином, чтобы сырая глина не прилипла к нему. На каркас наносится слой сырой глины таким образом, чтобы полностью облеплять его. Особенно тщательно нужно вылепить стыки, чтобы там не осталось щелей. Отдельно лепится дверка.

Самодельная камера для закаливания металла
Обе заготовки нужно высушить на открытом воздухе. После высыхания их прокаливают в печи при 90-110 °С, удаляя остаточную влажность. Далее следует довести температуру до 900 °С для окончательного обжига. Остывать заготовки должны медленно, в закрытой печи. Петли для дверцы следует навесить таким образом, чтобы она открывалась в горизонтальной плоскости.
Теперь настало время сделать нагреватель. Потребуется проволока из нихрома, диаметром 0,75 миллиметра. Следует отмерить 18 м проволоки и аккуратно и ровно, виток к витку, но без касаний, намотать ее на корпус печи. Обмотку промазывают сырой глиной, чтобы исключить возможность межвиткового замыкания. В корпусе следует проделать отверстия: одно для установки измерительной термопары, другое — для визуального наблюдения. Весть самодельная печка будет около десяти килограммов.
Изготовление горна
Это оборудование можно купить или сделать самостоятельно. Это специальная печь, позволяющая достигать высоких температур. Посмотрим, можно ли ее сделать дома.
Инструкция по изготовлению простого горна
- Купите шамотный кирпич, он устойчив к нагреву до 2500 градусов.
- Внутри трубы – цилиндр диаметром около 10 см.
- Снаружи кирпичная облицовка.
- Для укрепления используйте стальные уголки.
- Сверху цилиндра, посередине горна установите чугунный колосник.
- К трубе снизу прикрепите вентилятор и заглушку, чтобы очищать золу.
- Оборудуйте систему вентилями, чтобы можно было при необходимости прочистить ее.
- Поставьте новое оборудование на ножки по росту мастера.
Комментарии
- виталий: 30.07.2015 в 04:34
Здравствуйте,у меня такой вопрос.Сколько по времени клинок нужно держать в свинце для отпуска? Зарание Благадарю!
- Тарас:
04.08.2015 в 18:41
Используемая обычно для изготовления напильников сталь У10 (У10А, У12 и т.п.) при температуре 300 градусов (в расплавленном свинце) имеет свойство терять твёрдость. Такой отпуск может привести к необходимости частой правки ножа, тем не менее для этих целей можно будет использовать первый попавшийся под руку камень. Я бы отпускал в духовке (муфеле, расплаве солей) при температуре 180-200 градусов в течении одного — двух часов. При этом получается твёрдость около 60 HRC. Также можно произвести зонную закалку с самоотпуском: опускать в закалочную среду только режущую кромку, а обух оставлять на поверхности. Попробуйте изучить тему закалки традиционных японских мечей, их способ также заслуживает внимания.
- Александр:
13.09.2015 в 13:49
Здравствуйте, а доводку и заточку проводить уже после отпуска? Заранее спасибо.
- Тарас:
14.09.2015 в 09:18
Александр, заточка и доводка — это финальные операции. Проводятся в самом конце, после того как готова рукоять и ножны (если они есть). Иначе порезы обеспечены.
- Тар-к:
14.09.2015 в 20:57
Здравствуйте. Если после закалки клинка: вода (1 сек.), потом в масло до полного остывания, на клинке выгорел верхний слой метала и появились рефленые пятна, может ли это негативно сказаться на качестве клинка? Закаливал углями, клинок погружал в трубу с закупуреным концом, насыпал в нее углей и разогревал, чтобы углерод не выгорал.
- admin:
16.09.2015 в 09:53
Тут может быть несколько вариантов. Самый вероятный — при погружении в воду от металла частично отлетела окалина. Это не страшно, после закалки в любом случае шлифовать придется. Вопрос в том, почему образовалась эта окалина. Тут можно только гадать, поскольку неизвестно, чем, была нагрета труба, до какой температуры и сколько времени была выдержана температура. Вообще в таких случаях желательно фото конечного результата.
- Антон:
22.12.2015 в 13:42
Подскажите, сколько держать заготовки в отработке?
- womanblog:
12.12.2016 в 16:44
Мужики добыл нож от рубанка. Сделал заготовку. Мне сперва сделать спуски с запасом чтобы потом шлифануть, после закалки? Я всё правильно понял? Или такую сталь не надо закаливать. Такая хорошо держит.
- Андрей:
23.12.2016 в 20:13
Скажите пожалуйста, если клинок с напильника отполировать, он совсем не будет ржаветь (даже если оставить лезвие мокрым)? И для чего травят клинок?
- Семен:
24.03.2017 в 16:02
Качественный материал, только в статье упущен финальный аккорд — заточка ножа. Ведь от этого процесса зависит работоспособность изделия. Не секрет, что финальная доводка ножа производится на дорогих японских камнях. Камни действительно дорогие и купить их проблематично. Рассказываю, как заменить японский камень. Берём обыкновенную фарфоровую кружку, переворачиваем её и об дно точим нож. Результат вас шокирует. Ножом, заточенным таким методом можно спокойно бриться. Пробуйте!
- Владислав:
24.03.2017 в 20:36
Делать ножи меня учил отец. Именно он привязал мне эту любовь к холодному оружию. Работаю я на сталеварном заводе, именно там заготавливаю основу для ножа. Ручку делаю из древесины, закупаю ее в магазине, а потом уже начинаю творить. На моем счету около 100 изготовленных ножей, собрал уже целую коллекцию. Советую всем попробовать сделать нож своими руками, это действительно круто.
-








Выбор формы спусков
Геометрия спусков или форма поперечного сечения клинка выбираются исходя из назначения ножа и предполагаемой сферы применения. Чаще всего встречаются такие профили:
- Прямой клин от обуха. Сечение представляет собой равнобедренный треугольник. Наиболее универсальная форма, сочетающая в себе устойчивость режущей кромки к ударам умеренной силы и невысокое сопротивление во время реза.
- Вогнутые спуски. Такой профиль характерен для опасных бритв: очень нежная режущая кромка, не терпящая ударов и боковых нагрузок, высокие режущие качества. Ножи с таким профилем удобны при небольшой глубине реза, с ее увеличением значительно возрастает сопротивление.
- Выпуклая линза. Наиболее простой в освоении профиль. Линзовидные клинки предназначены для тяжёлых работ и особенно популярны у туристов и выживальщиков. Один из самых известных примеров – шведский Fallkniven «F1»

Существуют также несимметричные спуски, например, у традиционных японских ножей, которыми пользуются профессиональные повара. Для их выведения необходим определенный опыт и специальное оборудование.

Тонкости
Если вы занялись закалкой ножей в домашних условиях, то стоит знать, что далеко не каждый нож, который попадает вам в руки, подходит для испытания температурой.
Оптимально этот способ подходит для изделий, во время производства которых использовалась нержавеющая сталь. Это может быть высокое ее содержание, а может быть сплав, в составе которой будет нержавеющая сталь или никель, например. Такие ножи являются намного прочнее, чем их собратья из высокоуглеродистой стали.
Кроме того, закалка может проводиться по всей площади клинка, а может быть задействована на отдельной области, которая нуждается в увеличении прочности. Первый вид называется глобальным, второй был назван локальным.
Способы закаливания
Способов закаливания существует, по сути, 2 типа. На открытом огне и в печи. Но, к сожалению, в обычном костре поднять температуру выше 900 градусов, не получится. Тогда приходит на помощь печь. Ее можно изготовить самостоятельно. Это довольно непростой процесс, но изготовив ее единожды, она прослужит вам достаточно долго. Тем более если вы начинающий мастер, она вам просто необходима.
В камере
Далее мы поговорим, как сделать самостоятельно муфельную печь для правильной термообработки заготовок, а сейчас просто и коротко опишем процесс закалки в ней, сталь клинка будет использована 50Х14МФ:
- Прогреваем печь до нужной температуры, в данном случае 1070 градусов, и погружаем клинки в печь.
- Загрузив клинок в печь, разогреваем печь опять до 1070 градусов, и при данной температуре начинается отсчет времени. Принцип прост: 1 минута 40 секунд, на каждый миллиметр толщины клинка.
- По прошествии нужного времени, клинок вытаскивают и охлаждают на воздухе, в течение 15 минут под небольшим прессом.
- Затем производится отпуск металла в духовке при 200 градусах.

Закалка ножа в камере выполненной в домашних условиях. При данном процессе сталь получает твердость в 56 HRC.
На открытом огне
Способ, можно сказать, опробованный нашими предками и ему уже много лет. Чтобы правильно закалить сталь, без каких-либо точных измерительных приборов, так сказать «на глазок», нужна внимательность, и наберитесь терпения. Единственным способом проверки может являться магнит. Когда металл достигает определенного для него точки накала, так называемой точки Кюри, он перестает взаимодействовать с магнитом.
И еще один признак, это цвет самой заготовки, она должна стать темно-красной. Но также в процессе нужно следить, чтобы не появлялось синих или черных пятен, это говорит о перегреве. Заготовку стоит класть в угли, когда цвет пламени от них будет малиновый.
Что потребуется:
- минеральное масло в емкости (можно отработку);
- ведро с водой;
- хорошо подготовленные угли;
- длинные металлургические клещи.

Закалка ножа на открытом огне.





