

Wester MINI 220T (MMA)

MINI 220T (MMA) марки Wester считается самым маленьким и самым простым в эксплуатации. Силовые показатели устройства — от 30 до 220 А, также имеется приличная мощность — 7 кВт. Аппарат способен долго трудиться без остановок при значительных нагрузках и просадках напряжения. Передняя панель имеет жидкокристаллический дисплей, датчики подключения к энергосети, перегрузку. Есть функции плавной регулировки, горячего старта, антиприлипания, встроенная термозащита. Решетки вентиляции защищены от попадания окалины. Если вы еще не знаете, какой сварочный аппарат лучше, то присмотреть к данной модели.
Сварочный аппарат Wester MINI 220T (MMA)
Недостатки:
На этом наша статья про сварочные аппараты для сварки алюминия подходит к своему завершению. Удачных покупок и правильного выбора!
Источник
Используемое оборудование
Источниками сварочного тока служат автономные генераторы, понижающие трансформаторы, а также появившиеся сравнительно недавно инверторные преобразователи ММА типа.
Сварочный генератор
Генератор для ММА сварки обычно представляет собой синхронную электрическую машину, приводимую двигателем внутреннего сгорания, дизельным или бензиновым. Конструктивно такой генератор очень близок к агрегатам, предназначенным для обеспечения резервного электропитания.
Отличие заключается в уровне выходного напряжения (у сварочных агрегатов оно обычно составляет 70 – 75 Вольт) и наличии выпрямительного блока, обеспечивающего сварку постоянным током.
Идентичность основных узлов сварочных и резервных генераторов обусловливает тот факт, что обычно такие машины конструируются как универсальные. При переключении уровня выходного напряжения и исключении выпрямительного блока, агрегат превращается в обычный генератор резервного питания.
Сварочный трансформатор
Это традиционный источник тока, применяемый в ММА сварке. Представляет собой обычный понижающий трансформатор, имеющий вторичное напряжение холостого хода от 50 до 80 Вольт. По конструкции бывают трехфазными, на напряжение 220/380 Вольт, либо однофазными, на 220 либо 380 Вольт.
Однофазные трансформаторы, как правило, используются для сварки переменным током и не содержат выпрямителей. Трехфазные преобразователи комплектуются диодными мостами и применяются для сварки ММА постоянным током.
Это объясняется тем, что однофазное переменное напряжение, после выпрямления представляет собой последовательность пульсаций с амплитудой от 0 до максимального напряжения, что вызывает неустойчивость горения дуги при сварке электродом для постоянного тока. Поэтому, однофазные выпрямители ММА требуют применения средств, сглаживающих пульсации, в виде мощных дросселей и объемных конденсаторов.
Трехфазные выпрямители ММА выдают напряжение, значительно более приближенное к постоянному, имеющее незначительные пульсации. Такие сварочные аппараты ММА в настоящее время имеют наиболее широкое применение на производственных предприятиях, обеспечивая высокое качество сварных соединений.
Сварочный инвертор
Без преувеличения можно сказать, что этот тип оборудования произвел революцию в сварочном деле. Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах.
После этого, переменное напряжение высокой частоты трансформируется до необходимого уровня и выпрямляется. В результате, на выходе аппарата ММА (или другого типа) формируется постоянное напряжение с наложенными на него высокочастотными пульсациями.
Это свойство инверторного аппарата позволяет выполнять работу, используя различные типы электродов. С успехом могут применяться сварочные электроды, предназначенные для работы с постоянным током, а также предназначенные для переменного тока сварки mma.










Ну, а самое главное, что принесла инверторная технология – сварочный аппарат значительно уменьшился в размерах и по весу. Это стало возможным благодаря особенностям преобразования напряжения высокой частоты.
Дело в том, что трансформатор, понижающий напряжение частотой в десятки килогерц до необходимого уровня, на порядок меньше и легче работающего с частотой 50 Гц при той же мощности.
То же самое можно сказать о конденсаторах фильтров. В результате, вместо трансформатора, перемещение которого было возможно только с применением грузоподъемной техники, сварщик получил сварочный портативный инвертор mma, переносимый на плечевом ремне и выполняющий те же функции.
Электроды
Применяющиеся для ММА сварки электроды – ни что иное, как отрезки металлической проволоки, на которые нанесен специальный обмазочный состав. При включении электродуги, покрытие при интенсивном нагреве выделяет газы, убирающие из зоны сварки кислород, выполняя роль своеобразной защиты для сварочной ванны от коррозии. Это обеспечивает более высокое качество сварного шва. Сварочные электроды различаются составом обмазки, диаметром, материалом изготовления. Эти параметры определяют их назначение для работы с постоянным либо переменным током, возможность использования для соединения тех или иных материалов.
Сварочный инструментарий
Несмотря на то, что в настоящее время сконструированы и успешно применяются сложнейшие сварочные аппараты, работающие во всепогодных условиях, ручной сварочный инструмент всегда был и остаётся востребованным среди профессионалов строительного и ремонтного дела.
Инструментом сварщика, в общем смысле слова, считается совокупность приспособлений, необходимых для осуществления процесса. В домашне-бытовых условиях мастера стараются использовать инструментарий универсального назначения, позволяющий осуществить быструю сборку предназначенной для сварки конструкции, надёжную фиксацию её деталей в нужном положении и безопасный процесс сварки с минимальной деформацией деталей. К часто используемым и необходимым в арсенале сварочным инструментам относятся:
установочные инструменты для надёжного крепления деталей в нужном положении, различающиеся по функциональному назначению и конструктивному исполнению – упоры (постоянные, съёмные или откидные), призмы для изделий цилиндрической формы, шаблоны, угольники для расположения деталей под определённым углом;
- устройства слесарного назначения для подгонки и рихтовки зазоров соединяемых деталей с целью исключения возможности случайного сдвига или деформации свариваемых деталей:
- пружинные зажимы (в том числе и угловые) с фиксацией детали путём сжатия ручек;
- прижимы — пружинные, клиновые, рычажные, эксцентриковые;
- различных размеров и конфигураций струбцины с постоянным или регулируемым размером зева;
- стяжки для сближения свариваемых кромок до заданного расстояния;
- кувалды и распорки для выравнивания кромок, исправлению местных дефектов, придания деталям нужной формы;
- универсальные и специализированные электрододержатели, сварочные и плазменные горелки;
- электротехнические инженерные приборы — трансформаторы, инверторы, выпрямители и др.;
- для сварки торцов труб используются специализированные опорные приспособления: наружные или внутренние центраторы для обеспечения совпадения осей свариваемых частей труб при совмещении их торцевых кромок.

- инструменты для зачистки шва и сварных кромок:
- шлифовальные и полировочные машинки, диски и насадки для УШМ («болгарки»);
- пневматические молотки и напильники для труднодоступных мест;
- шлакоотбойный молоток для удаления шлаковой корки с неудобных участков сварных швов;
- проволочные щётки плоской или цилиндрической формы (дисковые или торцовые) для узких зазоров;
- инструмент для наладки и настройки сварочного и технологического оборудования, контроля качества сварных соединений;
- измерительный инструмент линейных и угловых величин (штангенциркули, нутромеры и прочее).
Конструктивно производство сварочного инструмента основано на его применении в профессиональных работах и локальных бытовых, а также на нерегламентированных разнообразных системах подключения.
Вопрос выбора сварочного инструмента конечным пользователем решается путём анализа материала свариваемых поверхностей и зависящих от них характеристик инструментов, исторически сложившейся практикой выполнения сварочных работ, стоимостными критериями, профессиональными навыками и личными предпочтениями самого сварщика.
Сварочные инструменты постоянно совершенствуются, и их, несомненно, ждёт дальнейший прогресс и великое строительное будущее.
Гидроаккумулятор для систем водоснабжения. Устройство и принцип работы
Автоген. Как разрезать металл газом?
TIG
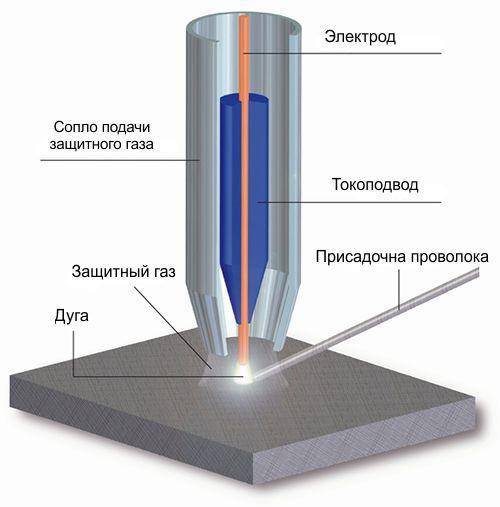
Схема tig технологии
Расшифровка данной аббревиатуры приводит к сварке неплавящимся электродом в среде инертных газов. В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием.
Защитная среда на основе аргона не только задает правильные литейные процессы, но и формирует зону расплавления, которая получается локальной и глубокой.
ТИГ требовательна к уровню сварщика и к оборудованию. Из-за минимального нагрева её обычно используют для работы с алюминием или тонколистовой нержавейкой. Это же касается и сварки MIG.
Oборудование
Что это такое MMA TIG MIG вы уже знаете, теперь поговорим об типах аппаратов для каждого вида сварочных работ.
С инертным газом
Газ находится в баллонах со специфической маркировкой, сверху установлен редуктор, регулирующий величину его подачи. При методе МИГ используют инертные газы, которые намного дороже активных аналогов, например, цена углекислого газа в 45 раз меньше аргона, а по сравнению с гелием — стоимость снижается еще в 3,5 раза.










При сварке МАГ в качестве защиты используется углекислый газ или азот, но чтобы не было негативного воздействия на результат, применяют проволоку с добавлением марганца или кремния, т. к. они не дают окислять расплавленный металл.
С неплавящимся стержнем
В странах СНГ метод ТИГ — это аргонодуговая сварка по названию используемого газа для защиты, неплавящийся электрод упрощает весь процесс, а отсутствие посторонних вкраплений позволяет получить высококачественный шов. Импульсный вариант сварочного процесса аналогичен по своим свойствам TIG, только используется непостоянный ток, такой режим встречается в агрегатах МАГ/ТИГ. Его применяют для соединения тонких листов, т. к. нет перегрева и коробления поверхности, а шовное соединение имеет вид чешуи.
Процесс сварки MMA был подробно описан ранее, напомним, что для него характерно образование дуги между плавящимся электродом и заготовкой.
Шов после застывания покрывается окалиной от застывшего шлака, которая легко удаляется постукиванием по поверхности молотком.
Полуавтоматы
Практически во всех СТО установлен аппарат для сварки методом МИГ/МАГ, потому что при его применении получается шов высокого качества, не требующий дополнительной обработки. Используют инверторы, т. к. подключаются они к обычной электрической сети, имеют небольшие габариты и массу, а также мобильны.
Источник питания у большинства аппаратов идентичный, поэтому производители наладили выпуск универсального оборудования, которое позволяет работать на разных режимах, только надо сменить горелку.
Проволока для присадки
Методы MIG MAG TIG используют в полуавтоматах специальные установки для непрерывной подачи проволоки, от характеристик которой зависит качество швов. Когда применяется порошковый вид присадка, то защитный газ не нужен.
На производстве применяют такие виды: на основе алюминия, из стали, с частичным или полным омеднением и порошковая проволока. Особое качество и большое распространение получили два последних варианта — гарантируется отсутствие брызг, что повышает качество и скорость сварки.
Полуавтомат-универсал
 Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок.
Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок.
В комплектации имеется три варианта горелок, которые легко заменить. При пиковом режиме продолжительность работы составляет 60%, а при 200 А — 100%. Для надежности и легкости активации розжига имеются специальная функция и контактная активация дуги. Оборудование позволяет соединять разные металлы, а также листы с оцинковкой.
Spot/Stitch
В этом режиме оборудование работает таким методом: капля расплавленной проволоки переносится на изделие при отсутствии КРЗ (короткое замыкание), поэтому нет перегрева и коробления поверхности. Аналогичная методика применяется для прочного соединения листов из нержавейки или оцинкованных заготовок. Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Область применения
Технология МИГ/МАГ применяется для:
- Сваривания пластин толщиной не более 0,5 мм. При работе с этими материалами необходимо увеличить интенсивность подачи теплоты. Это позволит избежать деформации пластин и увеличить производительность.
- Сварки низколегированных материалов с невысоким содержанием углерода.
- Сваривание изделий из сплавов железа или алюминия во всех пространственных положений
- Сварки пластин из цветных металлов средних размеров (до 0,2 см).
Благодаря тому, что метод MIG/MAG позволяет сваривать разнородные металлы всех классов, он активно используется во многих отраслях промышленности. Данная технология нашла применение при производстве автомобилей, морских судов и оффшорных конструкций. Использование полуавтоматической сварки на производстве требует от сварщика множество профессиональных навыков и умений. Рабочий должен уметь управлять сварочными аппаратами, состоящими из большого количества узловых конструкций. При организации промышленного производства с применением MIG/MAG сварки нужно тщательно подготовить рабочие цеха: настроить вентиляцию и приобрести стационарные сварочные устройства. В противном случае газовая система будет работать нестабильно из-за воздействия сквозняка.
Выбираем рабочие материалы
Поговорим о растрачиваемых ресурсах при работе на аппаратах MIG и MAG сварки. Для начала о металлическом проводе. Его диаметр выбирают опираясь на толщь металла, который будет использоваться для варки.
Говоря о защитном газе, то здесь кажется, что все проще, но в действительности это не так. Подходят для использования неактивный, активный газ или смеси из газа.
Мы расскажем о некоторых вариантах подбора защитного газа для работ сваркой с разными металлами.
Для сварочных работ с цветным металлом и его сплавов и элементов на основе цветного металла — лучше подходит неактивный газ. Подойдут такие, как гелий, аргон или их смесь в любом соотношении.










Для варки меди и кобальта используют азотный газ. Для варки разными видами стали используют углекислый газ
Но важно учитывать, что для этого вариант металлический провод должен включать в себя больше кремния и марганца
Это особый нюанс, всплывающий в процессе эксплуатации. Так что поговорим о смеси активного и неактивного газа.
Особенности
Полуавтоматическая сварка MIG MAG эффективна только при соблюдении всех правил и учете всех особенностей. О некоторых из них мы и расскажем далее.
Выбор аппарата
Для начала немного про оборудование
Сварочные аппараты MIG MAG выполняют специфические задачи, поэтому нужно выбирать сварочник с особым вниманием. Прежде чего, обратите внимание на каком токе работает аппарат: на постоянном или на переменном
Мы рекомендуем приобретать аппарат на постоянном токе и устанавливать обратную полярность при выполнении работ.

Сварочный полуавтомат на переменном токе или на постоянном токе и прямой полярностью не способен генерировать стабильную сварочную дугу. В таких условиях трудно формировать шов, поскольку присадочная проволока плавится слишком быстро и при этом металл разбрызгивается.
Также обратите внимание на дополнительный функционал. Многие аппараты для MIG/MAG сварки могут также выполнять MMA или MMA и TIG сварку
Подобные сварочники универсальны и в разы увеличивают ваши возможности при проведении работ. Вам не нужно иметь несколько разных аппаратов, когда все функции есть в одном.
Выбор расходных материалов
Теперь о расходных материалах. Сначала о проволоке. Ее диаметр подбирается исходя из толщины металла, который вы собирайтесь варить. Состав проволоки должен быть идентичен составу основного металла. Нельзя применять условно медную проволоку для сварки нержавеющей стали. Это грубейшая ошибка.
Что касается защитного газа, то здесь все не так сложно, как может показаться на первый взгляд. Можно использовать инертный, активный газ или газовые смеси. Мы дадим несколько рекомендаций касаемо выбора защитного газа при сварке различных металлов.

Для сварки цветного металла и его сплавов, а также материалов на основе цветмета лучше всего применять инертный газ. Это может быть гелий, аргон или газовые смеси из аргона и гелия в различных пропорциях. Если варите медь и кобальт, используйте азотный газ. При работе с различными типами стали лучше применять углекислоту (углекислый газ). Но учитывайте, что в этом случае проволока должна содержать повышенное количество кремния и марганца.
Также опытные сварщики используют смеси из инертных и активных газов, чтобы улучшить стабильность горения дуги и уменьшить разбрызгивание металла. Это очень специфичная тема, которая приходит с опытом. Так что в этой статье мы не будем затрагивать тему смеси из инертного и активного газа.
Формирование шва
При MIG/MAG сварке важен не только сварочный аппарат и расходные материалы, но и то, как вы формируете шов. Как мы уже писали выше, при данном методе сварки шов формируется благодаря расплавленному металлу и расплавленной проволоке. Поэтому форма готового сварного валика зависит от того, как вы переносите расплавленную проволоку в сварочную ванну.










Виды оборудования для MIG-MAG сварки
Обычно оборудование для выполнения указанных типов работ относят к одной категории. Это связано с тем, что они взаимозаменяемы.
Технология сварки MIG/MAG.
В качестве источников питания используются выпрямители и инверторы. Они отличаются друг от друга и могут предложить свои плюсы и минусы. Чтобы правильно выбрать подходящий вариант аппарата необходимо определиться с условиями, в которых будет осуществляться сварка.
Наиболее подходящим для использования в бытовых задачах вариантом является инверторный полуавтомат. Он позволяет осуществлять пайку МИГ и МАГ методом. В таком приборе есть евроразъем, благодаря которому замена или подключение горелки осуществляется достаточно быстро и легко.
Использование устройства подобного типа позволит без особых усилий использовать его для монтажа беседки, теплицы, а также при выполнении ремонтных работ с кузовом автомобиля или другой техники.
Выпрямитель также позволяет осуществлять сварку в двух режимах. Работать можно как в инертной среде, так и с применением флюсового припоя. Прибор позволяет осуществлять постепенную регулировку тока.
В зависимости от выполняемой работы можно установить наиболее подходящие режимы, которые будут самыми оптимальными.
Универсальные полуавтоматы, благодаря возможности тонкой регулировки параметров сварки, будут лучшим выбором в сравнении с обычными инверторами. Если с аппаратом предстоит работать часто, то его высокая стоимость быстро окупится.
Область применения метода
Сегодня не найдется такого производства, где не использовалась бы МИГ или МАГ сварка. Например изготовление автомобилей, локомотивов, кораблей, а также разнообразных металлических конструкций.
Кроме применения в различных отраслях промышленности, данная технология широко распространена и в обычных мастерских, станциях сервисного обслуживания и т.д.
Способы сварки МИГ и МАГ.
Итак, что такое MIG-MAG сварка? Основной принцип Metal Inert/Active Gas метода заключается в проведении работы в инертной/активной среде. Припой в таком случае подается с помощью специального пистолета сварочного аппарата в область соединения.
Сварщиком выбирается необходимое напряжение дуги, которая расплавляет проволоку. Она одновременно является и токопроводящим электродом и присадочным материалом. Благодаря работе в инертной среде аргона или гелия зона сварки защищена от взаимодействия с кислородом. Это позволяет избежать окисления.
Данный метод обладает рядом достоинств по сравнению с другими технологиями, а именно:
- высокая степень защиты изделий от взаимодействия с атмосферой;
- удобство работы;
- качество сварки, позволяющей получать ровный шов без шлаков и необходимости дальнейшей его зачистки;
- производительность метода.
Применяемое оборудование
Полуавтоматическая сварка в среде защитных газов предполагает использование не только полуавтомата, но и источника тока. В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
Сварочный полуавтомат
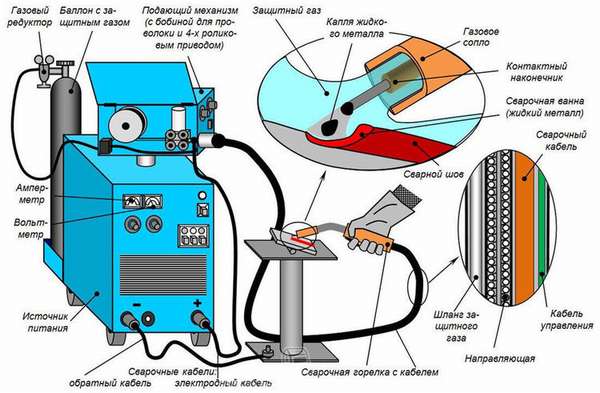
Сварка в защитных газах выполняется с помощью полуавтомата. Полуавтоматом называют как отдельный сварочный аппарат, так и комплекс всего оборудования, в том числе баллона с газом. Работа может выполняться на специальном сварочном посте, станке или без поста. Ниже изображен стандартный комплект сварочного оборудования для MIG/MAG сварки.
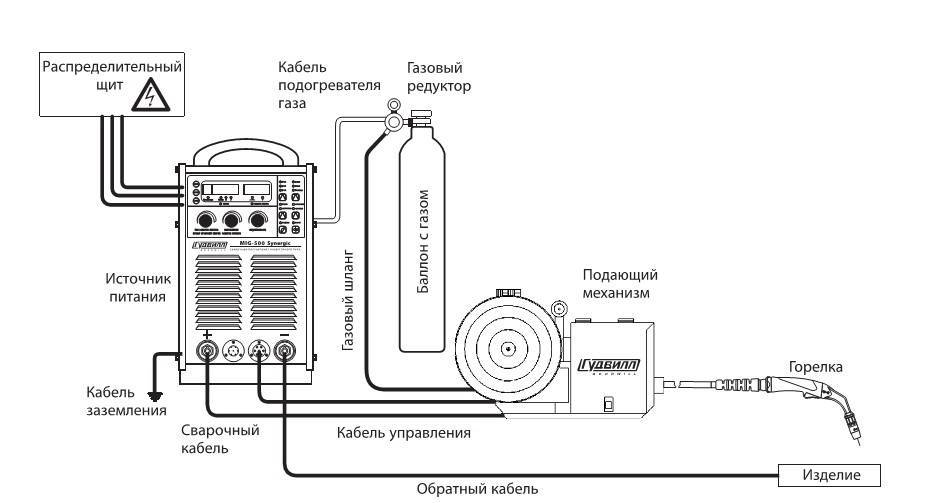
Стандартный сварочный полуавтомат для работы с плавящимся электродом в защитных газах состоит из источника тока, механизма подачи проволоки, горелки, кабелей, встроенного управления, системы подачи газа, системы охлаждения.
Сварочный аппарат полуавтомат может иметь различное назначение. Наверняка вы заметили, что в ходе статьи мы упоминали термины MIG и MAG. Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.










Для большей универсальности можно приобрести полуавтомат, способный работать и в MIG, и в MAG режиме. Так ваши возможности будут намного шире. Есть еще FCAW сварка с применением порошковой проволоки. Порошковая проволока — это полая трубочка, внутри которой содержатся флюсы. Такую проволоку используют без защитного газа, так что не будем на этом останавливаться.
Системы подачи проволоки
Выше мы упоминали, что при сварке полуавтоматом проволока подается с помощью специального механизма. Он может работать по трем принципам: толкающем, тянуще-толкающем и тянущем. Самая популярная система подачи проволоки — толкающая, она самая недорогая и встречается в большинстве бюджетных полуавтоматов.
Главный недостаток — ограниченное количество метров газового шланга, который можно использовать. А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
Также обратите внимание на регулировку скорости подачи проволоки в выбранной вами модели. Новичкам рекомендуем выбирать механизмы с автоматической регулировкой скорости подачи, так вы избавитесь от лишней головной боли
Ну а профессионалы зачастую выбирают механизмы с ручной регулировкой, поскольку их опыт позволяет устанавливать индивидуальные настройки для каждого типа работ. Сами механизмы подачи могут быть встроенными в полуавтомат, а могут быть переносными. У переносных гораздо больше возможностей, но они громоздкие и не позволяют варить в труднодоступных местах.
Сварочная проволока
В большинстве случаев на вопрос, что такое MIG MAG, приходится слышать ответ, что это сварка при помощи электродной проволоки, хотя роль проволоки здесь не основная. Главное – газовая атмосфера. Но и от качеств проволоки зависит немало. В сварочных аппаратах полуавтоматического действия используются различные виды проволоки, всего их четыре:
- алюминиевая;
- стальная (нержавейка);
- омедненная;
- порошковая.
Два последних вида – самые удобные в применении и, следовательно, самые распространенные. Они обеспечивают сварку без брызг, достаточно высокую скорость и купить их можно без особых проблем. Порошковая проволока очень востребована как в любительской, так и в профессиональной сварке.
Наличие внутри специального порошка, состоящего из антиокислителей (различные руды, ферросплавы, сложные химические соединения), позволяет сваривать металлы без газа – его роль выполняет сгорающий в дуге порошок.
В отличие от покрытия электрода в ММА сварке он практически не выделяет ядовитых испарений, так как находится в проволоке в объеме от 15 до 40% от общего объема материала. Проволока, по сути, полая гибкая трубка, заполненная порошком. Ее необходимо предохранять от деформаций – сломанная проволока непригодна для сваривания. Порошковую проволоку можно использовать для MAG-сварки. В этих условиях дуга горит особенно мягко и стабильно.
Информация в статье представлена в виде краткого обзора. У Вас есть дополнения и более широкая информация о том, что такое MIG/MAG сварка, как ее правильно использовать и для каких работ она применяется? Нас и наших читателей интересует практический опыт. Пишите – самые интересные письма будут непременно опубликованы под именем автора.





