

Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения.
Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки.
Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку.
Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую
Это поможет выявить скрытые дефекты.
Во время работы всё внимание обращать на производимую операцию.
Не работать без защитных очков или масок.
Замена абразивных кругов возможна только на отключённом оборудовании.
Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями.
В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
Originally posted 2018-04-06 09:22:34.
Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.
Обычно нас интересует только размер зерна или зернистость наждачной бумаги
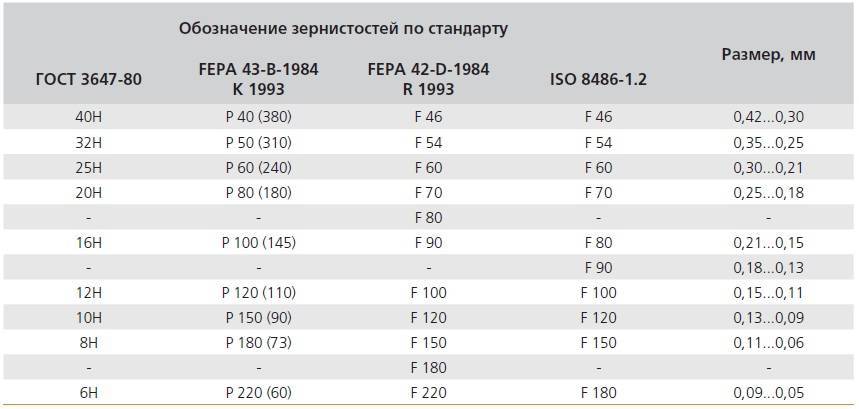
Стандарты России
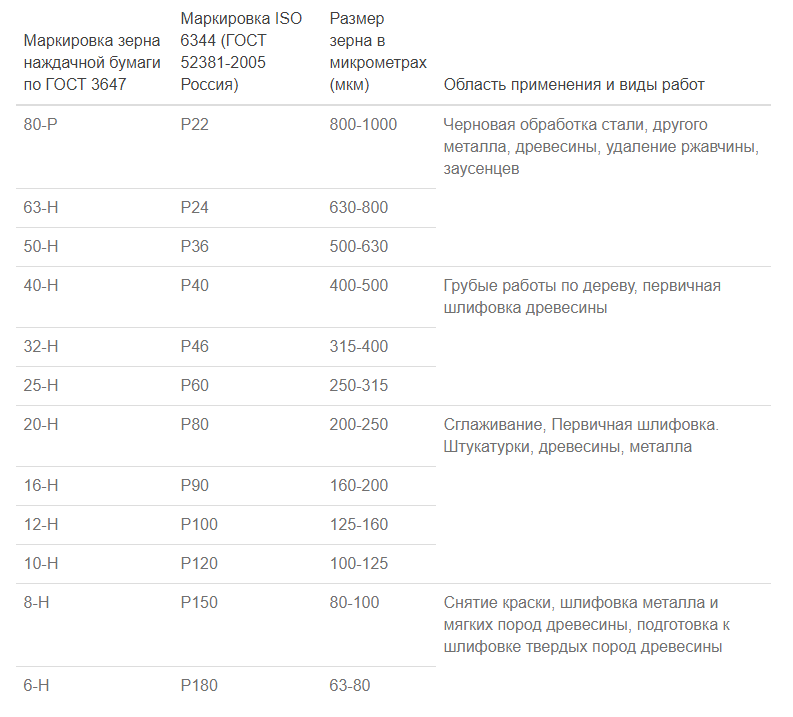
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.
Такой способ маркировки применяют в некоторых странах постсоветского пространства
По старому стандарту прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить. Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н, Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 630 микрометров (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 800 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
- При маркировке мелкозернистой шлифовальной шкурки размер зерен указывается в микрометрах, а после цифры ставят букву «М» (без дефиса). Пример: 14М. Это значит, что максимальная зернистость наждачной бумаги 14 микрометров, но есть и более мелкое зерно размером до 10 мкм.
- По новому стандарту (ГОСТ Р 52381-2005) зернистость наждачной бумаги указывается по числу волокон сита, через которое просеивается абразив. Получается тут чем меньше число, тем крупнее зерно. Перед цифрой ставят букву «Р».
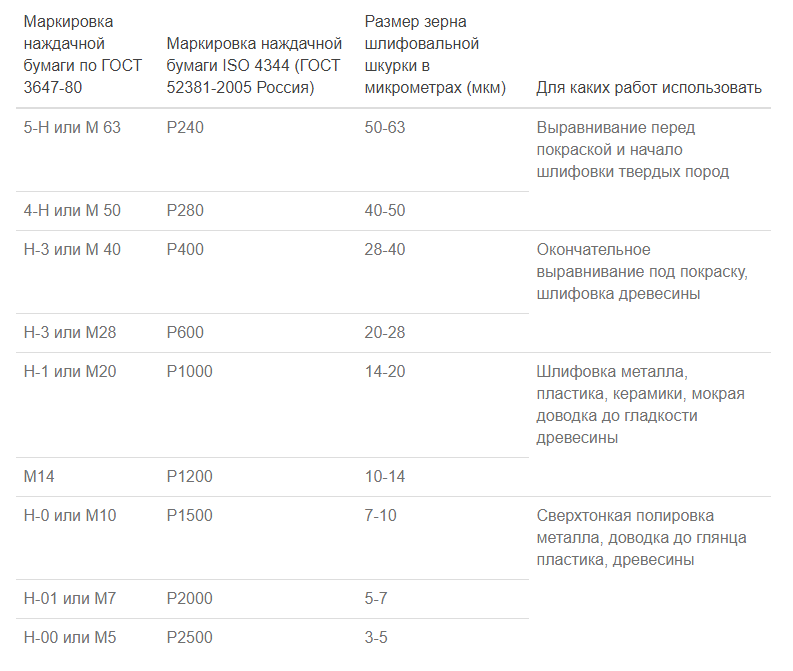
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
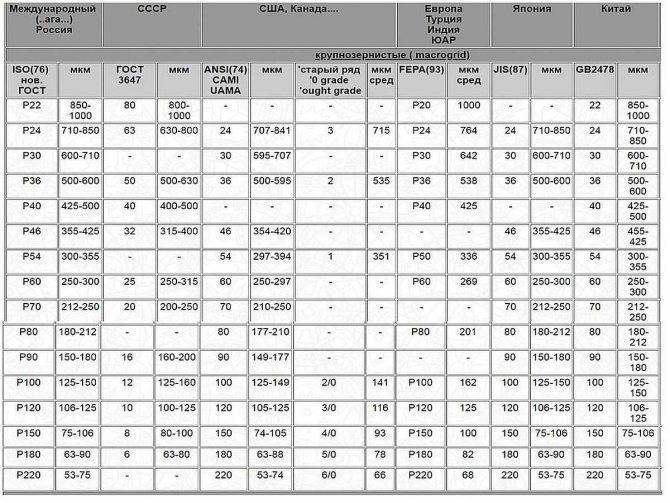
Таблицы соответствия стандартам других стран
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.
Таблица обозначения зернистости для разных стандартов: крупное зерно
 Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
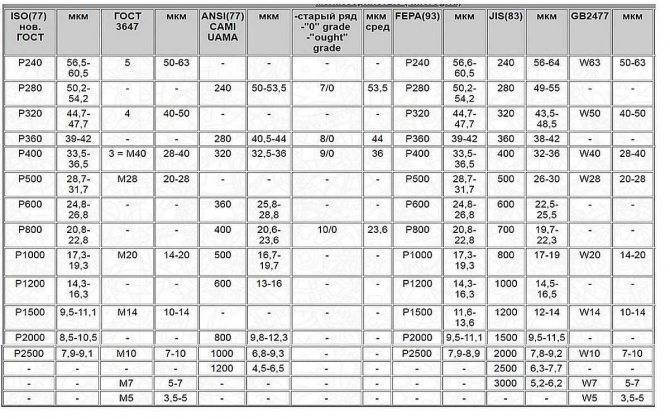
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются
Для работы это может быть важно
Для работы это может быть важно
Зернистость алмазных дисков
Показатель зернистости играет решающую роль в скорости удаления заготовки и получения результатов резки. На срок службы угловой шлифовальной машины также влияет показатель зернистости. Благодаря большому выбору синтетических абразивных зерен в сочетании с различными типами связок качество болгарки может быть оптимально адаптировано к процессу шлифовки.
Для шлифовальных машин на синтетической смоле в основном используются никелированные абразивные зерна. Специальные процессы нанесения покрытия обеспечивают возможность адгезии, что благоприятно отображается на теплопроводности. Чтобы удовлетворить различные требования к измельчению, существует большое количество размеров зерна.
Зернистость – это показатель, определяющий чистоту поверхности обработанного металла, износ диска, количество материала, который удается снять за один ход диска. Показатели и стандарты зернистости фиксируются в ГОСТе. Виды зернистости подбираются в соответствии с обрабатываемым материалом, результат, которого вы хотите достичь, степень шероховатости металла после шлифовки.
Меньший показатель зернистости предполагает более чистую поверхность. Параллельно происходит прижигание поверхности, что не всегда нужно. Поэтому, перед началом работ нужно расставить приоритеты и принять решение по зернистости алмазного диска.
Ступень твердости абразивного материала
Критерий твердости состоит в степени удерживания абразивного материала на поверхности круга. Есть несколько разных вариантов кругов, от очень мягких (ВМ) до чрезвычайно твёрдых (ЧТ). Самыми многоцелевыми являются круги средней твердости, пригодные для большого спектра материалов, по этому в большинстве случаев применятся в бытовых условиях.
К такому параметру необходимо относиться с особенным трепетом, так как неверно выбранный диск быстрее снашивается, может разрушаться в процессе обработки, повреждать обрабатываемый материал или абсолютно не давать результат даже после нескольких повторений шлифовки.
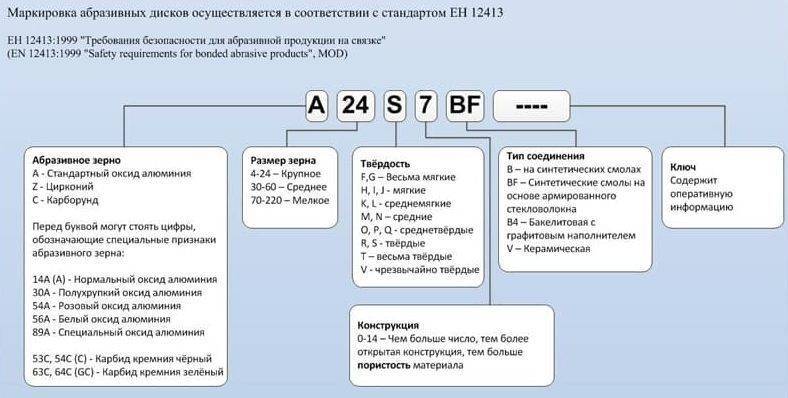
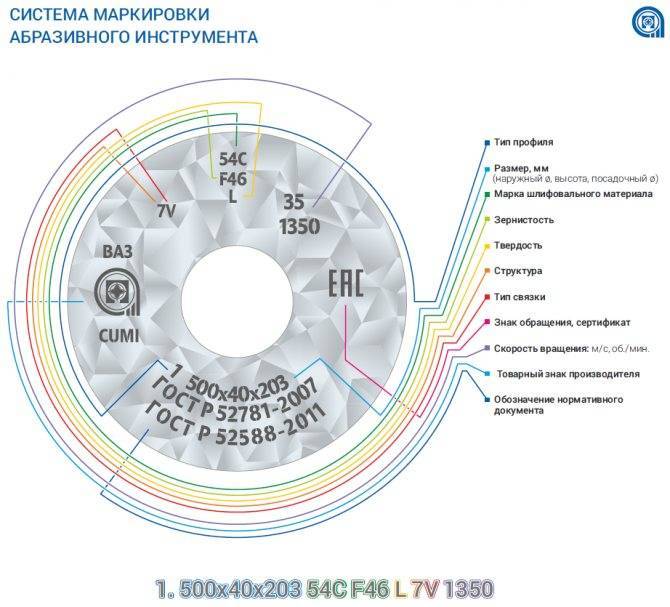
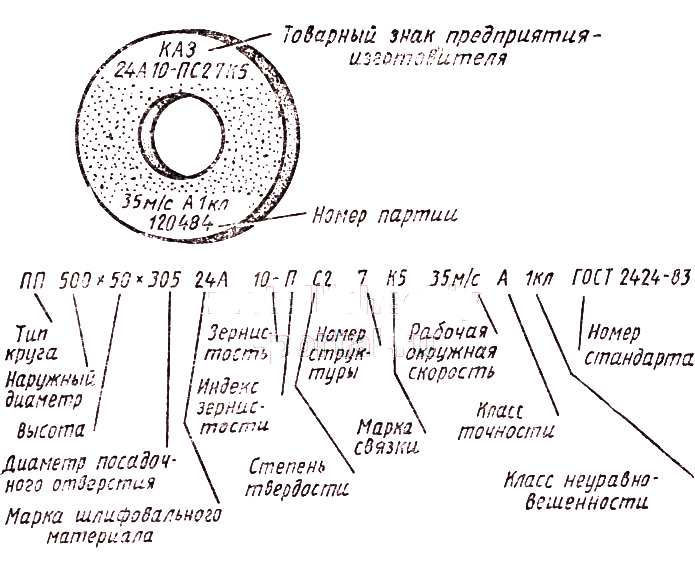
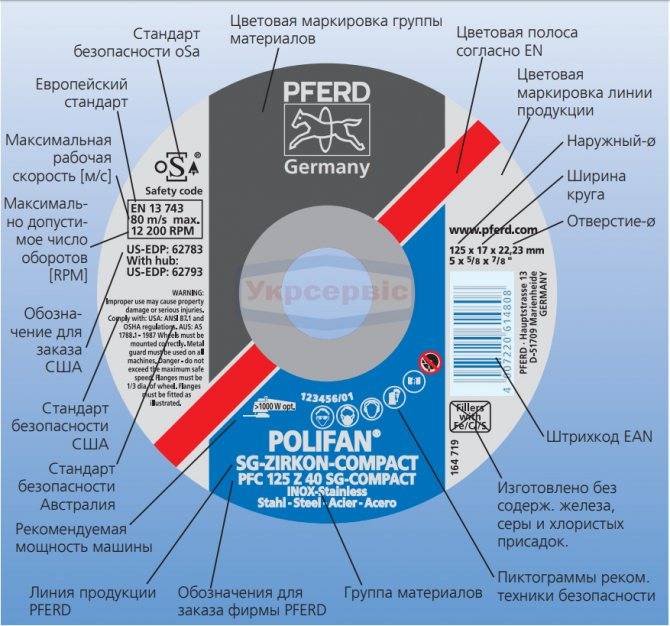
Маркировки
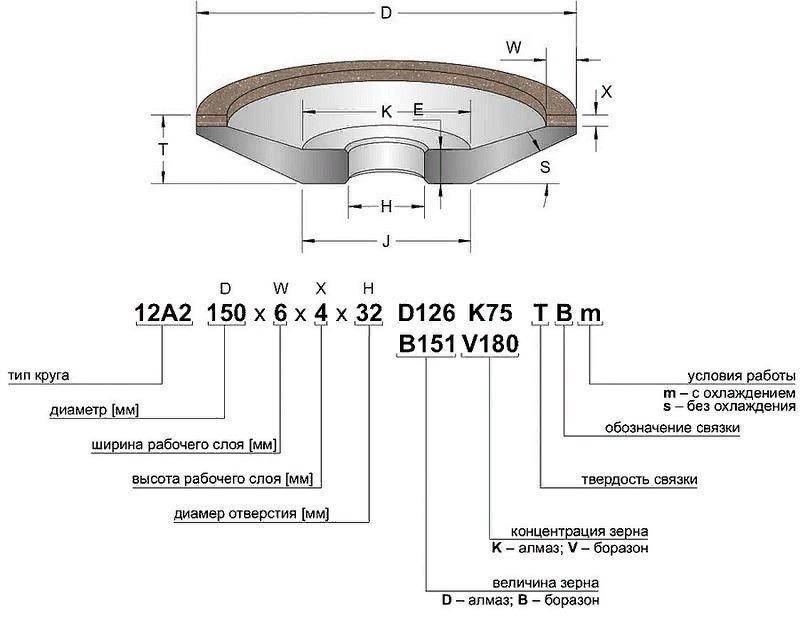
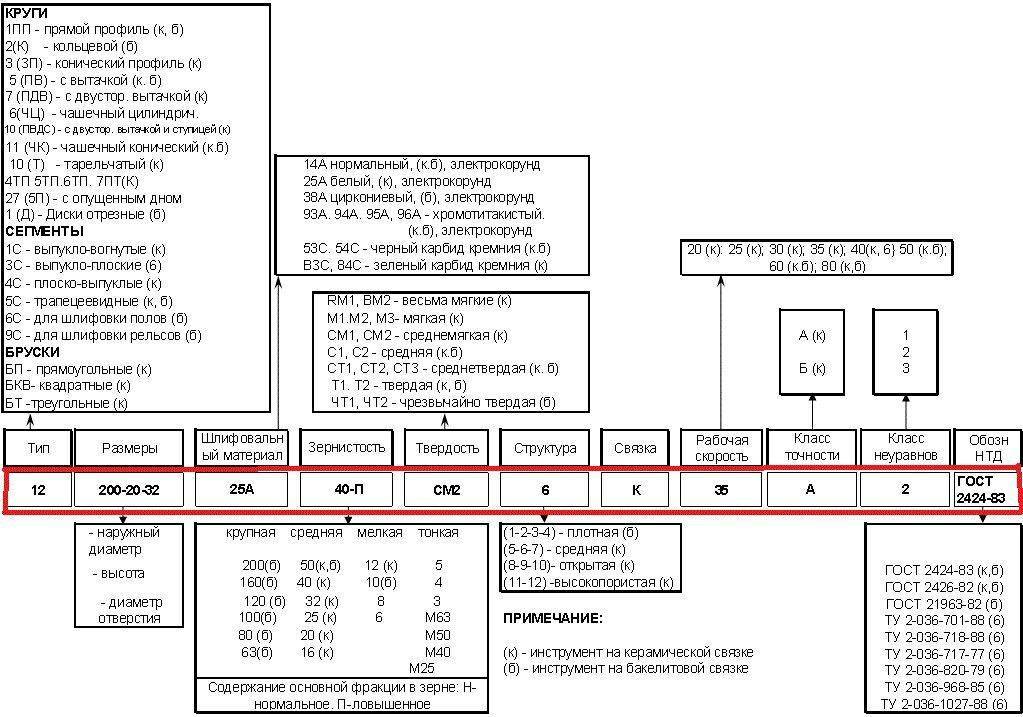
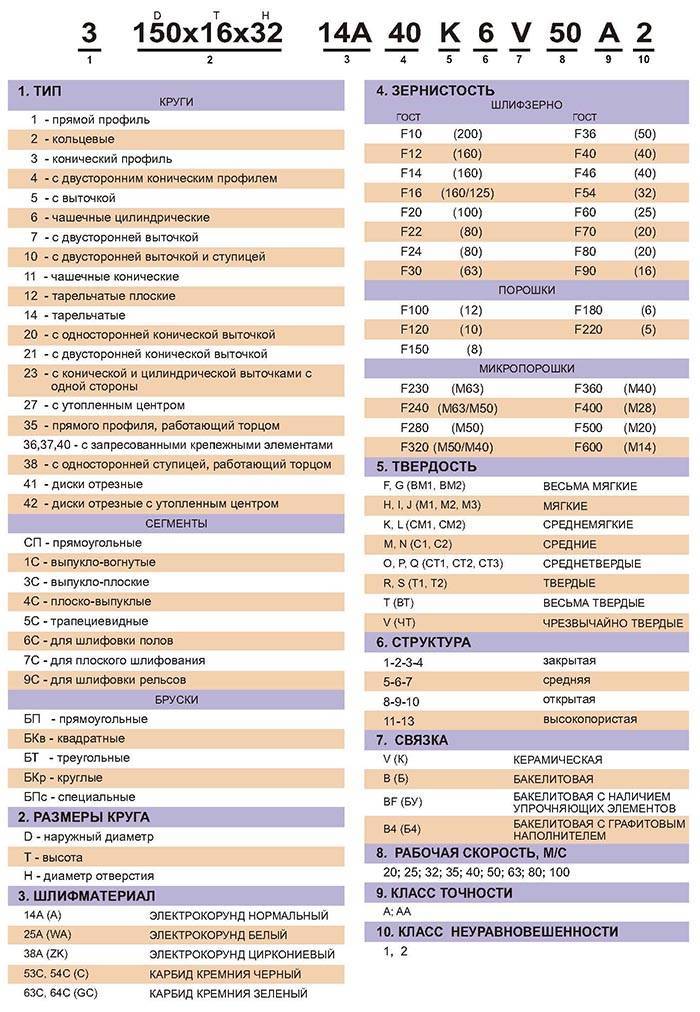
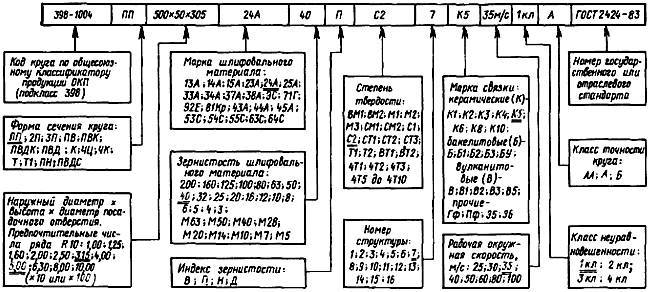
Стандартная строка маркировки алмазных кругов включает в себя две части. В первой содержится информация о конструкции и геометрических размерах изделия, а во второй — о характеристиках абразива и связки (см. рис. ниже). Помимо этого производители в соответствии со своими регламентами могут дополнять правый конец строки другими данными.
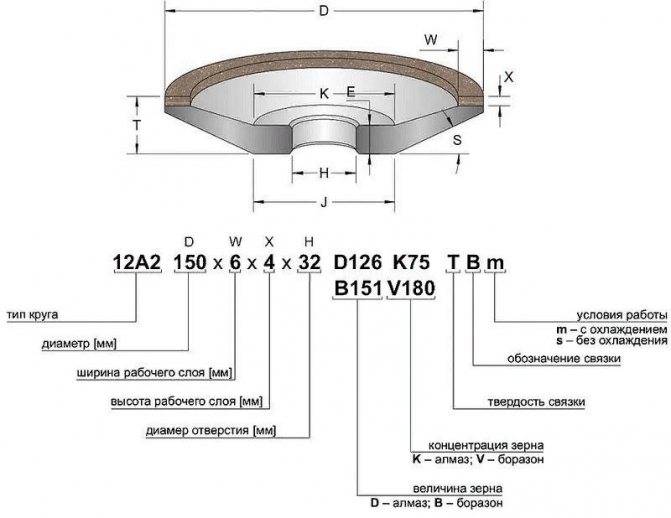
Чтобы расшифровать тип изделия, необходимо воспользоваться ГОСТ 24747-90 или таблицами с кодами и эскизами наиболее распространенных конструкций. В нашем случае это алмазный круг тарельчатый конической формы с углом 20° Ø150 мм, размером рабочего слоя 6×4 мм и посадочным отверстием Ø32 мм. Во второй части маркировки указаны следующие параметры абразивного слоя:
- D126 — номер алмазного зерна по FEPA, что соответствует диапазону 106-125 мкм или 120/140 меш.
- К75 обозначает концентрацию зерна в каратах на кубический сантиметр рабочего слоя.
- B — обозначение органической связки по FEPA.
- T — кодировка твердости связки. Регламентируется ГОСТ Р 52587-2006 (см. далее) и международными стандартами. В нашем случае круг относится к категории «весьма твердые».
Зернистость
От зернистости алмазного круга напрямую зависят его главные технологических параметры: производительность шлифовки и класс чистоты
Поэтому при подборе размера зерна важно учитывать совокупность этих характеристик. При предварительной шлифовке применяют инструмент с зернистостью D151, что сокращает количество проходов, обеспечивает высокую производительность и позволяет получить поверхности 7 класса чистоты (Ra до 1.4; Rz = 6÷8)
При чистовом шлифовании производительность не является основным критерием, поэтому в этом случае используют алмазные круги с зерном D54 и в результате получают поверхность 10 класса с Ra = 1.2 и Rz =1.0÷1.6. От размера зерна также зависит глубина резания и, соответственно, толщина припуска, снимаемая за один проход.
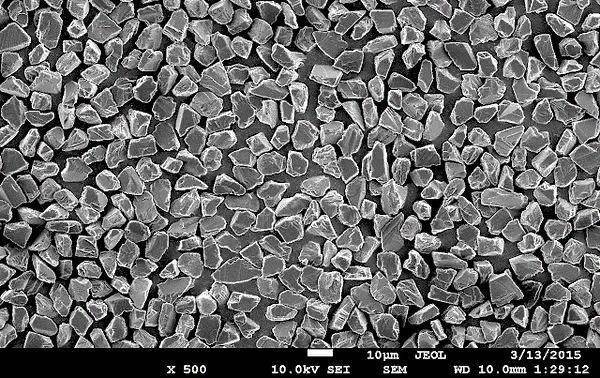
Рекомендуется выбирать глубину шлифования не более 1/3 нормативного размера зерна. В приведенном выше примере в первом случае эта величина будет составлять 0.05 мм , а во втором — 0.018 мм. На фото ниже — алмазное зерно размером 10÷15 мкм под электронным микроскопом при увеличении 500Х.


Концентрация алмазов (размер алмазного слоя)
Эта величина показывает пропорцию алмазных зерен в объеме рабочей части и измеряется в каратах (0.2 г) на кубический сантиметр (ct/cм³). Типовые значения этого параметра: K25 (1.1 ct/cм³), K50 (2.2 ct/cм³), K75 (3.3 ct/cм³), K100 (4.4 ct/cм³), K125 (5.5 ct/cм³) и 150 (6.6 ct/cм³), но могут выпускаться изделия с большим или меньшим значением концентрации. Он влияет сразу несколько технических характеристик алмазного круга и оказывает значительное влияние на его стоимость. Концентрация свыше К125 характерна для инструмента с твердой связкой и небольшой высотой рабочего слоя. Кроме того, она позволяет сохранять неизменной геометрию периферии в течение всего цикла шлифования.
В целом значение этого параметра пропорционально размеру абразивного слоя: чем меньше концентрация, тем он толще и шире. Алмазные круги с низкой (до К25) концентрацией обычно имеют рабочий слой большей ширины и малую зернистость.

Связующие вещества
Абразивные зерна после сортировки по размерам соединяются в единую прочную массу для образования шлифовального круга определенной формы посредством связующего вещества.
Связующие вещества делятся на неорганические и органические. К неорганическим относят керамическую, силикатную и магнезиальную связку, к органическим — бакелитовую и вулканитовую.
Керамическая связка представляет собой огнеупорную глину и полевой шпат. Смесь из связки и абразивного зерна прессуется или отливается. Литые круги более хрупки и пористы, чем прессованные. Различная твердость кругов достигается путем подбора состава связки, а различная пористость — режимами прессования.
Керамическая связка устойчива при высоких температурах, обладает большой химической стойкостью, а потому допускает при шлифовании применение различных охлаждающих и смазывающих жидкостей. На керамической связке изготовляют шлифовальные круги из электрокорунда нормального, электрокорунда белого, карбида кремния черного и зеленого.
Керамическая связка допускает скорость круга до 50 м/сек. Тонкие круги на керамической связке не могут воспринимать боковых нагрузок.
Силикатная связка состоит из жидкого стекла. Эта связка не дает прочного закрепления зерен в круге, так как жидкое стекло слабо сцепляется с абразивными зернами. Круги на силикатной связке применяются, когда обработка детали ведется без охлаждения и в то же время обрабатываемая поверхность детали не должна перегреваться. При нагреве связка легко освобождает затупившиеся зерна с поверхности круга, при этом вводятся в работу новые острые зерна.
Магнезиальная связка представляет собой каустический магнезит и хлористый магний (цемент Сореля). Применяется для изготовления кругов из наждака и естественного корунда.
Круги на магнезиальной связке неоднородны, быстро и неравномерно изнашиваются, т. е. имеют малую стойкость. Они очень чувствительны к сырости, под действием которой разрушаются, а также к повышенным температурам.
Бакелитовая связка состоит из бакелитовой смолы в виде порошка или бакелитового лака. Это наиболее распространенная из органических связок.
Круги на бакелитовой связке изготовляют из всех абразивных материалов. Они обладают высокой прочностью и упругостью, устойчивы при высоких температурах, но пористость их ниже, чем у кругов на керамической связке.
Круги на бакелитовой связке работают при скоростях 35—70 м/сек. Эта связка позволяет изготовлять круги для отрезных работ толщиной (высотой) до 0,18 мм.
При тяжелых работах, где температура резания достигает более 300°, связка быстро выгорает, а зерна выкрашиваются. Под действием щелочных жидкостей бакелитовая связка частично разрушается, а потому применение охлаждающих жидкостей с содержанием соды более 1,5% не рекомендуется.
Вулканитовая связка представляет в своей основе каучук. Для изготовления кругов абразивный материал смешивают с каучуком, а также серой и другими компонентами в малых количествах. В специальных формах под прессом производят вулканизацию абразивной смеси, при этом каучук становится твердым и эластичным. При температуре выше 150° каучук размягчается и начинает выгорать.
Вулканитовые круги прочны и эластичны, что позволяет использовать их для прорезных и отрезных работ. Они обладают хорошей полирующей способностью и допускают работу со щелочными охлаждающими жидкостями. При шлифовании высокоуглеродистых сталей во избежание прижогов и трещин применяют круги на бакелитовой и вулканитовой связках. Круги на вулканитовой связке более упруги, чем на бакелитовой, но их пористость меньше.
В настоящее время абразивные заводы освоили выпуск кругов с тканевыми прокладками. Абразивный порошок смешивается с бакелитовой смолой и помещается в пресс-форму между слоями ткани. При сжатии пресс-формы и нагреве получают монолитные абразивные круги, упрочненные прокладками. Такие круги обладают большой прочностью и позволяют работать со скоростью 70 м/сек.
Размеры зерен и их влияние на шлифовальные материалы
Абразивные круги, размеры зерен которых могут влиять на шлифовальные материалы, подразделяются на четыре группы:
- шлифзерно;
- шлифпорошки;
- микропорошки;
- тонкие микрошлифпорошки.
Первый вариант предполагает размер в пределах от 2500 до 160 мкм, эта категория обозначается номерами от 16 до 200. Если же речь идет о шлифпорошках, то размер зерна может быть равен пределу от 160 до 40 мкм, при этом номер может соответствовать цифре от 4 до 12. Микропорошки обозначаются буквенно-цифровой маркировкой в пределах М63 до Ml4, размер зерна при этом может быть равен цифре от 63 до 10 мкм. Тонкие микрошлифпорошки обозначаются маркировка от М10 до 5, при этом размер зерна изменяется от 10 до 3 мкм.
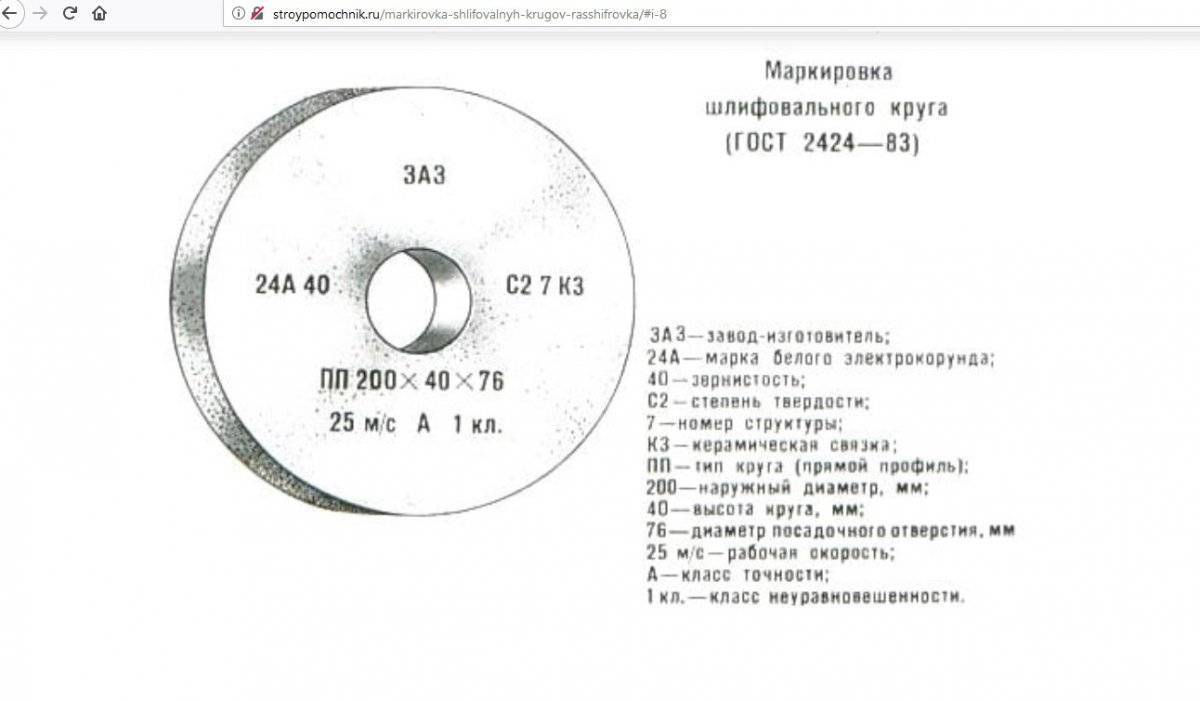
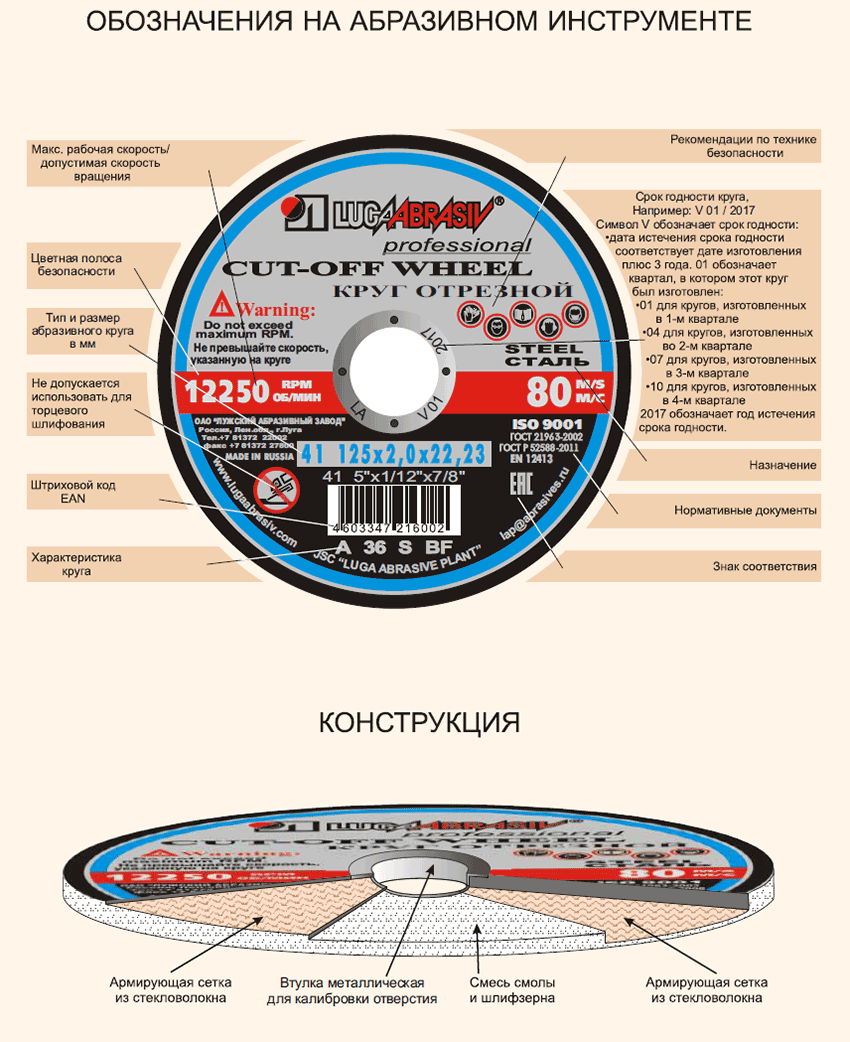
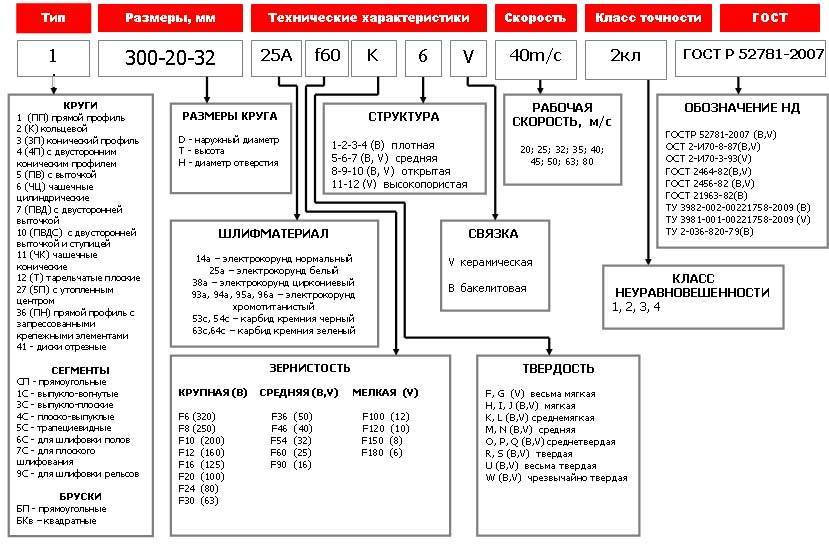
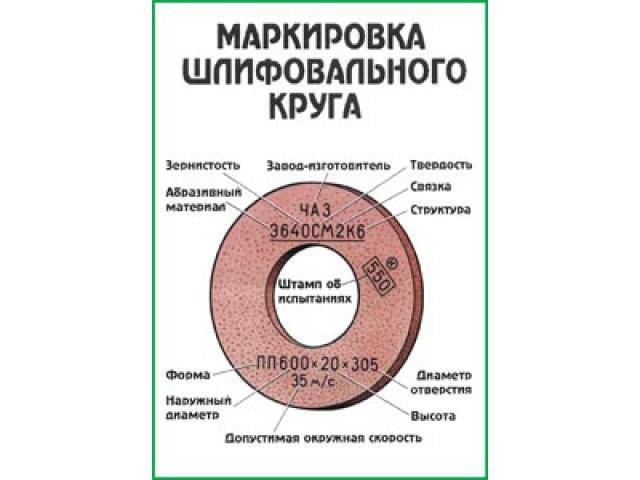
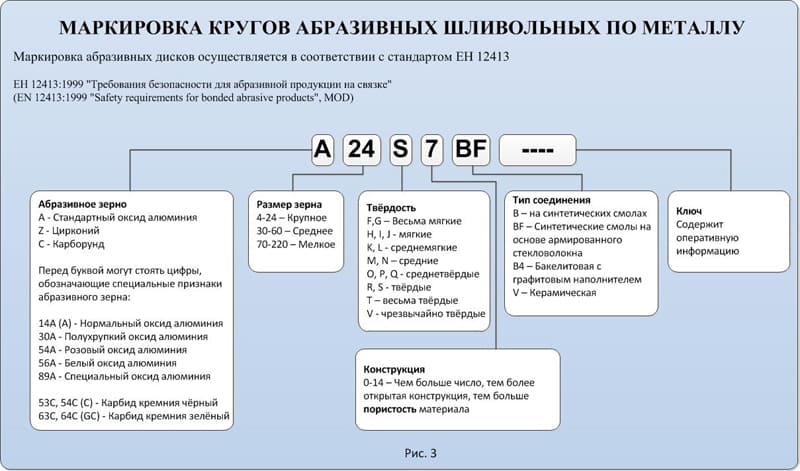
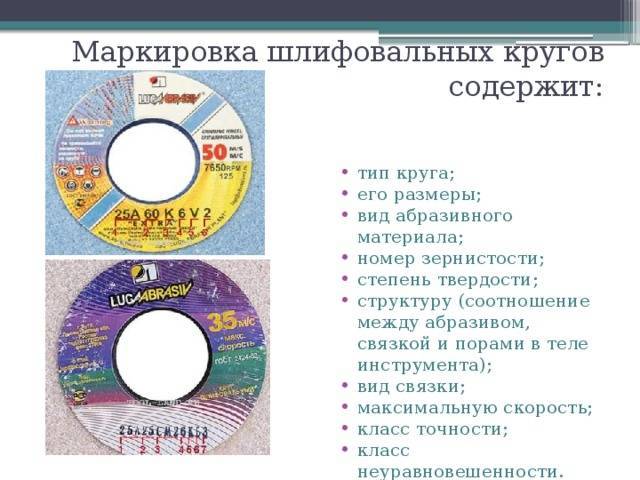
Маркировка – условные обозначения
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
1. Тип круга
В теории должно быть цифровое обозначение:
1- прямой профиль,
41 – диски отрезные,
42 – диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: “cut-off wheel”-отрезной круг, grinding wheel – шлифовальный круг, лепестковый круг.
2. Размеры круга
На сайте производителя(см. таблицу ниже) указано так:
D – наружный диаметр,
T – высота,
H – диаметр отверстия.
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:
3. Материал для обработки которого предназначен диск
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
5. Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
7. Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К – старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.
7.2. Бакелитовая связка
B (Б – старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.



Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.
7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В). Данный вариант экзотика и встречается крайне редко.
8. Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.
9. Класс точности
АА, А и Б. АА – высокая точность геометрических параметров А – Промежуточный вариант. Б- для менее ответственных операций.
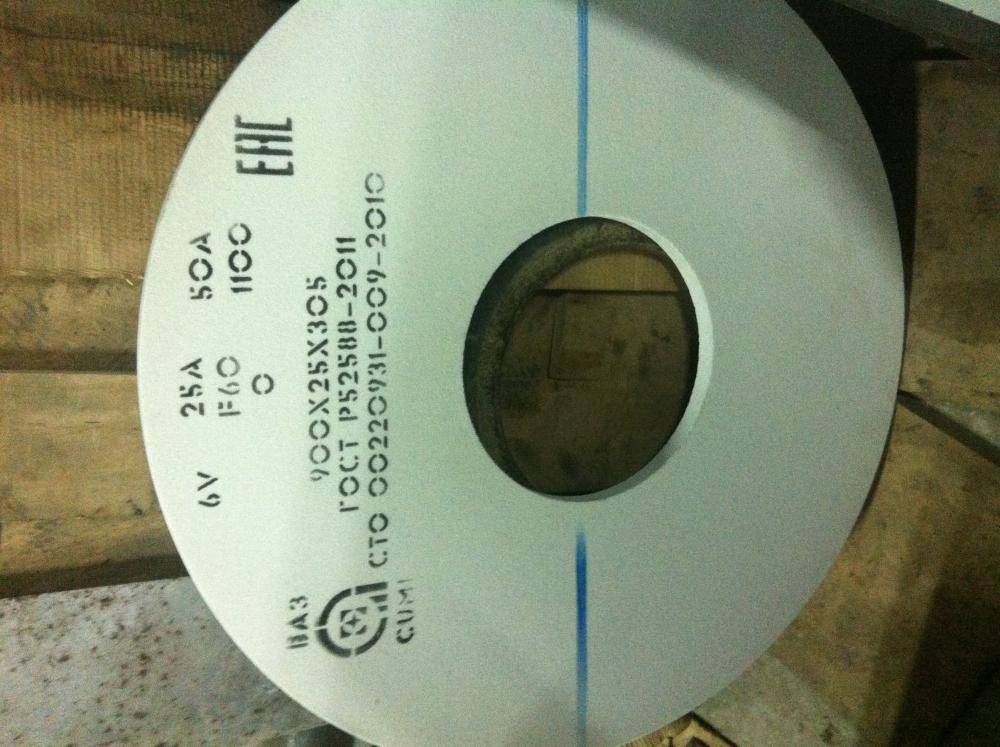
11. Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
12. Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального “надевайте наушники” может быть нанесено что-нибудь действительно стоящее. Например – не использовать для торцевого шлифования.
Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.
Общие сведения
Абразивный шлифовальный инструмент фактически представляет разновидность резцового металлообрабатывающего оборудования. Рез осуществляется с помощью большого числа твёрдых частиц. Видов шлифкругов очень много, о некоторых имеют понятие только те, кто с ними сталкивался. К примеру, в авиастроении и космической отрасли используется специальный инструмент. Однако выполняет он ту же работу, что и остальные подобные приспособления.
Для различных покрытий имеется своя разновидность шлифовочного круга. С их помощью обработке поддаются стальные, чугунные изделия, сплавы цветных металлов и кованные принадлежности. Специальная оснастка есть для работы со стеклом, керамикой и кирпичом. Наиболее распространённые абразивные инструменты, находящиеся в применении к настоящему времени представлены:
- Кругами.
- Головками.
- Фрезами, или шарошками.
- Сегментами.
- Брусковыми приспособлениями.
После обработки таким оборудованием оставшиеся шероховатости определяются классами А, Б и АА. Лучшее качество шлифовки, обозначаемое буквами АА, достигается на высокоточных станках.
Структурная плотность
Суть показателя структурной плотности абразива заключается в соотношение зерен к общему объему диска, то есть зерен и связующего вещества. Чем выше плотность зернистости, тем большее количество материала можно снять за один проход. Иногда чем ниже плотность, тем лучше. Например, при произведении заточки. Диск быстрее самоочищается, не перегревается за счет быстрого отвода тепла, обеспечивая защиту круга от деформации.
Обычно маркировка выглядит следующим образом:
- плотная структура – от 1 до 4;
- средняя – от 5 до 7;
- открытая – 8, 9, 10;
- пористая – 11, 12.
В качестве связующего вещества обычно применяется керамическая, бакелитовая и вулканитовая связки. Первая наиболее распространенная, в ее основе лежат песок, глина и кварц. Такие диски отличаются высокой прочностью, однако они одновременно хрупкие. При силовой обработки использовать их не рекомендуется.
В основе бакелитовых кругов используется смола. Такие диски отличают высокой устойчивостью к перепадам температур в процессе работы. Вулканическая связка используется редко и обычно в узкоспециализированных сферах, в ее основе применяется каучук.
Шлифовальные заточные круги
Заточные станки сегодня повсеместно используются для заточки любого вида металлических и стальных инструментов: от зенкеров, топоров, ножей до сверл и цепей. Несмотря на более чем столетнюю историю развития данного станка и усовершенствование технологии, главным элементом электроточила, который напрямую влияет на эффективность станка – это шлифовальные круги заточные абразивные. На нашем сайте вы можете обнаружить большой перечень заточных кругов, часть из которых представлены на таблице:
| Артикул | Наименование | Особенности |
| 1801.004 | Круг шлифовальный к станкам для заточки цепей Т-108/85, Т-108/85М | Изготовлен из корунда в связке с керамикой, что дает ему большие прочностные характеристики. |
| 1801 001 | Круг шлифовальный прямого профиля 150X20X32 мм для Т-150-200/250 (А36) | Благодаря мелкому зерну, может производить чистую доводку обрабатываемой поверхности |
| 2181912502501 | Круг шлифовальный прямого профиля 125*16*32 (С25) для Т-125/120 | Многофункциональный круг предназначенный как для заточки режущих поверхностей, так и для металлических поверхностей. |
Конструкция и распространенные формы алмазных кругов
Расскажем подробнее о конструкции алмазного круга. Основная его часть — прочный диск с отверстием.
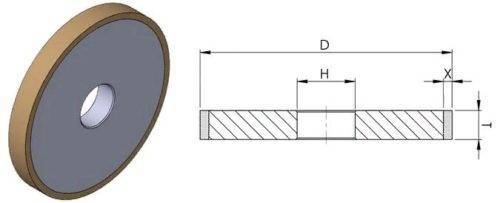
Изображение №1: конструкция алмазного круга
Диски изготавливают из материалов двух групп.
- Конструкционные стали (Ст20, Ст3 и т. д.). Диски из этих материалов отличаются повышенной устойчивостью к механическим нагрузкам и вибрациям. Стали неплохо отводят тепло.
- Алюминиевые сплавы (Д16 и сплавы группы АК). Имеют отличную теплопроводность, однако прочность — меньшая. При обработке заготовок на больших скоростях диски их этих материалов склонны к вибрации.
- Композитные материалы с добавлением полимеров. Диски из них отличаются максимальной вибростойкостью, однако прочность и теплопроводность оставляют желать лучшего.
Некоторые поверхности диска (1 более) покрыты рабочим слоем. В его состав входят:
- наполнитель (это порошок из карбида бора, электрокорунда, глинозема, меди или графита);
- связка;
- алмазный порошок.
Именно рабочий слой входит в контакт с заготовкой при обработке.
Особенности связок
При изготовлении алмазных кругов по металлу используют связки трех типов.
1. Связки на металлических основах. К последним относятся композиты из цинка, алюминия, меди и олова. Металлические связки:
- отличаются максимальной прочностью;
- имеют высокую теплостойкость;
- при эксплуатации инструментов не деформируются в течение длительного времени;
- служат долго;
- быстро засаливаются;
- повышают производительность алмазных кругов по металлу.
Инструменты с такими связками используют для снятия с заготовок большого количества металла. Основная операция — предварительная обработка. Получаемая поверхность приобретает восьмой-девятый класс шероховатости.
2. Органические связки. Имеют небольшие прочность и теплостойкость. На высоком уровне находятся производительность и скорость обработки. Инструменты мало засаливаются, но рабочие поверхности быстро изнашиваются из-за увеличенного расхода алмазов.
Алмазные круги по металлу с органическими связками используют при обработке заготовок из следующих материалов.
- Твердые сплавы.
- Труднообрабатываемые материалы.
- Металлы, предназначенные для изготовления медицинских и измерительных инструментов.
Основные операции — доводка, чистовая обработка, качественная заточка. Класс шероховатости полученных поверхностей — 11 или 12.
3. Керамические связки. Круги с ними имеют алмазоникелевое покрытие. Оно наносится в один или несколько слоев. Перечислим ключевые характеристики инструментов этой категории.
- Высокая режущая способность.
- Низкая цена.
- Отличная теплопроводность.
- Качественный отвод стружки с обрабатываемых поверхностей.
Такие алмазные круги по металлу используют для обработки заготовок из:
- германия, ситала, кремния и иных полупроводниковых материалов;
- камня;
- керамики;
- технического стекла.
Основные операции — резка и доводка.
Формы алмазных кругов по металлу
Чаще всего применяют 8 типов алмазных кругов по металлу.
- Плоские круги без выточек (Д/Н >= 1,8).
- Кольца (Д/Н ˂ 1,8).
- Плоские круги с односторонним рельефом.
- Плоские конусообразные модели.
- Плоские круги с одной выточкой.
- Плоские круги с двумя выточками.
- Чашечные круги (45° ˂ α ˂ 90°).
- Чашечные круги (α ˂= 45°).
Инструменты всех этих типов имеют свои идентификационные номера. Ознакомьтесь с ними и конструктивными особенностями приспособлений в размещенной ниже таблице.
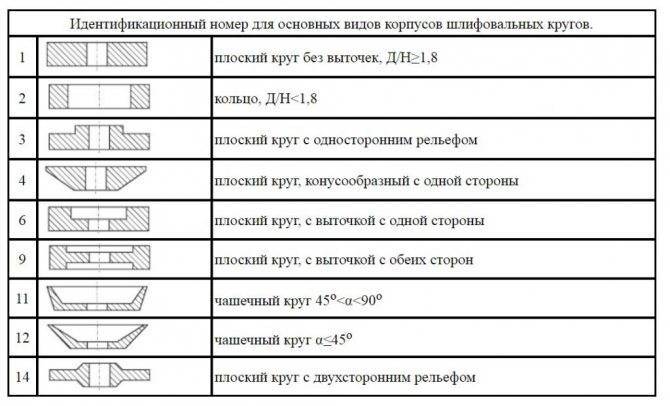
Изображение №2: формы алмазных кругов по металлу
Перейдем к детальному изучению зернистости инструментов.
Основа
Абразивная бумага может быть изготовлена на разных материалах:
- На бумажной основе производят основную долю изделий с абразивом. Для повышения прочности бумажного полотна к разрыву, истиранию, изгибу его пропитывают полимерами и смолами. Благодаря этим составам изделие приобретает и влагостойкие свойства. Но все равно, бумага – предмет хрупкий и для интенсивной длительной работы не подходит. На нее наносят мелкое зерно.
- Наждачная бумага на тканевой основе более устойчива к истиранию и износу. Зерно держит так же хорошо, полотно дополнительно обладает эластичностью и устойчивостью к влаге, интенсивной работе с разными материалами даже шлифмашинкой, для которой выпускают насадки на липучке.
- Комбинированное тканево-бумажное полотно (двухслойное) сочетает в себе лучшие свойства предыдущих материалов. Изделие обладает эластичностью, устойчивостью к истиранию, сгибанию, влаге. На комбинированной основе производят крупнозернистую наждачку.
В продаже можно встретить бумагу с губчатой основой. Такая хорошо пропускает пыль, не боится влаги, подходит для ручной и механической работы в течение долгого времени.
Виды зернистости по материалу
Абразив изготавливают на разных основах:
- Карбид кремния (карборунд) подходит для работы с жёсткими поверхностями из металла, пластика.
- Зерна из граната обладают жёсткостью и мягкостью одновременно: такая абразивная бумага способна убрать неровности с поверхности древесины и запечатать волокна, благодаря чему покрытие краской или лаком ложится равномерно.
- Керамика применяется для изготовления крупнозернистых видов наждачной бумаги, используемых для выравнивания древесины.
- Окись алюминия – материал немалой цены, но и срок службы у него внушительный для своих «соплеменников»: мягкие кристаллы при шлифовке ломаются, сглаживая поверхность, но на их месте образуются более мелкие частицы с такими же острыми краями.
- Алмазная наждачная бумага самая прочная и дорогая. Почти не изнашивается, применяется, в основном, для машинной обработки изделий в промышленности.
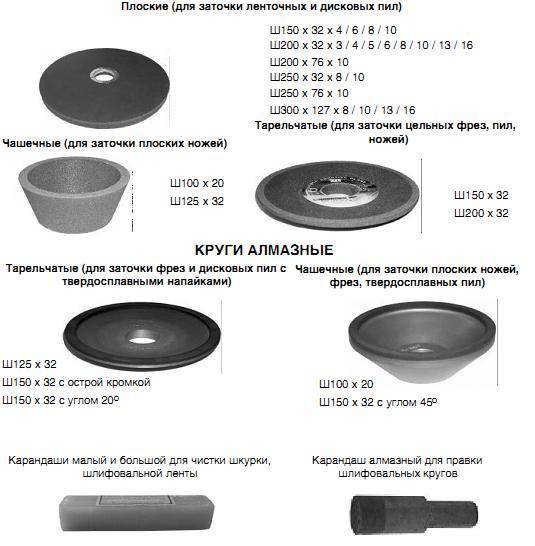
Назначение шлифовальных кругов

Виды шлифовальных кругов
Область применения этих инструментов по обработке широка. Они отличаются не только внешним видом, но и способом изготовления. С помощью шлифовальных кругов можно убирать небольшой объем с поверхности заготовки, тем самым улучшая технические и эксплуатационные характеристики, внешний вид.



Под определение шлифовального круга попадает множество материалов и инструментов. Поэтому целесообразно рассмотреть наиболее распространенные из них. Для бытовых целей чаще всего используются торцевые, которые устанавливаются на дрель. Кроме этого, следует учитывать маркировку изделия, возможность применения на специальных заточных станках, размер.
Способы применения шлифовальных кругов в зависимости от маркировки и состава:
- шлифование поверхностей различных деталей и заготовок. Степень обработки зависит от зернистости, общей площади контакта и скорости вращения;
- заточка инструментов. Для выполнения этих действий необходимо использовать специальные алмазные точила.
Во время выбора учитывается материал изготовления заготовки. Для обработки деревянных, стальных и полимерных поверхностей с помощью дрели применяются различные типы шлифовальных кругов.
Общие сведения
Для того чтобы понять, почему именно такой тип оборудования стоит приобрести для резки строительного материала, стоит дать определение инструмента. Таким образом, сегментный круг – приспособление, применяемое чаще всего для сухой резки.
Состав конструкции: стальная основа плюс режущая кромка (в данном случае сегментированного типа). Между напайками имеются разделения – слоты – они защищают конструкцию от перегрева, охлаждая ее при эксплуатации.
Но для того, чтобы обеспечить максимальную безопасность рабочего процесса, рекомендуется охлаждать насадку каждые полторы минуты на протяжении 20-30 секунд, используя ее на холостом ходу. Текстуры, которые используют с кругами – кирпич, камень, гранит, бетон.
Итак, начиная наш экскурс в мир качественной алмазки, давайте разберемся, на чем же будет основан, чем мотивирован ваш выбор алмазного сегментного диска. Данный продукт произведен специально для того, чтобы помогать с решением специфических проблем, возникающих в производстве, строительстве, ремонтных работах. Хотя выбор товаров очень велик, основа основ продукта, про назначение и применение которого мы говорим, – это:
- · Металлическое тело круглой формы – основа оснастки;
- · По периметру детали равномерно расположены алмазные режущие сегменты, получаемые методом запекания с металлом алмазной крошки.
Использовать стальной сегментный диск с алмазным напылением можно очень по-разному, но более подробно об этом в следующем разделе нашего материала.
Выбор абразивного круга
Для правильного выбора абразивного инструмента необходимо хорошо знать возможности точильного станка – мощность, рабочие обороты, возможность их регулировки. Также, для различных видов обрабатываемой поверхности следует подбирать соответствующий тип наждака.
ВАЖНО! Нельзя использовать тот шлифовальный круг, который окажется «под рукой». Всегда проверяйте соответствие наждака обрабатываемому материалу.
Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности шлифовального круга
При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь
Важно правильно подобрать зернистость абразивного круга. Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности шлифовального круга
При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь
Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности шлифовального круга. При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь
Важно правильно подобрать зернистость абразивного круга
Обработку поверхности следует начинать с крупного зерна, постепенно переходя к тонкой полировке мелкозернистым наждаком. Правильным подбором инструмента, можно добиться высокого качества обработки, даже не будучи профессионалом.
Обратите внимание Изношенные круги не следует сразу отправлять в утиль, существуют специальные инструменты для правки и восстановления поверхности абразива
- Для обработки металлов, не относящихся к твердосплавным, композитных материалов, а также для заточки домашнего режущего инструмента подойдут электрокорундовые круги. Для удобства выбора они бывают белого, оранжевого или синего цвета. Малая твердость абразива в сочетании с невысокой прочностью связки, позволяет работать с мягкими материалами, не опасаясь их перегрева и окаливания. Качество полировки и заточки высокое. Применяются для финишной обработки материалов. К недостаткам можно отнести быстрый износ и потерю формы поверхности при неравномерном использовании (появление канавок, скругление углов).
- Для первичной (черновой) обработки, снятия неровностей, обработки сварных швов и заточки инструмента из твердых сплавов применяются абразивные круги из карбида кремния. Они имеют выраженный зеленый цвет. Такие абразивы износоустойчивы, хорошо держат первоначальную форму. При работе с твердыми материалами на них не образуется выработка в виде канавок. Идеально подходят для заточки рабочих твердосплавных зубьев дисковых пил, свёрел, в том числе и победитовых насадок. Недостаток таких кругов – высокий нагрев при работе. В некоторых случаях приходится подавать в область работ охлаждающую эмульсию.
- Для финишной полировки, устранения заусенцев от работы с корундовыми и карбидо-кремниевыми наждаками, применяются абразивные круги на вулканитовой основе. Фактически, это не наждак – а полировальный диск, более жесткий, чем войлочный. Изготавливается из вулканизированного каучука с добавлением мелкозернистого абразива. Как правило – электрокорундового песка. Инструмент специфический, для изменения формы заготовки не пригоден. Но с его помощью можно идеально разгладить обрабатываемую поверхность. После обработки вулканитовым кругом, улучшить качество поверхности можно разве что с помощью войлока и пасты ГОИ.
Как выбрать шлифовальный круг, обзор маркировок — видео





