

Как пользоваться ленточной пилой по дереву?
При работе с ленточной пилой по дереву приходится самостоятельно подавать заготовку в станок, поэтому нужно работать аккуратно и точно. Положите заготовку к упору, затем нанесите на нее разметку. После этого запустите пилу и дайте ей поработать 2 минуты, пока она не наберет нужное количество оборотов. Плавно подавайте заготовку, хорошо прижимая ее к столу. Следите, чтобы при подаче не было рывков, а пила мягко входила в материал. Если вы заметили, что пилу заклинивает, остановите работу и проверьте, подходит ли пильное полотно материалу и не затупилось ли оно. Кроме того, может не подходить скорость движения режущего полотна. Помните, что для твердой древесины нужна меньшая скорость, а для мягкой — большая.

Вот несколько моментов, о которых нужно помнить при работе:
- Не тяните заготовку на себя, так как это может привести к соскакиванию пильной ленты с роликов.
- Если работаете с маленькими деталями, пользуйтесь подающей доской, чтобы пильное полотно не зацепило руки.
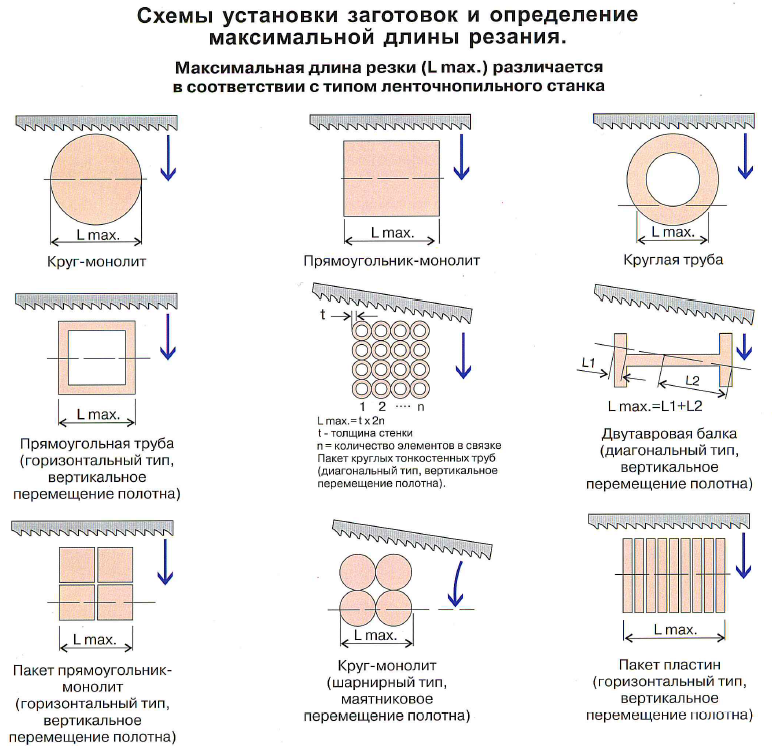
- При обработке круглой заготовки необходимо следить за тем, чтобы она не поворачивалась при пропиле.
- Если вы долго работаете ленточной пилой, делайте паузы, чтобы убрать стружку и пыль с рабочей поверхности.
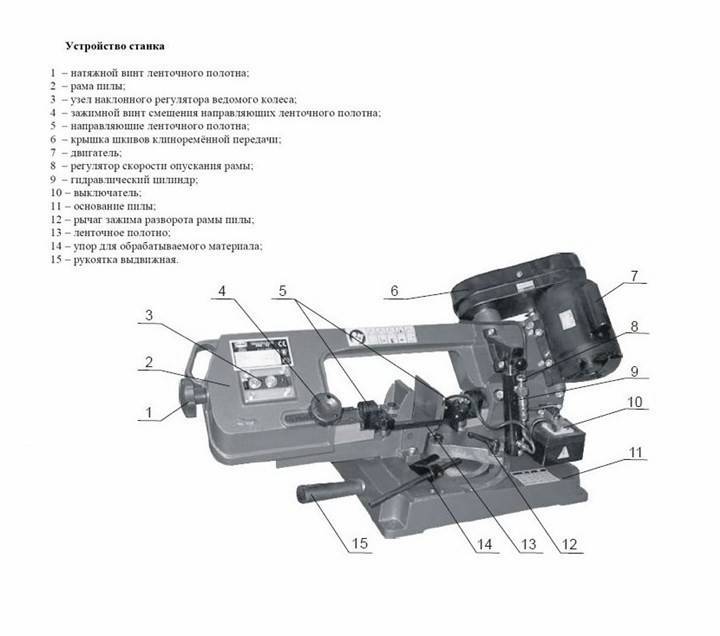
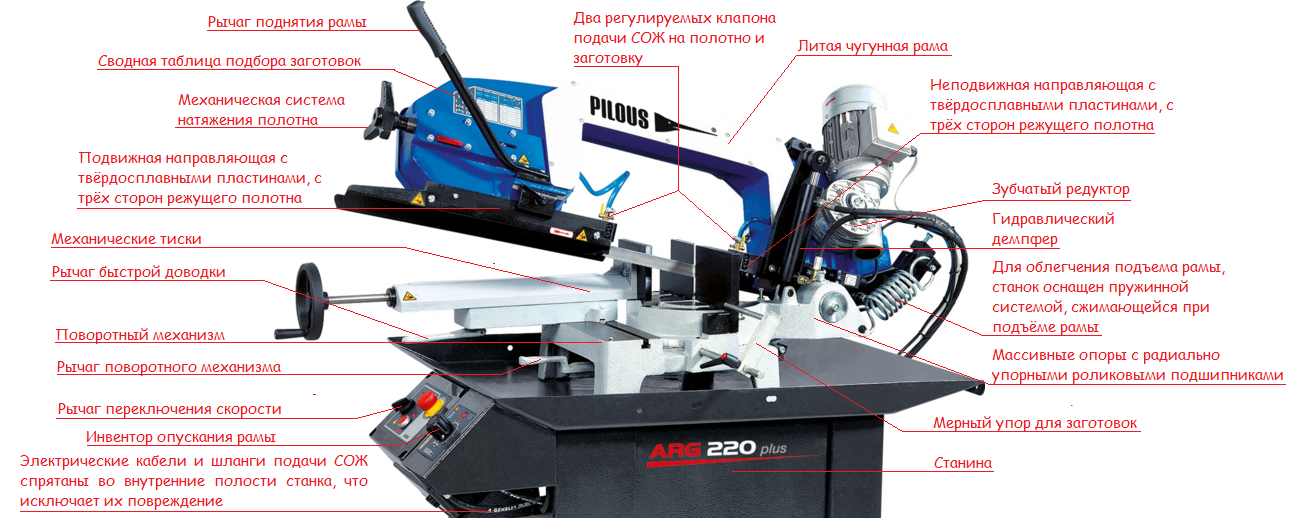
Устройство ленточной пилы по дереву
Пилорамы ленточного типа схожи по своему устройству. Профессиональные инструменты отличаются габаритами и весом по сравнению с домашними пилами, предназначенными для бытового использования в небольших мастерских, и ручными агрегатами. Конструктивно ленточные пилы состоят из нескольких узлов:
- Рама или станина – корпус, на котором закреплены все главные элементы.
- Рабочая поверхность, оснащенная линейкой и упором, что помогает регулировать правильность распила.
- Двигатель – приводит в работу пилу.
- Полотно для ленточной пилы по дереву надевается на шкив и вращается с высокой скоростью.
- Пульт управления, система смазки, защитный кожух – дополнительные узлы, которые делают работу ленточной пилы безопасной и удобной.

Параметры ленточных пил
В зависимости от типа изготовления, ленточная пила может служить для обработки следующих материалов:
- дерево;
- синтетика;
- металл.
Металл обладает высокой прочностью, а потому необходимо использовать усиленную сталь для резки. При использовании стандартных пилок, зубья будут деформироваться очень быстро. Поэтому нужно заранее подготовиться к работе, учитывая тип материала.
Размер и шаг зубьев полотна
Для выбора резца, необходимо отталкиваться от размеров созданного станка. А также есть полезные рекомендации, которых стоит придерживаться:
- Для продольного пропила используют широкие полотна, в результате выходит качественный и ровный срез.
- Если предстоит обрабатывать тонкую заготовку, нужно использовать очень узкое лезвие.
- При необходимости контурной и фигурной резки, подбирают режущие элементы в диапазоне ширины от 14 до 88 мм. Предпочтительный размер — 35-40 мм.
На финальный результат обработки будет влиять и шаг зубьев:
- Крупная постановка подходит для обработки тонких листовых материалов.
- Чем «гуще» постановка зубьев, тем больше должно быть полотно.
- Средний вариант можно использовать при обработке синтетических материалов, чтобы не забивать резец отходами.
Но и этого недостаточно для правильного подбора лезвия
Важно обращать внимание на заточку и расположение зубчиков
Расположение зубьев и заточка
Шаг зубьев влияет на финальную обработку. Выбор необходимо совершать в зависимости от твердости древесины:
- WM-полотна подходят для твёрдых и мягких пород древесины.
- АV — для работы с твердой древесиной, или мерзлым деревом.
- NV — для фигурного распила.
- NU — для мягких пород.
Также необходимо обращать внимание на заточку зубьев. Режущая кромка должна быть очень острой и ровной
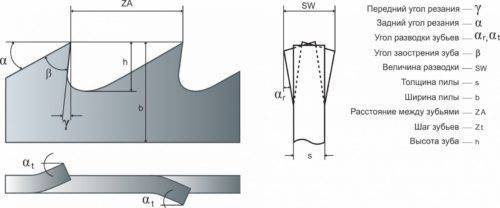 Схема зубьев
Схема зубьев
Заточка ленточных пил
Конечно же, затачивать ленточную пилу лучше на специальном станке, в специализированных мастерских. Да и профессиональная заточка пилы стоит недорого. Но если по каким-либо причинам у вас нет возможности отнести пилу для заточки, то правку инструмента можно сделать и самостоятельно.
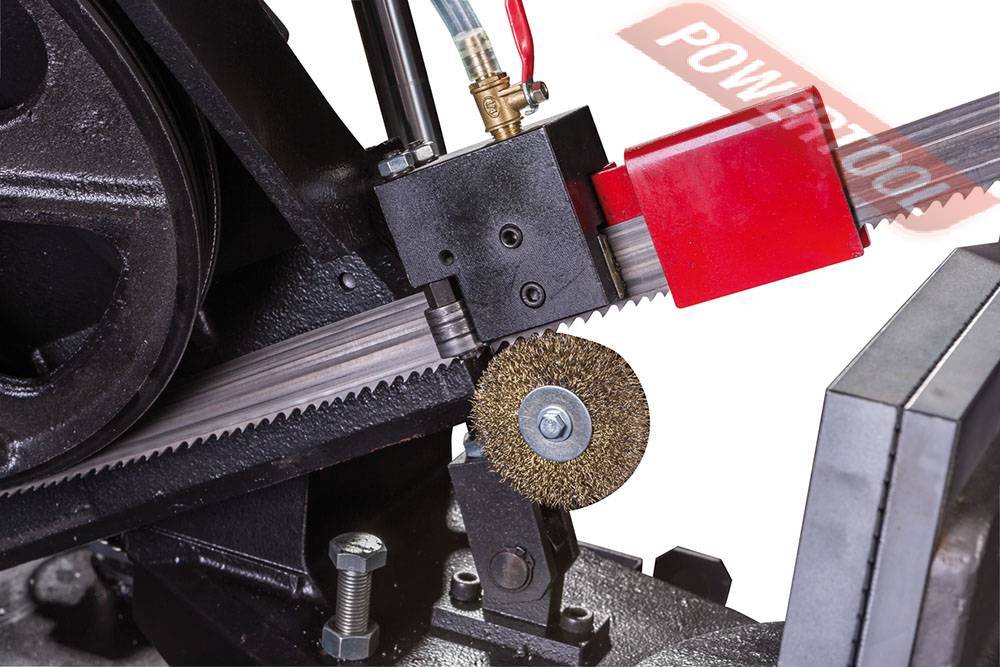
Заточка ленточной пилы производится с помощью небольшого напильника или надфиля по передней и задней грани резца нескольким движениями (3-4) для каждого зуба.
Также ленточную пилу можно точить с помощью гравера, используя оснастку, предназначенную для заточки цепных пил.
Оснастка вставляется в гравер, и производится заточка резцов аккуратными движениями по верхней части резца.
Сильно снимать металл не нужно, достаточно просто осветлить его.
Совет! Работая инструментом, не допускайте, чтобы фреза соскальзывала с вершины зубца по направлению к следующему. Так вы его укоротите, после чего придется все зубья подгонять под его высоту.







Также можно попробовать точить и пилы по металлу. Но обычно их не перетачивают, поскольку режущая часть данных пильных лент является либо биметаллической, либо имеет зону закалки. Зубья на таких лентах работают, пока не выкрошатся и могут иметь микротрещины. Если их переточить, то они начнут быстрее крошиться либо станут пилить еще хуже.
Этапы настройки ленточной пилорамы
Очерёдность настройки узлов ленточнопильного станка требует специальных навыков и знаний, но не представляет особой сложности.C помощью регулировочных болтов, колёс и отвеса, шкивы выставляются в плоскости по вертикали.Выставление шкивов по горизонтали. Делается это при натянутой ленте специальной нитью, проходящей вдоль пилорамы. После установки колёс в горизонтальной плоскости происходит фиксация «ведущего» колеса, которое далее в наладке не участвует.Установление люфта между передним краем «ведомого» шкива и межзубовым зазором полотна ленточной пилы проводят при натянутой ленте с помощью раскачивания «ведомого» шкива по горизонтали.Зазор выставляется между межзубовым зазором ленты и передней кромкой «ведущего» шкива пилорамы методом раскачивания «ведомого» колеса по вертикали.
Виды ленточной пилы по металлу
Представленное на рынке оборудование имеет разную степень автоматизированной работы. Распиловка металла ленточной пилой может происходить устройствами такого вида:
- Ручными . В них рама опускается благодаря прикладыванию сил оператором или весу самой конструкции. Скорость подачи заготовки регулируется благодаря фиксации устройства в исходных точках. Закрепляет и размечает заготовку оператор самостоятельно. Кроме того, ручная ленточная пила по металлу задает скорость путем опускания рамы.
Полуавтоматическими . У таких устройств подъем конструкции, фиксация заготовок в тисках и их освобождение после выполнения работ осуществляется самим станком. Задача для оператора состоит только в укладке деталей в зажимном механизме.
Автоматическими . Это оборудование в основном устанавливается на больших производствах. Оно самостоятельно выполняют фиксацию материала в тисках, спуск и подъем рамы, смену угла резки. Автоматически выполняется регулирование силы резки, давления и скорости подачи.
Что нужно знать о ленточной пиле
Каким будет распил дерева, зависит от того, какую форму имеет зубец оборудования. Именно зубец ленточной пилы показывает тип распила. Чему же отдать предпочтение? Пила с узкой лентой стоит недорого и ею очень просто пользоваться. Смысл заключается в том, что зуб не может быть высотой не больше 20% от ширины полотна, иначе сталь от сильной нагрузки разорвется, как бумажный лист. Какого шага и высоты зубья, определяет площадь впадины. Потому как если опилки не будут выноситься, а будут скапливаться в пропиле, то пила заклинит и засориться опилками. На практике есть определение высоты зуба, и она равняется не меньше 5 мм. И, соответственно, шириной полотно должно быть менее 25 миллиметров. Узкая пила, которая порвалась, встречается часто. Широкие пилы рвутся очень редко. На таких пилах могут появиться трещины, и связано это с неправильно подобранными размерами, регулированием. А вот чтобы разорвать такую пилу это еще надо потрудиться. Трещины могут быть:
- во впадинах зубьев;
- в центральной части пилы;
- на кромке в задней части.
Наиболее часто встречаются дефекты во впадинах зубцов ленточного оборудования. Возникают дефекты в процессе работы пилы. Из-за дефектов такая пила делает неровный пропил дерева. Как же не допустить образование дефектов? На узких пилах делают разгиб зубцов. Разводка проводится так: 1-ый зубец влево, 2-ой вправо, 3-ий прямо и опять: влево, вправо, прямо. В данном случае пил проводят левый и правый зубцы, а прямой занимается уборкой опилок.
Лучшим считается работа пилы с уборкой опила на 100%, а узкая пила убирает на 30%, потому как высота зубцов у такого типа пил невысокая. Из вышесказанного можно сделать вывод, что скорость работы узкой пилы ниже, так как вынос опила низкий, и замедляет пил. Кроме того, узкая пила не имеет тело стабилизации и поэтому застревает и расшатывается в пропиле, из-за чего происходит разрыв. И тут уже опять понадобится ремонтировать и варить. Вывод однозначен, широкая ленточная пила для дерева все-таки лучший вариант. Единственное, что можно предпринять — это увеличить ширину стального полотна. Отношение не должно превышать 20 к 80. Зубцы можно сплющить на кончике, тем самым создав уширение в пропиле. Также можно наплавить стеллит. После этого зубцы гарантированно будут работать на все сто. Если сделан стеллит, то разводку делать не надо.
Следует сказать и о том, что каков будет пил, влияет и качество древесины. Дерево должно быть чистым, с минимальным количеством сучков. Широкая пила отлично работает с любой шириной бревна. Большие скорости для нее не проблема. В широких ленточных пилах настройка зубцов может проводиться более тонко. Также может меняться ширина, угол, толщина пропила. Благодаря этому выход продукции можно повысить до 25 %. Узкая ленточная пила делается с более дешевым оборудованием, более просто собирается. Это своего рода относительный плюс в копилку узких пил.
Ручная пила
Узкая пила нагревается во время работы полностью, а у широкой пилы нагревается только часть лезвия, которая пилит, из-за этого порой может возникать волна в месте пропила.
Поэтому широкую пилу надо натягивать гораздо сильнее, чем узкую. Конструкция широкой пилы более сложная, что, естественно, отражается на стоимости. Кроме того, на широкой ленточной пиле очень непросто работать, надо иметь ряд определенных навыков и знаний. Хороший, налаженный станок с широкой ленточной пилой даст большие объемы выработки.
Для того чтобы пиление было продуктивным требуется:
- станочное оборудование с широкой ленточной пилой;
- опытный оператор;
- высокого качества подготовленное оборудование;
- человек ответственный за заточку;
- механизм для заточки;
- обслуживающий персонал.
Станок для ленточной пилы Ленточными пилами можно пилить оперативно и качественно. Однако надо соблюдать ряд правил. Перед использованием ознакомиться с оборудованием, ухаживать за оборудованием, чистить и смазывать, вовремя проверять и обслуживать. Если финансов нет, то станок можно сделать самостоятельно. Обладая навыками, деталями и специальным оборудованием, следуя схеме, можно попробовать собрать ленточную пилу своими руками. Конечно, самостоятельно собранный станок не будет обладать супер скоростью, но как говорится: не спеша, можно выполнить поставленные задачи по пилению очень даже хорошо и продуктивно.
Плюсы и минусы устройства
Список важных достоинств
- Экономичность использования в первую очередь объясняется относительно небольшой толщиной пропила.
- Высокий уровень производительности достигается благодаря достаточно высокой скорости раскроя.
- Невысокая цена продукции предоставляет возможность существенно расширить круг основных потребителей.
- Продолжительный период эксплуатации устройства обеспечивается благодаря особой конструкции.
- При использовании не создается чрезмерного шума, а значит, работы проходят в комфортных условиях.
Так выглядит ленточная настольная пила по дереву.
Некоторые недостатки
- При настройке у неопытных пользователей могут возникать проблемы, так как этот процесс достаточно сложен.
- В связи с наличием замкнутой системы с противоположной стороны обязательно должен устраиваться защитный механизм.
- В силу конструктивных особенностей, изделие больше подходит для осуществления продольного раскроя.

В работе задействована продукция ручного типа.
Осмотр деталей механизма
Перед началом работы необходимо произвести осмотр узлов лесопильного станка.
Механизм подъёма перемещает раму «вверх-вниз» при помощи передачи, приводимой в движение электрическим мотором. Пульт управления находится в электрическом шкафу, вмонтированном в верхнюю перемычку станины, обязательно требуется подключение заземления. Рама ленточнопильного станка состоит из двух балок, соединённых между собой. На торцах расположены пильные шкивы:
- «ведущий» – закреплён неподвижно,
- «ведомый» – перемещается продольно.
Пилорама снабжена устройством натяжения пилы, содержащим пружинно-винтовой механизм.
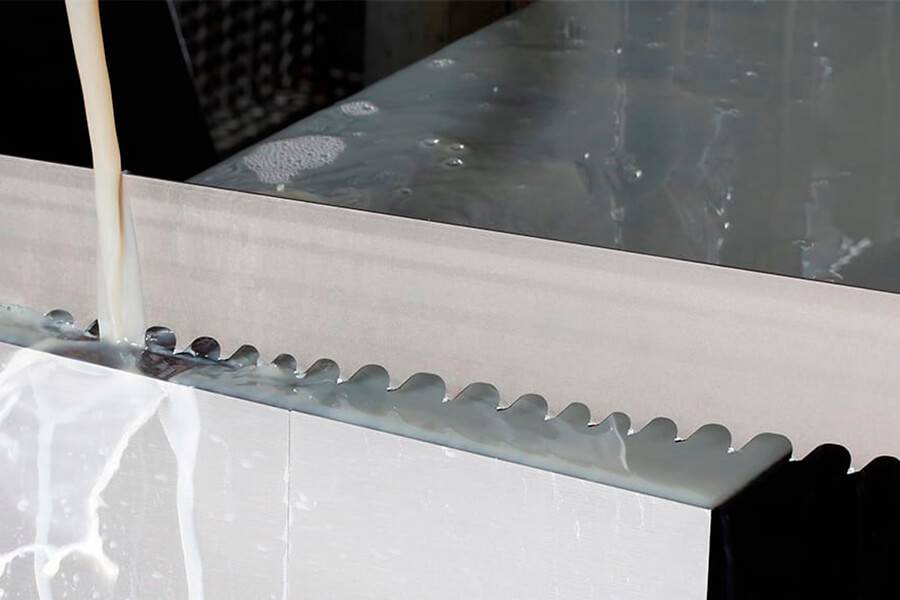
На кожухе пильных шкивов ленточной пилорамы находится бак со смазочно-охлаждающим составом.
Ленточный станок по дереву — пошаговое изготовление
Как только все инструменты и материалы будут собраны, можно переходить непосредственно к изготовлению.
Сборка каркаса
Для изготовления нужно использовать крепкие породы дерева. Часто используют доски из старой мебели. Для начала необходимо сделать чертеж ленточной пилы по дереву своими руками в соответствии с конкретными параметрами.
Монтаж штанги и опоры для шкивов
Самые простые станки можно изготовить из фанеры или брёвен. Толщина штанги должна быть 8 на 8 см. К ней нужно прикрепить несколько опор — для фиксации шкива. Желательно использовать многослойную жесткую фанеру.







Специалисты не рекомендуют использовать большой зазор — при регулярном использовании станок будет раскачиваться из-за создаваемых зазоров.
Стол
Высота основы для самоделки зависит от роста конкретного человека
Важно обращать внимание, чтобы приводной и нижний шкивы, и создаваемая в работе стружка могли свободно помещаться в созданном пространстве. Форму можно выбрать любую, но обычно используют вариант закрытой тумбы, наподобие барабана. Он станет контейнером для сбора опилок
Он станет контейнером для сбора опилок.
Столешница должна быть смонтирована на нижней опоре.
 Столешница-самоделка
Столешница-самоделка
Создание шкивов и их монтаж
Механизм натяжения требуется сварить. Диаметр шкивов можно выбирать в произвольном порядке, но, чем он больше, тем дольше прослужит ленточная пила без замены каких-то деталей.
Выбирать полотна следует с соотношением 1 к 1000 (по отношению к диаметру шкива). Если детали будут длиной в 40 см, то диаметр должен составлять 4 мм.
При выборе параметров нужно учитывать некоторые особенности:
- Рассчитывают длину окружности шкивов: Д=3,14*R.
- Режущий диск должен вращаться со скоростью не больше 30 м/с.
- Далее высчитывают число оборотов — 0=30 м/с.
- Теперь идет вычисление для оборотов движка к вращению шкива.
- Развод зубьев можно выбрать индивидуально.
Чтобы лента размещалась в центре и не уходила в стороны, требуется сделать кромку выпуклой с углом в 5-10 градусов. На шкиве должна быть маленькая канавка, куда помещается ремень. Сверху всё это обтягивается резиной.
Подобранный диаметр должен получиться меньше шкива (примерно в 2 раза), тогда полотно не соскользнет. Верхняя часть закрепляется к подвижному блоку, и ставится в горизонтальную позицию. Таким образом, натяжения кромки будет достаточным. Для этого необходимо применять механизм натяжения: кусок древесины под блоком, к которому подсоединяется пружина. Когда мастер жмет рычаг, аппарат поднимается и пила натягивается.
На нижнем блоке необходимо закрепить несколько шкивов: 1 — ведущий, 2 — ведомый. При этом нужно убедиться, что они качественно сбалансированы. Для закрепления верхнего шкива желательно использовать самоцентрирующийся подшипник.
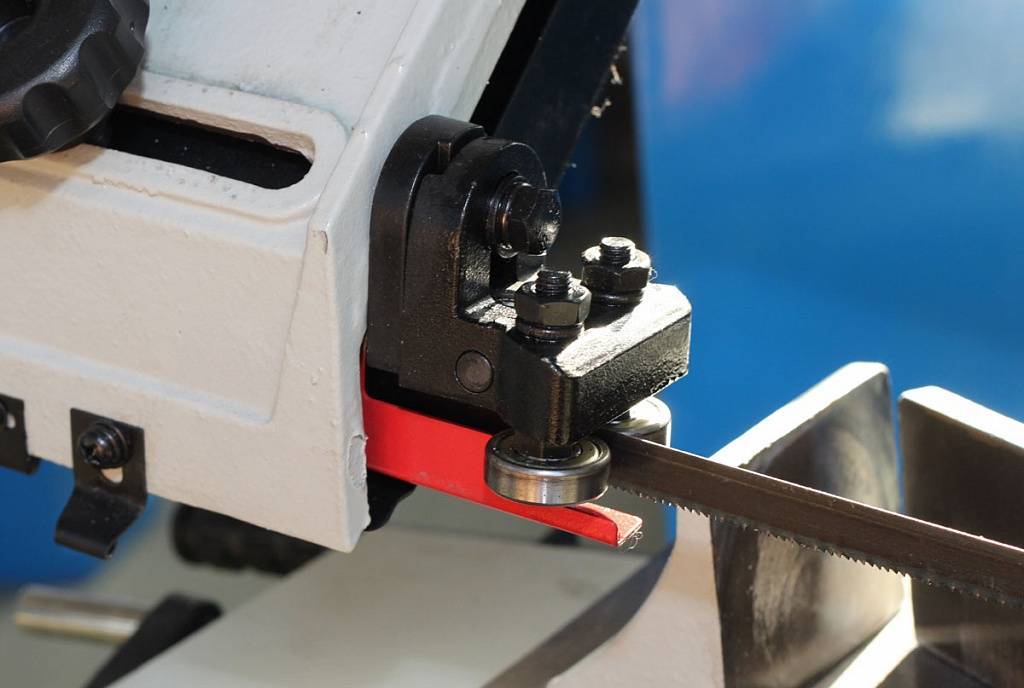
Направляющие полотна
Теперь направляющие зафиксировать под углом в 90 градусов. Таким образом, срез будет получаться максимально ровным и без перекосов. Самое простое решение — прикрутить к брусу несколько подшипников: для фиксации плоской стороны, остальные нужны для крепления по бокам. Направляющие необходимо выровнять по отношению к точке фиксации опоры.
Завершающая отделка
Приступать к работе можно сразу после сборки, но желательно оснастить агрегат кожухом для закрытия шкива.
Чтобы древесина прослужила как можно дольше, её нужно покрыть лаком.
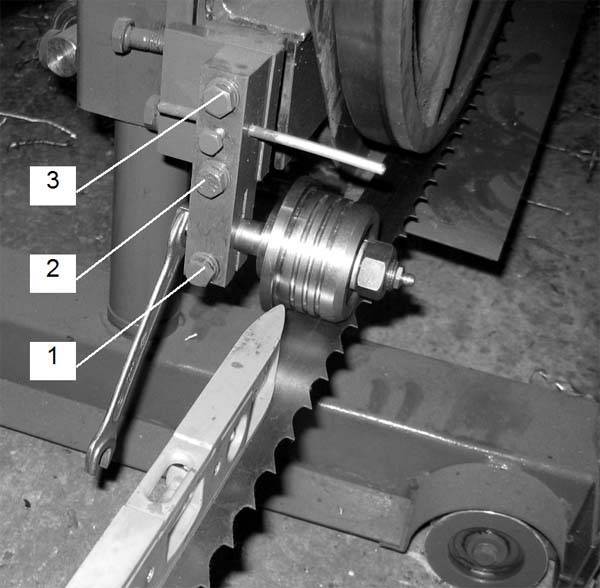
Широкая ленточная пила: вальцовка
Да, теперь подготовка широкой ленточной пилы включает такую операцию как вальцовка, то есть продольная прокатка полотна металлическими вальцами под определенным давлением. Частота дорожек и сила прижима вальцов подбираются так, чтобы все полотно при сгибе по форме шкива приобретало соответствующий прогиб, повторяющий его профиль, примерно как это происходит с плоским ремнем, натянутым на выпуклые шкивы. Кроме этого вальцовкой добиваются вытягивания задней кромки ленты, отвечающей повороту шкивов.
Геометрически можно представить себе коническую форму, образованную внешними поверхностями шкивов, на которую натягивается пила. Получается, что широкая отвальцованная лента, сгибаясь, повторяет поверхности шкивов. Шкивы станка разворачиваются на необходимый угол завала плоскости и лента натягивается. При пилении под нагрузкой пила незначительно смещается назад по шкивам и подтягивает переднюю кромку, компенсируя ее удлинение. Сход пилы со шкивов в этом случае исключен.
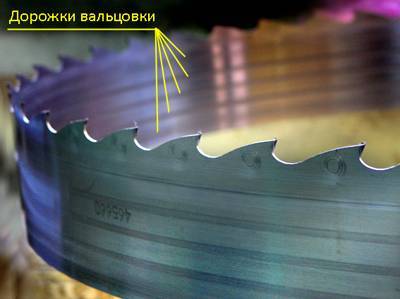
рис. 5: Вальцовка на широкой ленточной пиле
Мудреный механизм фиксации широкой ленты вызвал у Хозяина уважение к конструкторам, сумевшим до конца разобраться в свойствах металла, тонкостях процесса пиления и создать такое устройство. Однако для себя он отметил, что зная профиль шкивов своего станка, величину просвета вальцовки и удлинение задней кромки, можно один раз качественно отвальцевать пилу и пилить, соблюдая величину натяжки, долго и благополучно. А когда сточится весь стеллит, пилу можно будет отдать в сервисный центр для перенапайки и подвальцовки, но к тому времени она себя уже многократно окупит.
Производители и модели
Ленточнопильный станок по металлу — многофункциональное устройство для обработки и резки металла, горных пород, древесины, пластиковых и пенопластовых деталей, согласно заданной программе. Главным рабочим элементом данного оборудования является ленточное полотно в виде кольца. Станок, при необходимости можно настроить на прямое или фигурное распиливание материала, в непрерывном режиме.
Популярные производители
- (Япония) AMADA, DAITO;
- (Корея) DELTA;
- (США) DoALL;
- (Германия) BEHRINGER, MEBA, KASTRO;
- (Тайвань) EVERISING, Way Train;
- (Италия) CARIF, ISTECH, FMB;
- (Испания) DANOBAТ;
- (Швейцария) Jet;
- (Чехия) PILOUS, BOMAR;
- (Китай) CHENLONG, Beka-Mak;
- (Россия) Аллигатор.
Ленточнопильный станок Аллигатор-500У. Фото НЕВАСТАНКОМАШ
Достижения в области технологий позволяют все чаще использовать на современных промышленных предприятиях высокотехнологичные ленточнопильные установки.
Weiss Machinery, китайский производитель, модели:
- WBS90 – диаметр пиления 90 мм, мощность 0,45 кВт, масса 42 кг.
- WBS115 – диаметр пиления 115 мм, мощность 0,55 кВт, масса 62 кг.
- WBS180A – диаметр пиления 180 мм, мощность 0,75 кВт, масса 170 кг.
- WS250G – диаметр пиления 225 мм, мощность 1,20 кВт, масса 120 кг.
- GW4038 – полуавтоматический, диаметр пиления 380 мм, мощность 2,20 кВт, масса 960 кг.
Лучшие производители
Среди компаний-производителей ленточных пил специалисты рекомендуют следующие, занимающие первые строчки рейтинга:
- Arntz. Немецкая компания, в производственных помещениях которой осуществляется постоянный мониторинг качества выпускаемой продукции, а также ведутся работы по исследованиям с целью модернизации технологий и улучшению показателей характеристик ленточных пил.
- Lenox. Американская компания, особенностью этого производителя является специально разработанное покрытие, оно носит название Armor. Благодаря ему изделия обладают повышенной прочностью и устойчивостью к физическому износу.
- Wikus. Еще один производитель из Германии, на протяжении большого промежутка времени находящийся в лидерах списка лучших производителей ленточных пил. К достоинствам компании можно отнести наличие многолетнего опыта в выпуске инструментов и большого перечня имеющихся моделей.
- Forezienne — французская компания по производству и техническому обслуживанию режущих инструментов. Главной ее особенностью является изготовление полотен для ленточных пил из стали, которая производится из высокопробных горных пород и проходит обработку системой закаливания и отпуска.
- Lennartz — не менее крупный производитель лезвий для ленточных станков, востребованный в Европе. Эта компания специализируется на изготовлении пил на базе композиционных сплавов.
- Doall — американский производитель, его знают на рынке благодаря высокому качеству ленточных пил.
Все изделия отличаются надежностью и длительным сроком службы.
Как выбрать подходящую модель
Выбор подходящей модели заточного станка обусловлен параметрами имеющейся ленточной пилы. Необходимо рассматривать оборудование, способное обрабатывать такие ленты, обладающее соответствующими характеристиками (шаг зубьев, толщина ленты, длина петли и т.п.). Подобрать подходящий станок для одной ленточной пилы несложно. Гораздо труднее задача, выбрать модель для обслуживания нескольких пил разной величины, имеющих собственный профиль зуба. В лесопильных или столярных мастерских часто используют по нескольку пил для экономного раскроя бревен ценных пород и для чистой резки тонких пластинок лентами с мелким зубом.






В таких случаях приходится выбирать оборудование универсального типа, способное работать с разными лентами и позволяющее быструю переналадку с одного размера на другой. Специалисты рекомендуют отдавать предпочтение отечественным производителям, которые используют более прочный металл и выпускают станки с увеличенным сроком службы.
Как выбрать полотно по металлу, дереву или мясу
Перед тем как приступить к выбору ленточной пилы для станка, нужно прочитать инструкцию по эксплуатации. В ней производитель указывает параметры изделия, его максимальную и минимальную ширину. Для длины всегда задан диапазон, который нельзя менять, тогда как ширину можно регулировать.
Выбирать изделие следует в соответствии со сферой использования. Например, максимальная ширина подходит, если не предполагается, что заготовку придется распиливать по радиусу.
Подбирая параметры для пилы ленточного типа, нужно определиться со следующими критериями:
- какими будут объемы работ;
- учитывать частоту использования;
- с какими материалами придется работать;
- размеры самого полотна.
Нужно обратить внимание на зубцы. Имеет значение их форма и размер
Для каждого материала требуются разные виды ленточных пил. Инструменты марки М-51 подойдут, если нужно выполнить резку высокоуглеродистых сталей. Пила марки М-42 требуется для низкоуглеродистых сталей, биметаллического полотна. Она нужна для работы со среднеуглеродистой сталью.
Модели SP предназначены для длительной работы с жаростойкой сталью. Инструменты типа ТСТ требуются для обработки заготовок из титана, они же рассчитаны на работу с никелевыми сплавами.
Если выбор пильного полотна для ленточной пилы сделан правильно, произойдет следующее:
- линия среза будет ровной;
- будет отсутствовать вибрация при распиловке материалов;
- не появится трещин и сколов в месте среза.
Для резки камня, металла, дерева и синтетического полотна применяют разные ленточные пилы. Их стоимость зависит от назначения и вида полотна. Для обработки древесины используют полотно для ленточной пилы «Зубр 350».
Резка пластика, стекла и древесины осуществляется полотнами 1425 мм, стоит приобрести полотно по мясу 1650 мм. Для распиловки дерева можно купить лезвия 2240 мм.
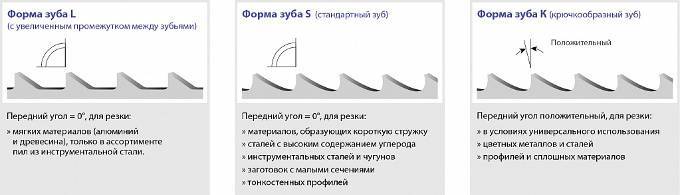
Формы режущей части и угол заточки
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.





