

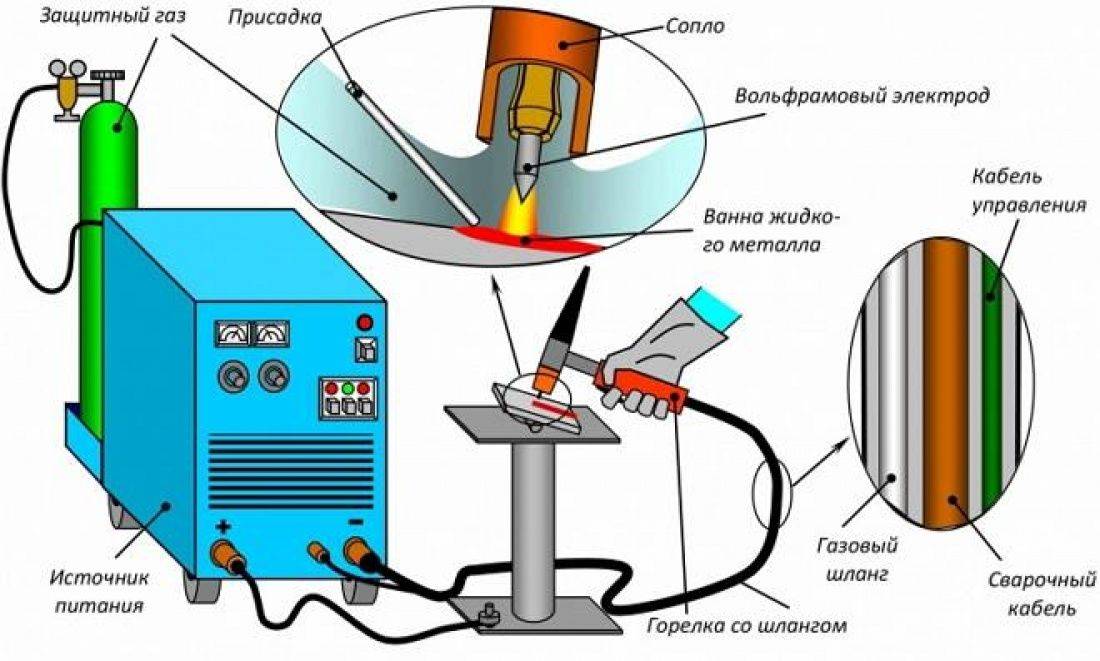
Аргонодуговой сварочный аппарат
Этот вид оборудования для сварки использует специальные неплавящиеся электроды из вольфрама, газом для защиты служит гелий или аргон.
Аргонодуговой аппарат с использованием вольфрамового электрода содержит следующие компоненты:
- источник, обеспечивающий получение постоянного или переменного сварочного тока;
- приспособление регуляции для работы с током;
- комплект горелок для применения с различными напряжениями;
- управляющая схема, обеспечивающая координацию цикла сварки и защиту;
- стабилизирующее устройство для возбуждения, а также выравнивания дуги.
Агрегаты этого вида применяют, если есть необходимость в качественной сварке цветных металлов.
Аппараты для ручной дуговой сварки ММА
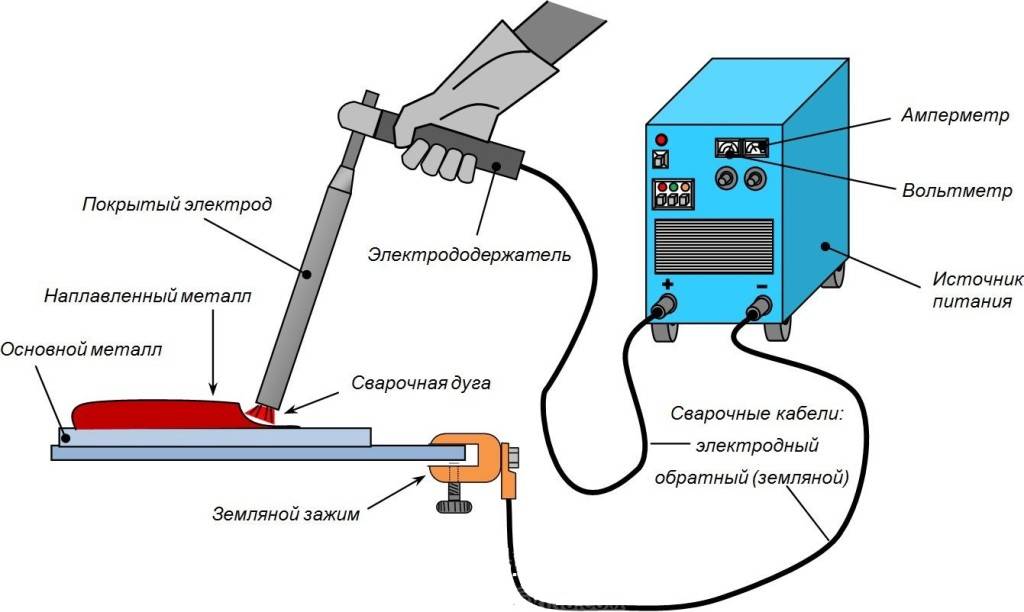
Такие виды сварочных аппаратов построены на базе инверторов, трансформаторов или выпрямителей. Сварщик орудует держателем, на котором закрепляется плавящийся электрод. Металлический стержень замыкает дугу на изделии и служит присадочным материалом. Наружная обмазка, расплавляясь, создает газовое облако для защиты сварочной ванны от внешней среды.
Аппарат для ручной дуговой сварки — MMA.
Применение. Этим типом сварки можно соединять черные металлы. Если установить электроды с нержавеющим стержнем, то получится сваривать легированную сталь. Но скорость работы получается медленной, нужен достаточный опыт, чтобы получить качественное соединение, постоянно приходится контролировать длину дуги, поскольку электрод уменьшается.
Схема процесса электродуговой сварки.
Смотрите видео о сварочных аппаратах MMA:
Соблюдение каких норм требует технология электродуговой сварки
Чтобы получить полное представление о приемах выполнения неразъемных соединений металлов путем нагревания и расплавления, необходимо ознакомиться с техникой безопасности при работе со сварочными аппаратами. Начинающие специалисты нередко пренебрежительно относятся к защитным мероприятиям, что приводит к тяжким последствиям.
Отдельное внимание следует уделить безопасному использованию электрооборудования. Перед выполнением работ нужно проверить надежность изоляции силового кабеля. Запрещается использование электродуговой сварки под дождем или в условиях высокой влажности
Запрещается использование электродуговой сварки под дождем или в условиях высокой влажности.
Работы должны выполняться с применением средств индивидуальной защиты. В первую очередь необходимо обезопасить глаза. В процессе электродуговой сварки выделяется большое количество ультрафиолетовых лучей, которые несут опасность для зрения работника. Для защиты глаз используется специальный щиток с затемненным стеклом.
Техника исполнения работ
Сварочные работы выполняются с помощью энергии тепла, производимой электрическим разрядом. Для формирования сварочной дуги применяют электроды. Эти приспособления плавят края соединяемых деталей и способствуют соединению жидкого металла путем формирования шва. Электроды представляют собой проволоку определенного диаметра, на которую наносится специальный шлакообразующий слой. Для разных материалов и сплавов предназначаются свои виды электродов.
ГОСТ: сварка ручная электродуговая
Существует отдельная система стандартов, определяющих особенности технологии электродуговой сварки. В нее входят типы соединений, качество электродов, требования по сплавлению алюминиевых деталей и т. д. Так, методика формирования сварных швов при изготовлении металлоконструкций регулируется ГОСТ 5264-80 (прямой/скошенный/скошенный с замком шов).
ГОСТ 14771-76 описывает нормы электродуговой сварки в газовой среде. Существуют также стандарты, которые определяют методы работы со сварочным оборудованием. На промышленных предприятиях к выполнению требований нормативов и стандартов относятся со всей серьезностью. Профессиональный специалист обязан знать и выполнять требования ГОСТ. Электродуговая сварка в бытовых условиях не так строго, но все же также должна выполняться согласно стандартам. К примеру, по ГОСТ 26-291-79 можно определить, какие именно электроды нужно использовать по технологии для того или иного металла.
В стандартах можно найти описание соединений конструкционных элементов:
- внахлест (часть одного элемента накрывает поверхность другой детали).
- встык (детали свариваются в одной плоскости).
- соединение углом.
- торцовая сварка в форме «Т».
ООО «Треком» специализируется на проектировании и изготовлении корпусов для РЭА. Предприятие укомплектовано новейшим профессиональным оборудованием – промышленными полуавтоматами и инверторами для электродуговой сварки.
Огромный опыт и высокая квалификация специалистов ООО «Треком» в области электродуговой сварки позволяет компании выполнять заказы любой сложности в точном соответствии с требованиями действующих ГОСТ.
Вы можете позвонить нам по телефону или
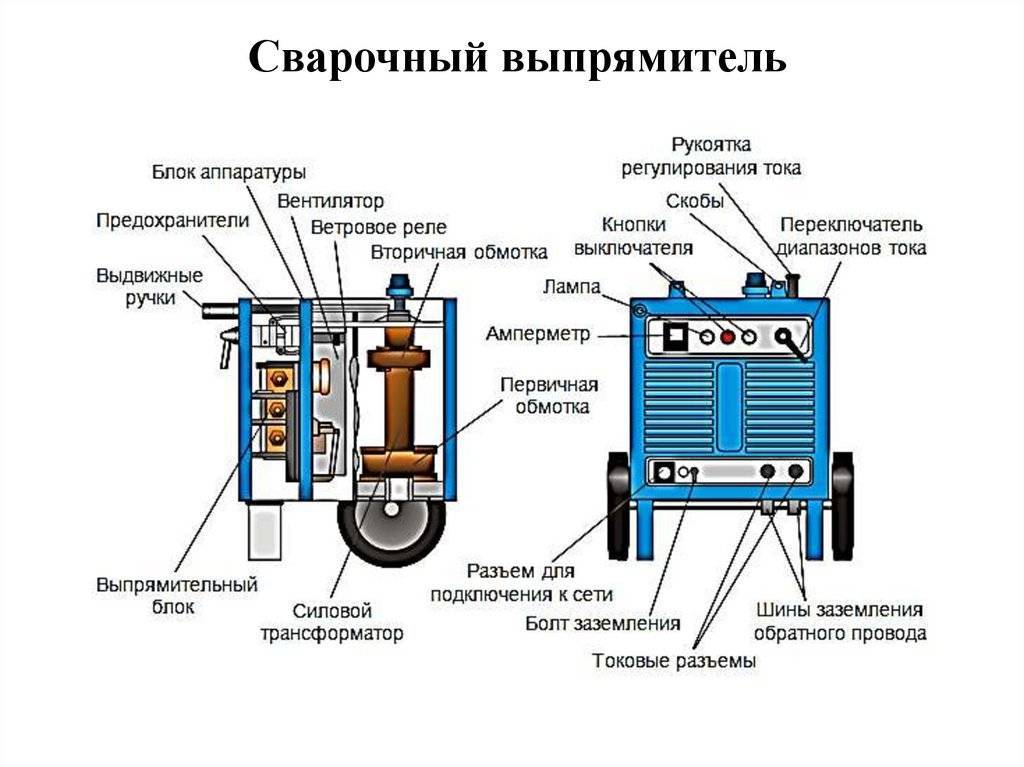
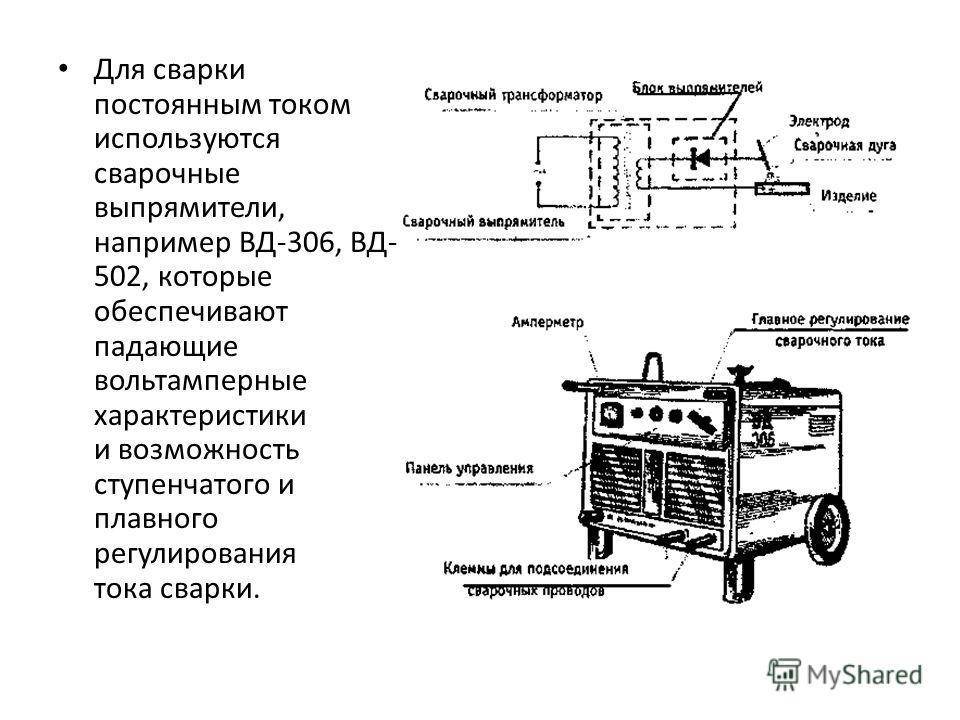
Устройство сварочного выпрямителя и принцип работы
Среди различных аппаратов для электродуговой сварки выделяются устройства, способные не только повышать силу тока, необходимую для плавления кромок металлов, но и выравнивать переменную частоту напряжения до постоянного значения.
Это позволяет лучше формировать швы, уменьшает разбрызгивание жидкого металла, и дает более прочное соединение. Называется такой агрегат — сварочный выпрямитель.









Как он устроен и за счет чего происходит преобразование тока? Какие разновидности аппаратов существуют?
Выпрямитель — что это такое?
Сварочный выпрямитель — это аппарат, состоящий из нескольких блоков, в которых входящее напряжение понижается (V), и преобразовывается. Одновременно увеличивается величина А. В результате, на выходе получается постоянный ток достаточной силы, чтобы производить сварку стали и цветных металлов.
К выходящим клеммам устройства подсоединяются два кабеля (+ и -), один из которых крепится к свариваемому изделию, а второй заканчивается держателем или горелкой. В зависимости от конкретного полюса крепления к свариваемым частям определяется полярность и режим выполнения работы. Сварка происходит за счет замыкания дуги между соединяемой поверхностью и концом плавящегося электрода.
Преимущества использования
Эксплуатация выпрямителей в производстве при сварочных процессах дает несколько преимуществ перед обычными трансформаторами:
- более стабильное горение дуги;
- малое количество брызг расплавленного присадочного и основного металла;
- ровная поверхность шва с мелким чешуйчатым рисунком;
- лучшая свариваемость цветных и легированных металлов;
- экономия расходных материалов.
Применение выпрямителей
Устройства с постоянным током большой силы позволяют проводить сварочные работы покрытыми электродами на многих видах стали. В зависимости от возможностей регулировки, некоторые агрегаты способны сваривать металлы до 50 мм толщины (с разделкой кромок). При обратной регулировке выпрямителя, сварщик способен выполнять соединения на тонких изделиях с толщиной стенки 1 мм.
Сварочное устройство способно плавить как кромки основного металла, так и стержни электродов. Диаметр последних бывает от 2 до 6 мм. Кроме покрытых электродов выпрямители могут работать с присадочной проволокой, подающейся с катушки. Для этого их активно внедряют в полуавтоматы.
Преобразователи сварочного тока используются и для сварки неплавящимися электродами (вольфрамовыми, угольными). В этом случае сварочную ванну защищают инертными газами, подающимися в горелку через кабель-канал. Так, используя сварочный выпрямитель, можно сваривать чугун, нержавейку, и малоуглеродистую сталь.
Кроме сварки, агрегаты применяются для разрезания металлов электрической дугой. Данное действие возможно благодаря увеличению силы тока, которая прожигает сталь, не позволяя краям отверстия сходиться вновь. В отличие от трансформаторов, преобразователи с постоянным током позволяют экономить электроды при одинаковом объеме работ.
Устройство и принцип работы
Устройство сварочного выпрямителя включает в себя несколько блоков, обеспечивающих выполнение рабочего процесса. Основные элементы агрегата следующие:
- понижающий трансформатор;
- диоды;
- охлаждающий модуль;
- измерительные приборы;
- регуляторы тока.
Принцип работы выпрямителя заключается в подаче перемененного тока на первичную обмотку понижающего трансформатора. За счет электромагнитной индукции на вторичной обмотке создается поток напряжения с уменьшенным значением V, и возросшей силой тока А. Холостой ход работы аппарата не должен превышать 48V.
Это напряжение поступает на диоды. В качестве последних используются кремниевые элементы. Диод является полупроводником, обеспечивающим прохождение тока только в одну сторону. Это устраняет колебание его частоты и в зону сварки подается уже постоянное напряжение.
Поскольку диоды при этом нагреваются, то рядом с ними располагаются радиаторы и вентилятор. Постоянный обдув холодным воздухом позволяет увеличить продолжительность активной работы устройства, без перерыва на охлаждение.
Для контроля характеристик тока в систему устанавливаются амперметр и вольтметр. Многие модели снабжаются датчиком перегрева. При превышении показателей V срабатывает блок защиты, отключающий возможность сварки.
Аппарат для точечной сварки
Для отдельных операций при сборке конструкций такой вид оборудования становится очень востребованным. Аппарат имеет характерную форму: два электрода расположены в одной плоскости и при работе нагревают заранее зафиксированные детали и деформируют их в точке соприкосновения, что и стало причиной названия этого класса оборудования.
Происходит это за доли секунды. Электрический высокочастотный импульс тока плавит металл на небольшой площади, без образования окалины, обжига, перегрева детали. По этой причине сборку часто делают даже из деталей, покрытых лакокрасочными составами.
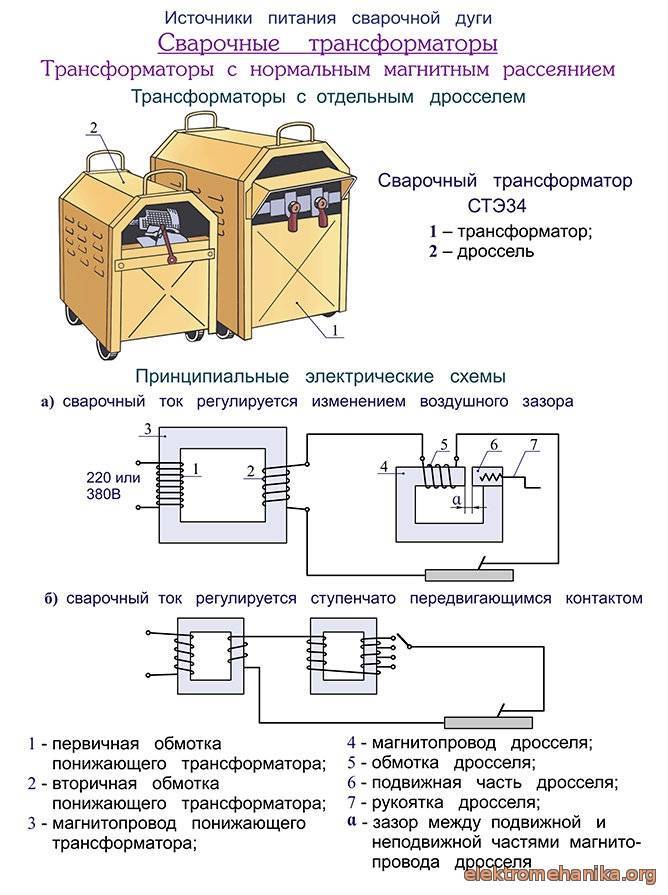
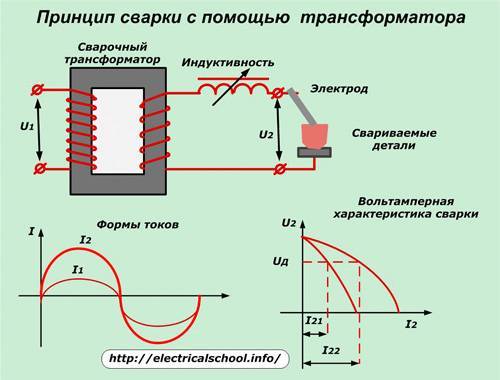
Сварочные выпрямители

Принцип работы выпрямителей несложен. Сперва устройства снижает напряжение сети 380В до напряжения холостого хода, потом преобразует переменный ток в постоянный. Контролируемый сварочный ток может быть использован во время сварочных работ.
Главное отличие выпрямителя от трансформатора: первый использует для создания сварного шва постоянный ток, а трансформатор переменный. В остальных аспект оба вида сварочного оборудования можно назвать похожими. Некоторые сварщики даже утверждают, что выпрямитель – тот же трансформатор, только в применении более прост.
Достоинство выпрямителя – возможность эксплуатации в любых условиях. Тот же инвертор не предназначен для работы в грязи и пыли, а для выпрямителя такие обстоятельства значения не имеют. Также он отлично подходит для выполнения сложных сварочных работ, таких как сварка нержавеющей стали или цветных металлов.
В умелых руках дуга горит стабильно, что дает возможность делать ровные и аккуратные соединения. Большинство сварочных технологий могут быть использованы с выпрямителями: MMA, TIG, MIG или MAG. Еще один плюс – возможность, используя лишь один выпрямитель, создать несколько сварочных постов, что позволит одновременно работать нескольким специалистам.
Тем не менее, у выпрямителей можно выделить три существенных недостатка:
- Большой вес. Это часто не позволяет перемещать оборудование самостоятельно.
- Высокая стоимость дополнительных элементов. Сам выпрямитель стоит не очень много, но полный комплект всего необходимого оборудования может обойтись в немалую сумму. Также необходимо приготовиться к высоким затратам электроэнергии.
- Необходимость наличия определенной сноровки работника. Новичкам будет не очень комфортно работать с таким аппаратом, но зато после постоянной практики с выпрямителем начинающий специалист совладеет с любым сварным оборудованием.
Лучший выбор для домашнего пользования. Чаще всего они также оснащаются функциям подзарядки аккумулятора автомобиля. Иногда в комплектации встречаются приспособления для подачи проволоки, которая требуется при сварке MIG/MAG (полуавтомат). Такие приспособления для сварки не потребуют много электроэнергии. Они очень практичны. У таких аппаратов обычно есть три режима работы:
- Зарядка аккумуляторов (АКБ). Напряжение 12 или 24 В.
- Запуск автомобильного двигателя. Максимальный пусковой ток составляет 250 А для 12 В и 200 А для 24 В.
- Сварка. Ток регулируется от 30 до 180 А, коэффициент прерывистости работы современных сварочников измеряется в процентах. То есть коэффициент, равный 60%, означает, что дуга будет непрерывно гореть 6 минут из 10.
Большая часть сварочного оборудования имеет защиту от перегрузки и цифровые амперметры.
Какой аппарат для дома и дачи выбрать
Устройство должно соответствовать условиям эксплуатации. Аргоновая сварка требует опыта, оборудование по технологии MIG больше подходит для частных мастерских. Какой сварочный аппарат выбрать для новичков? Инвертор, на нем удобно держать дугу, он оснащен полезными функциями. Как правильно выбирают сварочный аппарат, какие технические характеристики и параметры необходимо учитывать, стоит рассмотреть подробней.
Основные характеристики сварки для бытового использования
- Бытовой сварочный аппарат выбирают под тип напряжения, обычно на 220 вольт. Инверторы переносят падение до 180В и скачки до 250В. Выпрямители и трансформаторы к таким перепадам напряжения чувствительны.
- Слишком большой ампераж не понадобится, достаточно 250А, они предназначены для сварки толстостенных элементов с использованием электродов до 4 мм, их максимальная толщина указывается в инструкции.
- По виду выдаваемого тока лучше остановиться на инверторе постоянного тока.
- Учитывается напряжение холостого хода, чем оно выше, тем легче будет разжигаться электрод.
- Габариты. Для дачи приобретают небольшой переносной аппарат, который оснащен ремнем, его можно носить на плече.
- Корпус, насколько надежен он для защиты от влажности, если ли вентиляция для удаления пыли и грязи.
- Диапазон температур, в котором инвертор может работать.
- Стоимости аппарата.
Дополнительные характеристики, которые могут быть полезны
Также стоит подумать о дополнительных функциях. Они рассчитаны на начинающих сварщиков:
- благодаря функции «антиприлипание» (Antistick) исключается привар электродного стержня к свариваемым элементам за счет автоматического снижения тока (уменьшается температура дуги);
- «горячий старт» обеспечивает быстрое разжигание электрода, исключает его угасание во время работы;
- автоматический режим регулировки силы тока (функция «форсаж дуги» или «Arc Force»), позволяет поддерживать равномерный разогрев электрода.
Наиболее популярные аппараты
Из западных производителей внимание заслуживают фирмы Fubag Telwin, EWM. Они выпускают надежные аппараты, справляющиеся с большими нагрузками
Стоимость оправдана качеством.
Среди бюджетных моделей российского производства в рейтинге продаж модели Платон, Сварог. Рабочий диапазон этих агрегатов рассчитан на климатические условия нашей страны.
Китайские производители делают много подделок под российское оборудование. Внимания заслуживает только Ресанта от официального производителя. Хороший сварочный аппарат для дома и дачи.







Рейтинг лучших моделей
Чтобы сделать выбор устройства более простым, рекомендуется ознакомиться с наиболее популярными у пользователей моделями сварочных аппаратов.
Опытные сварщики предпочитают устройства от проверенных производителей
Таблица показывает, что есть дорогие варианты и вполне доступные, основными факторами становятся назначение прибора и предстоящие объёмы работ.
Выбор сварочного аппарата производится по различным критериям, охватывающим все стороны эксплуатации устройства, зависит от объёмов работы и прочих условий. Для неподготовленного человека бывает сложно учесть все важные факторы и качества устройства. В случае возникновения затруднений можно обратиться к продавцу-консультанту, а лучше всего — пригласить с собой в магазин опытного сварщика, который поможет определиться с выбором наиболее подходящей модели сварочного аппарата.
(0 голосов, среднее: 0 из 5)
Аппарат для газовой резки и сварки
Газовая сварка предполагает нагрев детали до расплава пламенем высокой температуры. При этом применяются горючие газы — водород, природный газ, ацетилен. Отличительным свойством этих газов является хорошее горение на воздухе. Чаще всего в газосварочных аппаратах используют ацетилен, легко получаемый с помощью карбида кальция и воды. Температура горения этого газа 3200–3400 °C.
Достоинства газовой сварки и резки металлов:
- Несложная технология.
- Не требуется доступ к электрической сети, нет необходимости в использовании электрического тока.
- Оборудование, на базе которого выполняется сварка, достаточно несложно.
Следует, однако, отметить, что газовая сварка не обеспечит высокую скорость работ и производительность, ведь выполняется лишь вручную.
Серьёзное внимание при газовой сварке уделяется подготовке деталей, регулированию мощности горелки, установке её в нужное положение
Классификация методов сварки

Виды сварочных аппаратов, а также разновидности способов сварки составляют немалый перечень:
- Электрическая.
- Газовая.
- Лазерная.
- Механическая.
- Диффузная.
- Плазменная.
- Электронно-лучевая.
- Сварка взрывом.
Сами эти разделы, делятся на подразделы, под-подразделы. Скажем, электрическая подразделяется на контактную (точечную), ручную, полуавтоматическую. Механическая на: давлением, ковкой, взрывом, трением.
Хотя называться они могут по-разному, принцип процесса остается неизменным. Кроме того, независимо от типа сварочного оборудования, большая часть списка эффективна при использовании в условиях предприятия.
Оборудование для аргоновой сварки
Швы, получаемые с помощью такого аппарата, аккуратнее, чем при технологии ММА. Их не нужно зачищать, а для соединения доступно 8 видов металлов. Несмотря на то что их использование в домашнем хозяйстве ограничено, в продаже есть немало плазменных моделей, не отличающихся по функционалу от промышленных.
Составные части у них одинаковы:
- источник питания постоянного или переменного тока;
- редуктор газовый;
- горелка особой конструкции;
- осциллятор для преобразования тока в высокочастотный импульс для создания дуги.
Замена на новый происходит по мере выработки. Аргоновая среда позволяет обрабатывать сплавы, недоступные при других условиях из-за окисления на воздухе и образования пленки – амальгамы.
Преимущества метода TIG:
- отсутствие местного нагрева не допускает деформации заготовки;
- из-за малой толщины электрода швы получаются узкими, герметичными и аккуратными;
- возможно применение присадки;
- не образуется шлаковая корка;
- не нужна последующая механическая обработка места соединения;
- допускается сваривать цветные металлы и нержавеющую сталь;
- не образуется окалина, прилипающая к поверхности детали.
Недостатки оборудования:
- работает медленнее чем MIG;
- из-за широкой горелки нельзя работать в труднодоступных местах;
- сопло из керамики ограничивает обзор;
- для получения качественного шва нужен навык работы;
- постоянно занята вторая рука – подает присадку, которая быстро заканчивается из-за малой длины (большую неудобно держать);
- высокая стоимость электродов из вольфрама;
- расходы на покупку аргона;
- невозможность работы при сильном ветре из-за незащищенности деталей (при сдувании аргона сварочная ванна остается без защиты).








Технические параметры
Итак, как работает инверторный сварочный аппарат – понятно. Данный принцип остается неизменным для всех типов таких устройств. Тем не менее на рынке доступно большое количество различных моделей, представленных как отечественным производителем, так и зарубежными компаниями.
Хотя принцип действия инверторных сварочных аппаратов остается неизменным, некоторые характеристики все же отличаются, а именно:
- величина сварочного тока может варьироваться в широком диапазоне значений: профессиональным устройствам свойственны широкие интервалы, а вот бытовым вариантам более узкие;
- продолжительность включения, показывающая длительность работы на выбранном токе без перерывов.
- холостой ход;
- напряжение электросети.
Таким образом, характеристики будут зависеть от параметров выходного выпрямителя, а также преобразователя частоты тока.
Еще к немаловажным критериям относится мощность прибора. В промышленных агрегатах она может быть очень высокой и достигать двадцати киловатт. Конечно же, использовать подобное оборудование в бытовых целях невозможно. Простая электросеть попросту не рассчитана на подобные нагрузки.
Характеристики сварочного инвертора.
Стоит понимать: стоимость инструмента будет зависеть от мощности. Чем она выше, тем больше придется заплатить.
Практически все современные типы подобных устройств способны осуществлять следующие виды сварки:
- полуавтоматическая в среде инертных или активных газов, так называемая MIG/MAG;
- ручная дуговая с применением электродов;
- аргонодуговая в среде защитного газа.
В случае использования устройств в последнем типе сварки, инверторы могут комплектоваться дополнительными функциями. К таким относится возможность постепенного снижения силы тока, бесконтактное зажигание дуги, сварка в импульсном режиме, регулировка длительности обдува поверхности газом и т.д.
Процесс сварки в ручном режиме становится более простым и комфортным из-за наличия функции форсажа дуги – ее розжига простым касанием поверхности соединяемых металлических частей конструкции.
В инверторах могут быть реализованы и другие функции. Все они призваны сделать процесс сварки более простым
Тут важно понимать: количество «наворотов» устройства неукоснительно ведет к увеличению его стоимости
Работа в среде инертных газов также может быть облегчена некоторыми дополнительными возможностями агрегата.
Среди них:
- «мягкий финиш» – автоматическое дожигание проволоки после окончания ее подачи;
- «синергетика» – автоматическое «подстраивание» параметров сварки под значения, заранее заданные мастером;
- «2/ такта» – возможность переключения подачи проволоки с автоматического режима на ручной и обратно;
- «индуктивность» – позволяет понизить количество разбрызгиваемого металла, а также контролировать ширину шва и стабильность дуги.
Дуговые способы
Выше мы разбирались с основными понятиями и физикой дуги (знаменитая РДС – ручная дуговая, абсолютный чемпион по популярности).
Но классификация способов сварки – дело строгое, поэтому представляем виды дуговой сварки отдельно взятым семейством:
Строение и свойства электрической дуги.
Ручные дуговые:
- РАД – ручная аргонодуговая неплавящимся электродом;
- РАДН – ручная аргонодуговая наплавка.
Автоматические способы дуговых:
ААД, ААДН, АЛСН, АППГН и т.д. – обширная семья способов с применением либо электродов (плавящихся и неплавящихся), либо проволок, либо порошковых проволок. Варить можно с газом и без.
Дуговые под флюсом:
- знакомая нам АФ, автоматическая дуговая под флюсом;
- различные приварки, наплавки с ленточными или проволочными электродами;
- механизированная дуговая.
Дуговые с покрытыми электродами:
- вот где правильное место для народной чемпионки РДС;
- ручная дуговая наплавка;
Механизированные дуговые:
МАДП, МПГН, МСОД и т.д. – многочисленная «механическая» семья.



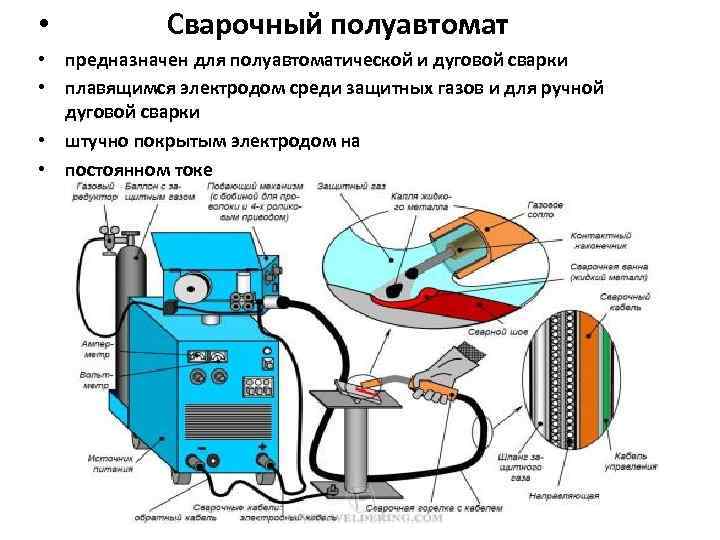




Полуавтоматические сварочные модели
Сварочные аппараты полуавтомат используются для частных работ, бытовых, для ремонта кузова автомобилей. Конструкция такой сварки состоит из:
- Выпрямителя;
- Трансформатора;
- Привода, который подает проволоку;
- Рукава, оборудованного горелкой;
- Баллона с газом.

Сварочный процесс происходит при помощи проволоки, плавящейся в электрической дуге. Регулировать ток можно ступенчато. Полуавтоматические модели могут работать с газом или без (есть возможность переключения), исключительно с газом, либо совершенно без газа.

К преимуществам подобных аппаратов можно отнести высокую производительность, отличные швы, которые получаются на разнообразных материалах.

К минусам таких аппаратов относят то, что они разбрызгивают металл, огромные затраты материала на угар.

Эксплуатация аппарата
Вторая часть нашей статьи посвящена эксплуатации сварочного инвертора. Представим, что вы уже выбрали и купили свой первый сварочный аппарат и хотите приступить к работе. Если у вас достаточно времени и терпения, можете прочесть эту статью. Там мы подробно рассказываем обо всех нюансах, связанных с использованием инвертора. Здесь же мы приведем краткую выжимку из той статьи.
Сварочные кабели и их подключение
При работе с инвертором нужно начать не с самого инвертора, а с правильной коммутации. Во время проведения работ вы должны использовать два кабеля, которые подключаются к разъемам «+» и «-» на задней стенке инвертора
Не важно, в какой разъем вы будете подключать каждый из кабелей. Просто наугад вставьте один кабель в плюс, а другой в минус
А далее все будет сложнее.
К одному кабелю нужно будет подключить держак, а к другому деталь
И здесь уже важно, к какому именно кабелю будут они подключаться — к плюсовому или к минусовому. Чтобы разобраться с этой задачей, определитесь с полярностью
Если будете варить на прямой полярности, то подключите к держаку минусовой кабель, а плюсовой — к детали. Если варите на обратной полярности, то выполните те же действия, только наоборот.
Учитывайте, что данные рекомендации применимы только к инверторам, работающим на постоянном сварочном токе. Инверторы на переменном токе нужно подключать иначе. Мы рекомендуем покупать инверторы на «постоянке», они лучше держат дугу и больше подходят для новичка.
Перед началом работ и во время их проведения следите за кабелями. Они должны быть надежно закреплены в гнезде. Если хоть один кабель будет отходить, то дуга будет гореть нестабильно или может вовсе оборваться в самый неподходящий момент. Что касается длины кабелей, то постарайтесь не использовать очень длинные кабели. Оптимальная длина — не более 2 метров. Обычно в комплекте со сварочным аппаратом идут штатные кабели, но мы рекомендуем заменить их на более качественные.
Подбор режима сварки
Подбор режима сварки — это целая наука. Вы можете купить дорогой инвертор, качественные электроды, посмотреть десятки видео-уроков в интернете. Но качество работ все равно будет зависеть от режима сварки. Неправильно подобранный режим может испортить все. Поэтому нужно подходить крайне ответственно.
Итак, что же такое режим сварки? Говоря простыми словами, это совокупность настроек, которые вы выбираете для своих сварочных работ. Для каждой сварки должен быть свой отдельный режим. Поскольку не существует двух совершенно одинаковых деталей (только если это не конвейер). Обычно к режиму сварки относят силу тока, его род, напряжение, выбор электрода и пр.
Сварка
Наконец, вы подключили кабели, настроили режим сварки и готовы к работе. Чтобы начать сварку, возьмите в одну руку держак (он же держатель для электродов) и вставьте в него электрод. Зачем зажгите дугу. Это можно сделать двумя способами: постучав концом электрода о поверхность металла или путем чирканья тем же электродом, словно спичкой. Первый метод проще, чем второй, и требует меньшего опыта.







Во время сварки электрод будет плавиться, и уменьшаться в размере. Поэтому, когда его длина достигнет всего 2-3 сантиметров, его нужно сменить. Чтобы заменить сварочный электрод остановите сварку и только после этого достаньте стержень из держателя. Вставьте новый и продолжайте работу.
Обслуживание
После приобретения сварочного инвертора вы должны не только научиться его использовать, но и понять, как его правильно обслуживать. Самое главное, что нужно выполнять регулярно — это очистка самого аппарата и его микросхем от пыли. Такая процедура проводится в любом сервисном центре. Опытные сварщики самостоятельно чистят свои аппараты, но мы не рекомендуем выполнять такие работы новичку. Профессионалы используют для очистки специальные приборы и сжатый воздух. Вряд ли у вас в гараже есть такое оснащение. Поэтому отдайте инвертор специалисту и спите спокойно.
Периодически сами проверяйте исправность всех кабелей. Особенного сетевого. Сетевым называют тот кабель, с помощью которого аппарат подключается к розетке. Не должно быть разрывов или заломов. Желательно проверять кабели раз в месяц.
Рекомендации по эксплуатации бытовых инверторов
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания.

Инструкция сварочного инвертора
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
- Все токопроводящие рукава не должны иметь повреждений, клеммы для подключения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусмотрен вентилятор и во время включения он не вращается, эксплуатация такого устройства недопустима.
- При работе с аппаратом необходимо использовать средства индивидуальной защиты.





