

Литье по выплавляемым моделям — описание технологии, использование в домашних условиях
Не всегда возможно изготовить требуемую стальную деталь методом штамповки или при обработке на токарном станке. В особенности это касается тонкостенных заготовок сложной формы. В таком случае применяется литье по выплавляемым моделям. Описание технологии будет полезно не только для общего развития – она может быть адаптирована для работы в домашних условиях.
Общая схема
Принцип литья по моделям заключается в предварительном изготовлении формы, которая после определенной обработки заливается металлом. Но для начала необходимо определиться с основными этапами этого процесса.
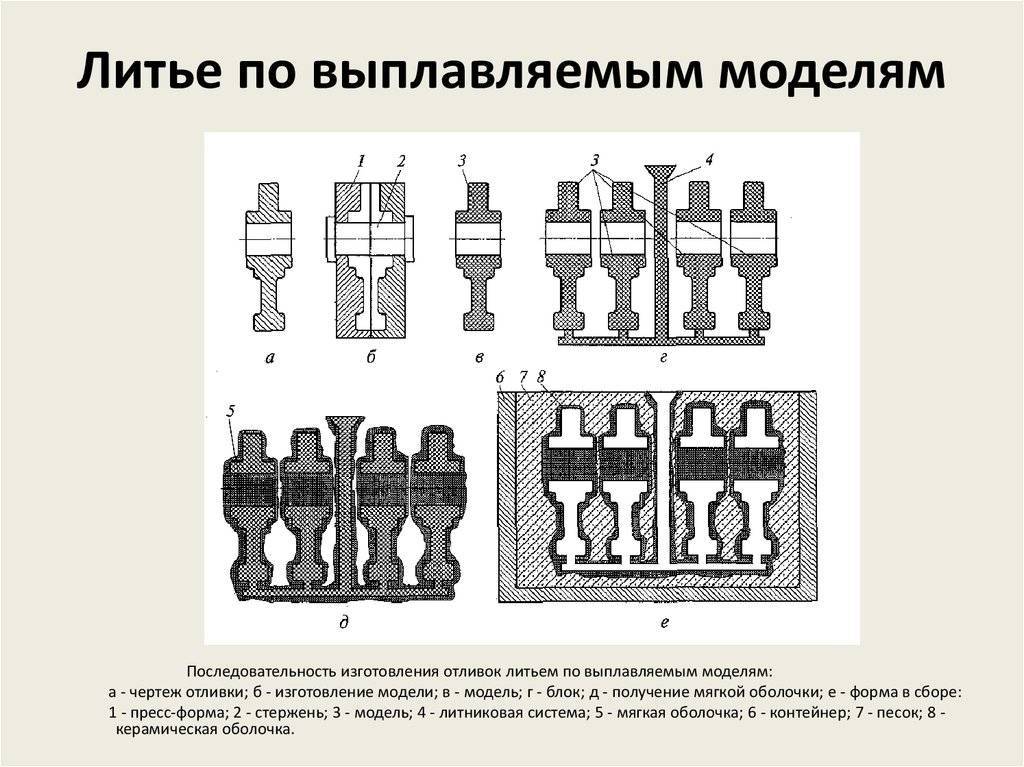
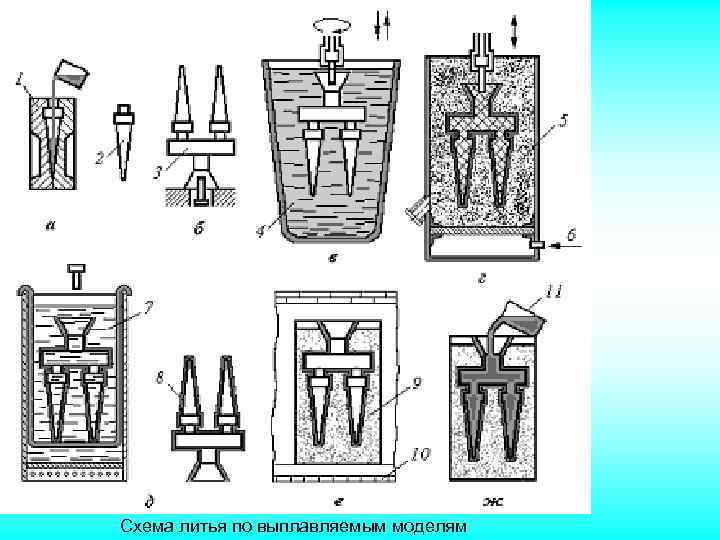
Обобщенная технологическая схема
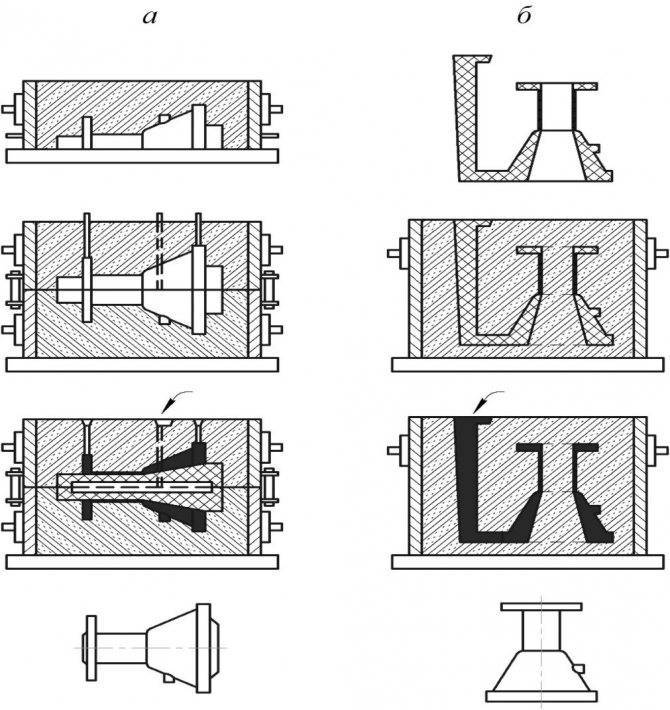
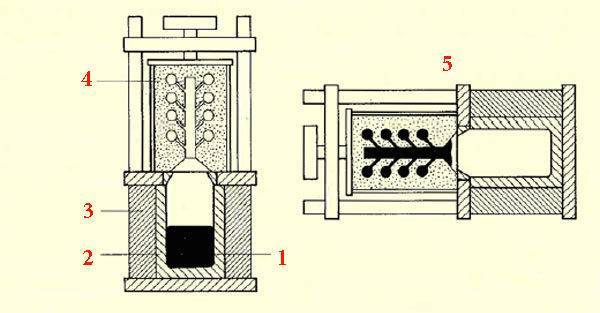
Первое, что предшествует литью – изготовление формы. В заводских условиях для этого используют разъемные алюминиевые изложницы. Их конфигурация соответствует форме будущей заготовки, но имеет большие габариты. Обычно части изложницы изготавливают методом прессования алюминиевых заготовок.
Модель
В качестве материала изготовления первичной формы используют материал с низкой температурой плавления: парафин, стеарин, воск или этилцеллюлоза. При этом температура заливки не должна превышать 100°С. В твердом состоянии модельный состав обладает достаточной степенью пластичности, чтобы заполнить все пространство изложницы.
| Модельный состав | Условные обозначения | Температура заливки, °С |
| Парафин-стеарин | ПС 70-30 | 65-80 |
| Парафин-стеарин | ПС 50-5и | 75-80 |
При сложной конфигурации изделия могут быть изготовлены несколько моделей, которые соединяются между собой путем незначительного нагрева торцевых частей.
Заполненная изложница
Форма
Поверх модели наносят специальный состав на основе керамики. Для лучшей термической сопротивляемости она обсыпается мелкозернистым песком с добавлением циркония. В зависимости от габаритов изделия этот процесс может повторяться от 3 до 7 раз. Минимальная толщина керамической формы должна составлять 7 мм.
Обработка керамическим составом
На этом этапе важно соблюдать следующие условия:
- Равномерное распределение состава по всей поверхности модели.
- Отсутствие внутренних пустот. Они приведут к неправильной конфигурации изделия.
- Критическая температура, при которой форма не изменит своих габаритов, должна быть больше, чем температура расплавленного металла. Обычно это от 900 до 1200°С.
По окончании формирования необходимо сделать отверстия для удаления парафинового материала. Формы помещаются в печь, где под воздействием высоких температур происходит испарение парафина. В случае надобности проводится дополнительный дожег керамической формы.
Готовая отливка
Основной проблемой литья по выплавляемым моделям в домашних условиях является частое появление дефектов формы при заливке в нее расплавленного металла. Поэтому предварительно ее поверхность нагревается до температуры заполняемой массы. При этом термическая обработка должна быть сделана равномерно по всей поверхности керамической заготовки.
В ранее сформированную горловину заливают металл. Остывание происходит при комнатной температуре. Не допускается принудительное остывание изделия.
Заливка металла
По истечении 4-6 часов можно удалить поверхностную керамическую оболочку. В промышленных условиях для этого используют вибрационную машину. Основательный этап – отсечение литника. В дальнейшем изделие может подвергаться обработке сжатым воздухом, пескоструйной шлифовке.
Области применения
Общее описание технологии не дает представление о практическом применении этой схемы. В настоящее время она используется в машиностроении и при изготовлении сложных конструкций. Учитывая высокую точность получаемых деталей и относительно низкую себестоимость их изготовления, литье по выплавляемым моделям активно применяется в следующих областях:
- Машиностроение, судостроение и приборостроение. Применяется относительно недавно, так как при изготовлении были проблемы с качеством сформированной формы. Появление этилсиликата позволило добиться требуемых показателей термической устойчивости и вязкости.
- Ювелирная промышленность. Так как температура плавления золота, серебра и бронзы значительно ниже, чем у стали – требования к качеству керамических заготовок дают возможность делать литье в домашних условиях.
- Зубопротезирование.
Ярчайшими примерами применения метода воскового литься являются памятники Санкт-Петербурга – Петру Первому и «Укротитель коней», установленный на Аничковом мосту. Соблюдение технологии и применение соответствующих составов позволяет добиться изготовления деталей, ювелирных украшений, произведений искусства высокой точности.
Виды литья под давлением
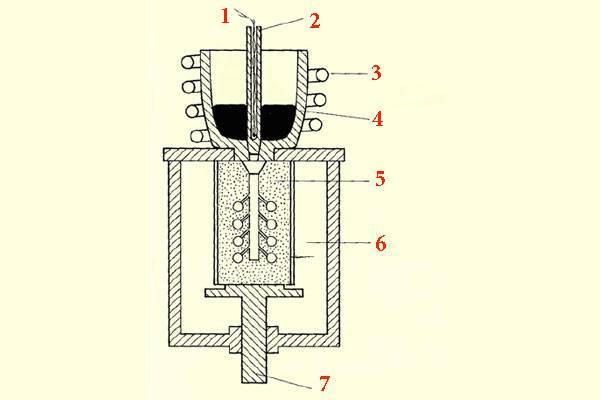
Литье металлов под низким давлением
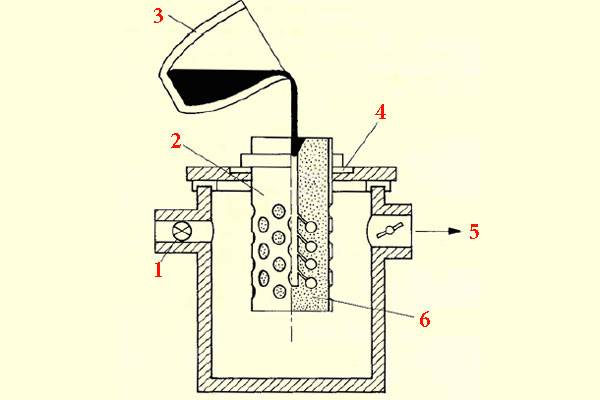
Литье под низким давлением завоевало заслуженную популярность в цветной металлургии. Большая часть деталей малых, средних и больших серий для многих отраслей промышленности получают этим способом.
Установка для литья под низким давлением
Литье пластмасс под давлением
Литье из пластмасс возникло практически сразу после внедрения метода литья из металлов и стало широко использоваться. 95 % всех деталей, получаемых из пластиков, изготавливаются способом литья. Разработано и широко применяется несколько способов литья из пластмасс:



- Инжекционный. Наиболее употребляемый способ, характеризуется высоким давлением и скоростью впрыскивания материала в форму. Применяется для изделий сложной геометрии, с тонкими или толстыми стенками.
- Интрузивный. Избыточное давление невысоко, первоначальный объем впрыскиваемого материала меньше объема формы. Материал продолжает расширяться в форме и заполняет ее. Применяется для отливок несложной формы и с низкой детализацией поверхности.
- Инжекционно-прессовый. Используется для изделий с большой поверхностью. Давление на расплав, кроме усилия подачи, производится также и за счет смыкания частей формы.
Литье под высоким давлением
Метод применяется как в черной, так и в цветной металлургии и позволяет получать наиболее точные и однородные отливки. Метал под высоким напором поступает в форму со скоростью до 120 м/с. и мгновенно заполняет форму.
Литье под высоким давлением
Деталям, полученным литьем под давлением металлов, практически не требуется финишная механическая обработка. Таким методом можно отливать детали практически любой конфигурации, с тонкими стенками, с готовыми отверстиями и даже с готовой резьбой.
Инжекционное литье
Инжекционный метод от обычного литья под давлением тем, что металл попадает в матрицу в виде порошка, смешанного со связующим веществом. Формы делают из высокопрочных сталей. Высокая текучесть смеси позволяет заполнить мельчайшие детали рельефа форм самой сложной конфигурации, включающих внутренние полости.
Инжекционное литье металлов
Первичные или так называемые «зеленые» отливки подвергают температурному воздействию, вызывая спекание металлического порошка и удаляя связующие вещества. В результате получают конечные, или «коричневые» отливки. Достоинством этого метода является высокая точность поверхности, делающая ненужной дополнительную механическую обработку или сводящую ее к минимуму. Другим преимуществом является высочайшая физико-химическая однородность отливки, что обуславливает ее высокую прочность и низкий износ.
Преимущества чугунного литья
Чугунное литье отличается от отливок из других материалов рядом преимуществ, таких, как:
- дешевизной
- высокой прочностью и износостойкостью
- высоким качеством поверхности, сводящим к минимуму последующую механическую обработку

Характеристики и применение чугуна
Важно отметить, что при использовании современных методов литья дешевле получается не только сама отливка, но и конечная продукция. Многие производства, в конце 20 века заменившие чугунные детали своих изделий на стальные, вернулись или планируют вернуться к проверенному временем материалу на новом этапе его развития
Как заказать изготовление мастер‑модели
Наше сотрудничество с клиентами включает несколько этапов:
- Составление техзадания по предоставленным техническим характеристикам.
- Оценка и согласование стоимости и сроков выполнения заказа.
- Заключение договора. Внесение аванса.
- Выполнение оговоренных работ: печать, механическая обработка.
- Предоставление готовой мастер-модели и подписание акта приемки.
Для создания мастер-модели в нашем цеху в Москве нам нужна готовая трехмерная модель будущего изделия в формате STL. Если у вас нет 3D-прототипа (макета), наша компания готова осуществить 3D-моделирование по вашим чертежам и эскизам.
Классификация применяемых составов для точного литья
Материал можно сгруппировать по нескольким параметрам: основа, тип используемого наполнителя, температурный диапазон запрессовки в пресс-форму, размер линейной усадки.
По первому параметру смеси делят на следующие группы:
- вещества на базе парафина и других углеводородов;
- составы с базой из минвоска;
- сплавы на основе ряда смол естественного происхождения;
- материалы на основе искусственных смол и восков;
- металлы с пониженной температурой плавления.
В зависимости от типа используемого наполнителя в пастообразном видемодельные составы делят на несколько групп:
- без наполнителя;
- газообразные (обычный воздух);
- жидкий (обычная обессоленная вода);
- твердые, нерастворимые (ограниченно растворимые или полностью растворимые) в жидком пластификаторе.
В зависимости от каждого из следующих типов определяется маркировка модельных составов. На практике применяют чаще всего парафиново-стеариновые модельные смеси, имеющие доступную стоимость и хорошие характеристики. Они могут многократно использоваться при условии регенерации после 5-6 циклов. Последняя выполняется серной кислотой, которую добавляют в нагретую до 70-90 градусов смесь с последующим перемешиванием и выдержкой при этой температуре в течение часа. За это время происходит выпадение осадка, который удаляется, а в оставшуюся часть добавляется жидкое стекло. Последнее удаляет остатки серной кислоты, которая выпадает в удаляемый осадок в течение 2-3 часов. Завершающей стадией регенерации модельного состава остается добавление 3-5% свежего стеарина, который частично теряется во время обработки серной кислотой.
Плюсы отлитых деталей
Достоинством метода производства изделий по моделям является возможность использовать экономически выгодную неразрушающую технологию для изготовления номенклатуры единичной, серийной или массовой продукции с высокими требованиями по точности размеров и чистоте отделки. Выплавляемые легкоплавкие модели для деталей мелкой формы, сложной конфигурации и крупных изделий изготавливаются из органических материалов:
- парафина;
- церезина;
- стеарина;
- торфяного битума;
- полистирола;
- канифоли;
- буроугольного воска;
- полиэтилена;
- озокерита и пр.
При выборе модельного состава учитывается комплекс физических свойств материала. Выплавляемые модели должны соответствовать следующим требованиям:
- плавкостью при температуре от 600 С до 1000 С;
- минимальной усадкой и расширением;
- хорошей текучестью;
- механической прочностью;
- минимальным показателем зольности и прилипания к предметам и рукам;
- химической инертностью;
- экологической безопасностью;
- возможностью повторного использования;
- хорошей адгезией с облицовочной жидкостью;
- возможностью механизации и автоматизации процесса;
- экономным расходом металла.
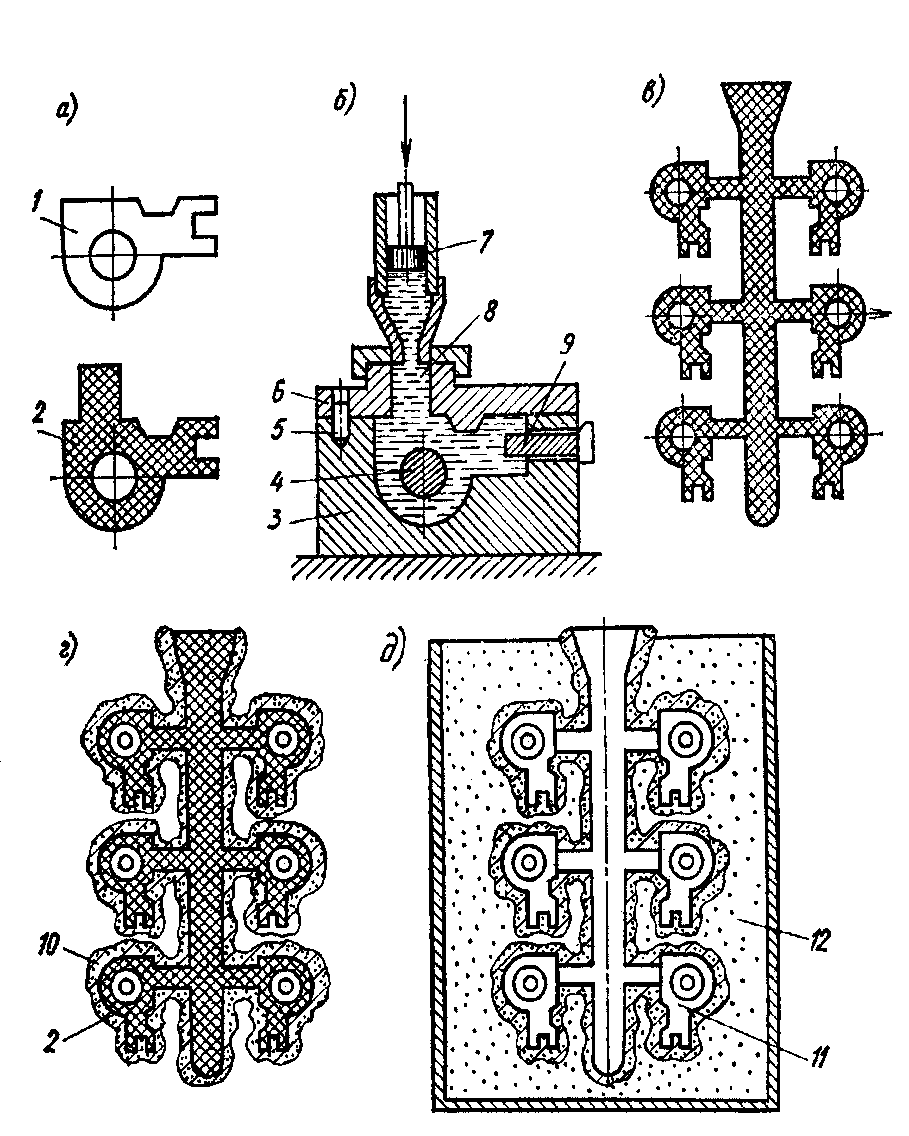
Технологический процесс по выплавляемым моделям позволяет изготавливать детали из легированной и углеродистой стали, цветного сплава или чугуна. Способом литья металла в оснастку изготавливается кокиль, штамп, пресс-форма, стержневая или формовочная оснастка, детали автомобилей и стрелкового оружия. Получение отливок в разъемной керамической форме (шликере) производится в несколько этапов:
- заливка в опоку суспензии;
- отвердение формы;
- извлечение полученной модели из полусферы;
- термическое прокаливание полуформы;
- сборка и заливка полуформ расплавленным металлом.

Как проходит процесс?
Для производства сложных деталей путем литья под давлением выполняется запрессовка материала в специальную пресс-форму. Она точно повторяет конфигурацию элемента будущего изделия и выполнена из материала, который отличается составом, зависящим от параметров будущих изделий. Для мелких используется эластичный легкий состав (воск, парафин или стеарин), а для крупных – более твердый и прочный (пластмасс, полистирол). Материалы не образуют дефектов – изменений формы вылитого изделия в процессе охлаждения при воздействии давления. Габариты отливки рассчитываются с припусками на усадку состава.
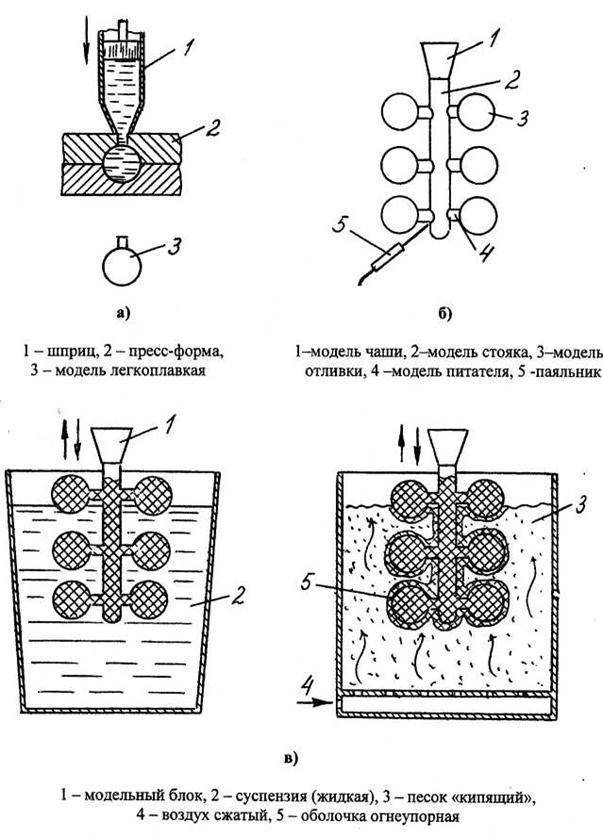
Готовые единичные формы собираются в блоки и поступают на заливку. На данном этапе подготовленная форма и все элементы литниковой системы (полости детали) покрываются жидкой смесью со связующим наполнителем. Далее выполняется обсыпка формы в несколько слоев. Каждый пласт отличается фракцией зерна и требует тщательной просушки. В результате формируется плотная оболочковая форма созданного блока. После вытопки ее прокаливают при высокой температуре (около 1000° С) для ликвидации посторонних газообразующих веществ.
Далее, в полученную форму заливается разогретый металл. Содержимое охлаждают и отправляют на выбивку, которая выполняется при помощи молотов. Отливки, полученные этим способом, имеют высокую точность.


Технология практически не имеет недостатков, а ее преимуществом называют возможность производства элементов из сплавов, не поддающихся механической обработке, а также изготовления соединенных отливок с точными размерами, которые необходимы для получения узлов оборудования и не требуют их дополнительной сборки из мелких деталей. Литьё по моделям применяется в опытном, серийном и массовом производстве. Помимо высокой прочности, данные отливки, имеют хорошую чистоту поверхности. Данный способ используют для производства важных узловых деталей.
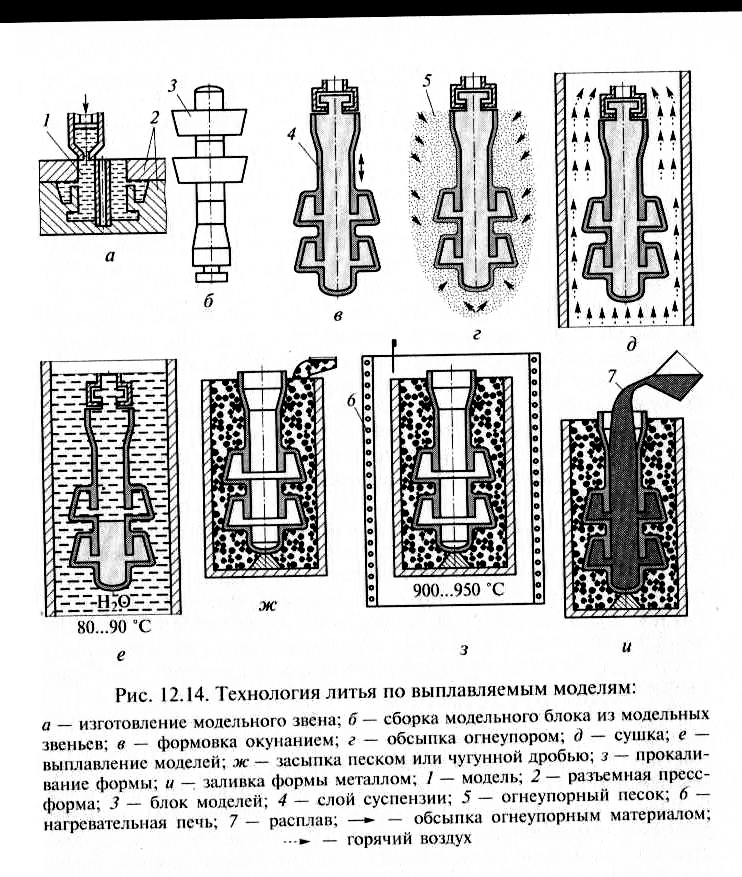
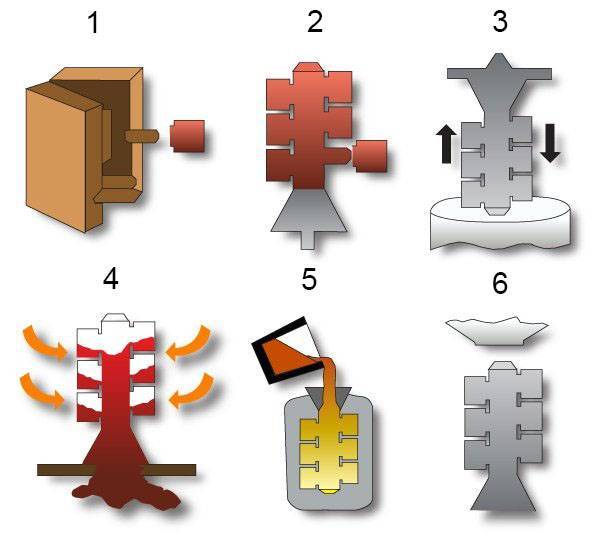
Этапы литья:
- модель изготавливается из легкоплавкого материала;
- детали собираются в блоки;
- окружаются керамической оболочкой, затвердевающей и образующей форму;
- при дальнейшем нагревании формы, модель отливки плавится и изымается;
- в появившиеся полости (литниковую систему) заливается металл, который в точности повторяет исходную форму всех элементов будущей детали.
Литье нержавеющей стали
Оборудование включает в себя две индукционные печи для литья, в которых можно работать с различными сплавами и металлами. Их максимальный объём загрузки – 12 тонн металла, мощность – 8 МВт.
Наш завод способен ежедневно изготавливать до 240 тонн высоколегированной стали. На нашем предприятии работает свыше 50 погрузочно-разгрузочных машин и другой техники. Поступивший на предприятие лом, подготавливается к переплавке штатом сварщиков и техников, которые используют для обработки металла самое современное оборудование, способное разделать габаритный лом толщиной от одного метра и больше.
Изготовление газифицируемых моделей
Процесс получения моделей в массовом и крупносерийном производстве состоит из двух стадий: предварительное вспенивание исходных гранул вспенивающегося полистирола в свободном состоянии и окончательное вспенивание гранул в замкнутой полости пресс-формы – получение модели.
Предварительная тепловая обработка вспенивающегося полистирола необходима для получения впоследствии газифицируемой модели с заданной объемной массой (плотностью), которая определяет прочность модели и качество поверхности. Вспенивающая способность гранул заданной дисперсности определяется температурой и временем тепловой обработки (рисунок 7.2).
Рисунок 7.2 – Увеличение объема гранул пенополистирола (V) в зависимости от температуры (цифры у кривых) и продолжительности подвспенивания (t): сплошные линии – начальный размер гранул 2,5 мм; пунктирные – 1,5 мм
С увеличением продолжительности тепловой обработки объем гранул увеличивается и, соответственно, уменьшается насыпная масса подвспененных гранул. Повышение температуры обработки приводит к сокращению времени, при котором гранулы достигают максимального объема. Но при температурах выше 95оС процесс становится нестабильным и передержка гранул приводит к потере их активности и усадке. Это связано с увеличением скорости деформации полистирольной оболочки гранул при повышении температуры, в результате чего стенки отдельных ячеек гранул разрушаются и происходит потеря порообразователя.
На предприятиях с небольшим объемом производства предварительное вспенивание целесообразно проводить в горячей воде. Для этого исходные гранулы полистирола помешают в воду при температуре 95 – 100оС и выдерживают в течение 1 – 10 мин при постоянном помешивании, чтобы обеспечить равномерность тепловой обработки и исключить слипание гранул. После выдержки, необходимой для подвспенивания гранул до заданной насыпной массы, их извлекают и засыпают на стеллажи с сетчатым дном для просушивания и выдержки на воздухе.
Для нагрева гранул при предварительном вспенивании применяют также обработку паром и токами высокой частоты. В условиях крупносерийного и массового производства чаще всего используют перегретый пар.
После предварительного вспенивания гранулы выдерживают на воздухе от 6 ч до 2 суток. В этот период оболочка гранул, охлаждаясь, вновь переходит в стеклообразное твердое состояние, а пары изопентана конденсируются, что приводит к возникновению вакуума в гранулах. В процессе выдержки происходит диффузия воздуха внутрь гранул и давление выравнивается. Для сокращения времени выдерживания подвспененных гранул можно использовать выдержку их при повышенном до 0,2 – 0,3 МПа давлении.
Организация литейного производства
Не у всех есть возможность иметь целый арсенал приспособлений для самостоятельного выполнения литья. Поэтому не стоит своими руками, в домашних условиях, без применения спецтехники осуществлять сложные литейные работы. Доверьте их профессионалам, имеющим для этого все необходимые навыки, оборудование и экспертные познания.
Если вы запланировали открытие собственного литейного производства, но ощущаете недостаток знаний, его организацию лучше поручить прогрессивной инжиниринговой , специализирующейся на различных технологиях литейной отрасли. Это специалисты с большим опытом в данной сфере, оказывающие все виды инжиниринговых услуг – от этапов проектирования, ввода в эксплуатацию литейного производства и до его выхода на высокие проектные мощности.
Технология
Этот метод используется для производства изделий из разных сплавов. Обеспечивается показатель качества до ±0,005 мм на каждые 25 мм поверхности. Указанная точность позволяет изготавливать изделия, которые не требуют дополнительной обработки. Залог успешности технологического процесса в том, что модель производится из быстро плавящегося вещества. Используется парафин, воск, канифоль либо их смесь.
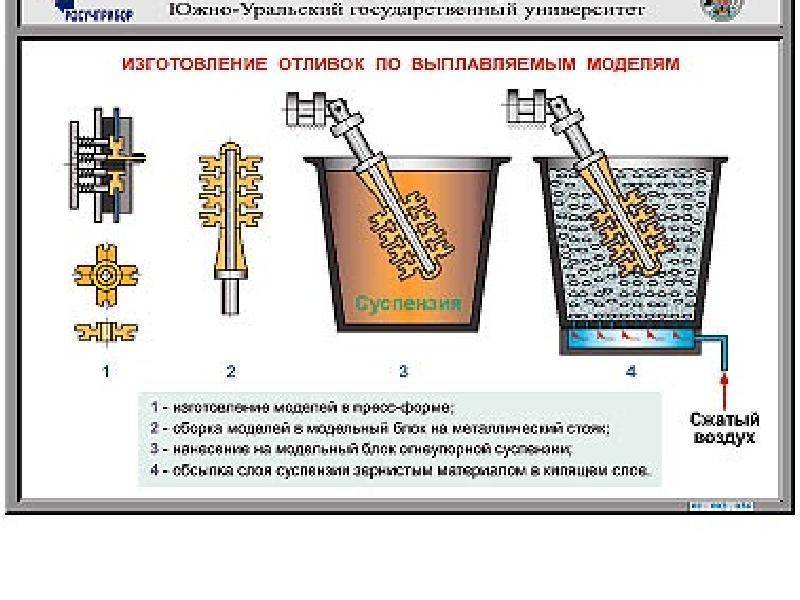
Технологический процесс состоит из действий:
- Производство модели:
- под модель берётся специальная форма из гипса, пластмассы, стали либо чугуна;
- в нее заливается вещество образующее модель;
- необходимо дождаться его полного застывания;
- после этого специальная форма открывается, восковая модель вынимается и помещается в емкость под прохладную воду.
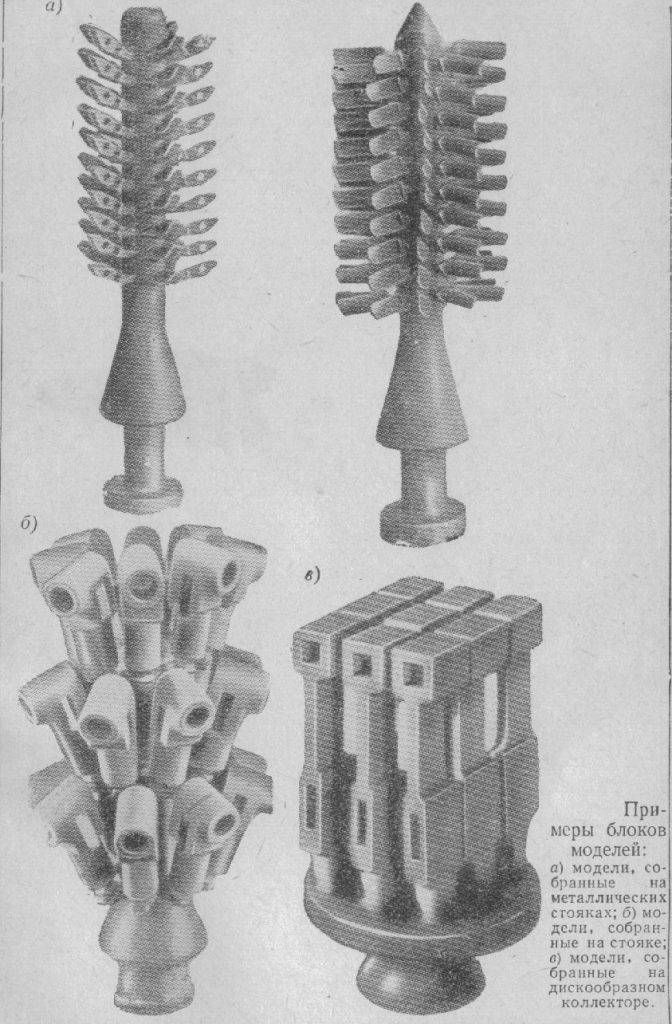
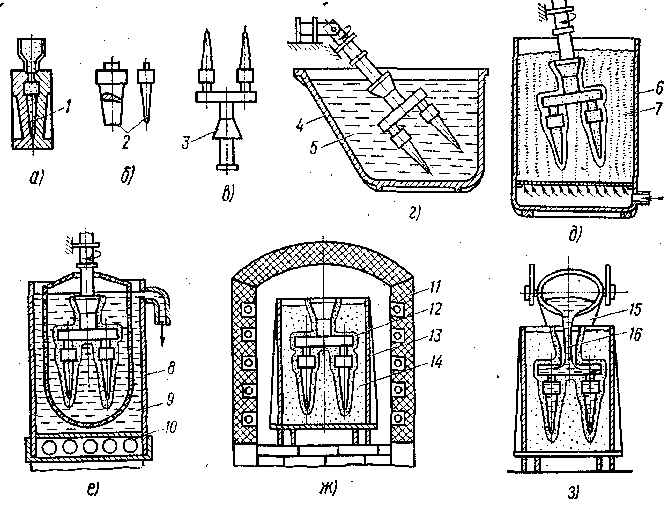
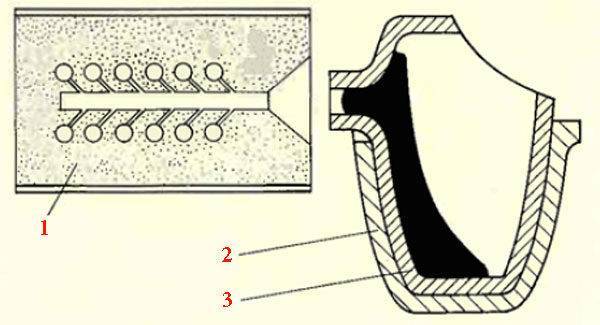
Сборка моделей в блоки:
- для производства качественного изделия модели собираются в простые и сложные блоки, в каждый из них может войти от 2 до 100 штук;
- для увеличения прочности в блочную конструкцию устанавливают алюминиевые стойки;
- их покрывают слоем модельного вещества до 25 мм;
- блочные конструкции объединяются в литниковую систему.
Нанесение на модель огнестойкой оболочки:
- блок собранный из нескольких моделей помещается в емкость, где находится суспензия из керамики (кварцевая пыль, мелкие фракции шамота) и связывающего компонента (этилово силикатного раствора);
- на протяжении суток он сушится в естественной среде, это время можно сократить до 40 минут под воздействием аммиака;
- таким образом, на указанный блок поочередно наносится 46 слоёв огнезащитной оболочки, с тщательной просушкой каждого из них;
- завершенная модель в огнезащитной оболочке помещается в нагретую воду 90°С;
- за несколько минут модельное вещество растает и всплывет на поверхность воды, где оно собирается для следующего применения.
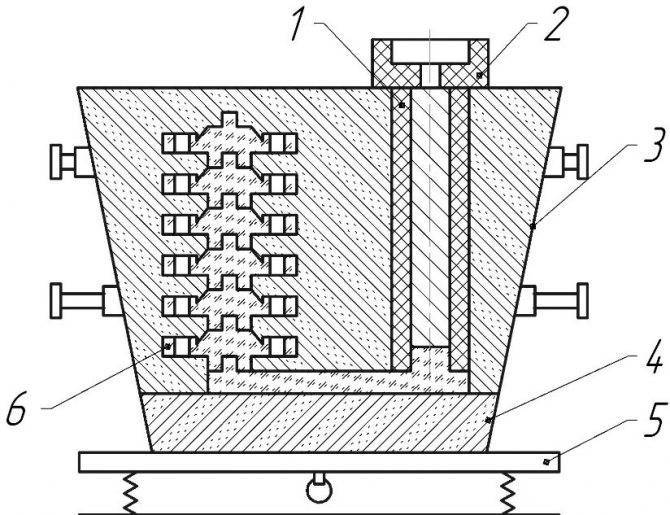
Подготовление формы к заливке:
- пустая оболочка промывается в воде и сушится в шкафу на протяжении 2 часов при 200°С;
- сухая оболочка выставляется вертикально в жаростойкую опоку и по краям уплотняется кварцевым песком, помещается в печь на 2 часа при 950°С;
- в печи испаряется оставшаяся влага, остатки модельного состава выгорают, оболочка спекается с огнеупорным материалом, повышая прочность;
- расплавленный металл заливается в прокаленную горячую форму.
Охлаждение отливки:
- после того, как отливка остыла — оболочка разрушается;
- изделие очищается от ее остатков, для чего поддается химической очистке;
- далее изделие промывается водой и подвергается окончательной сушке.
В итоге, оно подлежит для проведения термической обработки и снятия контрольных мерок. Таким образом изготавливаются отливки необходимого размера и конфигурации.
Литье по выплавляемым моделям — описание технологии, использование в домашних условиях
Не всегда возможно изготовить требуемую стальную деталь методом штамповки или при обработке на токарном станке. В особенности это касается тонкостенных заготовок сложной формы. В таком случае применяется литье по выплавляемым моделям. Описание технологии будет полезно не только для общего развития – она может быть адаптирована для работы в домашних условиях.
Общая схема
Принцип литья по моделям заключается в предварительном изготовлении формы, которая после определенной обработки заливается металлом. Но для начала необходимо определиться с основными этапами этого процесса.
Обобщенная технологическая схема
Первое, что предшествует литью – изготовление формы. В заводских условиях для этого используют разъемные алюминиевые изложницы. Их конфигурация соответствует форме будущей заготовки, но имеет большие габариты. Обычно части изложницы изготавливают методом прессования алюминиевых заготовок.
Модель
В качестве материала изготовления первичной формы используют материал с низкой температурой плавления: парафин, стеарин, воск или этилцеллюлоза. При этом температура заливки не должна превышать 100°С. В твердом состоянии модельный состав обладает достаточной степенью пластичности, чтобы заполнить все пространство изложницы.
| Модельный состав | Условные обозначения | Температура заливки, °С |
| Парафин-стеарин | ПС 70-30 | 65-80 |
| Парафин-стеарин | ПС 50-5и | 75-80 |
При сложной конфигурации изделия могут быть изготовлены несколько моделей, которые соединяются между собой путем незначительного нагрева торцевых частей.
Заполненная изложница
Форма
Поверх модели наносят специальный состав на основе керамики. Для лучшей термической сопротивляемости она обсыпается мелкозернистым песком с добавлением циркония. В зависимости от габаритов изделия этот процесс может повторяться от 3 до 7 раз. Минимальная толщина керамической формы должна составлять 7 мм.
Обработка керамическим составом
На этом этапе важно соблюдать следующие условия:
- Равномерное распределение состава по всей поверхности модели.
- Отсутствие внутренних пустот. Они приведут к неправильной конфигурации изделия.
- Критическая температура, при которой форма не изменит своих габаритов, должна быть больше, чем температура расплавленного металла. Обычно это от 900 до 1200°С.
По окончании формирования необходимо сделать отверстия для удаления парафинового материала. Формы помещаются в печь, где под воздействием высоких температур происходит испарение парафина. В случае надобности проводится дополнительный дожег керамической формы.



Готовая отливка
Основной проблемой литья по выплавляемым моделям в домашних условиях является частое появление дефектов формы при заливке в нее расплавленного металла. Поэтому предварительно ее поверхность нагревается до температуры заполняемой массы. При этом термическая обработка должна быть сделана равномерно по всей поверхности керамической заготовки.
В ранее сформированную горловину заливают металл. Остывание происходит при комнатной температуре. Не допускается принудительное остывание изделия.
Заливка металла
По истечении 4-6 часов можно удалить поверхностную керамическую оболочку. В промышленных условиях для этого используют вибрационную машину. Основательный этап – отсечение литника. В дальнейшем изделие может подвергаться обработке сжатым воздухом, пескоструйной шлифовке.
Области применения
Общее описание технологии не дает представление о практическом применении этой схемы. В настоящее время она используется в машиностроении и при изготовлении сложных конструкций. Учитывая высокую точность получаемых деталей и относительно низкую себестоимость их изготовления, литье по выплавляемым моделям активно применяется в следующих областях:
- Машиностроение, судостроение и приборостроение. Применяется относительно недавно, так как при изготовлении были проблемы с качеством сформированной формы. Появление этилсиликата позволило добиться требуемых показателей термической устойчивости и вязкости.
- Ювелирная промышленность. Так как температура плавления золота, серебра и бронзы значительно ниже, чем у стали – требования к качеству керамических заготовок дают возможность делать литье в домашних условиях.
- Зубопротезирование.
Ярчайшими примерами применения метода воскового литься являются памятники Санкт-Петербурга – Петру Первому и «Укротитель коней», установленный на Аничковом мосту. Соблюдение технологии и применение соответствующих составов позволяет добиться изготовления деталей, ювелирных украшений, произведений искусства высокой точности.
Изготовление моделей и модельные составы
Для того, чтобы изготовить модели применяют так называемые модельные составы. Их основу составляют смеси выполняемые на основе воска. Кроме этого, в состав добавляют полимеры, они улучшают механические свойства смесей. На некоторых производствах применяют мягкие составы. Они могут быть насыщены воздухом, для их упрочнения применяют полиэтилен или битум.
Модельные составы должны в полной мере отвечать следующим требованиям:
- Они должны обладать малой усадкой и не должны сильно расширяться под воздействием высоких температур.
- Постоянством твердости и прочностных характеристик.
- Определенной эластичностью.
- Возможность предельно точно повторять полость пресс-формы.
- Модельная смесь не должна прилипать к рабочим поверхностям формы и не должна оказывать коррозионного воздействия на них.
- Стойкостью к определенным химическим и физическим воздействиям.
- Смесь должна обладать хорошей стойкостью к окислению при разных температурах.
Изготовление пресс-форм
Для производства уникальных изделий макет готовят, вырезая из куска модельного материала вручную или по шаблонам. Модели, имеющие форму тел вращения, изготавливают также на токарных станках. В последнее время получает все более широкое распространение метод 3D-печати моделей. Он подходит как для одиночных макетов, так и для небольших серий.

Стоимость современного промышленного 3D-принтера все еще высока, однако благодаря легкости перенастройки с одного изделия на другое он может стать эффективным инструментом изготовления моделей в случае большого количества разнородных заказов малых серий.
Для того чтобы изготовить большое количество одинаковых макетов, изготавливают матрицу из гипса, резины, силикона или металла. Рабочие макеты производят, в свою очередь, путем отливки в матрицу. По конструкции пресс-форма должна быть обязательно разборной, чтобы обеспечить возможность изготовления заданного количества моделей. Выбранный материал также должен обеспечивать такую возможность, поэтому к нему предъявляются такие требования, как прочность, плотность, низкая шероховатость, химическая инертность по отношению к макету. Вещество пресс-формы должно также обладать минимальной адгезией к макету для обеспечения легкости извлечения готовых макетов и соблюдения размеров
Важное свойство пресс-формы — ее прочность и износоустойчивость, особенно при крупных сериях
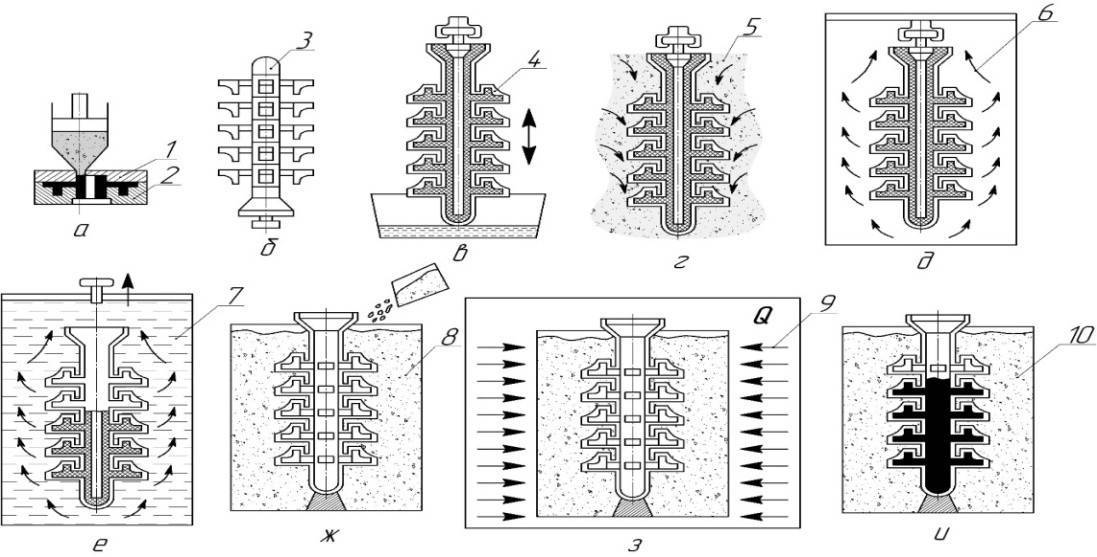
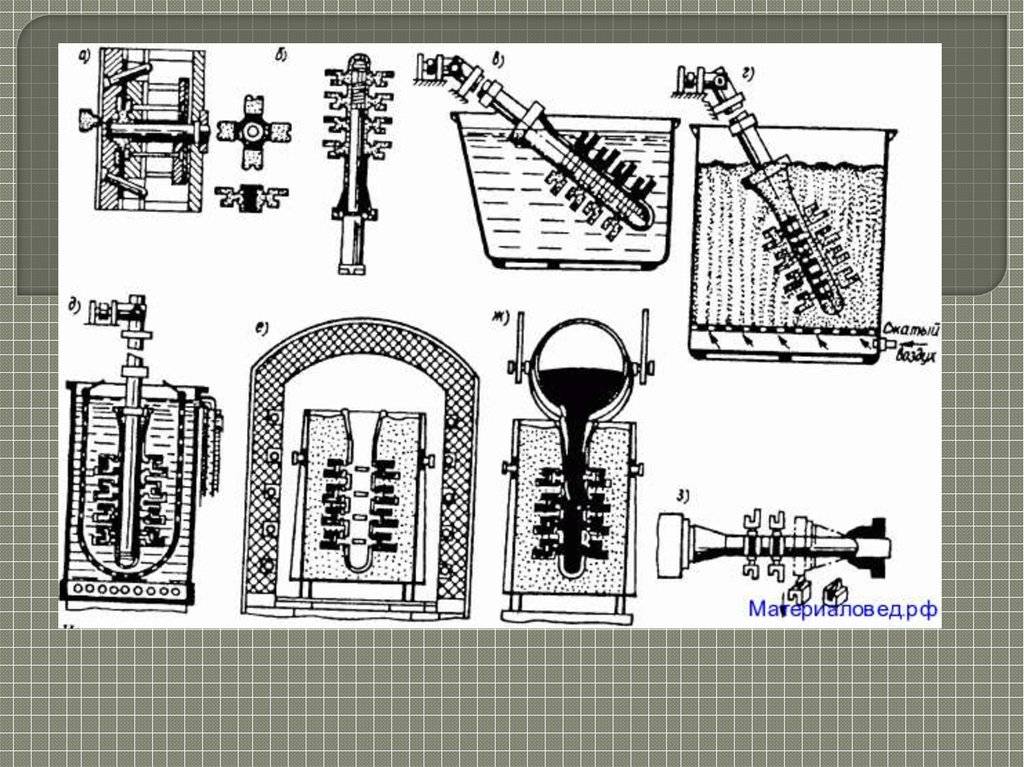
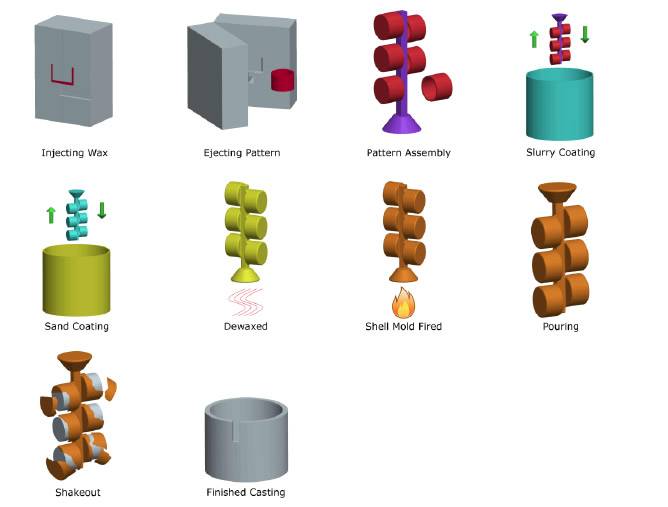
Основные этапы литья по выплавляемым моделям
Принципиально процесс не отличается от классического литья в песчаные смеси, подразумевая заливку в готовую форму расплавленного цветного сплава или стали. Непосредственно литье включает следующие этапы:
- создание модели;
- получение формы;
- получение готовой литейной формы;
- непосредственно литье.
На первом этапе происходит подготовка пресс-формы, ее заполнение модельным составом и ожидание затвердевания с последующим извлечением. Получение формы включает обсыпку и сушку твердой модели. В дальнейшем происходит удаление модельной массы горячим воздухом, водой или иным методом с дожигом оставшейся массы во время прокаливания. На финальном этапе происходит непосредственно литье с последующим отпуском, удалением форм и литниковой системой, первичной обработкой заготовок дробеструйным методом или сжатым воздухом.
Для получения качественного литья по модельным составам не допускается. На практике это означает, что разбивать форму можно через 5-6 часов. В условиях производства используют вибрационный стол, а затем удаляется литниковая система и при наличии облой. Последнее может использоваться повторно для изготовления деталей без каких-либо ограничений.





