

Сборка
- Обработка основания. После полного высыхания клея нужно снять струбцины и обработать место склейки, торцы и прочие поверхности.
- Установка механизма натяжения пильного полотна. Он устанавливается в посадочный паз, а сверху нужно расположить упорный элемент. Во время работы механизм должен быть жестко зафиксирован.

Установку шкивов
Необходимо обратить внимание на то, чтобы устанавливаемые шкивы должны располагаться параллельно друг к другу и легко вращались вокруг своей оси, при этом ось должна быть абсолютно статична. Не допускается сильного биения кругов, так как это может привести к соскальзыванию пильного полотна со шкива и травмированию мастера
Нижний ведущий вал должен проходить корпус насквозь и иметь с обратной стороны достаточный конец, чтобы можно было его зажать в патрон дрели. Верхний шкив устанавливается в механизм натяжения пильного полотна.

Установка режущего полотна. Пильное полотно должно быть установлено поверх торцов шкивов. Сначала оно должно свободно одеваться на эту конструкцию, а с помощью вращения ручки подстройки брусок с осью верхнего шкива перемещается вверх, увеличивая, таким образом, расстояние между центрами шкивов. При этом происходит натяжение ленты. После натяжки нужно затянуть винт a футорке для жесткой фиксации механизма натяжения.

- Установка пильного стола. Пильный стол располагается на горизонтальной поверхности основания, как показано на фото. Его площадь должна быть достаточной для комфортного процесса пиления заготовки. Необходимо заметить, что очень важна перпендикулярность стола пильному полотну, причем в двух измерениях – продольном и поперечном. Крепление стола выполняется саморезами. Хотя есть вариант его «посадить» на клей, а для прочности установить шканты.
- Установка электроинструмента. На самом последнем этапе нужно заставить эту конструкцию ожить. Для этого нужно хвостовик ведущего вала нижнего шкива зажать в патрон дрели. Как вариант можно использовать перфоратор или шуруповерт. Но мощность шуруповерта будет явно недостаточна, поэтому все-таки дрель или перфоратор.

Настройка и наладка. Прежде чем приступать к работе, включите ленточную пилу на холостом ходе. Проследите чтобы лента не соскальзывала и ходила ровно. Проверьте ее натяжение и фиксацию механизма натяжения пильного полотна.
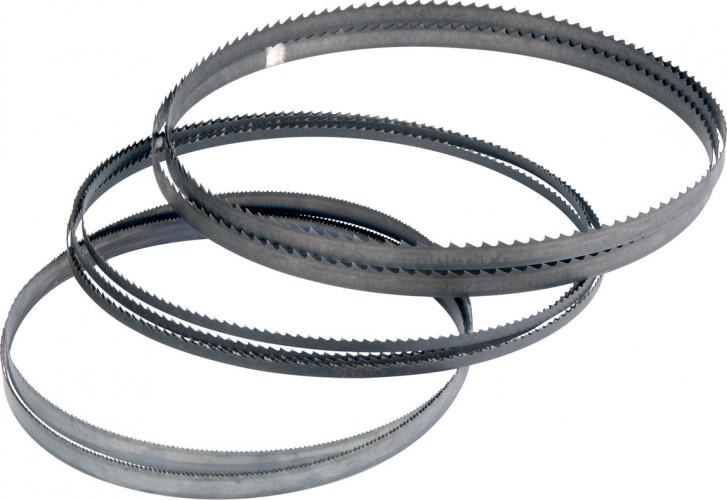
Полотно для ленточной пилы
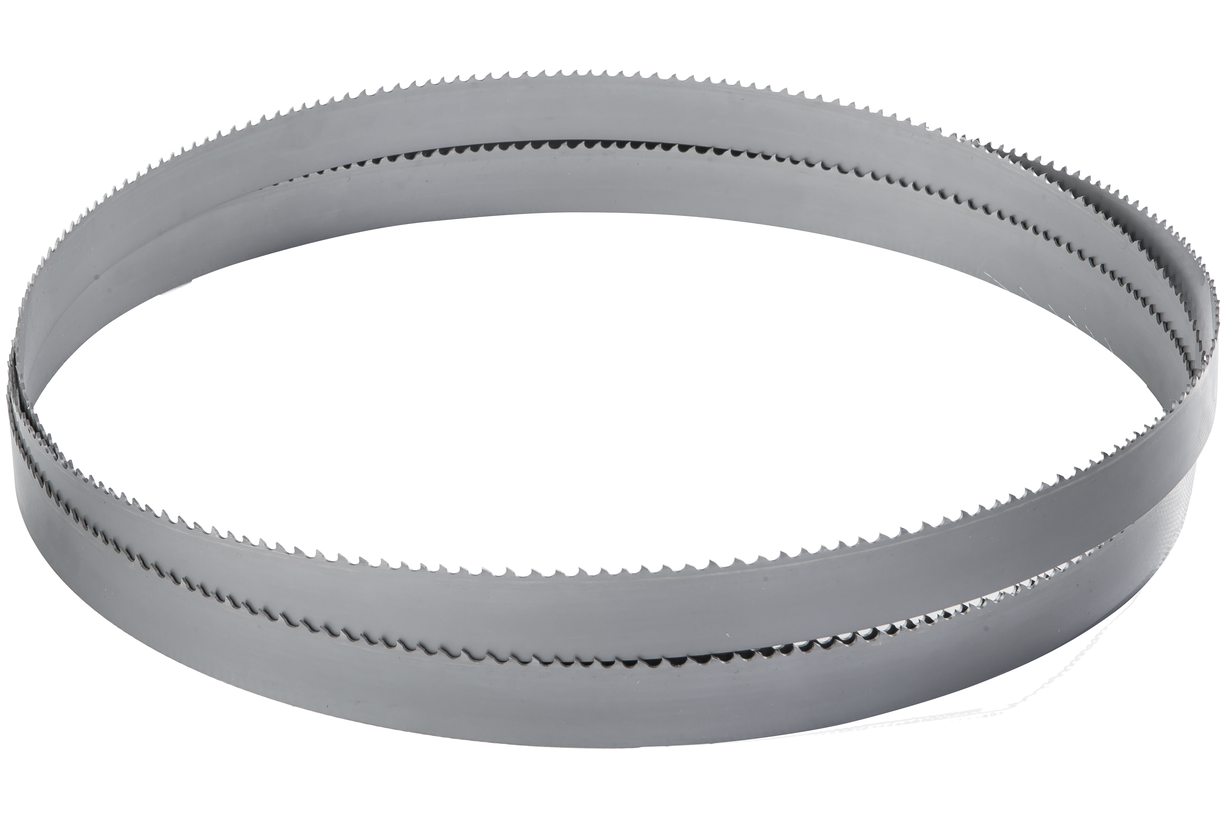
Незаменимым инструментом в производстве деталей сложной формы являются ленточнопильные станки. Специфика предприятия предопределяет конфигурацию оборудования, его эксплуатационные характеристики и выбор применяемых расходных материалов. Эффективность работы зависит от верного выбора нужной модели и экономической целесообразности применения. Для этого необходимо знать возможности ленточнопильного оборудования и принципы работы на нем. Ленточные полотна могут быть выполнены из различных сортов стали, иметь определенный шаг и развод зубьев.

Полотно ленточной пилорамы по дереву – это гибкая лента из металла, с одного края имеющая зубья. Особенностью конструкции является то, что лента закольцована. Она вращается между шкивами пилорамы и осуществляет распил бревен. В зависимости от материала изготовления, ширины и толщины, такая режущая оснастка обладает различным ресурсом. Хотя конструкция пильной ленты и понятна, а характеристики использующегося при ее изготовлении сплава можно узнать из описания, выбор такой продукции крайне сложен. Особенно для непосвященного в тонкости деревообработки покупателя.
Кроме пильной ленты для дерева существуют такие режущая оснастка для металла, пластика, композитного сырья и других материалов. Выбор такой продукции согласовывается с конструкцией пилорамы. Основная характеристика – расстояние между шкивами оборудования. Если вы собрали ленточную пилу по дереву своими руками, то перед отправкой в строительный магазин за пильной лентой, замерьте это расстояние. При оснащении режущей оснасткой пилораму, приобретенную в готовом виде, почитайте в паспорте оборудования, какая лента подходит для вашего станка.
Важным значением при выборе режущей части вашей пилорамы является материал изготовления ленты. На сегодняшний день такая продукция выпускается следующего вида:
- Биметаллические. Универсальные ленты из твердых сплавов (до 45 HRC). Благодаря использованию двух видов металлов, рабочий срок такой продукции довольно высок. Что позволяет снизить расходы на приобретения оснастки.
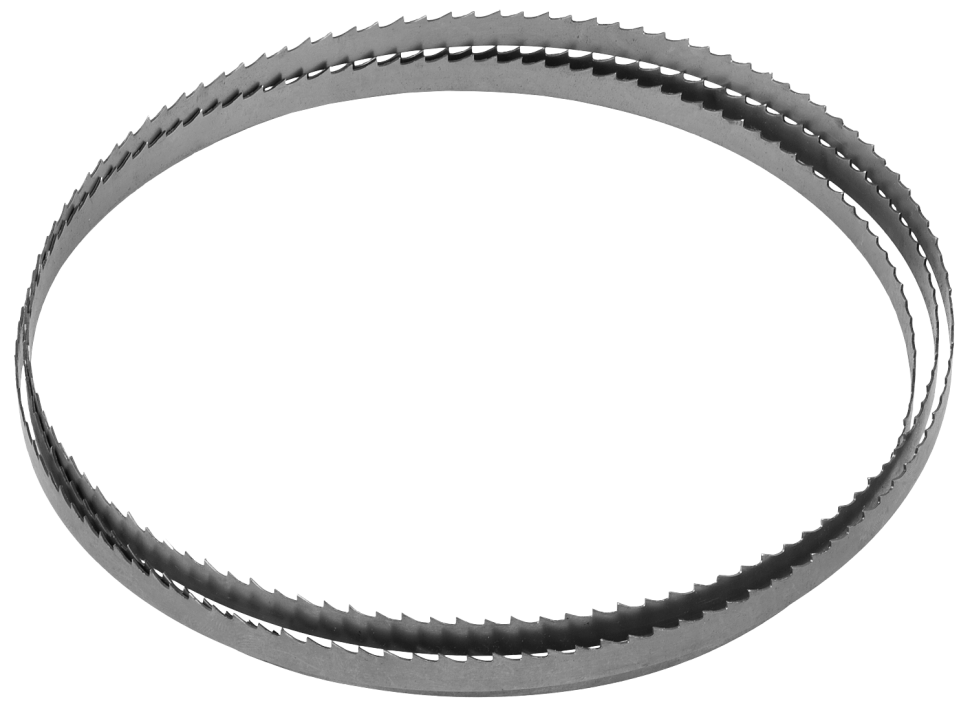
- Из инструментальной стали. Материал отличается доступной стоимостью и долговечностью. Хорошо подвергаются ремонту и заточки зубьев. Пользуются наибольшей популярностью в деревообрабатывающей отрасли.
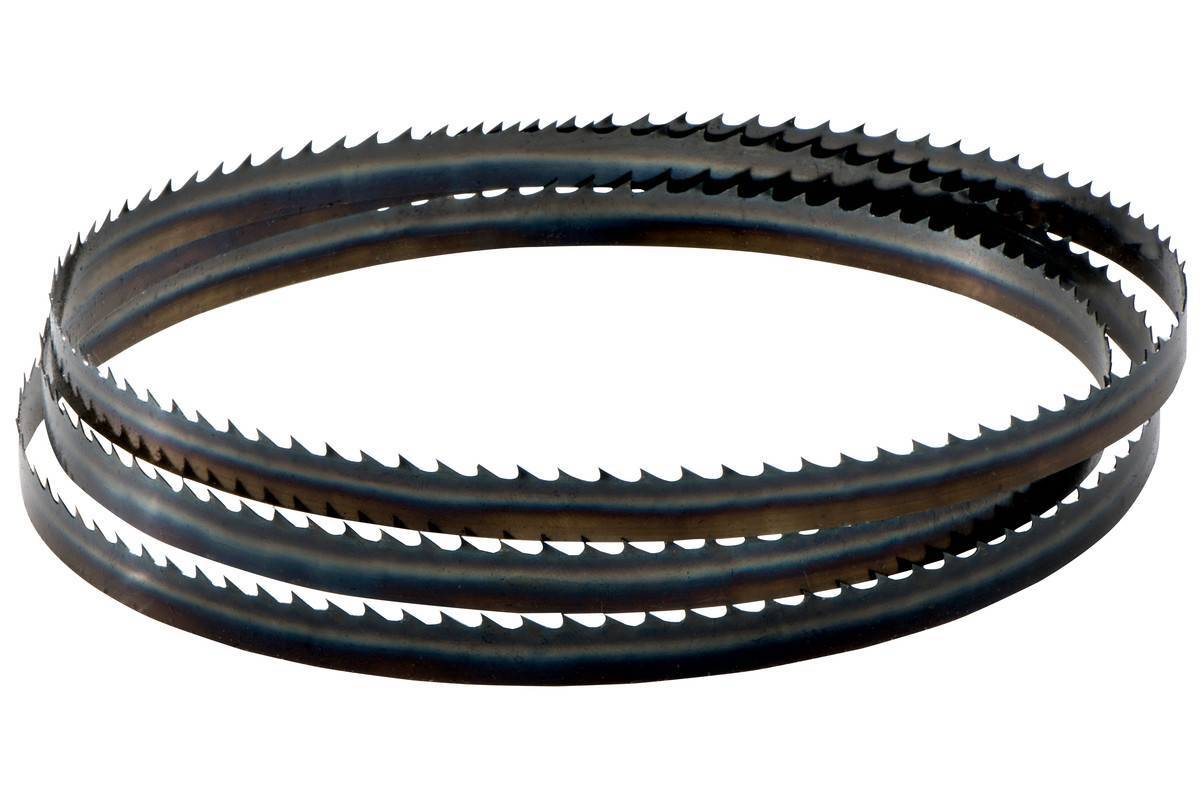
- Из твердых сплавов. Используются для распилки плотных материалов. При работе с вязкой и мягкой древесиной не эффективны. Требуют к себе деликатного отношения. Как точить ленточную пилу из твердых сплавов? Этот процесс невозможен без алмазного оборудования.
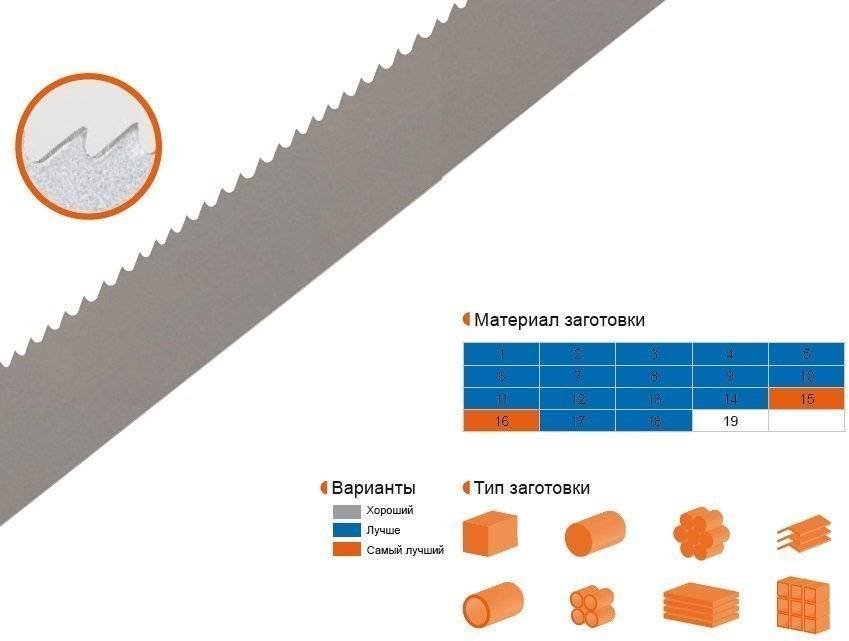
Рекомендации для подбора полотен для ленточнопильных станков.
Длина строго лимитирована для каждой модели станка +- 5мм, в пределах регулировки натяжения..
Ширина полотна должна быть максимально возможной в пределах условий решаемой задачи и спецификаций станка. Это значит, что если не требуется пилить по радиусу, то лучше ставить самое широкое полотно из тех, что допускает инструкция по эксплуатации. Широкое полотно прочнее узкого и выдерживает более высокое усилие подачи без прогиба. Когда требуется выполнить криволинейный пропил, учитывают, что минимальный радиус закругления должен быть как минимум втрое больше ширины полотна.
Шаг зубьев чаще всего обозначают числом перед аббревиатурой TPI, указывающим количество зубьев, приходящееся на дюйм длины полотна. Шаг подбирают в зависимости от материала, толщины заготовки и требуемой чистоты распила. Для дерева и пластика в контакте с заготовкой должно быть минимум три зуба, для металлов от 4 до 20. Чем чаще расположены зубья, тем чище будет распил, но меньше скорость подачи и предельная толщина заготовки.
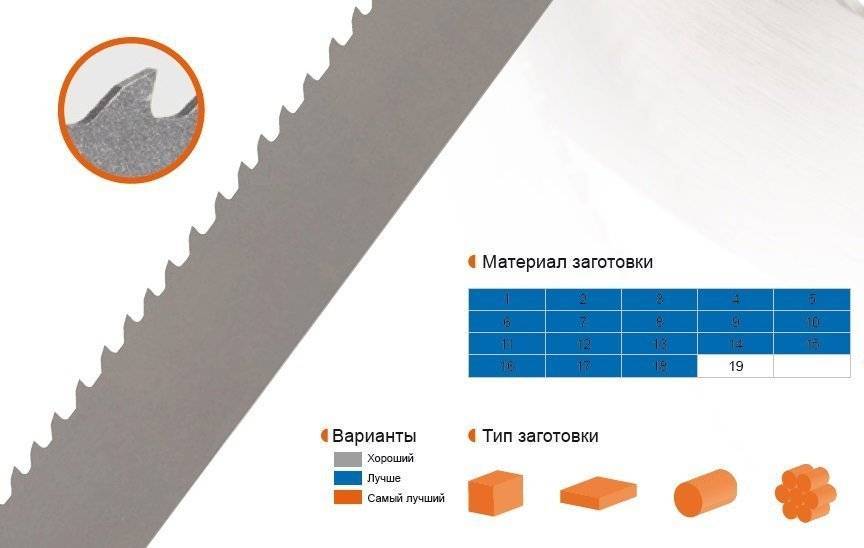
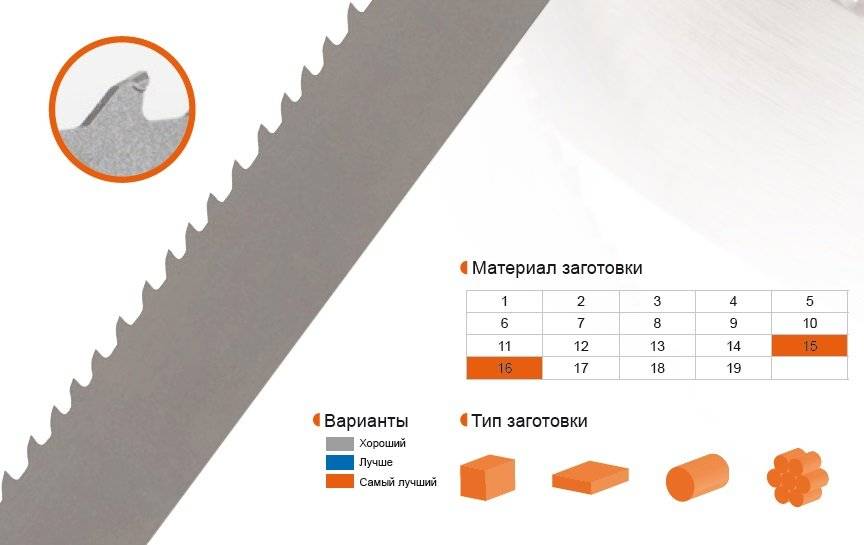
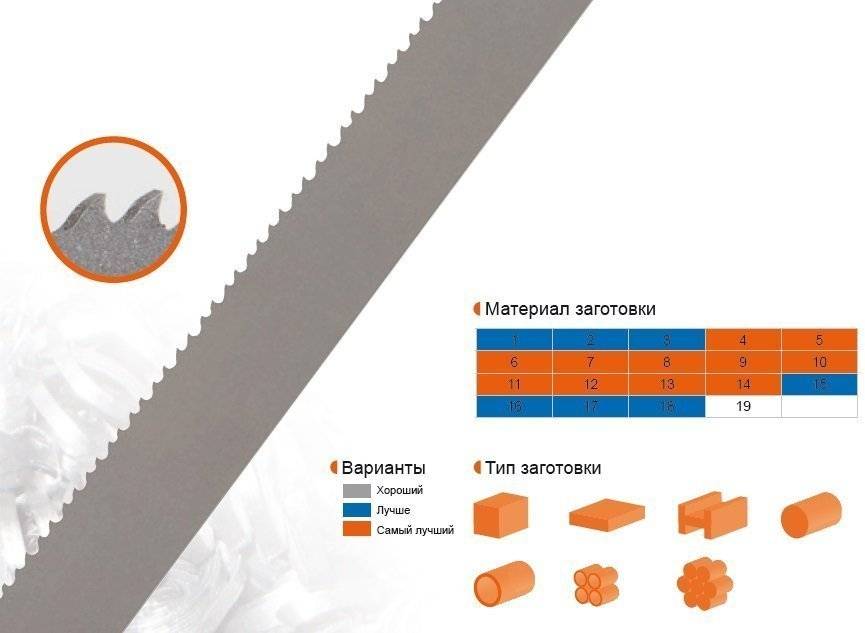
Форма зуба может обозначаться по разному, но наиболее распространены полотна типов «skip» и regular». Зубья «skip» у полотен с крупным шагом, таких как 3, 4 или 6 TPI. У них предусмотрено большое пространство для вывода опилок (плохой выброс опилок приводит к снижению качества реза). Форма зубьев «regular» больше похожа на треугольник. Поскольку эти полотна не имеют такого пространства для стружки, они рассчитаны на пиление с меньшей подачей и менее толстых заготовок, зато обеспечивают более чистый рез и лучше работают с твердыми и плотными материалами. Шаг у таких полотен от 10 TPI и выше.
Основные типы полотен
3 TPI «skip»
Предназначено для быстрой черновой распиловки толстых заготовок, особенно хорошо подходит для продольного пиления. Качество реза можно незначительно улучшить, снизив скорость подачи и увеличив натяжение до максимально-допустимого уровня.
4 TPI «skip»
Хороший выбор в качестве универсального полотна для продольного пиления большинства пород дерева, включая сучковатые заготовки. Качества распила, близкого к финишному, достигают при медленной подаче и большом натяжением ленты.
6 TPI «skip»
Полотно общего назначения. Рекомендуемая область применения при нормальной скорости подачи заготовки толщиной до 50 мм в случае продольного пиления и до 150 мм в случае поперечного. Превышать эти параметры допускается при сниженной скорости подачи. Это полотно обеспечивает чистовое пиление и оптимально для большинства пород древесины.
10 TPI «regular»
Используют в основном для искусственных материалов, таких как фанера, МДФ, легкие металлы и пластики. Также возможно чистовое пиление заготовок толщиной до 50 мм из натуральной древесины с низкой скоростью подачи. При работе с металлами необходимо снижать скорость движения ленты, если конструкция станка это позволяет.









14 TPI «regular»
Это полотно дает очень чистый распил фанеры, пластика и МДФ. Может использоваться и для натуральной древесины, но только если ее толщина не превышает 25 мм. Также это полотно идеально для пиления легких металлов на небольшой скорости. Независимо от типа распиливаемого материала подача должна быть медленной.
Ленточная пила по металлу своими руками
Приобретение специального оборудования не по карману многим умельцам. Для таких людей будет полезно узнать, как делается ленточная пила по металлу своими руками. Для работы необходима подготовка инструментов и материалов:
- старого велосипеда;
- лобзика;
- фанеры толщиной 1,5 см;
- деревянного бруса;
- подшипников;
- шпилек, шайб, саморезов;
- валов;
- втулок из латуни с резьбой внутреннего типа;
- изоленты.
Делать ленточную пилу стоит, придерживаясь таких этапов:
- Сборка рамы, выполняющей роль столешницы. К ней прикрепляется штанга под шкивы. Кроме того, там же устанавливается электродвигатель.
- Изготовление и монтаж шкивов с ременной передачей, которые крепятся внутри тумбы.
- Установка режущего полотна и направляющих. Ленту монтируют на шкивах. Направляющие располагают в той стороне, где отсутствуют зубья пилы.
- Отделка, наладка и завершающая проверка работоспособности конструкции. Верхний шкив закрывают кожухом, что повысит уровень безопасности при эксплуатации оборудования.
Ленточная пила: много, быстро, качественно
В процессе знакомства с техническими решениями современного ленточнопильного станка наш герой узнал еще много интересных особенностей, скрывающихся за простым образом пилорамы, к которому все привыкли. И сделал для себя выводы.
Главное, что ленточными пилами можно пилить много, быстро, качественно. Но при четком соблюдении правил. Для героя нашей сказки это естественный переход на новый уровень деревообработки. Для его соседей – может статься иначе…
Так, по мере раскрытия секретов, сказочного в нашем рассказе остается все меньше. Приходит время морали, и вот что посоветовал соседям Хозяин Лесопилки.
• Если у вас мало денег или нет квалифицированных рабочих, хотя бы одного, покупайте простой узколенточный станок и не стремитесь пилить на нем быстро.
• Следите, чтобы пила была острая, а шкивы вращались без биений и были хорошо сбалансированы. Так вы избежите «волны», но о высокой производительности не мечтайте.
• На простых узколенточных станках все манипуляции пиловочником обычно выполняются вручную. А в операции по превращению бревна в штабель досок это может занять до 60% времени. Но вы же сэкономили на цене станка, поэтому у вас должны остаться средства на закупку нескольких таких пилорам и оплату труда своих рабочих. Да, и приготовьтесь к частому ремонту (сварке) лент.
Наш Хозяин захотел иной судьбы и купил широколенточный станок. Выучил грамотного заточника, чувствующего металл, и хорошего оператора, чувствующего станок, нашел опытного начальника распиловочного участка, который будет не только гнать производительность, но и своевременно обслуживать станок, и начал пилить. Долго и счастливо.
Если разобраться, сложность широколенточных лесопильных станков технически и экономически обоснована. К такому оборудованию требуется соответствующий подход. Европейского качества продукции, о котором мечтает большинство сегодняшних лесопереработчиков, невозможно достичь, работая на архаичном оборудовании, используя старые методы и технологии.
Мы не предлагаем простых решений. Мы предлагаем современное и сложное оборудование для выполнения конкретных задач сегодняшнего дня, когда требуется не только напилить досок, но и выиграть конкурентную борьбу, предложив на рынок качественную продукцию в достаточном количестве.
Ну, а производительность, кроме правильно выбранной и подготовленной ленточной пилы, зависит от массы таких факторов, как высокие сервисные функции станка, грамотная организация распиловочного участка, наличие умелого заточника и высококлассного оператора и т.д.
В заключение, ответьте себе на вопросы:
• Как быстро Вы зажимаете бревно на позиции распила от момента выдачи его из накопителя?
• Как быстро Ваш пильный узел встает на заданный размер?
• Какая у Вас карта распила, сколько в ней выравниваний и промежуточных кантований бревна? Сколько время Вы тратите на это?
• Как быстро убираете доски?
• Какой процент чистого времени у Вас уходит на пиление от всего цикла распиловки?
• Обслуживаете ли Вы станок, как написано в руководстве, или работаете до первой фактической поломки?
• Ваш заточник умеет подбирать пилы под различные породы и типы древесины?
• Ваш оператор заинтересован в исправности оборудования или только в погонаже?
На нашем сайте www.co-ordinate.ru вскоре Вы сможете попробовать в цифрах ответить на эти вопросы и посчитать реальную производительность Вашего станка.




Сергей Воронежский, директор ООО Координата
___________________________________________________________________________________
4 Стойкость и выбор ленточных пил по металлу
Пилы характеризуются стойкостью к износу как зуба, так и самого полотна, которое испытывает знакопеременные циклические нагрузки, возникающие в процессе его движения в лентопротяжном механизме станка. Для изделий большинства производителей срок службы ленточного полотна составляет 140–160 часов непрерывной работы оборудования (при соблюдении всех технологических этапов процесса изготовления полотна – от его заготовки до упаковки уже готового и условий хранения).
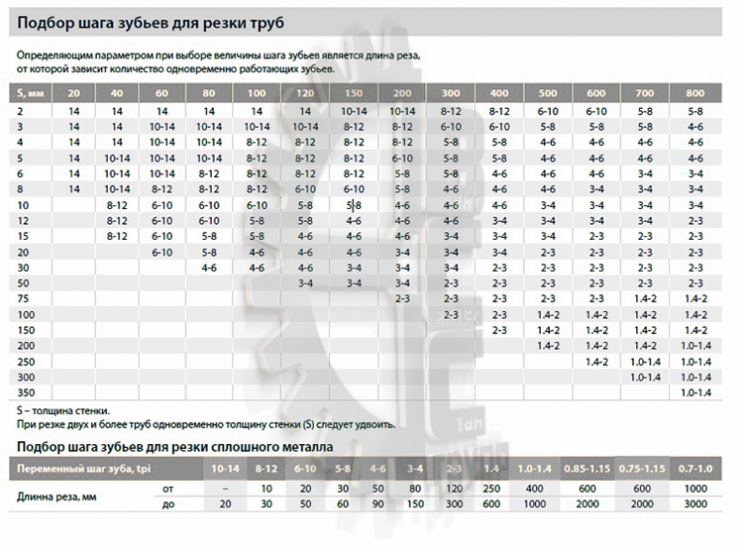
Снятие пилы во время перерывов в работе станка обеспечивает так называемую релаксацию полотна, что несколько продлевает срок его службы. На стойкость зуба существенное влияние оказывает грамотно подобранный его шаг, определяемый в зависимости от диаметра обрабатываемого материала. При разрезании пакета изделий за диаметр, толщину стенки принимают суммарную толщину всего металла, который будет распилен. При разрезании рядом лежащих труб используют удвоенное значение толщины стенки. Ниже даны таблицы для определения шага зуба пилы.
Для самостоятельного выбора типа биметаллических ленточных полотен руководствуются следующими простыми правилами:
- для работ с низкоуглеродистыми и углеродистыми сталями применяют пилы PROFI M42;
- для обработки высокоуглеродистых сплавов и сталей – SUPER M51;
- для износостойких, жаростойких, жаропрочных и экзотических сплавов – типа SP.
Для резки плохо поддающихся механической обработке специальных сплавов, твердых и с неоднородной структурой материалов применяют твердосплавные пилы типа TCT.
Размер шага пилы для резки сплошного проката
Размер шага пилы для резки профиля и труб
Скорость резания
- тонкая или пылеобразная —подача слишком медленная или линейная скорость ленты слишком высокая;
- стружка крупная , с голубовато-синим отливом — высокая скорость подачи или линейная скорость мала;
- вьющаяся спиралевидная, одинаковая по длине стружка — режим работы правильный.
Каждое полотно для ленточной пилы характеризуется определенной производительностью и способностью выполнить определенное число резов. Например, биметаллическое 27х0,9 характеризуется продуктивностью 10-25 см/мин при резке высоколегированных сплавов и 45-70 см/мин при работе со сталями конструкционных марок. Усредненное время эксплуатации пильного полотна ленточного станка составляет 150-170 часов работы.
Описание ленточных пил
Два вращаемых колеса, поддерживающие ленту, размещаются на станине. Они приводятся в действие с помощью привода, идущего от электрического мотора. Режущая лента фиксируется двумя роликами и упором рядом с рабочим столом, предусмотрена ее регулировка. Размер зубьев на пильном полотне определяют от величины агрегата и рода операции, как и в ручных пилах. Затачиваются зубья по форме универсального профиля.
Чтобы полоску режущего полотна замкнуть в кольцо, используют пайку припоем из меди, так крепят между собой концы и соединяют место разрыва при ремонте. В заводских условиях пайку ведут электрической сваркой, небольшие мастерские используют горелку или специальные клещи.
Разновидности агрегатов
Они выпускаются трех видов:
- агрегаты с зубчатым полотном;
- станки беззубого трения;
- пилы, работающие по принципу электроискрового воздействия.
От ножовочного полотна полоска зубчатой пилы отличается размером по длине и делается в виде кольца, но по внешнему виду в разомкнутом состоянии они не отличаются. Используются зубчатые полоски для установки в ленточных станках по металлу или дереву, применяются в мясном и рыбном производстве для разделки туш, в промышленности с их помощью режется пенобетон, минеральный утеплитель, пенопласт и другие строительные материалы.
Принцип ленточного беззубого трения применяют по тому же принципу, что и кольцевые пилы трения. На рабочем полотне также расположены зубья, но их форма способствует не резанию, а нагреванию обрабатываемого слоя. Выделение тепла в этом случае повышает производительность агрегата. Режущее полотно в пилах трения изготавливается толщиной 0,6−1,7 мм, при ширине от 6 до 26 мм.
Электроискровое действие пилы применяют при раскрое заготовок с толщиной 150−400 мм, которые не поддаются обработке круглыми пилами из-за больного шага и диаметра, вызывающего сильное биение.
Виды материала для полотен
Для резки древесины чаще всего используют полосы из сталей с высоким содержанием углерода, полотна с напайками зубьев из твердосплавного материала и биметаллические полосы. Биметаллический вариант предусматривает гибкое полотно и твердые зубья, для чего применяют два вида металла. Основа полосы делается из пружинистого материала, к нему с помощью электронно-лучевого вида сварки приваривается инструментальная быстрорежущая проволока, из которой впоследствии фрезеруется зубчатый профиль.
Выпускают полотна, универсальные в применении и специальные пилы, применяемые для конкретных сталей. Область использования выбирается с учетом параметров зубьев:
- крупность;
- твердость;
- геометрия;
- разводка.
Для резки крупных заготовок используют полосы с большими зубьями, в частности, для обработки листового металла значительных размеров применяют полотна с элементами увеличенного размера. Чтобы избежать биения полотна и резонансных явлений, на одной полосе крепят зубья разного размера (переменный шаг).
Твердость режущих элементов зависит от этого показателя стали. Чаще всего при изготовлении зубьев применяется металл с обозначением М42 (это означает твердость кромки по категории Виккерса — 950 единиц). Чтобы обрабатывать инструментальную сталь, такого показателя мало, поэтому берется твердость зубьев М71 (100 единиц по Виккерсу), работы средней сложности требуют твердости М51.
Геометрическая форма определяется углом заточки и профилем режущего элемента. Чтобы резать профиль (швеллер, уголок, тавр, двутавр, трубы) в размер, требуется формировать зубья с усиленными спинками. Это диктуется специальной формой профиля, при резке которой возникает ударное действие и вибрация, ведущие к возникновению сколов и трещин. Чтобы обрабатывать вязкую нержавейку или другие материалы с подобными показателями, зубья делают острыми, между ними оставляется значительный промежуток.
Разводка режущих элементов делается в зависимости от размеров и массивности обрабатываемого материала. Например, для предупреждения защемления при резке сплошного массивного материала применяют полосы на пиле с чередованием узкой и широкой разводки.
Виды пил в зависимости от работы с материалом
Следующее разделение на категории производится по материалу обработки:
- для камня;
- для металла;
- для дерева;
- для синтетики.
Работа с твердыми материалами (металл, камень) проводится инструментом, у которого рабочее пильное полотно усилено сверхпрочными зубьями из соответствующих сплавов. Неправильный выбор пильного полотна ведет к его разрыву и порче кромок на обрабатываемой заготовке. Перед покупкой пилы определяют фронт дальнейшей работы.
Что такое ленточная пила?
Речь идет о многорезцовом режущем инструменте, главным рабочим органом которого является стальная, замкнутая в кольцо лента, оснащенная по одному краю острыми зубьями. Ленточная пила – это станок, который впервые появился в Англии еще в начале XIX века, но лишь к его концу такое оборудование получило широкое распространение. Все из-за того, что в те времена не было возможности добиться точного соединения концов стальной ленты. Сегодня для этого применяется сварка, а ленточные пилы распространились по миру, хотя лидерство в их производстве продолжает удерживать Франция.








Устройство ленточной пилы
Основной составляющей данного столярного оборудования является рабочий стол. На нем и производится обработка заготовок из дерева, камня, металла и других материалов. Сама лента устанавливается на двух вращаемых электромотором шкивах станка. Ленточнопильный станок по дереву имеет и несущую часть – раму станины, призванную удерживать на себе большой вес и габариты всего устройства в целом. Она изготавливается из металла, хотя для пилы среднего и малого размера применяется и древесина.
Раму дополнительно усиливают бруски, саморезы, клей. За натяжение полотен отвечает блок верхнего шкива. Внутренняя часть рамки оборудована колесным валом, а специальный винтовой механизм ответственен за вертикальное перемещение по направляющей. При этом надо сказать, что пила может быть как горизонтальной, так и вертикальной с отличным местом расположения у нее шкивов.

Принцип работы ленточной пилы
Есть модели промышленных станков, работающие от трехфазной сети – 380 В, а некоторые могут подключаться и к однофазной – 220 В. Принцип действия ленточной пилы заключается в следующем: выбранная металлическая лента надевается на два шкива. При включении одного из них полотно начинает перемещаться и таким образом осуществляется резка обрабатываемого материала. Ручной ленточнопильный станок разрезает материал, постоянно подаваемый в зону распила с определенной скоростью. Процесс контролирует мастер, который следит за правильностью выполнения поставленной задачи.
Рекомендуемые режимы резания
Высокая скорость чревата тем, что станок может сильно шуметь и вибрировать, а полотно от перегрузки в лучшем случае затупится, в худшем — лопнет или деформируется. Поэтому нужно контролировать подачу по форме стружки:
- Толстая, вьющаяся, эластичная — идеальная стружка. Темп подачи и скорость подобраны правильно.
- Толстая, жесткая, короткая или хрупкая — уменьшить скорость и темп пилы. Проверить смазочно-охлаждающую жидкость.
- Толстая, твердая, эластичная и короткая — немного уменьшить темп подачи, проверить правильность шага зубьев полотна.
- Толстая, твердая, эластичная и длинная — слегка увеличить темп подачи, проверить зубья полотна.
- Тонкая, прямая, эластичная — увеличить темп подачи.
- Порошкообразная — уменьшить скорость пилы и увеличить темп подачи.
- Тонкая, плотно скрученная — уменьшить темп подачи и использовать полотно с более крупным шагом зубьев.
Jet MBS-56CS 50000320M
Эта модель ленточно йпилы считается надежной для производств среднего масштаба, производит распилы на трех разных скоростях. Благодаря прочной конструкции вибрация сведена к минимуму, позволяя проводить точную и аккуратную работу. Замена ленты производится быстро и легко, без дополнительных инструментов. Станок оснащен автоматическим отключением двигателя и гидравлической системой подачи. Транспортировка производится с помощью колес станка.
Ленточная пила своими руками
Находится немало умельцев, стремящихся изготовить ленточнопильный станок по металлу своими руками. Кто-то приспосабливает для этого старый велосипед, кто-то – лобзик, ну а самую простую модель можно выполнить из фанеры:
- Сделать каркас в форме буквы «С».
- Собрать стол, в котором будут располагаться нижний шкив, мотор и приводной шкив.
- Установить столешницу на опору и вырезать будущие шкивы из ДСП. Чем больше их диаметр, тем лучше будет работать пила.
- Для изготовления подъемника, который будет обеспечивать передвижение подвижного блока, понадобится брусок. Его следует установить под блоком и присоединить к рычагу при помощи тугой пружины.
- При креплении шкива осуществить монтаж подшипников, необходимых для установки и демонтажа колес.
- Ленточная пила своими руками в домашних условиях предусматривает изготовление направляющих на малом бруске. Их функцию могут взять на себя три подшипника роликового типа.
- Смазать агрегат и опробовать его в действии, надев на шкивы заранее купленное режущее полотно.
Виды ленточной пилы по металлу
Представленное на рынке оборудование имеет разную степень автоматизированной работы. Распиловка металла ленточной пилой может происходить устройствами такого вида:
- Ручными . В них рама опускается благодаря прикладыванию сил оператором или весу самой конструкции. Скорость подачи заготовки регулируется благодаря фиксации устройства в исходных точках. Закрепляет и размечает заготовку оператор самостоятельно. Кроме того, ручная ленточная пила по металлу задает скорость путем опускания рамы.
Полуавтоматическими . У таких устройств подъем конструкции, фиксация заготовок в тисках и их освобождение после выполнения работ осуществляется самим станком. Задача для оператора состоит только в укладке деталей в зажимном механизме.
Автоматическими . Это оборудование в основном устанавливается на больших производствах. Оно самостоятельно выполняют фиксацию материала в тисках, спуск и подъем рамы, смену угла резки. Автоматически выполняется регулирование силы резки, давления и скорости подачи.





