

Отличие алюминия от сплавов на их основе
Чтобы найти различия между алюминием сплавами на его основе потребуется проведение лабораторных исследований. Однако, Кулибины нашли несколько способов, которые можно использовать самим, в домашних условиях.
При механическом воздействии на дюраль, от сплава не исходит высокого частотного звона. Удар по Al провоцирует появление звонких частот, обладает особым блеском, благодаря котором можно увидеть собственное отражение.
Вторым способом определения наличия дополнительных элементов в составе алюминия является проверка его перекисью водорода. При нанесении на поверхностный слой нескольких капель перекиси водорода сплав начнет изменять цвет в сторону потемнения, чего нельзя сказать про алюминий.
Более точно определить состав изделия можно посредством проведения экспертизы профессиональными экспертами.
Особенности литья изделий из цинка ЦАМ4-1
Особенности литья изделий из цинка ЦАМ4-1: цинковые сплавы для литья под давлением должны обладать высокой жидкотекучестью при небольшом перегреве, не взаимодействовать с металлом пресс-форм и камер прессования, не привариваться к пресс-формам. Сплавы должны обладать малым интервалом кристаллизации, прочностью при высоких температурах, так как отливки подвергаются значительным нагрузкам при усадке и плотном обжатии металлических стержней, при снятии со стержней и выталкивании из пресс-формы. В России для литья под давлением применяются в основном цинковые сплавы ЦАМ4-3, ЦАМ4-1, а также некоторые другие.
Отливки из цинковых сплавов получают на компрессорных и поршневых машинах для литья под давлением. Наибольшее распространение в нашей стране для получения цинковых отливок получило литье под поршневым давлением на машинах с холодной камерой прессования.
При литье под давлением к конструкции отливок предъявляют следующие требования:
- отливка не должна иметь выступов и поднутрений, препятствующих извлечению стержней и вставок из отливки и удалению ее из формы;
- отливка не должна иметь большого различия в толщинах стенок: утолщение отдельных мест отливок следует уменьшать с помощью ребер, отверстий, уголков жесткости; ребра жесткости обеспечивают необходимую прочность отливки при меньшем расходе металла;
- отливки должны иметь литейные уклоны в направлении извлечения стержней и вставок и разъема формы: для наружных поверхностей уклоны должны быть не меньше 0о 15; а для внутренних поверхностей, оформляемых подвижными стержнями, — не менее 0°30, неподвижными — не менее 1 °;
- отливки не должны иметь острых углов (кроме углов в плоскости разъема) и больших радиусов перехода от одного сечения стенки к другому.
Отливки, получаемые литьем под давлением, по степени сложности делят на три категории:
I — отливки простой конфигурации с глухими поверхностями или незначительными, простыми по форме ребрами и выступами, имеющие литейные уклоны на внутренней поверхности 1°, на внешней 0°30. II — отливки с прямолинейными и криволинейными поверхностями, с углублениями и выступами, с резкими переходами от тонких сечений к толстым; литейные уклоны на внутренней поверхности 0°30 — 1°, на внешней поверхности 0°15-0°30. III — отливки сложной конфигурации с прямолинейными и криволинейными поверхностями сложных очертаний, со значительным количеством углублений, выступов, ребер, окон, с глубокими отверстиями малых размеров; минимальные литейные уклоны на внутренней поверхности 0°30, на внешней 0°15.
Точность отливок зависит от правильного исполнения размеров полости пресс-формы с учетом усадки сплава и степени износа формы при эксплуатации. Усадка цинковых сплавов для отливок со стенками толщиной 1-3 мм составляет 0,4-0,5 %; при большей толщине стенок отливки усадка составляет 0,5-0,6 %. Состав сплава, температура сплава и формы, продолжительность выдержки металла в форме также оказывают влияние на точность отливок. Класс точности цинковых отливок, получаемых литьем под давлением, зависит от их номинальных размеров. С увеличением размеров отливок точность уменьшается. Размерам отливок до 30 мм соответствует 4-й класс точности, размерам 30-120 и 120-360 мм — 5-й и 7-й классы соответственно.
Чистота поверхности отливок зависит от чистоты поверхности пресс-формы. При литье под давлением цинковых сплавов чистота поверхности отливок достигает 7-8-го класса. Однако по мере износа пресс-формы чистота поверхности ухудшается. Средние значения чистоты поверхности отливок соответствуют 6-му классу.
Виды сплавов
В процессе развития технологий появились различные сплавы цинка. Соединение двух металлов может быть гораздо лучше по характеристикам, чем чистое сырье, очищенное и переплавленное в заготовки. Поговорим о самых известных сплавах цинка с другими металлами.
Медь и цинк
Производная смесь меди и цинка — латунь. Сплав известен с древних времен. Изначально он изготавливался в процессе сплавки цинковой руды и меди. В XVIII в. был впервые изготовлен сплав с добавлением металлического цинка. Существует 3 вида латуни:
- Зеленая — 60% меди.
- Золотистая — 75% меди.
- Желтая — 67% меди.
Раньше латунь использовалась при производстве монет и украшений.
Сталь и цинк
Оцинкованную сталь знает каждый человек. Ее можно встретить в любой квартире или на производстве. Эту смесь неразумно называть сплавом. На лист стали наносится слой цинкового напыления. При температуре в 400°С, жидкий цинк наносится на стальную поверхность. При такой температуре атомы двух металлов плотно связываются между друг другом и образуют железоцинковый сплав. Оцинкованные поверхности не ржавеют.
Олово и цинк
Сплав олова и цинка популярен в электропромышленности. Благодаря высокому показателю теплоемкости этот сплав использовался при изготовлении сосудов для хранения жидкости. Напитки длительное время оставались теплыми.
Алюминий и цинк
Сплавы алюминия и цинка с добавлением других металлов используются в литейном производстве. Получаемая смесь обладает хорошими литейными параметрами благодаря низкой температуре плавления.

Плавление металла
Производство алюминия
Для того чтобы изготовить сплав алюминия с медью, необходимо высокотехнологичное оборудование и, конечно же, сам металл. Его добывают из бокситов. Это горная порода, которую необходимо измельчить, добавить в неё воду и обработать паром под большим давлением. Таким образом из глинозема отделяют кремний. Затем густую массу помещают в специальную ванну с расправленным криолитом. Содержимое нагревают до 950 °С и через него пропускают электрический ток в 400 кА.
Это позволяет разорвать связь между атомами кислорода и алюминия. В результате последний оседает на дно в качестве жидкого металла. Так из жидкого алюминия делают отливки. Теперь металл полностью готов к механической обработке. Однако для того чтобы повысить его прочность, необходимо в него добавить легирующие элементы и таким образом получить высококачественный сплав алюминия с медью.

Процесс литья металла
1. Литье по образцу
Выкройка обычно является точной копией внешней части отливки. Большинство конструкций будет из пластика, дерева, металла, гипса или пластика. Процесс изготовления моделей необходим для изготовления промышленных деталей. Вы выполните конкретные расчеты, чтобы детали подходили друг к другу.
Хорошая выкройка должна иметь точные размеры. Любая ошибка в процессе может стать причиной неудачного литья. Другими словами, создание выкройки – это обычно искусство конструирования паттернов. Это первый процесс литья металла, который также имеет большое значение.
Выкройки будут различаться по форме, размеру и сложности. Используются несколько направлений. Вот некоторые из ярких примеров:
a) Свободные узоры
Вы можете легко создавать рыхлые узоры на дереве. Вылепляя рыхлые выкройки, вы будете вручную разрезать систему подачи на песок. Кроме того, вы можете разделить некоторые из этих рыхлых узоров на две половины, чтобы облегчить лепку.
b) Закрытые шаблоны
Процесс более сложный, чем разрозненные шаблоны. Вы будете устанавливать шаблоны для включения литников. Процесс исключает ручную резку. Он имеет усовершенствованные формы, что позволяет получать отливки высокого качества.
2. Изготовление сердечника
Если отливка полая, вам понадобится дополнительный кусок металла или песка, также известный как сердечник. Они сформируют внутреннюю форму и сделают ее полой. Ядро складное, но обычно прочное. В результате вы сможете с комфортом снять его с готовой гипсовой повязки.









3. молдинг
Формование – это обычно многоэтапный процесс. Он использует формовочный песок для формирования слепка вокруг узора. Во время литья вы помещаете металлическую литейную форму в рамку, которую мы называем опокой. Затем вы положите формовочный песок или зеленый песок в колбу вокруг шаблона. Этот метод широко известен как литье металла в песчаные формы.
Когда вы плотно наберете песок, вы можете удалить узор. В конце концов, гипс будет стоять. В качестве альтернативы вы можете создать неразрушающую металлическую форму, состоящую из двух частей. Затем можно многократно использовать пресс-форму для создания идентичных деталей для конкретных промышленных целей.
4. Заливка расплавленного металла
По мере того, как вы расплавляете металл, начните заливать его в полость формы и дайте ему затвердеть. Когда он завершит процесс затвердевания, запустите процесс взбалтывания. Подвергните форму вибрации, чтобы удалить песок с отливки.
Следовательно, вы будете собирать удаленный песок. Вы можете вернуть его и использовать в будущих задачах.
5. Уборка
Это последний шаг. Вы будете отделять отлитый металлический предмет от формы. Это произойдет позже при зачистке, которая включает в себя очистку объекта от любых расплавленных материалов. Здесь вы также можете удалить неровности.
Вместо заключения
Латуни – цинковые сплавы – находят широкое применение в машиностроительной промышленности. Их используют для производства особо прочных деталей, где требуются точные отливки. Большая часть вырабатываемого в мире цинка идет на изготовление оцинкованной стали, потому что он образует защитную пленку, предотвращая их от коррозии. Незаменимы сплавы при изготовлении различных источников электрического тока. Являясь компонентом в припоях, этот цветной металл снижает температуру плавления. Медицинские препараты, содержащие окиси цинка, обладают противовоспалительными и антисептическими свойствами.

Недостаточное количество содержания цинкового микроэлемента в организме человека приводит к возникновению серьезных заболеваний: язвы желудка, цирроза печени, атеросклероза.
Виды цинковых сплавов и их свойства
Сплавы с различными металлами: медью, магнием, алюминием, никелем легко паяются и свариваются, имеют более низкую температуру плавления и лучше льются в формы. Каждый из этих металлов по-своему влияет на свойства сплава и применяется в разных отраслях промышленности.
По своему назначению цинковые сплавы делятся на следующие виды:
- Деформируемые. Примерно на 15% состоят из алюминия, на 5% из меди и менее 1% магния, по своим свойствам напоминают латунь, изготавливаются при помощи наполнительного или полунепрерывного литья с последующим получением листового или пруткового материала;
- Литейные. Получаются добавлением в метал не более 3,5-4% меди и алюминия и малого количества (примерно 0,05%) магния, отличаются хорошей текучестью и не взаимодействуют с материалом литейной формы, изготавливают при помощи литья под давлением или литья в формы;
- Антифрикционные. Содержат более 10% алюминия, около 5% меди и менее 0,1% магния, нашли широкое применение в изготовлении подшипников, благодаря низкому коэффициенту трения, изготавливают при помощи литья под давлением;
- Припои. Применяются для пайки алюминиевых. В зависимости от марки могут включать в себя алюминий, медь, кадмий, серебро свинец и другие металлы, отличаются высокой прочностью и пластичностью, но подвержены воздействию коррозии;
- Типографские. Содержат до 7,5 % алюминия, чуть менее 2 % магния и до 4,5 % меди, отличаются прочностью и хорошо льются в формы, применяются для отливки типографских шрифтов;
- Протекторные. Содержат менее 1% алюминия и незначительные количества магния или кремния, хорошо сопротивляются коррозии во влажной среде, применяются в качестве защитных металлов во многих отраслях промышленности.
Среди распространенных и известных сплавов цинка:
- Латунь. Сплав цинка с медью. Медь – основной компонент. В зависимости от содержания меди различают зеленую, желтую и золотистую латунь. При температуре более 300°C латунь может деформироваться. Так же существуют многокомпонентные латуни, они получаются добавлением в сплав ряда других металлов.
- ЦАМ. Сплав цинка, алюминия и меди с небольшим количеством магния. Они обладают низкой температурой плавления, хорошо отливается и из них получаются более прочные изделия. Применяемая в промышленности группа медно-цинковых сплавов с добавлением магния и алюминия обозначается аббревиатурой ЦАМ. Плавятся они при относительно невысокой температуре, а следовательно хорошо льются в формы. Изделия, произведенные из сплавов группы ЦАМ, получаются намного прочнее.
- Вирениум – сплав меди и цинка с небольшим добавлением никеля.
Влияние различных металлов на свойства сплава
Медно цинковые сплавы находят все большее применение в изготовлении различных промышленных изделий, а присутствие таких металлов как магний, алюминий, никель улучшают их рабочие качества.
Они легче поддаются обработке при помощи пайки и сварки, имеют более низкую температуру плавления и лучше льются в формы. Каждый из этих металлов по-своему влияет на свойства и применяется в разных отраслях промышленности.
Цинковые антифрикционные сплавы
Максимальное распространение имеют антифрикционные материалы. Они применяют как отливки, а также после механической обработки. Эти материалы отличают антифрикционные параметры и довольно высокая прочность. Их применяют для замены бронзы, детали из которой работают при температуре не более 100 градусов Цельсия.

Микроструктура цинковых антифрикционных сплавов
Если температура выше означенной то сплав приобретает излишнюю мягкость и постепенной верхний слой цинковой детали окажется на поверхности вала.Сплавы этого класса используют для получения цельнометаллические или биметаллические материалы.Из сплавов на основе цинка наиболее широкое распространение получили такие сплавы, как ЦАМ1, ЦАМ 4-1, в их составе содержится до 4% алюминия и 1% меди. Кроме, них для получения отливок применяют такие марки, как ЦАМ 10, состоящий на 5% из алюминия и 10% меди. Его отличают высокие механические и антифрикционные свойства. Этот материал широко используется для деталей мотоциклетной техники. Его технические свойства позволяют применять его и в производстве подшипников скольжения.Особняком стоит сплав ЦАМ 4-1. Этот материал используют для получения деталей различной конфигурации и назначения в автомобильной промышленности. Состав этого материала нормирован ГОСТ 19424-97. В соответствии с его требованиями в состав этого сплава, кроме алюминия и меди, могут входить:
- кремний, не более 0,13%;
- магний, не более 0,06%;
- железо, не более 0,005%;
- свинец, не более 0,01%;
- олово, не более 0,012%;
- кадмий, не более 0,004%.

Применение цинковых антифрикционнх сплавов
Свойства и характеристики сплава отличаются от множества других сплавов, так, ЦАМ 4-1, имеет плотность, превышающую 7,1 кг на 1 дм, предел текучести лежит в пределах 100 КГс и рядом других.Для получения деталей из цинка ЦАМ 4-1, последний поступает в чушках, весом по 25 кг каждая, допустимо и применение материала – сырца в чушках по 500 кг.
Признаки дефицита
Недостаток цинка в организме может быть обусловлен рядом причин: недостаточное поступление с пищей, плохое усвоение, нарушения в работе щитовидной железы, заболевания печени. Кроме того, поводом для дефицита этого макроэлемента может стать переизбыток белков, фитина и селена, употребляемых с продуктами питания. Причиной данной проблемы и снижения качества жизнедеятельности в целом также могут стать моральные и физические нагрузки, нестабильный образ жизни, стрессовые ситуации, вредные привычки.
Перерасход цинка в организме происходит при воспалениях и онкологии. Причина в том, что при лечении данных заболеваний, активируется рост клеток, в котором важную роль играет цинк.
Кроме перечисленных выше причин, дефицит цинка может быть вызван такими факторами:
- Интенсивное потоотделение.
- Злоупотребление алкоголем.
- Восстановление после операции.
- Парентеральное питание.
- Прием большой дозы мочегонных, костикостероидных средств и эстрогенов.
- Передозировка медью, кадмием, свинцом и ртутью.
- Наличие паразитов в кишечнике.
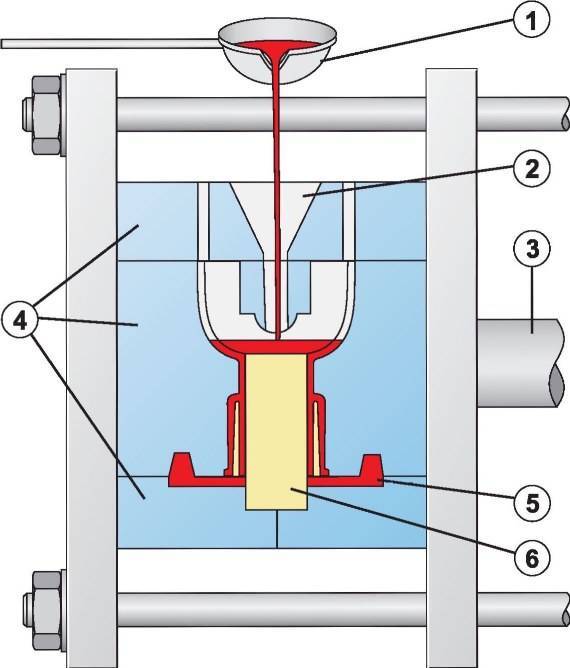
Литьё под давлением
ЛПД занимает одно из ведущих мест в литейном производстве. Производство отливок из алюминиевых сплавов в различных странах составляет 30—50 % общего выпуска (по массе) продукции ЛПД. Следующую по количеству и разнообразию номенклатуры группу отливок представляют отливки из цинковых сплавов. Магниевые сплавы для литья под давлением применяют реже, что объясняется их склонностью к образованию горячих трещин и более сложными технологическими условиями изготовления отливок. Получение отливок из медных сплавов ограничено низкой стойкостью пресс-форм.
Номенклатура выпускаемых отечественной промышленностью отливок очень разнообразна. Этим способом изготовляют литые заготовки самой различной конфигурации массой от нескольких граммов до нескольких десятков килограммов. Выделяются следующие положительные стороны процесса ЛПД:
- Высокая производительность и автоматизация производства, наряду с низкой трудоёмкостью на изготовление одной отливки, делает процесс ЛПД наиболее оптимальным в условия массового и крупносерийного производств.
- Минимальные припуски на мехобработку или не требующие оной, минимальная шероховатость необрабатываемых поверхностей и точность размеров, позволяющая добиваться допусков до ±0,075 мм на сторону.
- Чёткость получаемого рельефа, позволяющая получать отливки с минимальной толщиной стенки до 0,6 мм, а также литые резьбовые профили.
- Чистота поверхности на необрабатываемых поверхностях, позволяет придать отливке товарный эстетический вид.
Также выделяют следующие негативное влияние особенностей ЛПД, приводящие к потере герметичности отливок и невозможности их дальнейшей термообработки:
- Воздушная пористость, причиной образования которой являются воздух и газы от выгорающей смазки, захваченные потоком металла при заполнении формы. Что вызвано неоптимальными режимами заполнения, а также низкой газопроницаемостью формы.
- Усадочные пороки, проявляющиеся из-за высокой теплопроводности форм наряду с затрудненными условиями питания в процессе затвердевания.
- Неметаллические и газовые включения, появляющиеся из-за нетщательной очистки сплава в раздаточной печи, а также выделяющиеся из твёрдого раствора.
Задавшись целью получения отливки заданной конфигурации, необходимо чётко определить её назначение: будут ли к ней предъявляться высокие требования по прочности, герметичности или же её использование ограничится декоративной областью. От правильного сочетания технологических режимов ЛПД, зависит качество изделий, а также затраты на их производство. Соблюдение условий технологичности литых деталей, подразумевает такое их конструктивное оформление, которое, не снижая основных требований к конструкции, способствует получению заданных физико-механических свойств, размерной точности и шероховатости поверхности при минимальной трудоёмкости изготовления и ограниченном использовании дефицитных материалов. Всегда необходимо учитывать, что качество отливок, получаемых ЛПД, зависит от большого числа переменных технологических факторов, связь между которыми установить чрезвычайно сложно из-за быстроты заполнения формы.








Основные параметры, влияющие на процесс заполнения и формирования отливки, следующие:
- давление на металл во время заполнения и подпрессовки;
- скорость прессования;
- конструкция литниково-вентиляционной системы;
- температура заливаемого сплава и формы;
- режимы смазки и вакуумирования.
Сочетанием и варьированием этих основных параметров, добиваются снижения негативных влияний особенностей процесса ЛПД. Исторически выделяются следующие традиционные конструкторско-технологические решения по снижению брака:
- регулирование температуры заливаемого сплава и формы;
- повышение давление на металл во время заполнения и подпрессовки;
- рафинирование и очистка сплава;
- вакуумирование;
- конструирование литниково-вентиляционной системы;
Также, существует ряд нетрадиционных решений, направленных на устранение негативного влияние особенностей ЛПД:
- заполнение формы и камеры активными газами;
- использование двойного хода запирающего механизма;
- использование двойного поршня особой конструкции;
- установка заменяемой диафрагмы;
- проточка для отвода воздуха в камере прессования;
ПРОИСХОЖДЕНИЕ
Цинк в природе как самородный металл не встречается. Известно 66 минералов цинка, в частности цинкит, сфалерит, виллемит, каламин, смитсонит, франклинит. Наиболее распространенный минерал — сфалерит, или цинковая обманка. Основной компонент минерала — сульфид цинка ZnS, а разнообразные примеси придают этому веществу всевозможные цвета. Из-за трудности определения этого минерала его называют обманкой (др.-греч. σφαλερός — обманчивый). Цинковую обманку считают первичным минералом, из которого образовались другие минералы элемента № 30: смитсонит ZnCO3, цинкит ZnO, каламин 2ZnO · SiO2 · Н2O. На Алтае нередко можно встретить полосатую «бурундучную» руду — смесь цинковой обманки и бурого шпата. Кусок такой руды издали действительно похож на затаившегося полосатого зверька.
Цинковые литейные сплавы
Чистый или технический цинк хорошо обрабатывается прокатом, на штампах и другими методами обработки металла. Его можно обрабатывать как в холодном, так и в подогретом до 170 градусов, состоянии. Плотность цинка равна 7,13 кг на кубический дециметр. Кроме того, цинк обладает низкой температурой плавления – 420 градусов Цельсия. Металлургическая промышленность выпускает несколько сортов цинка, которые отличаются друг от друга набором примесей. Для маркировки цинковых сплавов применяют следующий набор букв и цифр. Буква Ц, обозначающую принадлежность материала к цинку. Затем указывают буквы А, М или другие, которые обозначают названия примесей А – алюминий, М – медь и пр. на третьем стоят цифры, указывающие на процентное содержание примеси.

Для литья из цинка применяют сплавы ЦА4, ЦАМ4-1 их применяют для литья под давлением и многие другие. Состав и механические параметры антифрикционных сплавов определены в ГОСТ 21437-95.
К особенностям применения цинковых сплавов можно то, что вторичная плавка этого материала приводит к потере ими жидкотекучести.
Дефекты отливок из цветных сплавов и методы их предупреждения
Общими характерными дефектами отливок при литье в кокиль являются:
- недоливы и неслитины при низкой температуре расплава и кокиля перед заливкой, недостаточной скорости заливки, большой газотворности стержней и красок, плохой вентиляции кокиля;
- усадочные дефекты (раковины, утяжины, пористость, трещины) из-за недостаточного питания массивных узлов отливки, чрезмерно высокой температуры расплава и кокиля, местного перегрева кокиля, нерациональной конструкции литниковой системы;
- трещины вследствие несвоевременного подрыва металлического стержня или вставки, высокой температуры заливки, нетехнологичной конст-рукции отливки;
- шлаковые включения при использовании загрязненных шихтовых материалов, недостаточном рафинировании сплава перед заливкой, неправильной работе литниковой системы;
- газовая пористость при нарушении хода плавки (использовании загрязненных влагой и маслом шихт, чрезмерно высокого перегрева, недостаточного рафинирования или раскисления сплава).
Специфические дефекты отливок из магниевых сплавов – это дефекты усадочного происхождения (пористость, трещины, рыхлоты), обусловленные широким температурным интервалом их затвердевания. Для устранения этих дефектов требуется доводка и точное соблюдение технологических режимов – температуры расплава и кокиля, применение краски и др. Часто отливки из магниевых сплавов из-за плохой работы литниковой системы поражены шлаковыми включениями, что приводит к коррозии отливки при ее эксплуатации и хранении. Такие дефекты устраняют тщательной доводкой литниковой системы.
Специфическими дефектами отливок из медных сплавов являются: газовая пористость при плохом рафинировании и очистке сплава от шлаковых частиц, вторичные оксидные плены при литье алюминиевых бронз вследствие разделения потока расплава на струи и окисления его в форме, трещины из-за плохого раскисления сплавов при плавке.
- ← Раздел 3.3
- Раздел 3.3.2 →
ЦЕНТРОБЕЖНЫЕ ЛИТЕЙНЫЕ МАШИНЫ
ЦЕНТРОБЕЖНАЯЛИТЕЙНАЯМАШИНАЦентробежная литейная машина
— это машина для формирования отливки, осуществляющая вращение литейной формы с целью воздействия на металл центробежных сил в процессе его кристаллизации.
Центробежные машины применяются для получения втулок, колец, трубных заготовок из чугуна, стали, бронзы, алюминия и их сплавов.
Конструкция центробежной литейной машины предполагает наличие водяной системы охлаждения, а также частотного преобразователя, который позволяет изменять и регулировать скорость вращения формы, которая измеряется количеством оборотов в минуту. Помимо этого, литьевые машины имеют систему управления, состоящую из нескольких элементов. Благодаря этому технологический процесс максимально упрощается, а потери от брака сокращаются.
Преимуществом центробежного способа литья является:
- высокий выход годного литья до 95% за счет отсутствия литниковой системы;
- получение отливок высокой плотности с направленной кристаллической решеткой;
- возможность регулировки толщины стенки отливки, наружного диаметра, получение отливок нужной марки металла даже при небольших объемах производства;
- требуются небольшие производственные площади (от 30кв.м), из набора оборудования требуется только под печь, литейный ковш и ЦЛМ.
Принцип работы машины заключается в следующем:
Процесс литья в центробежную машину достаточно простой, жидкий металл заливается во вращающуюся (изложницу, кокиль). Перед заливкой изложницу предварительно подогревают до 250 град и окрашивают краской для избежания пригара отливки к форме. После его растекания по внутренним стенкам формы, снаружи изложницы подается охлаждение водой (душированием) для кристаллизации отливки, металл кристаллизуется и остаётся до конца кристаллизации. Центробежные силы возникающие при вращении изложницы прижимают расплавленный металл к поверхности изложницы, в результате чего происходит его уплотнение и удаление из него газовых и шлаковых включений. Так получается прочная, имеющая хорошую плотность отливка, которая всегда имеет форму тела вращения.
Эксплуатация центробежных литейных машин
Применение центробежных литейных машин имеет ряд серьезных преимуществ перед другими методами литья. Благодаря особой технологии готовые отливки получаются плотными, качественными и износостойкими, без включения шлаков и неметаллических элементов. Из-за чего выход качественных изделий максимально увеличивается.
Помимо этого, использование именно этой технологии литья позволяет значительно сэкономить металл и энергоносители, оптимально отрегулировать продолжительность производственного цикла, увеличить в несколько раз производительность труда. Центробежное литье позволяет обойтись без площадей для формовки и оборудования для сушки форм и стержней.
Стоимость центробежной литейной машины, если разобраться, не так уж велика, учитывая прекрасную функциональность, высокую производительность, отличное качество, лёгкость в эксплуатации.
Покрытие изложницы:
— для цветных металлов — огнеупорной краской (состав огнеупорной краски подбирается технологической службой заказчика).
— для черных сплавов — огнеупорной краской (состав огнеупорной краски подбирается технологической службой заказчика) и сыпучим разделительным покрытием на основе пылевидного кварца.
- Охлаждение изложницы: водяное.
- Режим работы — циклический.
Для извлечения отливки из формы снимают переднюю крышку изложницы с клиньями и сдергивают отливку из формы клещами, толкателем или лебедкой, при этом температура отливки может быть 600-1000 град. Стальные отливки требуют дальнейшей термообработки, чугунные для избежания отбела можно «горячими» помещать в термоконтейнер.









Центробежные машины соответствуют требованиям Промышленной Безопасности и имеют все необходимые защиты.
Центробежные литейные машины для:
- производства гильзы дизельного двигателя (ДВС)
- изготовления буровых насосов УНБ, УНБТ
- изготовления бронзовых втулок ЭКГ
- изготовления прокатных валков
- втулок роликов
- втулок чугунных колец, тормозных барабанов
- реакционных труб из нержавеющих сталей
- биметаллических втулок
- антифрикционных втулок
- подшипников скольжения
- втулок забойных двигателей
- втулок генераторов
- чугунных втулок судовых дизелей
- локомотивных втулок
- втулок горного оборудования
- втулок для РМЗ
- производства роторов электродвигателей
- изготовления венцов червячных колец
- барабанов для бумагодельных машин
- мукомольных вальцов
- поставка запасных частей (шпиндельный узел, оснастка, изложница) а также выполнение ремонта центробежных машин
Цинковые литейные сплавы
Чистый или технический цинк хорошо обрабатывается прокатом, на штампах и другими методами обработки металла. Его можно обрабатывать как в холодном, так и в подогретом до 170 градусов, состоянии. Плотность цинка равна 7,13 кг на кубический дециметр. Кроме того, цинк обладает низкой температурой плавления – 420 градусов Цельсия. Металлургическая промышленность выпускает несколько сортов цинка, которые отличаются друг от друга набором примесей. Для маркировки цинковых сплавов применяют следующий набор букв и цифр. Буква Ц, обозначающую принадлежность материала к цинку. Затем указывают буквы А, М или другие, которые обозначают названия примесей А – алюминий, М – медь и пр. на третьем стоят цифры, указывающие на процентное содержание примеси.

Цинковые литейные сплавы
Для литья из цинка применяют сплавы ЦА4, ЦАМ4-1 их применяют для литья под давлением и многие другие. Состав и механические параметры антифрикционных сплавов определены в ГОСТ 21437-95.
К особенностям применения цинковых сплавов можно то, что вторичная плавка этого материала приводит к потере ими жидкотекучести.
В заключение
Литье металла – это процесс отливки расплавленных металлических материалов в полезные предметы. Это процесс, существовавший с первых лет существования человеческой цивилизации. Однако этот процесс превратился в более надежные методы.
Каждый сектор нашей экономики зависит от металлического литья для производства различных компонентов. Большинство предметов домашнего обихода возникли благодаря этому процессу.
Автомобильная и авиакосмическая промышленность извлекают выгоду из этого превосходного метода. Таким образом, при производстве различных деталей вполне реально выбрать лучший метод литья.
Если вам нужны услуги по литью металла в Китае, обращайтесь к нам прямо сейчас.
Рошиндустри специализируется на высоком качестве Быстрое прототипирование, быстрый мелкосерийное производство и крупносерийное производство. Услуги быстрого прототипа, которые мы предоставляем, – это профессиональный инжиниринг, Обработка CNC включая фрезерные и токарные станки с ЧПУ, Изготовление листового металла или прототипирование листового металла, Умрите литье, металлическое тиснение, Вакуумное литье, 3D печать, SLA, Изготовление прототипов методом экструзии пластика и алюминия, Быстрая оснастка, Быстрое литье под давлением, Обработка поверхности закончить услуги и другие услуги быстрого прототипирования Китая, пожалуйста свяжитесь с нами прямо сейчас.





