

Виды измерительных инструментов
Аналоговые средства используют стрелки, шкалы. Это всем знакомые часы или разнообразные линейки. Недостатком этих инструментов является то, что они далеко не всегда обеспечивают необходимую точность. С другой стороны, аналоговые приборы — это основа для более совершенных средств измерений, в том числе цифровых.
Цифровые измерительные приборы — значение отображается в цифрах на дисплее, цифровой код; очень высокая точность и устойчивость к ударам, а также возможность подключения к измерительной системе благодаря тому, что они имеют выходной сигнал.
Недостатком цифровых инструментов является то, что они в основном должны получать внешнее питание.
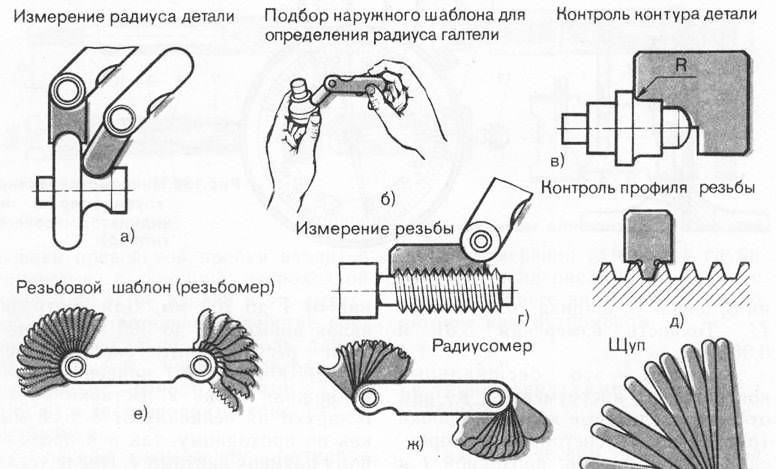
Щуп и резьбомер
Щуп представляет собой стальную калиброванную пластинку или набор пластинок различной толщины. На каждой пластинке указана ее толщина в миллиметрах. Щупы служат для измерения зазоров между двумя деталями. При измерении больших зазоров применяют несколько пластинок, вместе взятых. При измерениях нельзя допускать резких перегибов щупа и больших усилий. Необходимо следить, чтобы на щупах не было грязи и металлической пыли, что нарушает точность измерения.
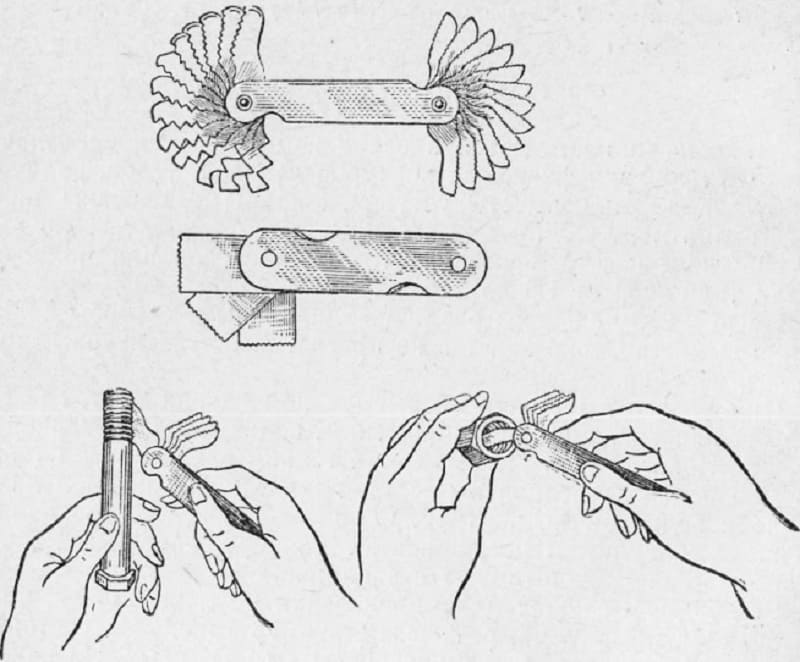
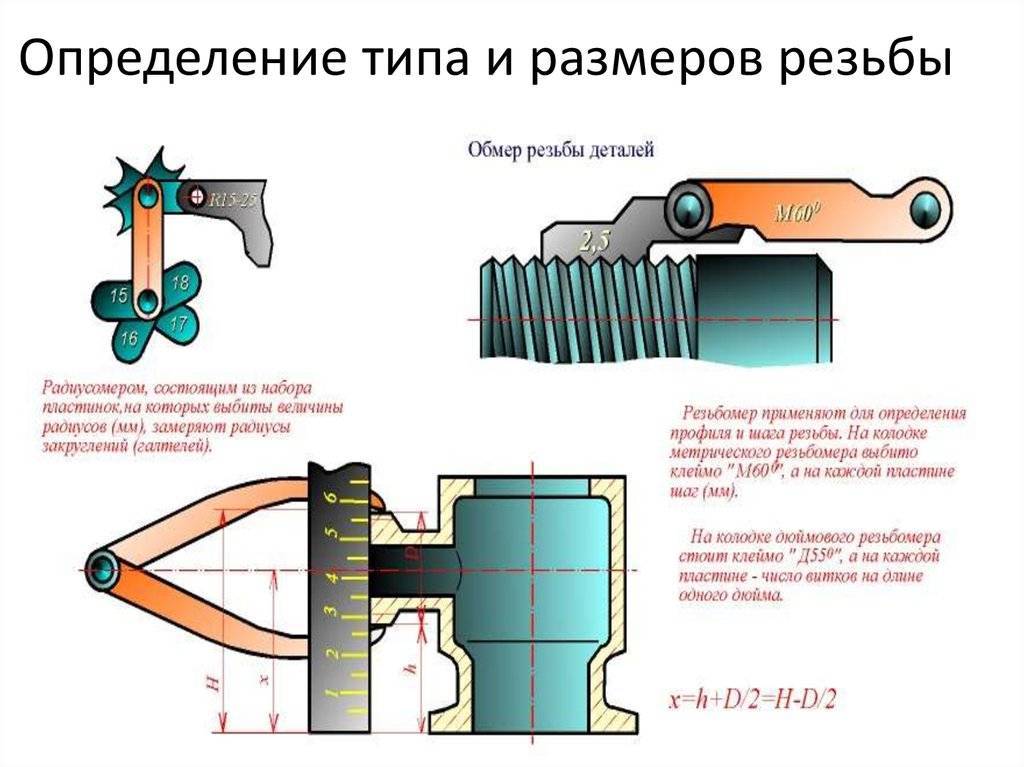
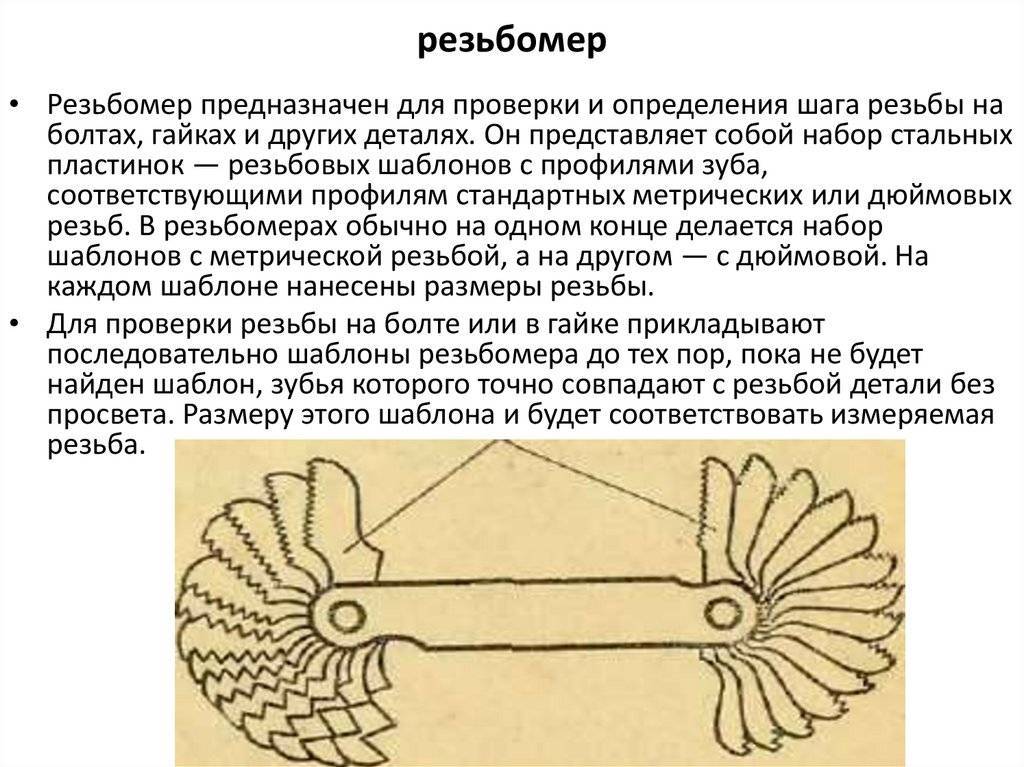
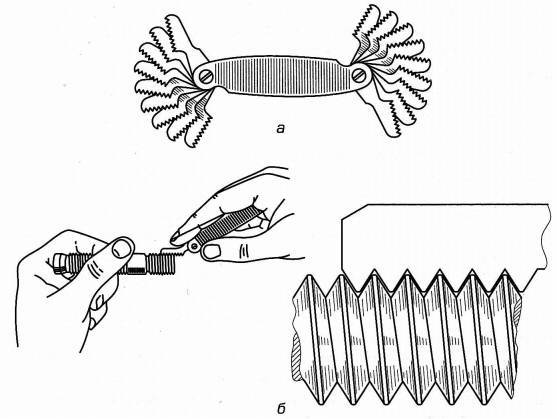
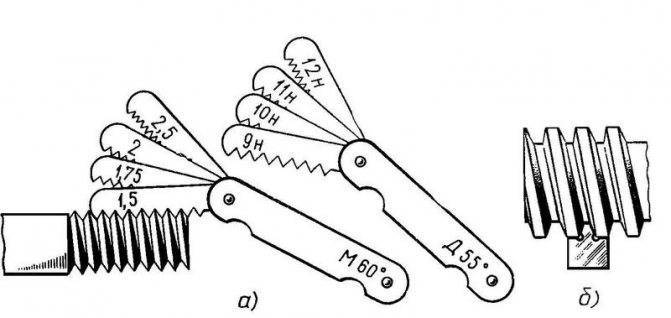
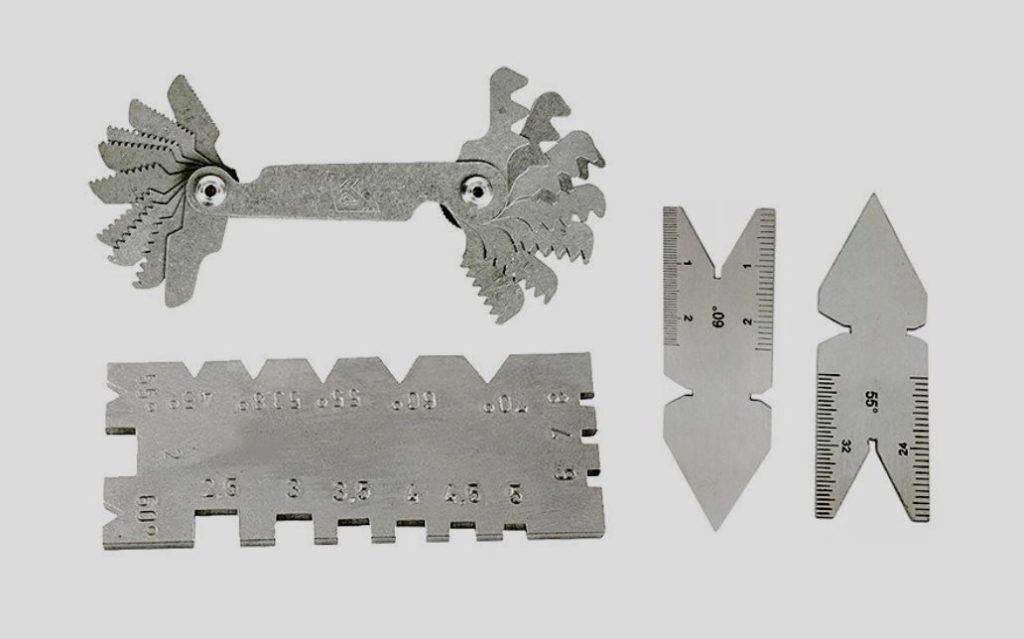
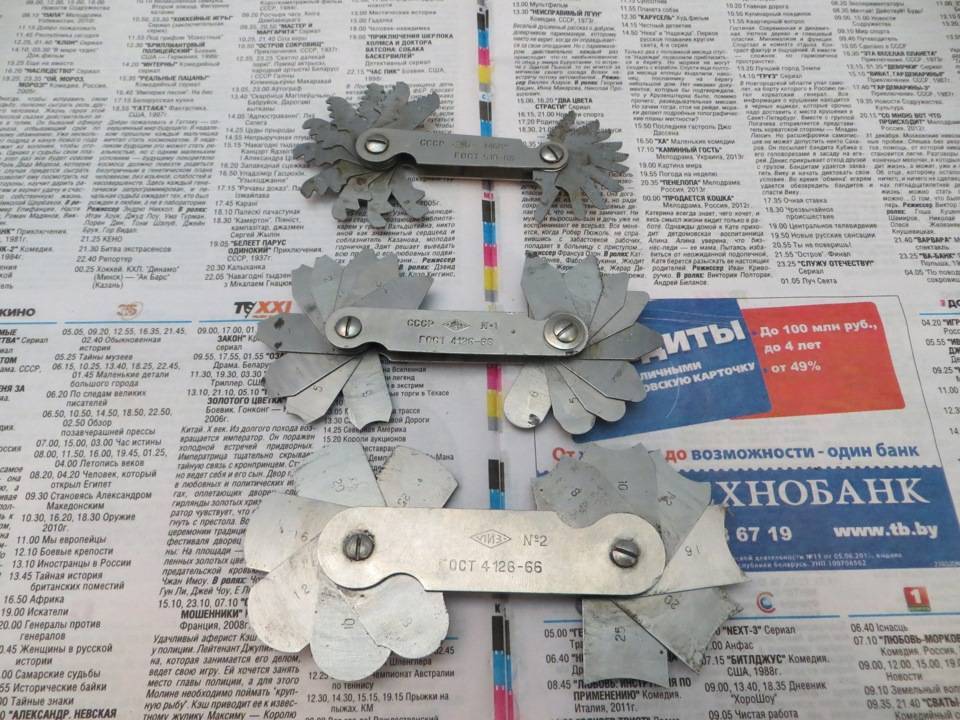
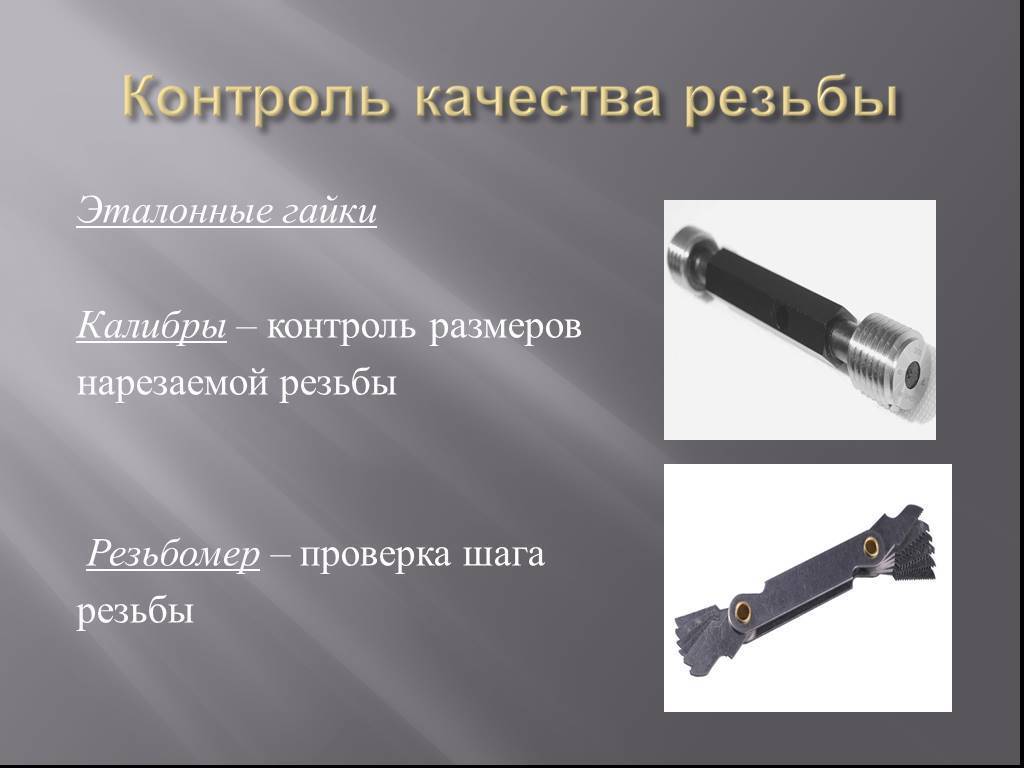
Резьбомер служит для проверки и определения числа ниток на 1 дюйм или шага резьбы (в миллиметрах) на болтах, гайках и других деталях. Он представляет собой набор стальных гребенок (резьбовых шаблонов) с профилем зуба, соответствующим профилю стандартной дюймовой или метрической резьбы. Число ниток на дюйм или шаг резьбы помечают на каждой гребенке. На корпусе дюймового резьбомера выбивают метку 55°, а метрического 60°. Для проверки резьбы на болте или в гайке необходимо последовательно прикладывать гребенки резьбомера до тех пор, пока не будет найдена гребенка, зубья которой точно совпадают с резьбой детали без просвета. Размеру этой гребенки и будет соответствовать измеряемая резьба.
Сканеры и дефектоскопы
Удешевление и упрощение проверки качества болтов неразрывно связано со стоимостью этого крепежа, влияют на конечную цену продукта, в котором он используется. Вот почему так необходимы устройства контроля, рассчитанные на массовую проверку болтов.
В качестве таких устройств применяют подходящие по параметрам дефектоскопы, настроенные на работу с болтами или же специальные сканеры.
Один из аппаратов такого формата — BOLTSCAN, созданный специально для проверки качества болтов. Этот аппарат обеспечивает оперативный и точный контроль качества резьбового крепежа по нескольким главным параметрам. Эти параметры позволяют убедиться в надёжности двух самых уязвимых место любого болта — резьбы и места перехода от стержня к головке.
Производительность и эффективность этого аппарата таковы, что его не только можно, но и выгодно использовать в деле оценки качества болтов при тотальном поштучном контроле. Аппарат работает на основе вихретокового метода, вращение болта позволяет выполнять круговой, то есть — исчерпывающе полный контроль самых важных мест любого болта. Вот основные параметры болтов, которые могут быть проверены на таком устройстве:
- длина болта — более 100 мм
- зона контроля -100 мм
- диаметр болта — от 5 до 20 мм.
Компактная конфигурация этого сканера, выполненного в настольном формате, позволяет применять его в любой производственной обстановке или на посту технического контроля.
- Отчистка калибров от любых видов загрязнений
- Ремонт калибров, не нарушающий геометрию калибров
- Нанесение защитных покрытия с упаковкой для правильной транспортировки
- Калибровка калибров
- Ремонт средств измерений
- Калибровка средств измерений
- Измерение геометрических величин готовых изделий и заготовок разной сложности
Калибр (Средство контроля) – техническое устройство, предназначенное для проведения контроля, не основанного на измерениях характеристик продукции.
Посредством использования и на основании результатов применения калибра, принимается решение о соответствии или несоответствии продукции установленным требованиям.
Существуют следующие основные виды калибров: пробки, кольца, скобы.
Виды калибров разделяются на типы, в зависимости от конструкции:
- гладкие цилиндрические пробки для контроля отверстий;
- скобы для контроля валов;
- гладкие конические кольца и пробки для предварительного контроля при нарезании резьбовых соединений;
- резьбовые цилиндрические кольца и пробки для контроля цилиндрических резьбовых соединений;
- резьбовые конические кольца и пробки для контроля конусных резьбовых соединений.
Калибровка — совокупность операций, выполняемых в целях определения действительных значений метрологических характеристик.
Калибры гладкие цилиндрические (кольца, пробки).
Калибровка гладких цилиндрических калибров выполняется в соответствии с МИ 1927-88 «Рекомендация. Калибры гладкие для цилиндрических валов и отверстий. Методика контроля».







В качестве эталона применяется прецизионный горизонтальный длиномер «Labconcept 500», погрешность ±(1,4+L/80) мкм, производство «TRIMOS», Швейцария.
Измеряемые параметры гладких цилиндрических колец:
внутренний диаметр.
Измеряемые параметры гладких цилиндрических пробок:
наружный диаметр.
Калибры для контроля валов – скобы.
Скобы применяются для контроля диаметров валов. В качестве эталона применяется прецизионный горизонтальный длиномер «Labconcept 500», погрешность ±(1,4+L/80) мкм, производство «TRIMOS», Швейцария.
Инструкция по определению шага трапецеидальной резьбы
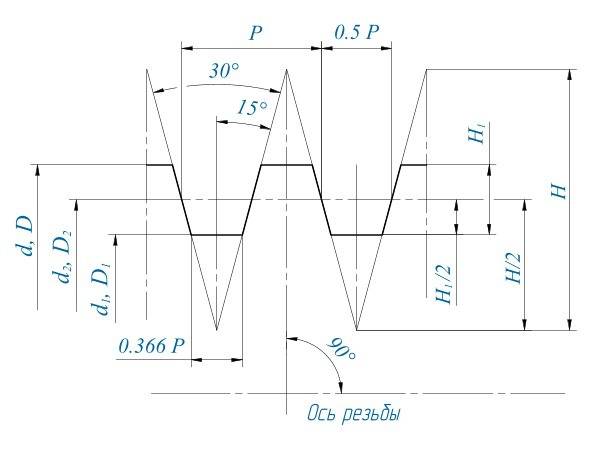
Кроме метрической и дюймовой нарезки, существует также трапецеидальная резьба. Отличается она от рассмотренных выше типов тем, что ее профиль имеет угол 30 градусов. Применяется такой тип нарезки преимущественно в конструкции механизмов, где энергия вращения преобразуется в поступательные движения. Самый яркий пример, где используется трапецеидальная резьба — это тиски.
Для обозначения такого типа нарезки применяется маркировка Tr, а шаг нарезки измеряется в миллиметрах. Если на метрической нарезке шаг представляет собой расстояние между вершинами, то на трапецеидальной — это одинаковое расстояние между зубьями. Ниже на фото буквой P обозначен шаг трапецеидальной резьбы.
Для его измерения существует специальный Т-резьбомер, который стоит дороже дюймовых и метрических приборов. Чтобы его не покупать в случае необходимости определения шага трапецеидальной резьбы, имеется соответствующий алгоритм. Для этого необходимо измерить наружный диаметр, и сравнить его с табличными значениями, получив соответствующий результат.
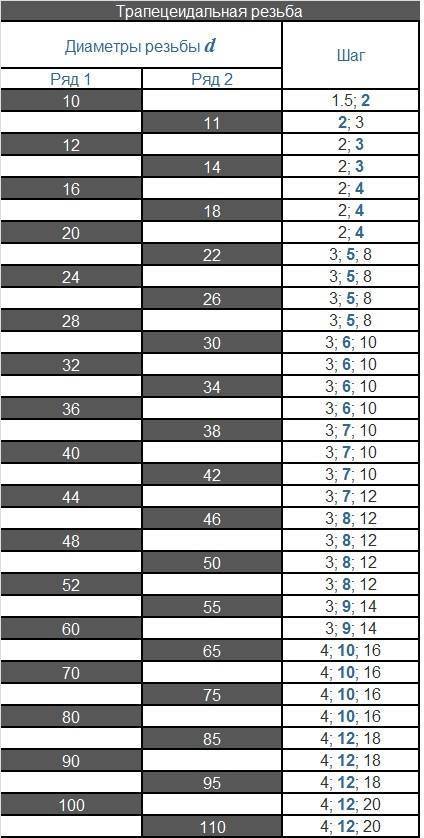
Таблица определения шага трапецеидальной резьбы
Это интересно!В конструкции тисков используется трапецеидальная резьба, поэтому ее не стоит путать с метрической и дюймовой.
Что такое резьбомер
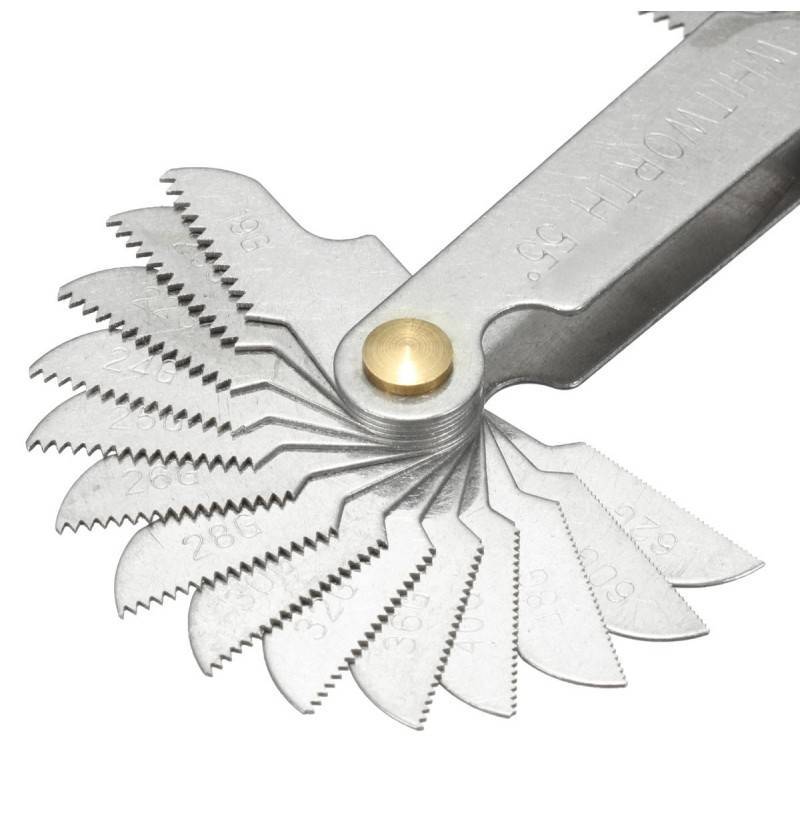
Конструкция резьбомера состоит из набора зубчатых щупов, закрепленных на корпусе инструмента. Они представляют собой небольшие пластины или шаблоны, выполненные из стальных сплавов. Щуп определяет величину зазоров между двумя изделиями. Если значение зазора слишком велико, применяются несколько пластин одновременно. Каждый щуп обладает уникальными параметрами шага, толщины и вращается вдоль оси. Во время использования инструмента шаг щупа должен соответствовать шагу измеряемой резьбы. Благодаря отшлифованной поверхности, пластины могут использоваться для оценки точности как внутренней, так и наружной нарезки.
Для определения характеристик нарезания используются резьбовые шаблоны ГОСТ 519-77. Они определяют для метрической и трубной резьбы уникальные значение шага и количества витков на 1 дюйм нарезки. При определении точности также используются метрики или штангенциркули.
Все элементы резьбомера производятся в соответствии с ГОСТ 5950-85. Государственный стандарт регламентирует использование стальных сплавов ХВ4, У7 и 8ХФ. Эти металлы не подвержены воздействию сильных перепадов температур. Они обладают повышенной прочностью и не подвергаются коррозии. Благодаря этим свойствам инструмент может эксплуатироваться в течение длительного времени без износа конструкции.

Резьбомеры являются универсальными инструментами и широко применяются в промышленном секторе. Они используются в металлообрабатывающем и машиностроительном комплексе, строительстве и индустрии по производству электроники. Эти инструменты также используются в бытовых условиях для измерения резьбовых соединений в радиоэлектронной аппаратуре и металлических изделиях.
Эксплуатация измерительного инструмента
В нашей стране действует Государственная система обеспечения единства измерений (ГСИ). Среди множества задач, которые она призвана решать можно выделить следующие:
- Государственный метрологический контроль, включающий в себя поверку средств измерений; утверждение типов средств измерения; выдача лицензий на производство и ремонт средств измерений.
- Метрологический контроль над производством использованием средств измерения, эталонов величин измерения, методиками проведения измерений и другими вопросами, относящимися к средствам и методам измерений.



Структурно ГСИ входит в ФА Росстандарт и соответственно все вопросы с поверкой и аттестацией измерительных приборов необходимо обращаться в региональные отделения федерального агентства.Для обеспечения качества продукции, выпускаемой продукции необходим постоянный контроль над размерами, допусками, посадками. Для проведения этой работы на предприятии должен эксплуатироваться только качественный инструмент. Практически все измерительные приборы должны проходить процедуру поверки. Поверка (не путать с проверкой) мерительного инструмента представляет собой набор определенных мероприятий, проводимых для подтверждения соответствия измерительных приборов требованиям метрологии. Поверка инструмента должна проводиться в специально аттестованных лабораториях.
Существующие виды резьбы и их особенности
Метрическая
На территории России ее чаще всего применяют при выпуске оборудования и машин, а также разнообразной бытовой техники. Диапазон диаметров у метрической резьбы весьма велик и может составлять от одного до шестисот миллиметров. Шаг для метрики промеряемся в миллиметрах, а разброс числовых показателей варьируется в пределах от 0,25 до 6 миллиметров. Если говорить о профиле металлической нарезки, то он должен выглядеть как треугольник равносторонний, у которого показатель угла в вершине равняется 60 градусам. Если для изделия должна использоваться метрическая система, в ее технической документации к ней все данные размеры отмечаются литерой «М». Эта система крайне распространена в машиностроительной области, поэтому данную отрасль без ее применения представить сложно, что обусловлено простотой использования. Действительно, метрические резьбы отличаются легкостью производства, характеризуются универсальностью и повышенной надежностью.
Дюймовая
Она отличается тем, что ее градус углового профиля имеет количественный показатель в 55 единиц, а шаг нарезки измеряется не в миллиметрах, а в количестве витков на дюймовое расстояние. Подобную нарезку проще всего встретить в старом зарубежном оборудовании или в сочленениях различных отрезков трубопроводных магистралей.
Цилиндрическая (она же трубная)
Равно как и вышеописанная резьба, эта имеет профиль в 55 градусов и ее шаг также меряется числом витков на дюймовое расстояние. Вот только применяется она в силу своей специфики исключительно для трубопроводов и маркируется литерой «G».
Дополнительные отличия
При сравнительном анализе гребней резьбы возможно отметить, что у дюймовых нарезок гребень является более острым, нежели у метрических. Что неудивительно при уставленном стандарте в 55 градусов против 60. Таким образом, отличия возможно заметить даже невооруженным, но опытным глазом. Естественно, что сами системы измерения у них различны, при чем особо стоит помнить, что при использовании данных стандартов применяется не общепринятая длина дюйма, установленная для метрической системы в 2,54 сантиметра, а равняется она 3,324 сантиметра, т.к. является специальной. Как пример можно привести следующий расчет: если в метрической системе диаметр резьбы составляет 25 миллиметров, то в дюймовой он будет равен ¾ дюйма. В любом случае, для выбора точного значения всегда следует сверяться с соответствующей таблицей в государственном стандарте.
Резьбонакатная плашка – краткая характеристика
Сегодня лидирующее место в данном типе работ занимает плашка, лерка когда-то также была отдельным часто используемым инструментом. Но в последнее время эта два инструмента объединили, и все называют одним словом – плашка. По внешнему виду они напоминают закаленные гайки, где имеются осевые отверстия, они же и образуют острые режущие кромки. Обычно почти на всех приспособлениях имеются стружечные отверстия в количестве от 3 до 6. Они необходимы, чтобы отводить стружки в сторону.

Стандартные плашки имеют толщину от 8 до 10 витков. Основная режущая часть всегда выполнена в виде внутреннего конуса. Заборная часть имеет от 2 до 3 витков. Для выполнения данного приспособления используется прочная легированная сталь марки 9 ХС, но иногда они сделаны и из других видов стали. Каждый инструмент имеет маркировку и свое обозначение
При покупке надо обращать внимание, чтобы указывалась степень точности, которая будет при нарезании резьбы

Виды плашек подразделяют в зависимости от нескольких показателей. Главный критерий – конструкция, по этому признаку выделяют цельные (нетрудно догадаться об их внешнем виде), разрезные и раздвижные (по-другому – клупповые). По своей же геометрической форме плашки могут быть круглыми (это и есть лерки), квадратными, шестигранными, призматическими. Существуют еще и деревянные плашки, но это не нарезной инструмент, а просто срез ствола дерева, эдакая болванка-кругляш, иногда они обладают даже лечебными свойствами. Естественно, о них говорить здесь мы не будем. А для более широкого понимания особенностей всех моделей описанного выше инструмента, скажем несколько слов о каждой из них.
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60° Скачать
Сфера применения

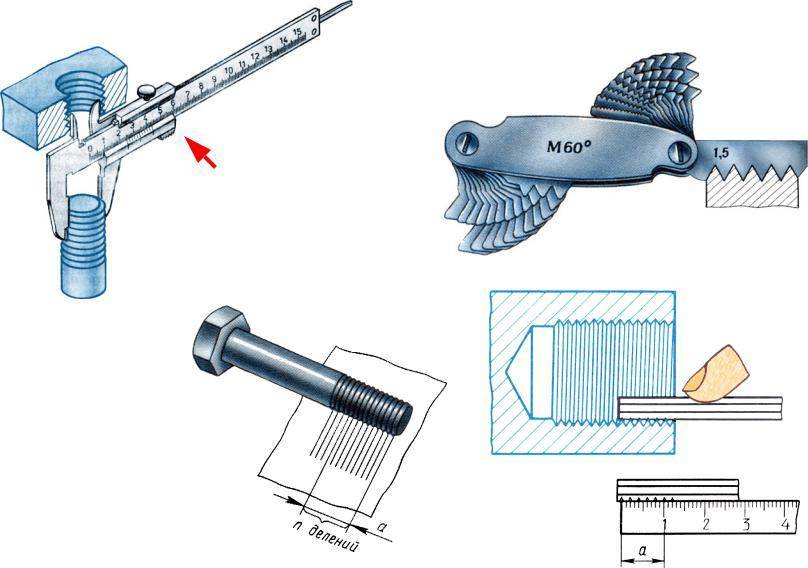
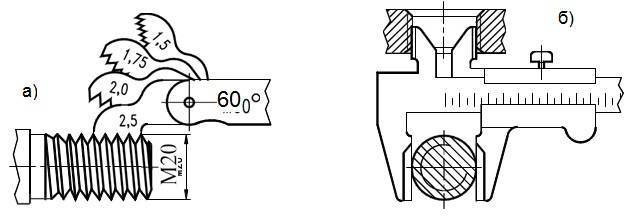
Любой болт предполагает наличие гайки. Чтобы получился идеальный комплект, необходимо правильно определить диаметр болта. Речь идет о наружном размере, который и будет исходным значением при подборе соединительного элемента. Некоторые мастера для определения диаметра используют штангенциркуль.








Мало определить правильный диаметр. Нужно еще и выяснить точный тип резьбы. Она может быть как дюймовая, так и метрическая. Мастера, которые постоянно сталкиваются с такими деталями, определяют все безошибочно. Визуальные отличия ярко выражены. Однако, сложнее обстоят дела с размером шага резьбы. Точно установить его не под силу даже профессиональному слесарю. Чтобы не угадывать, а определить значение, необходимо прибегнуть к помощи инструмента.
Шаг нарезки нужно установить в таких ситуациях:
- Чтобы понять, можно ли увеличить длину свинчивания.
- При проведении поверхностной обработки гайки и болта.
- Установления возможности среза нескольких витков нарезки.
- Выявление показателя устойчивости используемых соединений, исходя из эксплуатационных условий.
Инструмент помогает определить тип нарезки, с которой будет сталкиваться пользователь. Инструмент пользуется повышенным спросом у профессиональных строителей и изготовителей всевозможных заготовок, где присутствует резьба. Помогает данное приспособление мастерам по ремонту разнообразной техники. Оно дает возможность определить качество сборки.
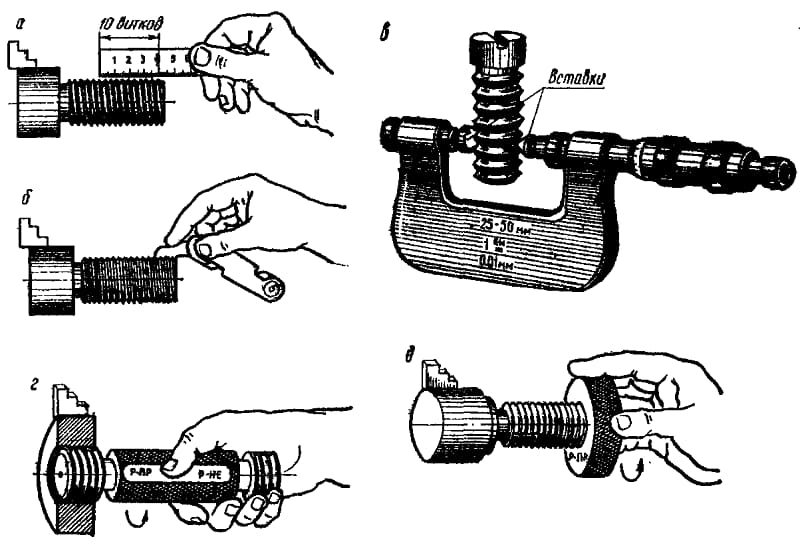
Правила пользования прибором
До момента определения шага резьбы, измеряют ее диаметр. Это – необходимое условие, так как не все нарезки обладают полным диапазоном шагов. Больше всего это касается небольших (до 5 мм) и больших (свыше 120 мм) нарезок. Без штангенциркуля невозможно определить наружный диаметр. Как только показатель установлен, стоит заняться выяснением шага. В этом деле незаменимым помощником будет резьбомер. Измерительная система не вызывает особых сложностей. Правила пользования им выглядят следующим образом:
- Берется в руки прибор и выбирается подходящая пластина с зубчиками. Она прикладывается к резьбе болта, гайки или винта.
- Пластинка подбирается до тех пор, пока не будет установлено полное совпадение.
- Как только грани гребенки совпадут с нарезкой на заготовке, устанавливается значение шага.
- Величина указана на боковушке гребенки.
Легче всего производить замеры наружной нарезки. Для измерения внутреннего шага нужно освещать участок замера. Таким же образом осуществляются замеры дюймовой и метрической разметки на заготовках. Если при замерах метрической нарезки получается показатель 1,75 мм, это свидетельствует о том, что между вершинами спирали расстояние 1,75 мм. При получении значения 28 при дюймовой нарезке говорит о том, что в одном дюйме имеется 28 витков.
Настройка микрометрического нутромера — пошаговое описание
Для получения точных значений, измеряемых нутромером, понадобится предварительно настроить или отрегулировать прибор. Настройка проводится в следующих случаях:
- когда прибор вводится в эксплуатацию;
- при его применении;
- после продолжительного хранения.
Предварительно нужно оценить состояние прибора. Отсутствие внешних дефектов — это еще не повод говорить об исправности инструмента
Особое внимание уделяется микрометрической шкале и наконечникам. Убедившись в исправности изделия, следует переходить к непосредственному процессу его настройки

Первоначально следует подготовить необходимые материалы — винтовая пара (микрометрическая головка), удлинители, установочная мера и ключ. Удлинители подбираются в зависимости от номинальной длины, указанной в маркировке. Проверяется первоначально установка прибора на ноль (другими словами выясняем, откалиброван он или нет). Для установки микрометрического нутромера на ноль выполняются следующие действия:
Убеждаемся в том, что температура окружающей среды составляет в среднем 20 градусов. Отклонения в большую или меньшую сторону на 5 градусов и более недопустимы, так как это повлияет на величину погрешности
Важно также учесть влажность, которая не должна быть выше 80%.
Соединяем винтовую пару с наконечником.
Далее берем установочную меру, и прикладываем к ней прибор.
Вращаем барабан до момента, пока прибор не будет слегка фиксироваться в установочной мере. Плотность соприкосновения фиксируется на ощупь
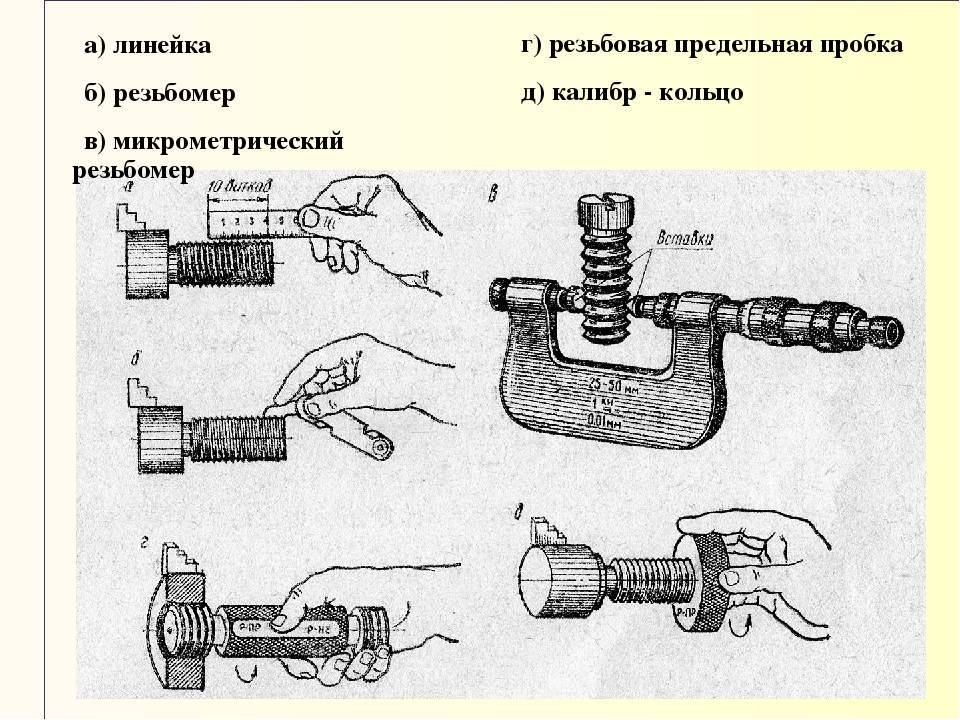
Измерительные стержни должны касаться рабочей поверхности с небольшим трением. Фиксируется зажимной винт, и проверяем соотношение основной шкалы с нониусной. Прибор считается выставленным на ноль, когда видна следующая картина, как показано на фото ниже (риска с нулевым значением совпадает с отметкой основной шкалы).
Если значение 0 не совпадают с основной риской, тогда прибор нуждается в регулировке. Для этого извлекаем его из установочной меры, и ослабляем верхнюю гайку, которая показана на фото ниже стрелкой.
Вместо гайки может быть винт под шестигранник, что зависит от производителя инструмента.
Барабан с нониусной шкалой вращается до момента совпадения с продольным штрихом стебля. После того, как нулевое значения нониусной шкалы будет совпадать с продольной риской, нужно затянуть винт, который был предварительно ослаблен.
Повторно выполняются действия, описанные в пункте 3 и 4 с установочной мерой.
Приступать к измерению микрометрическим нутромером можно исключительно после того, как прибор будет отрегулирован, то есть, выставлен на ноль. Эта процедура еще называется калиброванием, которая выполняется обязательно перед каждым измерением.
Это интересно! Правильно настроен инструмент тогда, когда нулевой штрих продольной шкалы слегка виден, и совпадает с нулевой отметкой барабана. На фото показано правильно отрегулированный штихмас.

После настройки можно переходить к измерительным манипуляциям. Как правильно измерять диаметры внутренних отверстий заготовок при помощи микрометрического нутромера, рассмотрим подробно.
Как измерить шаг нарезки гайки без резьбомера
Определить легко шаг для наружной нарезки, но что делать, когда нужно узнать расстояние между витками на гайке? Многие начинают искать ответ в интернете, и сталкиваются лишь с тем, что для решения этой задачи нужно купить резьбомер. Посредством резьбомера осуществляется определение шага для внутренней и внешней резьбы разного типа — метрической и дюймовой. Чтобы не пришлось покупать прибор, если нужно одноразово измерить шаг на гайке, рекомендуется выполнить следующие действия:







- Подобрать к гайке болт с соответствующим типом нарезки. Для этого гайка должна свободно завинчиваться на болт
- Если ответный болт будет подобран, то дальнейшие исчисления необходимо произвести по нему
- Когда подобрать соответствующий болт не удается, то и здесь не нужно огорчаться. Имеется действенный способ, как определить шаг резьбы на гайке без резьбомера
Чтобы узнать расстояние между витками нарезки на гайке, нужно прибегнуть к следующему способу:
- Взять отрезок чистой бумаги
- Поместить его внутрь гайки, и плотно прижать к граням
- Нарезка гайки при этом должна быть обработана мазутом или маркером, чтобы она отпечаталась
- Извлечь отрезок бумаги с полученным оттиском, и приложить его к линейке, осуществив подсчет количества граней на соответствующем расстоянии

Вместо бумаги можно воспользоваться спичкой или карандашом, действуя по аналогичному принципу.
Порядок работы с резьбомером
Перед процедурой определения шага необходимо оценить состояние инструмента и проверить его на предмет износа. Все щупы должны быть очищены от масла и иных разновидностей грязи, способной повлиять на точность измерений. Если на них присутствуют внешние дефекты (заусенцы), то их нужно устранить.
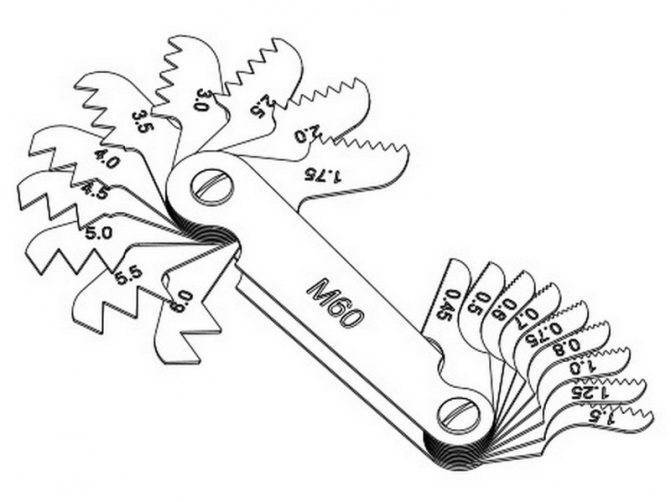
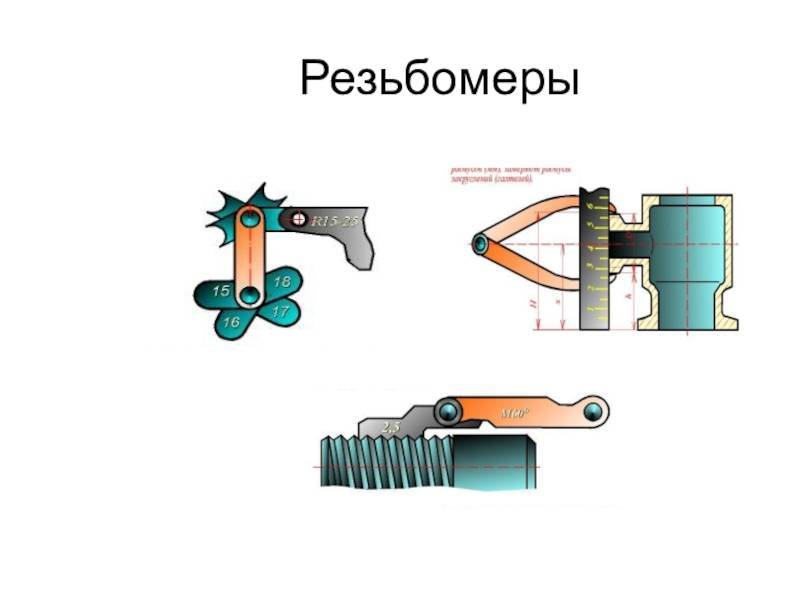
После завершения процесса приготовления инструмента необходимо подобрать щуп с подходящими параметрами для определенного вида резьбы, воспользовавшись таблицей с резьбовыми шаблонами M60 и Д55. Путем последовательного прикладывания щупов к резьбе выбирается пластина, способная проникнуть во впадины нарезки максимально глубоко
Важно, чтобы она совпадала с профилем измеряемого отверстия и входило в нее без образования просветов. После проведения измерений необходимо зафиксировать числовое значение, указанное на подходящем щупе
При определении точности нарезки дополнительно используется штангенциркуль – универсальный измерительный инструмент, использующийся для замера размерных характеристик и глубин проделанных отверстий. С его помощью мастер сможет определить основные параметры резьбы, включая диаметр.
Во время эксплуатации резьбомера необходимо соблюдать основные положения техники безопасности:
- Мастер должен следить за чистотой метрического или дюймового инструмента, чтобы снизить риск поломки. Для этого нужно его хранить в плотной и прочной емкости с твердой поверхностью: в ящиках или контейнерах.
- Нельзя заменять резьбомер иными инструментами, не предназначенными для выполнения измерительных работ.
- Заготовка, в которой была проделана резьба, должна находиться в неподвижном состоянии. В противном случае может возникнуть большая погрешность измерения.
- Мастер должен надеть спецодежду для снижения риска получения ранений из-за ненадлежащих условий пользования резьбомером.
- Нельзя использовать неисправный инструмент. На его щупах не должны присутствовать внешние дефекты (царапины или вмятины), способные повлиять на точность расчетов. Чаще всего неисправности возникают при использовании устройства с пластмассовым корпусом, что связано с низкой прочностью материала.
Проверить результаты измерений можно с помощью применения математических формул и бумажных листов. Для этого нужно взять лист бумаги и приложить к нему поверхность измеряемой резьбы. Шаг определяется по формуле: P=l/n, где P – величина шага, l – длина нарезки, n – число оставленных отпечатков на листе бумаги. Длина отверстия замеряется при помощи линейки.
Материалы
Для производства метчиков используются разные материалы, среди них:
- Легированная сталь;
- Инструментальная сталь;
- Быстрорежущая сталь.

Самым распространенным и оптимальным вариантом принято считать быстрорежущую сталь. Она обладает большим количеством преимуществ перед другими:
- Высокий срок службы;
- Устойчивость к перепадам температур;
- Высокое качество проводимых работ;
- Возможность работы с высокой скоростью;
- Высокая прочность материала.



Для работы с некоторыми материалами изготавливают специальные метчики с дополнительным покрытием. Благодаря такому решению увеличивается срок службы и эффективность инструмента.

Принципы классификации
Линейка, метр, угломер — это основные универсальные агрегаты, предназначенные для определения различных параметров (длина, ширина). Если необходимо замерить отдельные элементы детали, то используют дополнительные строительные инструменты (рейсмус, кронциркуль, нутромер). Выбор приспособления зависит от типа предстоящих работ. Специалисты выделяют следующие виды измерительных инструментов:
- рабочие (применяются в цехах);
- контрольные (проверяют рабочие приборы).
При проведении замерных работ можно получить неточный результат. Это связано с несовершенством средств для разметки и используемого метода обмеривания. Отклонение полученного значения от действительного — это точное измерение, а величина отклонения — степень точности замерения.








Чтобы получить достоверный результат, рекомендуется использовать качественные контрольно- измерительные инструменты. С помощью стальной линейки можно определить очень маленькую длину. Этот прибор позволяет получить точность измерения в 0,25-0,5 мм.
Если необходимо измерить большое расстояние, то используют стальной либо деревянный ручной измерительный инструмент. Стальные метры представлены в виде рулеток. К сожалению, у таких приборов быстро разбалтывается шарнирное соединение. В этом случае потребуется ремонт измерительного инструмента. Специалисты рекомендуют замеривать детали с помощью метра-рулетки (длина 1-2 м).
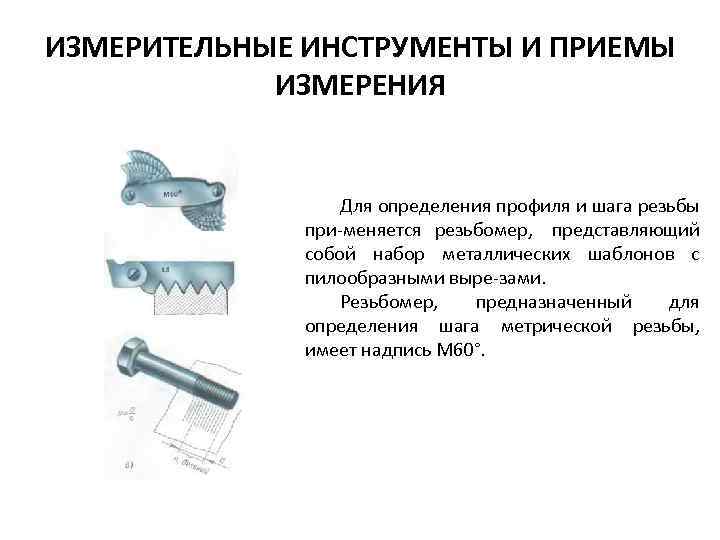
Что называется резьбомером и его назначение
Сначала выясним, что же представляет собой резьба. Резьбой называется спираль, имеющая постоянный шаг по всей площади. Спираль нарезается при помощи специальных инструментов на поверхности цилиндрических и конических изделий. Эту спираль еще называют нарезкой, посредством которой обеспечивается разъемное соединение деталей. Для получения спирали на изделии используется не только способ нарезки, но и прокатки
При работе с резьбой немаловажно иметь в наличии резьбомер, и уметь им правильно пользоваться
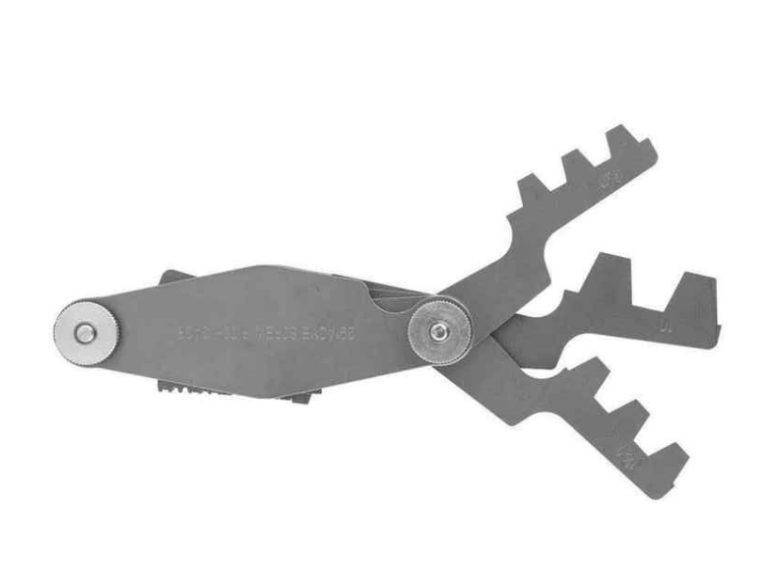
Рассматриваемый инструмент имеет схожесть со щупами для выставления тепловых зазоров между клапанами на автомобильных двигателях. Однако такая схожесть проявляется только по внешней конструкции, и что же такое резьбомер, предстоит подробно разобраться. Резьбомер — это небольшой прибор, цена которого не превышает 200-300 рублей, состоящий из набора щупов с зубьями. Именно за счет наличия зубьев на пластинах этот прибор отличается от щупа для измерения расстояния между клапанами.
Пластины с зубчатыми щупами крепятся к корпусу инструмента, а изготавливаются они из стальных сплавов. Каждый щуп оснащен своеобразной формой зубьев, отличающихся между собой такими параметрами, как шаг, толщина и направление вращения. Главное назначение прибора — измерение шага резьбы на различных деталях. Именно за счет такого предназначения, этот инструмент относятся к категории измерительных приборов. Причем использовать этот инструмент можно для определения шага резьбы, как наружной, так и внутренней, что достигается за счет наличия отшлифованной поверхности.
На корпусе инструмента имеется соответствующая маркировка, которая представлена в виде — «Д55» и «М60». Мало кто знает о том, что обозначают эти буквы и цифры. Однако разобраться в этом необходимо еще до того, как будете учиться пользоваться резьбомером. Маркировка «М60» обозначает, что этот прибор предназначен для измерения метрической резьбы, а «Д55» — для идентификации дюймовой нарезки. Цифровое обозначение указывает угол между вершинами, то есть, на метрической резьбе он составляет 60 градусов, а на дюймовой 55 градусов.
Цифровое обозначение присутствует также на лицевой поверхности каждой зубчатой гребенки. Указываемые значения соответствуют определенному шагу резьбы, что упрощает процесс идентификации. Для изготовления приборов производители применяют инструментальные стали следующих марок:
- У7
- 8ХФ
- ХВ4
Эти типы сталей отличаются такими преимуществами, как низкий коэффициент температурного расширения, а также пониженный показатель прокаливаемости (способность стали воспринимать закалку). Именно за счет этих преимуществ резьбомеры можно использовать в широком температурном диапазоне. Изготовление измерительных инструментов происходит с соблюдением установленных стандартов. Производство инструментов стандартизировано к ГОСТу 5950-85.
Гребенки имеют специальную конструкцию, что позволяет при проведении измерений резьбы не только правильно устанавливать шаг, но и степень заполнения профиля с определением количества нитей. Особенно актуально определение количества нитей или витков, когда применяются детали, имеющие шлифованную резьбу с присутствующими на ней дефектами в виде сточки на шлифовальном круге.





