

Принцип работы
Диаметр отверстия, получаемый сверлением, ограничен. Для его увеличения делается расточка.
В шпинделе крепится расточная головка. Резец вставляется в паз ползуна, режущая кромка выставляется по оси вращения. Ходовым винтом инструмент подводится на нужный размер – отверстие плюс глубина резания.

При вращении шпинделя закрепленная на столе деталь движется в сторону станины. Вращающийся по кругу резец обрабатывает отверстие на заданный размер. Затем ползун смещается наружу, и так за каждый проход снимается стружка, увеличивается размер внутренней полости.
Расточка отверстий малого диаметра выполняется торцевыми резцами с длинным стеблем-оправкой. Он вставляется в торец ползуна. Расточка до нужного размера обеспечивается сменой резцов с разной величиной головки. Такие инструменты продаются комплектами с указанием минимального и максимального диаметра.

Растачиваемые отверстия делятся:
Их растачивают одним типом головки, меняют только резцы. Для сквозного устанавливают обычные проходные. Дно глухих полостей зачищают торцевыми с 2 режущими кромками.
По механизму работы и настройки расточные головки делят:
- с ручной подачей;
- автоматические.
Каждый вид имеет свои преимущества.
С ручной подачей
Станочник перемещает салазки с закрепленным в нем резцом вручную, проворачивая ходовой винт ключом. В простых приспособлениях после каждого прохода отпускаются винты, подвигается резец на глубину реза, и снова затягивается крепеж.
Такие приспособления можно сделать самостоятельно. Они жесткие, простые, способны снять за один проход толстый слой металла. Поймать размер с припуском 0,005 мм головкой с ручной подачей сложно. Расточными головками с ручной подачей изготавливают только отверстия с ровными поверхностями одного размера.
С автоматической радиальной подачей
Автоматическая подача осуществляется за счет специальной муфты, передающей при включении вращение со шпинделя на ходовой винт. Это позволяет менять положение резца на любом участке по длине отверстия и выполнять канавки, конусы, фигурные вырезы.
Приспособления с автоматической радиальной подачей ползуна – резца, менее жесткие. Они снимают за один проход не более 0,02 мм металла. Точность настройки высокая, до 0,002 мм.
Универсальная делительная головка токарного и фрезерного станка
Токарное и фрезерное оборудование предназначается для проведения работ, связанных с механическим удалением металла с заготовки для придания требуемой формы и размеров. Для выполнения некоторых работ требуется дополнительная оснастка, к примеру, универсальная делительная головка, устанавливаемая на фрезерном оборудовании.
Сегодня она встречается довольно часто, так как позволяет проводить обработку сложных поверхностей. Как правило, поворотная головка для фрезерного станка изготавливается и устанавливается на момент выпуска самого оборудования, так как подобрать наиболее подходящий тип оснастки достаточно сложно. Рассмотрим это устройство подробнее.
Классификация устройства
Делительная головка для фрезерного станка таблица технических параметров определяет то, какие именно работы можно проводить на той или иной оснастке. Рассматривая классификацию делительной головки, отметим следующие разновидности устройства.
- Простая модель. Ее отличительными чертами можно назвать небольшой вес и простоту управления. часть конструкции представлена шпинделем, который соединен с дисковым лимбом.
- Совмещенная модель. Подобный вариант исполнения можно регулировать специальной рукояткой. Путем увеличения количества нажатий можно увеличить удаление центровой оси обрабатываемой заготовки от установленного режущего инструмента.
- Универсальные образцы, представленные комплексными моделями. Настройка в этом случае проводится при помощи дискового элемента и рукоятки. Сложность конструкции обуславливается наличием дифференциальных зубчатых шестерен.
Ремонт практически каждого варианта исполнения сложен, так как нужно знать принцип работы и проводить изготовление всех деталей.
Изготовление своими руками
Стоимость подобной оснастки может быть весьма велика. Именно поэтому многие задаются вопросом, как сделать делительный диск своими руками. Чертеж будущего изделия создается в зависимости от особенностей оборудования, на котором будет проводиться установка делительной головки. Кроме этого, понадобятся следующие компоненты.
- Токарный патрон с лимбом.
- Ограничительный винт.
- Червячный редуктор, который можно получить при разборе старых станков или изготовить своими руками.
После изготовления изделия проводится настройка делительной части. Для этого можно использовать любую ранее изготовленную деталь. После получения определенных результатов выполняется финишная калибровка, позволяющая существенно повысить точность обработки.
Непосредственный процесс настройки элемента можно описать следующим образом.
Проводится трансформация 360 градусов диска на требуемое число делений, за счет чего происходит выделение секторов. Выводится расчетное значение синуса угла. Диск выставляется согласно полученному результату
Важно соблюдать высокую точность при установке рассматриваемой оснастки. Проводится фиксация корпуса при помощи специального механизма или рукоятки.
После этого можно проводить монтаж основной рабочей части инструмента
После этого можно проводить монтаж основной рабочей части инструмента.
Промышленные делительные головки могут обойтись более чем в 100 000 рублей. Самодельные устройства стоят около 40−50 тысяч рублей, однако обладают сравнительно меньшей универсальностью и надежностью, точностью в применении
Как ранее было отмечено, важно учитывать правильность установки
Достоинства
С помощью делительной головки, при работах по металлу на фрезерном станке, можно выделить следующие дополнительные функциональные возможности:
- значительно расширить спектр рабочих операций;
- обрабатывать заготовку, которая расположена в удобном или нужном положении относительно плоскости стола, как по вертикали, так и по горизонтали;
- упростить работы по металлу с заготовками различных размеров.
к меню
Классификация
Универсальные делительные головки имеют свое обозначение, по которому можно определить их основные рабочие параметры:
- УДГ 100 — обрабатываются заготовки диаметром 100 мм, размеры по основанию — 260×180 мм, вес — 25 кг;
- УДГ 125 — с ее помощью можно обрабатывать заготовки, максимальный диаметр которых не превышает 125 мм. Размеры основания — 260×180 мм. Вес — 28 кг;
- УДГ 250 — максимально допустимый диаметр обрабатываемой заготовки — 250 мм, габариты — 260×180 мм, вес — 53,6 кг;
- УДГ 320 — заготовка не должна превышать по диаметру 320 мм, размеры по основанию — 290×234 мм, вес — 101 кг;
- УДГ 400 — самая большая делительная головка, которая позволяет работать с заготовками сечением до 400 мм. Габаритные размеры основания — 290×234 мм, вес — 106 кг.
Все вышеперечисленные приспособления имеют цену деления на лимбе 15º.
Универсальная делительная головка УДГ-250
Многие параметры являются одинаковыми, так как использование данных устройств рассчитано на стандартное оборудование. Различие в основном — по диаметрам обрабатываемых деталей — чем он больше, тем крупнее и тяжелее устройство.
Используется еще один тип обозначений. К примеру — УДГ 40 Д250. Это означает, что делительная головка является универсальной, для полного оборота шпинделя требуется повернуть рукоятку 40 раз, максимальный диаметр обрабатываемой детали не должен превышать 250 мм. к меню
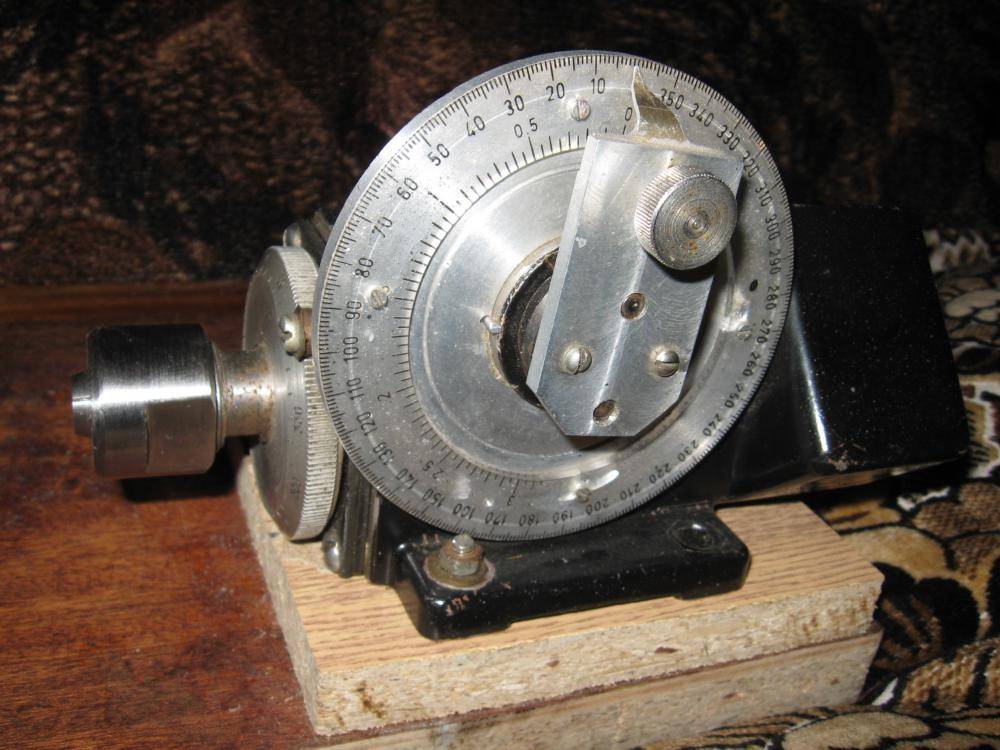
Оптическая делительная головка
Такое устройство используются для выполнения особо точных делений, и в некоторых случаях, для проверки правильности выполненного деления на другом устройстве.
Наверху головки имеется окуляр микроскопа, в оптическую систему которого помещена неподвижная шкала. Цена деления в ней равна 1′, а общее количество частей 60-ти. Деления просматриваются настолько четко, что отсчитать долю в ¼ минуты не представляет никакой сложности.
Рассчитывается угол поворота шпинделя также как и для механической головки. Но следует учесть, что необходимо составлять таблицу всех последовательных углов, так как они суммируются. к меню
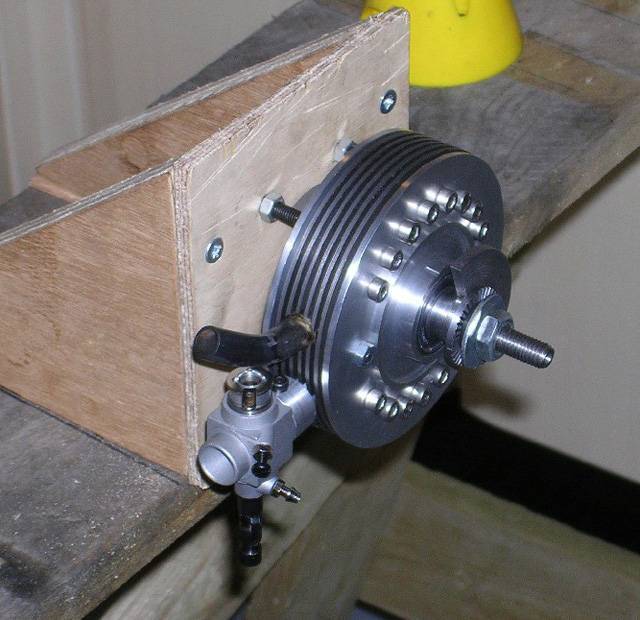
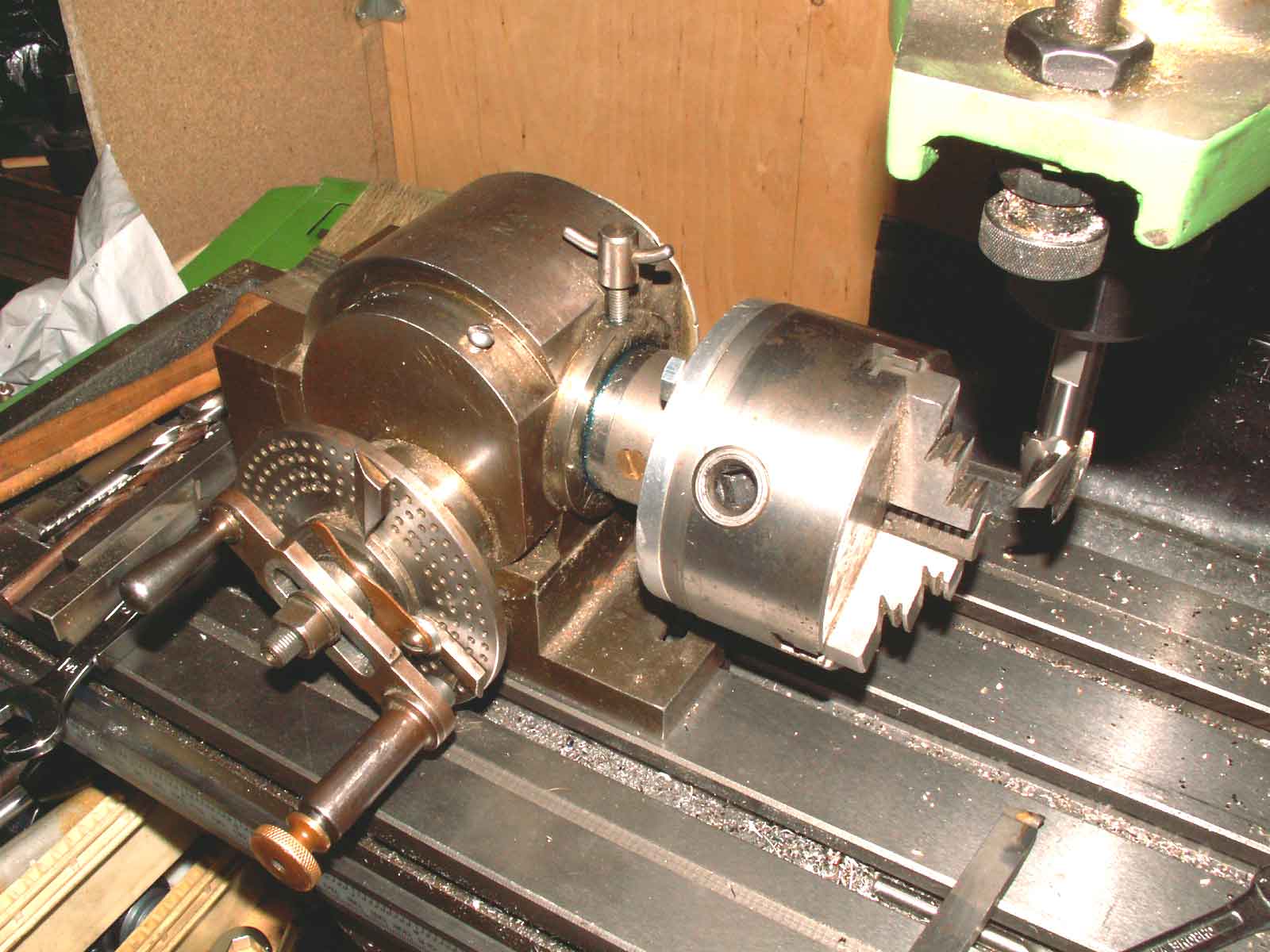
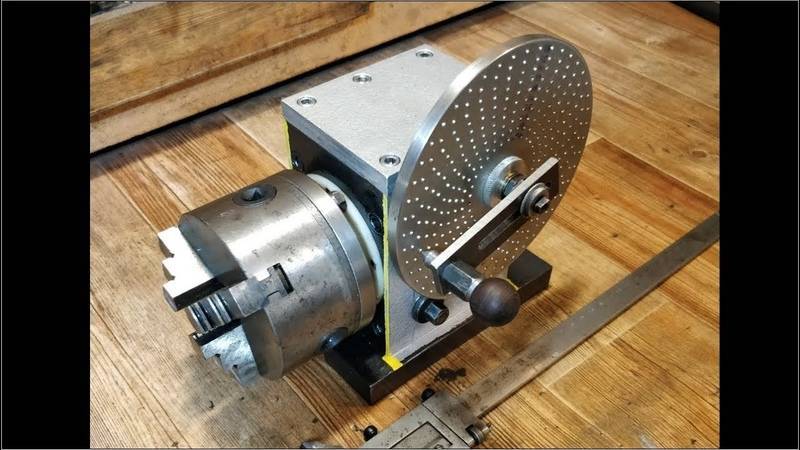
Самодельная делительная головка
При небольших объемах работ по металлу проводимых своими руками, покупать дорогостоящее дополнительное оборудование не имеет смысла, так как затраченные вложения никогда не окупятся.
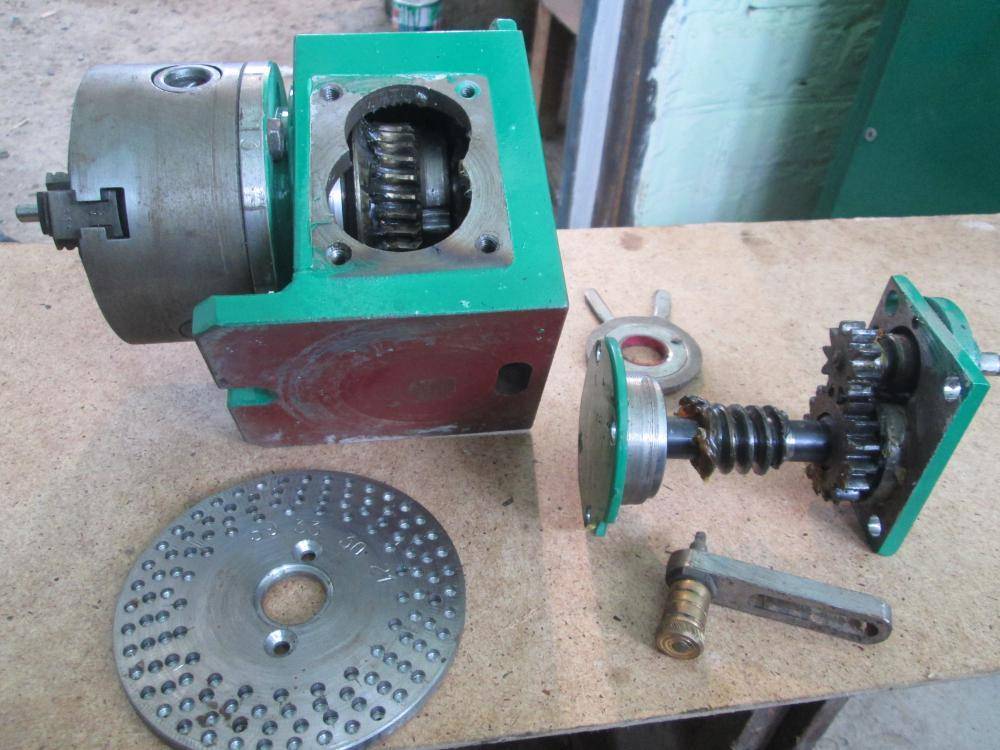
Самодельная делительная головка
Но домашним мастерам, имеющим в своем распоряжении фрезерный станок, такое приспособление, как делительная головка, все же необходимо. Для ее создания понадобится червячный редуктор, токарный патрон, диаметром в пределах 65 мм, и диск (лимб).






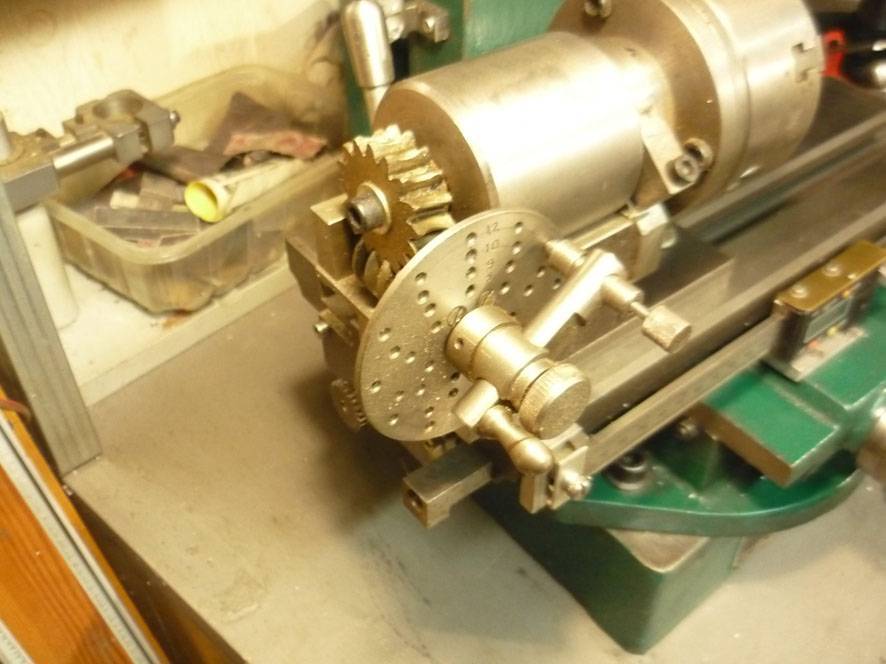
Компоновка этих элементов является стандартной, ничего нового придумывать не нужно. Деления (отверстия) на диске делаются под свои индивидуальные потребности. Все остальное аналогично промышленным вариантам.
После сборки самодельной конструкции необходимо провести ее юстировку. Это делается после того, как деталь сделанная на фрезерном станке при использовании самодельной делительной головки, сравнивается по параметрам с заводским образцом. к меню
Дополнительная информация
Использование различного вида фрезерных головок позволяет выполнять обработку деталей на одном станке, в то время как без их применения, необходимо задействовать несколько. Существует дополнительное оборудование для фрезерных станков в виде таких типов головок:
- угловая;
- расточная;
- долбежная.
В свою очередь они могут быть изготовлены в нескольких вариантах, например — со сменными ножами или пластинами.
Головка делительная полууниверсальная HOMGE BS-0
Угловая головка также имеет несколько вариантов исполнения:
- головка 90º:
- модульного типа;
- универсальная.
Все эти дополнительные приспособления (угловая, расточная, долбежная головки) значительно повышают точность и увеличивают производительность фрезерного оборудования, так как позволяют осуществлять вертикальную и горизонтальную обработку, а также проведение работ под углом, без переустановки заготовки.
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Это интересно: Делительные головки для фрезерных станков — виды, инструкции
Изготовление своими руками
Стоимость подобной оснастки может быть весьма велика. Именно поэтому многие задаются вопросом, как сделать делительный диск своими руками. Чертеж будущего изделия создается в зависимости от особенностей оборудования, на котором будет проводиться установка делительной головки. Кроме этого, понадобятся следующие компоненты.
- Токарный патрон с лимбом.
- Ограничительный винт.
- Червячный редуктор, который можно получить при разборе старых станков или изготовить своими руками.
После изготовления изделия проводится настройка делительной части. Для этого можно использовать любую ранее изготовленную деталь. После получения определенных результатов выполняется финишная калибровка, позволяющая существенно повысить точность обработки.
Непосредственный процесс настройки элемента можно описать следующим образом.
Проводится трансформация 360 градусов диска на требуемое число делений, за счет чего происходит выделение секторов.
Выводится расчетное значение синуса угла.
Диск выставляется согласно полученному результату
Важно соблюдать высокую точность при установке рассматриваемой оснастки.
После этого можно проводить монтаж основной рабочей части инструмента.
Промышленные делительные головки могут обойтись более чем в 100 000 рублей. Самодельные устройства стоят около 40−50 тысяч рублей, однако обладают сравнительно меньшей универсальностью и надежностью, точностью в применении
Как ранее было отмечено, важно учитывать правильность установки
Делительные головки своими руками
Существенно повысить функциональность фрезерного станка можно при использовании специальной оснастки, которую называют делительной головкой.
Она используется при производстве сложных деталей, так как позволяет проводить поворот заготовки на определенный градус, который устанавливается оператором станка.
При покупке токарного или фрезерного станка можно рассчитывать на то, что в комплекте есть оснастка. В некоторых случаях можно сделать ее своими руками.
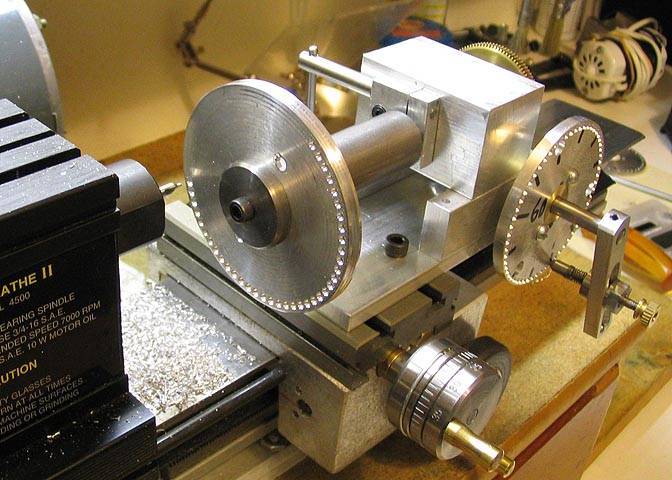
Самодельная делительная головка
Предназначение оснастки
Для того чтобы получить сложную форму зачастую нужно провести смещение заготовки относительно оси станка на определенный угол. Именно делительная головка может применяться для решения поставленных задач. Стоит отметить, что она может стать отдельной частью фрезерного или токарного станка, так и его составляющей.
Крепление проходит на станине токарного или другого станка. Крепление к станине может проходить несколькими способами, что зависит от типа насадки.
Положение подвижного элемента оснастки для токарного станка, устанавливается при помощи нескольких рукояток и диска.
Диски имеют определенные отверстия, которые позволяют сохранить положение инструмента, применяемого для установки угла.
Рассматриваемая оснастка для токарного оборудования используется для решения нижеприведенных задач:
- Используется фрезерный станок для получения канавок на поверхности детали. Для контроля глубины и ширины устанавливаются параметры, которые выдерживаются при обработке большой партии.
- На деталях проводится формирование граней. При создании гаек нестандартного размера, хвостовиков и различных инструментов нужно проводить использование делительной головкой, которая позволяет устанавливать размеры, угол и другие параметры с высокой точностью.
- Шлицы и пазы также довольно часто фрезеруются на поверхности. Зачастую для этого проводится смещение заготовки на определенный угол. При этом отметим, что делительная головка позволяет достигать размеров высокой точности.
Вышеприведенные моменты определяют то, что рассматриваемая оснастка зачастую просто незаменима. Сделать ее можно самостоятельно для фрезерного и токарного оборудования.
Можно ли сделать своими руками?
Стоимость рассматриваемого устройства промышленного образца достаточно велика, что связано с использованием дорогих материалов и современного оборудования при производстве.
Сделать делительную головку можно и своими руками, для чего следует учесть несколько моментов. Для выполнения несложной работы многие решают сделать поворотный механизм своими руками.
Для создания рассматриваемого элемента нужны следующие компоненты:
для начала требуется червячный редуктор. Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции
Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо; также понадобится токарный патрон и лимб. Оптимальный диаметр токарного патрона составляет 65 миллиметров
Их можно взять из чертежного кульмана; для того чтобы ограничить ход обработки устанавливается стопорящий винт
Оптимальный диаметр токарного патрона составляет 65 миллиметров. Их можно взять из чертежного кульмана; для того чтобы ограничить ход обработки устанавливается стопорящий винт.
Сама конструкция имеет достаточно много особенностей, которые следует учесть при изготовлении своими руками.
Существует определенная классификация системы смещения заготовки на определенный угол:
- Простые – довольно просто создать этот вариант исполнения, он прост в настройке и использовании. Основными элементами можно назвать шпиндель, на котором крепится заготовка, а вторым лимб, который имеет на поверхности несколько отверстий. Конструкция проста и надежна, но не может использоваться при получении сверхточных деталей.
- Комбинированные – управление выполняется с помощью рукоятки. Число нажатий оказывает то, что насколько заготовка отклоняется от центральной оси. Комбинированный вариант исполнения применяется при производстве сложного устройства.
- Универсальный – это устройство представляет сложный технологический комплекс, для управления которым используется рукоятка и делительный диск. Конструкция имеет несколько систем зубчатых колес. В некоторых случаях этот ДГ называют дифференциальным.






1 Виды делительных головок
Как дополнительное оборудование, для работ по металлу с профильными деталями, фрезерная головка может быть установлена на фрезерном станке любого типа (горизонтальном, вертикальном, универсальном).
Разделяются такие устройства по нескольким видам:
1.1 Простая делительная головка
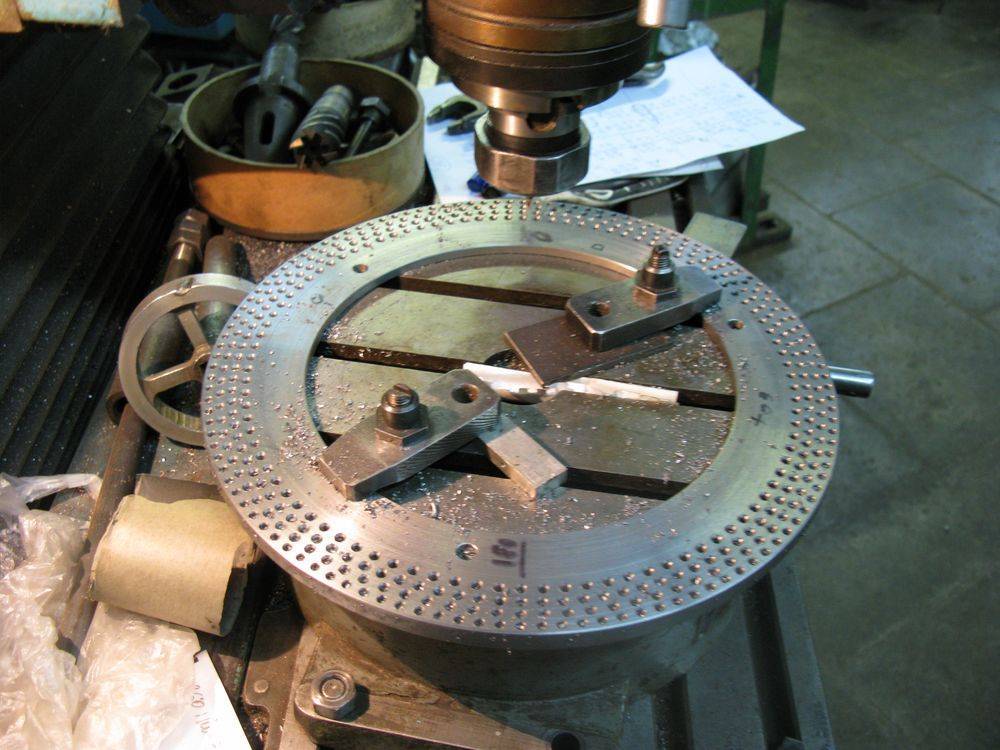
Применяется в случае, когда возникает необходимость деления окружности, по которой вращается обрабатываемая деталь. Такого типа приспособления имеют делительный диск (лимб), который закреплен на шпинделе самой головки и имеет отверстия или шлицевые деления, количеством 12, 24, 30, для фиксации защелки.

Простая делительная головка для фрезерного станка
Диски, которые имеют 12 отверстий (делений) позволяют разделить один оборот детали вокруг своей оси на 2, 3, 4, 6, 12 одинаковых частей. Наличие 24-х меток позволяет сделать такое же деление в следующем порядке — 2, 3, 4, 6, 12, 24 части. Диск, имеющий 30 отверстий, делит круг вращения детали на 2, 3, 5, 6, 15, 30 частей.
Изготовленные своими руками, под конкретные нужды в работе по металлу, диски могут иметь другие показатели по параметрам деления, в том числе и на неравные части.
В простой делительной головке шпиндель поворачивается с помощью червячной передачи. Червячное колесо, которое насажено на шпиндель, выполняет функции делительного диска с тремя рядами отверстий. При вращении рукоятки, которая находится на одном валу с червяком, происходит изменение положения шпинделя.
Использование червячной передачи позволяет получать плавное вращение, при котором задача попасть штифтом в нежное отверстие на диске значительно облегчается.
Такое устройство позволяет проводить деление, без каких либо дополнительных механизмов, простым поворотом диска. Этот метод деления называют непосредственным. Для выполнения более широких функций, простая головка может и не подойти, поэтому существует другой вариант — универсальный.
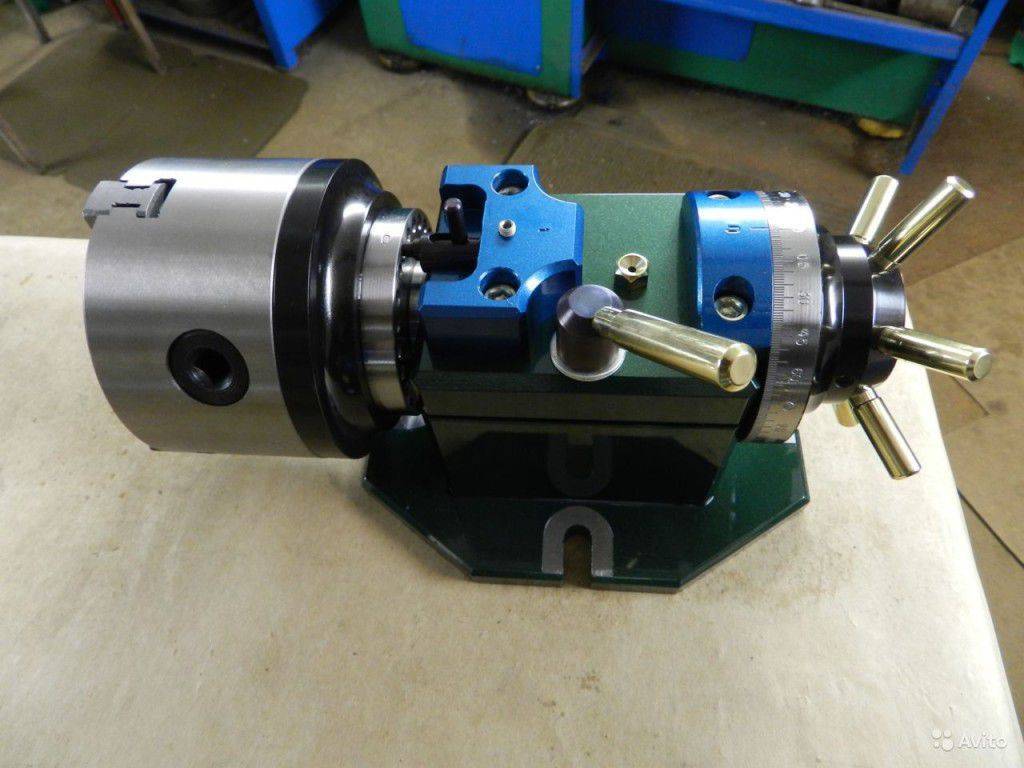
1.2 Универсальная делительная головка
Используется в случае необходимости установки обрабатываемой детали под определенным углом относительно плоскости рабочего стола. При этом возможен поворот детали на требуемый угол вокруг ее собственной оси вращения. Примером использования в работе с профильными деталями может быть нарезание винтовых канавок на цилиндрической заготовке.

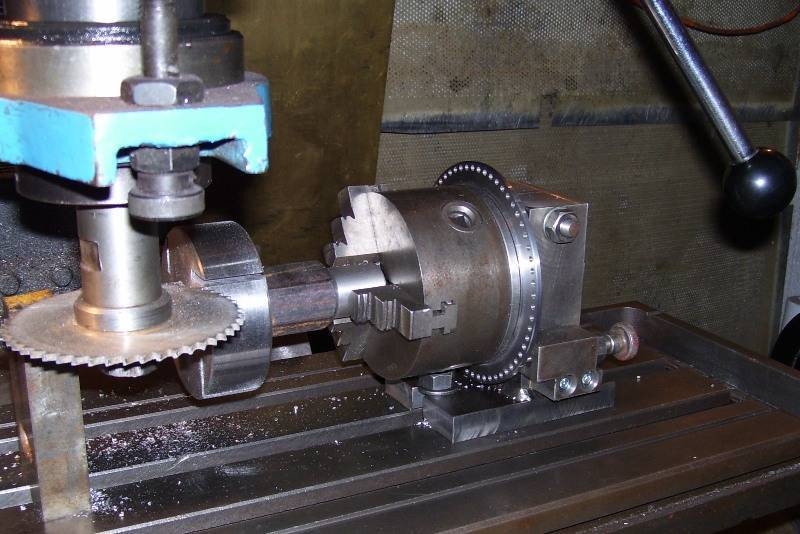
Универсальная делительная головка BS-0
Универсальная головка позволяет выполнять фрезерные работы по металлу с получением следующих форм:
- квадрата;
- шестиугольника;
- многогранника;
- равномерно расположенных по окружности зубьев;
- других форм (в зависимости от разметки на лимбе).
На фрезерном станке с использованием УДГ можно выполнять следующие операции:
- установку заготовки под заданным углом к рабочему столу;
- поворот заготовки вокруг собственной оси на заданный угол;
- постоянное вращение детали при нарезке винтовых канавок или зубьев;
- периодическое вращение заготовки на определенные доли круга вращения.
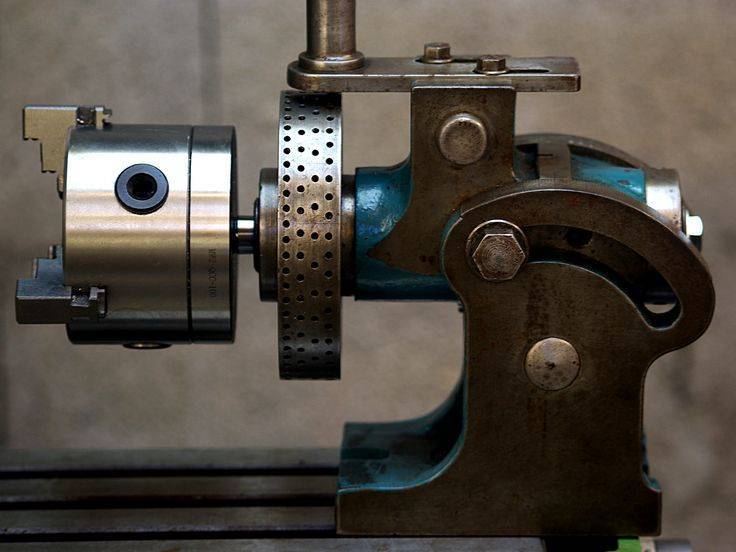
Конструкция делительной головки УДГ-Д-160
У делительных головок УДГ-160 делительные диски для простого и дифференциального метода деления выполнены двусторонними с глухими отверстиями: на одной стороне диска имеются окружности с числами отверстий 16, 17, 19, 21, 23, 29, 30 и 31, а на другой стороне — 33, 37, 39, 41, 43, 47, 49 и 54.
Делительный диск для непосредственного деления выполнен градуированным с ценой деления 1°. Установленный на корпусе головки нониус позволяет производить отсчет угла поворота шпинделя с точностью до 5′.
К делительным головке УДГ-160 прилагаются гитара и сменные зубчатые колеса с числами зубьев: 25, 30, 35, 40 50, 55, 60, 70, 80, 90 и 100.
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образования зубьев конических колес, зенкеров, зенковок и т. п., корпус поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания головки.
Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.
Делительная головка УДГ-Д-160 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
ТТХ
Отличие оснастки ЧПУ от механизмов с ручной подачей, в наличии независимого привода и подключения к электронной системе станка.
К тактико-техническим характеристикам приспособления относятся:
- мощность двигателя;
- частота вращения шпинделя;
- тип хвостовика и его размер;
- автоподача инструмента;
- размер радиального смещения резца;
- угол наклона хвостовика инструмента относительно оси шпинделя.
Для расточных головок в характеристиках указывается максимальный диаметр обработки. Размер рабочей части приспособления определяет минимальный размер отверстия, в которое сможет войти инструмент.
Важно!
Для фрезерных головок ЧПУ указывается максимальная подача и толщина снимаемой стружки за один проход, в зависимости от марки обрабатываемого металла.
Виды делительных головок
Как дополнительное оборудование, для работ по металлу с профильными деталями, фрезерная головка может быть установлена на фрезерном станке любого типа (горизонтальном, вертикальном, универсальном).
Разделяются такие устройства по нескольким видам:
- простая;
- универсальная;
- оптическая.
к меню
Простая делительная головка
Применяется в случае, когда возникает необходимость деления окружности, по которой вращается обрабатываемая деталь. Такого типа приспособления имеют делительный диск (лимб), который закреплен на шпинделе самой головки и имеет отверстия или шлицевые деления, количеством 12, 24, 30, для фиксации защелки.
Простая делительная головка для фрезерного станка
Диски, которые имеют 12 отверстий (делений) позволяют разделить один оборот детали вокруг своей оси на 2, 3, 4, 6, 12 одинаковых частей. Наличие 24-х меток позволяет сделать такое же деление в следующем порядке — 2, 3, 4, 6, 12, 24 части. Диск, имеющий 30 отверстий, делит круг вращения детали на 2, 3, 5, 6, 15, 30 частей.




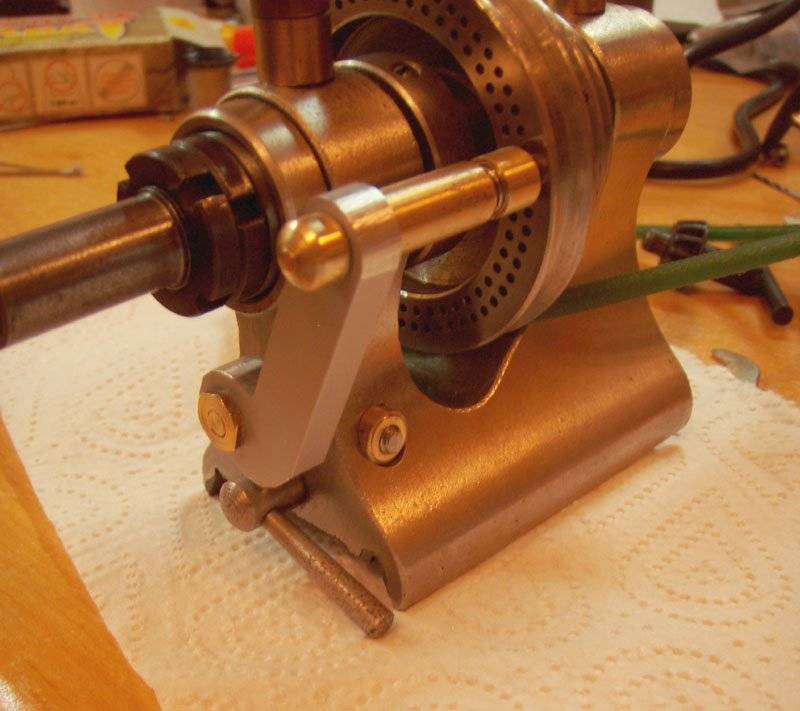

В простой делительной головке шпиндель поворачивается с помощью червячной передачи. Червячное колесо, которое насажено на шпиндель, выполняет функции делительного диска с тремя рядами отверстий. При вращении рукоятки, которая находится на одном валу с червяком, происходит изменение положения шпинделя.
Использование червячной передачи позволяет получать плавное вращение, при котором задача попасть штифтом в нежное отверстие на диске значительно облегчается.
Такое устройство позволяет проводить деление, без каких либо дополнительных механизмов, простым поворотом диска. Этот метод деления называют непосредственным. Для выполнения более широких функций, простая головка может и не подойти, поэтому существует другой вариант — универсальный.
к меню
Универсальная делительная головка
Используется в случае необходимости установки обрабатываемой детали под определенным углом относительно плоскости рабочего стола. При этом возможен поворот детали на требуемый угол вокруг ее собственной оси вращения. Примером использования в работе с профильными деталями может быть нарезание винтовых канавок на цилиндрической заготовке.
Универсальная делительная головка BS-0
Универсальная головка позволяет выполнять фрезерные работы по металлу с получением следующих форм:
- квадрата;
- шестиугольника;
- многогранника;
- равномерно расположенных по окружности зубьев;
- других форм (в зависимости от разметки на лимбе).
На фрезерном станке с использованием УДГ можно выполнять следующие операции:
- установку заготовки под заданным углом к рабочему столу;
- поворот заготовки вокруг собственной оси на заданный угол;
- постоянное вращение детали при нарезке винтовых канавок или зубьев;
- периодическое вращение заготовки на определенные доли круга вращения.
к меню
Универсальная делительная головка (видео)
https://youtube.com/watch?v=RyiyIhKHna0
к меню
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Это интересно: Электроконтактный манометр — схема подключения, типы, принцип работы
Конструкция детали и принцип работы
Вообще, расточная головка позволяет разместить как один, так и сразу несколько режущих элементов, однако советуют прибегать к оптимальной конструкции с двумя радиально расположенными зубьями, так как это:
- Способствует уравновешиванию радиальной составляющей силы нарезки, что положительно сказывается на точности;
- Значительно сокращает поток идущей от инструмента вибрации;
- В принципе положительно сказывается на динамике процесса расточки.
При этом увеличение зубьев положительно на работе не скажется, так как это влечёт за собой усложнение всей конструкции, плюс, лишает возможности оператора за станком работать на больших скоростях (чревато появлением брака).
Крепление расточной головки осуществляется в шпинделе станка(на основном исполнительном органе фрезерного станка, то есть, по сути, вращающем валу, который передаёт усилие от двигателя станка), при этом корпус детали накрепко фиксируется при помощи гайки (или группы гаек, или с помощью микрометрических винтов).
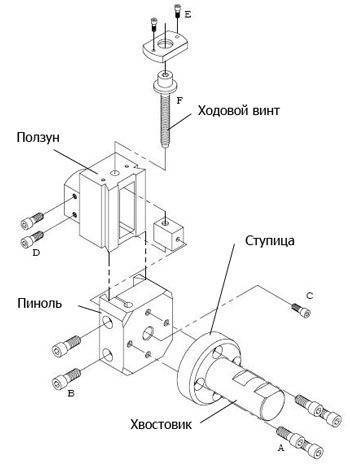
Основными же компонентами конструкции такого оборудования являются следующие детали:
- Ступица – центральная часть оборудования с небольшим отверстием, которое необходимо для насадки на крутящий элемент. Место крепления данной детали – это хвостовик, описанный ниже, крепёж осуществляется через четыре винта, два из которых дополнительно соединяют пиноль;
- Пиноль, который закрепляет уже режущий элемент;
- Ползун, который представляет собой перемещающуюся деталь внутри пиноли по двум направляющим с помощью ходового винта. С его помощью можно осуществлять регулировку положения режущего компонента относительно центра имеющегося отверстия;
- Конусовидный хвостовик, точно соответствующий по размерам переднему отверстию шпинделя. Через данную деталь передаётся вращение инструменту.
Процесс работы с расточной головкой заключается в следующем:
- Хвостовик вставляется в шпиндель (в конусовидное отверстие), после чего затягивается винтом для обеспечения герметичности;
- После этого деталь накрепко должна быть установлена в тисках или каком-либо другом подобном оборудовании;
- Если необходимо расточить отверстие менее 40 мм, то регулировка положения режущего компонента осуществляется только с помощью ползуна;
- В случае расточки отверстия большего диаметра (до 85 мм) следует сначала повторить описанное в пункте выше, после чего ползун переместить в его начальное положение, ослабить крепящие винты и перевести пиноль в ступицу до упора.
Ниже представленно видео подготовки расточной головки к работе и непосредственное ее использование.
Головки делительные универсальные пневматические
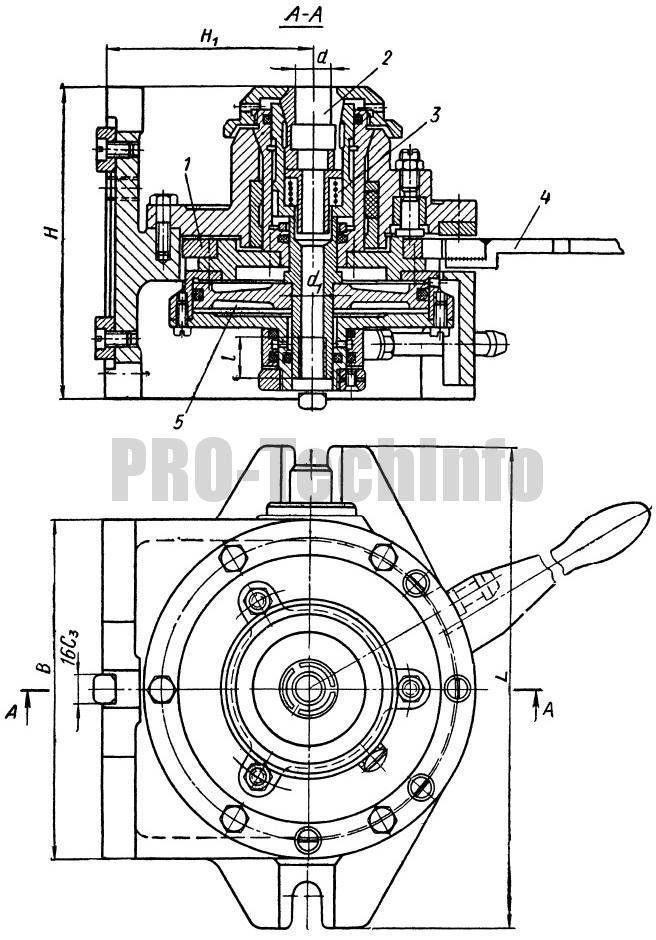
Головки делительные универсальные пневматические могут устанавливаться по двум взаимно перпендикулярным плоскостям, обеспечивая заготовкам вертикальное или горизонтальное положение относительно плоскости стола.
Делительный диск 1 имеет шесть (восемь) делений. Заготовку устанавливают в цанге 2; зажим — от пневматического цилиндра 5. Для раскрепления служит пружина 3. Поворот делительного диска с цангой производят рукояткой 4.
Размеры в мм
| d (доп. откл. по А3) | В | Н | Н1 | L | d1 | l | Диаметр поршня | Усилие на штоке в кгс при давлении воздуха в сети pиз=4 кгс/см2 |
| 25 | 205 | 190 | 128 | 290 | 20,4 | 30 | 160 | 830 |
| 35 | 260 | 200 | 160 | 345 | 30,8 | 35 | 210 | 1450 |





