Шлифовка бетона алмазным диском: пошаговое руководство для вашего инструмента
Шлифовка бетона с помощью электрического инструмента подразумевает процесс удаления заусениц, загрязнений и сыпучих материалов с бетонной поверхности с помощью шлифовальной машины. При шлифовании бетона скрепление алмазных чашечных колец обычно должно быть противоположным бетону, то есть использовать мягкое соединение на твердом бетоне и твердое соединение на мягком бетоне. Используйте более крупную алмазную крошку для более быстрого удаления бетона и для более твердого бетона.
При шлифовании твердого бетона не образуется много пыли, обычно он мягкий и неабразивный. Алмазы режутся, притупляются и ломаются, как обычно.
Если использовать алмазные диски с высокой зернистостью, тогда увеличивается количество пыли. Также можно уменьшить площадь поверхности с меньшим количеством сегментов. При шлифовании мягкого бетона обычно образуется достаточное количество абразивной пыли, которая изнашивает связку и притупляет алмазный диск. Это часто приводит к быстрому износу шлифовального круга, поэтому приходится избавляться от пыли.
При работе с алмазными кругами для болгарки важно контролировать состояние диска. Он не должен перегреваться, поскольку это может привести к замедлению работы инструмента. Если вы неправильно подобрали диск под конкретный материал, тоже столкнетесь с проблемой
Это может обернуться не только износом диска, но и опасностью для вашего здоровья
Если вы неправильно подобрали диск под конкретный материал, тоже столкнетесь с проблемой. Это может обернуться не только износом диска, но и опасностью для вашего здоровья.
Для шлифовки бетонной поверхности нужно выполнить несколько шагов:
- Изучаем особенности поверхности. Алмазный диск подходит для тонких слоев неагрессивного покрытия.
- Выполняем зачистку поверхности перед шлифовкой. Для получения максимально гладкой поверхности нужно будет несколько раз шлифовать бетон.
- Под конкретный пол выбираем подходящий алмазный круг.
Чтобы правильно выбрать алмазных диск, учитываем зернистость, вид связки, форму сегментов. Что касается показателя зернистости, который, по сути, означает размер алмаза в связке, он бывает крупным (16-40 зерен), средним (70-80 зерен), мелким (140-150 зерен). Лучше всего начать с крупной крошки, с помощью которой удастся выровнять неровности на бетонной поверхности.

Тип связки определяет материал, который удерживает алмазы на месте. Твердое соединение лучше всего при работе с абразивными материалами, такими как мягкий бетон или дорожное покрытие, поврежденное дождем. Средняя связь может плохо работать с твердыми материалами, но быстрее истирается на абразивных материалах. Мягкие связки идеально подходят для твердых материалов, потому что они быстро стираются, обнажая слой алмаза для шлифования поверхности.
Форма сегментов определяется типом поверхности, на котором вы планируете работать. Например, квадратные сегменты имеют длинную переднюю кромку, поэтому идеально подходят для неровного бетона. Алмазы с круглой головкой имеют тонкий передний край, поэтому идеально подходят для дальнейшего разглаживания. Не забывайте и о правильном выборе шлифовальной машины.
Диски для болгарки: характеристика отрезного круга
Самым востребованным видом дисков для болгарки является отрезная насадка. Она представлена кругом с отверстием внутри, которое укреплено специальным металлическим кольцом для надежной фиксации элемента на шпинделе УШМ.
Существует два типа отрезного круга – абразивный и алмазный. На рабочую поверхность первого варианта диска наносятся частицы абразивного материала, которые соединены между собой при помощи связующего вещества. Поверх такого покрытия наносится армированная сетка из синтетического материала, благодаря которой повышаются прочностные свойства и безопасность использования оснастки для болгарки.
Самым востребованным диском для болгарки считается отрезной
Абразивный диск имеет доступную стоимость. Круги для болгарки представлены в широком ассортименте и могут применяться для работы с металлом, деревом и камнем. Однако диск быстро изнашивается. Это сопровождается выбросом искр во время его эксплуатации, что может стать причиной пожара. При работе с отрезным диском по металлу для болгарки возникает неприятный запах, который очень долго выветривается, из-за чего инструмент неудобно использовать в помещении.
Какой выбрать абразивный отрезной диск на болгарку
Абразивная крошка имеет определенный уровень зернистости и твердости, от чего зависит качество обработки поверхности. Она может формироваться из различных материалов, о чем будет свидетельствовать маркировка изделия. В качестве абразива может выступает циркониевый корунд («А»), электрокорунд («АS»), кремниевый карбид («С»).
Выпускаются диски для болгарки 115-230 мм (диаметр), их толщина составляет 1-3,2 мм. Размер внутреннего кольца – 22,2 мм. Размер круга подбирается в зависимости от вида инструмента.
Абразивные отрезные диски на болгарку имеют диаметр 115-230 мм и толщину 1-3,2 мм
Выбор толщины диска зависит от вида металла. Для алюминия и тонкой стали используется круг размером до 1,5 мм. Для арматуры и плотных изделий из металла целесообразно применять диск толщиной более 2,6 мм.
Исходя из характеристики диска, можно сказать, что чем меньше толщина отрезного круга, тем быстрее осуществляется рез, поскольку небольшая площадь лезвия способствует снижению его сопротивления. Тонкие насадки меньше нагреваются и обеспечивают более ровный и чистый рез, однако такие диски быстрее стачиваются.
Отличия отрезных дисков по металлу, дереву и камню
Отрезные насадки классифицируются по типу обрабатываемого материала. Существуют диски для болгарки по камню, металлу и дереву. Первые два варианта внешне ничем не отличаются. Чтобы правильно выбрать расходный материал, необходимо внимательно рассмотреть нанесенную маркировку.
Отрезной диск по бетону на режущей кромке имеет напыления из алмазной крошки
Различия между дисками заключаются в типе используемого абразивного материала и составе основного круга.
Отрезные диски по металлу 125 мм (и другого стандартного размера) изготавливаются в несколько этапов. Первоначально происходит процесс смешивания смолы с основным веществом, в качестве которого применяется кобальт, электрокорунд или алмаз. Затем в состав вводятся специальные добавки. Готовая масса заливается в форму. В центральной ее части помещают кольцо из оцинкованной стали. Происходит армирование края диска стекловолоконной сеткой. Форма помещается в печь, где под большим давлением происходит затвердение изделия на протяжении 24 часов.
Диск на болгарку по бетону и плитке изготавливается так же, как и для металла. Существуют варианты, выполненные из оцинкованной стали. Особенностью изделий является наличие на режущей кромке круга напыления из алмазной крошки. Величина абразива варьируется в пределах 0,2-0,8 мм.
Отрезные диски по дереву могут быть как зубчатые, так и цепные
Диски для работы по дереву имеют мелкие зубцы и острую кромку по всему ободу изделия. Кромка покрывается карбидом вольфрама. Зубцы могут иметь прямое, скошенное или трапециевидное исполнение. Первый вариант применяется для хвои и мягких пород древесины. Последний тип изделия используется для обработки материала средней плотности. Диск с чередующимися скошенными зубьями является универсальным вариантом.
Лучшие абразивные и шлифовальные круги на липучке
Hanko DC341.150.15.0120 150 мм

Получил полиэфирную подложку высокой прочности и устойчивую к износу. Абразивом стал оксид алюминия, связующим веществом — минеральные смолы. Оснастка гарантирует хороший результат. Скорость резки значительно превосходит конкурентов на бумаге. Допускается установка на эксцентриковые шлифовальные машинки.
Hanko DC341.150.15.0120 150 мм
Достоинства:
- крепление Velcro липучкой;
- влагоустойчивость;
- пылеотталкивающее покрытие;
- эксплуатация длительное время;
- возможна отделка дерева, металла и ЛКМ;
- сделано в Корее.
Недостатки:
ЗУБР 3592-180-H11 180 мм

Набор Эксперт от отечественной компании Зубр используются для предварительного, промежуточного и финишного шлифования. С его помощью отделывают деревянные, металлические изделия, а также лакокрасочные, хромированные и никелированные плоскости. Главная особенность комплекта заключается в уникальной перчатке с анатомическим строением 10 насадками на липучке.
ЗУБР 3592-180-H11 180 мм
Достоинства:
- длительная эксплуатация;
- ортопедическая перчатка повышает качество обработки;
- возможна ручная полировка автомобиля в труднодоступных местах;
- полиуретановая насадка для сбора воды на плоскостях со сложным рельефом.
Недостатки:
- диаметр 180 мм;
- шкурки диаметра 150 мм практически невозможно найти.
Hammer 227-001 125 мм

Продукт от известной компании, не нуждающейся в представлении. Она себя зарекомендовала с положительной стороны, занимаясь выпуском оснастки на протяжении не одного десятка лет. За это время завоевала авторитет надежной фирмы с качественной продукцией высокого уровня.









Новая опорная тарелка продолжает устоявшиеся традиции. Она изготовлена из пластика высокой прочности. Крепление осуществляется стандартным хвостовиком М14. Модель дополнительно укомплектована переходника со штифтом для дрели.
Hammer 227-001 125 мм
Достоинства:
- удобный переходник на зажимной патрон;
- надежное крепление;
- быстрая установка;
- не люфтит.
Недостатки:
Другие критерии выбора
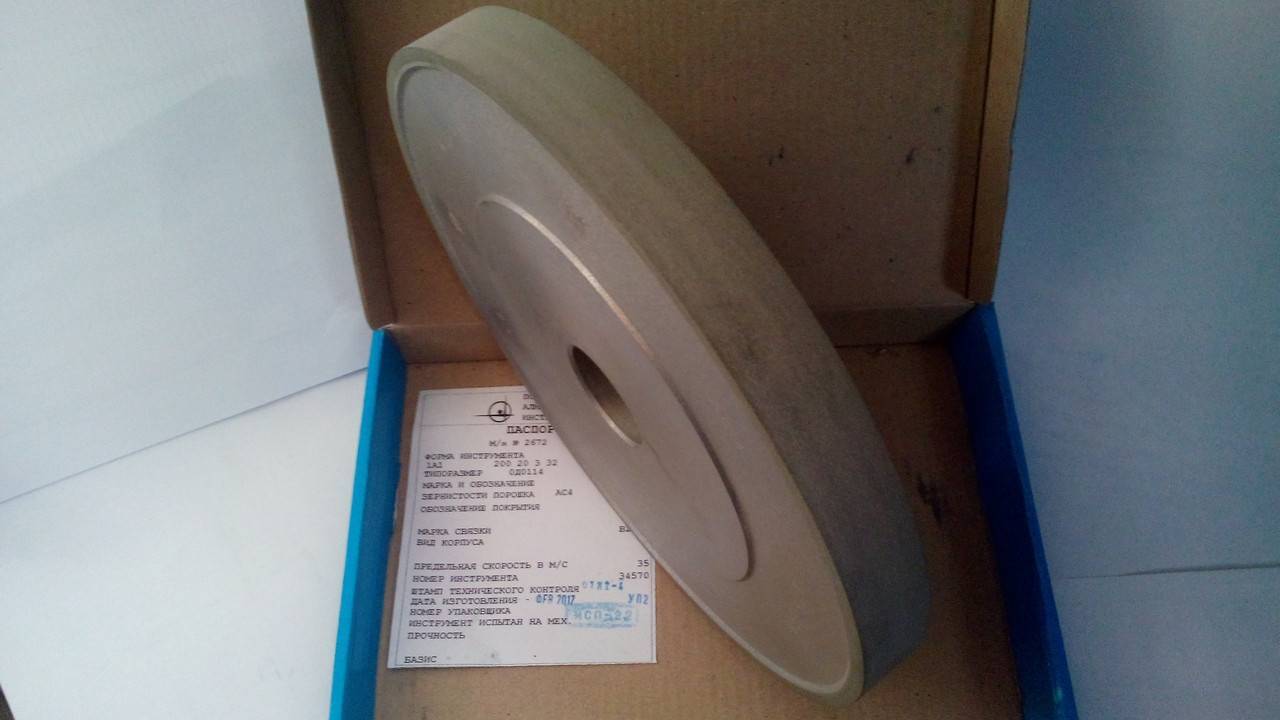
 Иногда в магазине попадаются такие точильные камни, у которых может отсутствовать стрелка на корпусе. Если вас заинтересовал именно такой алмазный диск, но вы не знаете, стоит ли его приобретать, советуем обратиться к документации. Имейте в виду, что скорость вращения у алмазного заточного круга должна быть такой же, как и у резочного станка. Это очень важный момент, учитывая, что точильные материалы от разных производителей часто имеют разные показатели скорости вращения. Чтобы выяснить это, советуем обратиться к документации, с которой поставляется режущий инструмент.
Иногда в магазине попадаются такие точильные камни, у которых может отсутствовать стрелка на корпусе. Если вас заинтересовал именно такой алмазный диск, но вы не знаете, стоит ли его приобретать, советуем обратиться к документации. Имейте в виду, что скорость вращения у алмазного заточного круга должна быть такой же, как и у резочного станка. Это очень важный момент, учитывая, что точильные материалы от разных производителей часто имеют разные показатели скорости вращения. Чтобы выяснить это, советуем обратиться к документации, с которой поставляется режущий инструмент.
Обращаем особое внимание на то, что установка, как и эксплуатация круга алмазного для резцов должна осуществляться при строгом соблюдении указаний производителя. В противном случае это не только отрицательно скажется на эффективности обработки, но и может привести к повреждению резцов
Поэтому советуем не торопиться с выбором алмазного диска. Прежде следует узнать технические характеристики станка, на котором вы собираетесь его использовать.
Точильный камень: что это, что значит брусок
Точильный камень – это инструмент, который относится к категории универсальных и используется для полноценного обслуживания ножей, бритв, ножниц и других предметов с режущей кромкой.
Считаются оптимальным выбором для заточки, потому что позволяют самостоятельно выбирать интенсивность обработки режущей кромки, корректировать силу давления – в этом заключается главное отличие точильных камней от станков с высокими оборотами, работа на которых нередко приводит к порче режущих инструментов.
Точильный камень может быть разных размеров, самые небольшие называются брусками.
| Материалы для изготовления точильных камней | Натуральные, синтетические |
| Зернистость покрытия | Малая, средняя, крупная |
| Виды точильных камней | Алмазные, керамические, водяные, абразивные, наждачные и другие |
| Производство | Япония, Россия, США, Китай |
| Стоимость | От 300 рублей и выше |
Зернистость точильных камней: таблица
При выборе точильного камня обращают внимание на его зернистость – параметр, который указывает на уровень агрессивности воздействия на заточную поверхность, ее характеристики и виды представлены в таблице
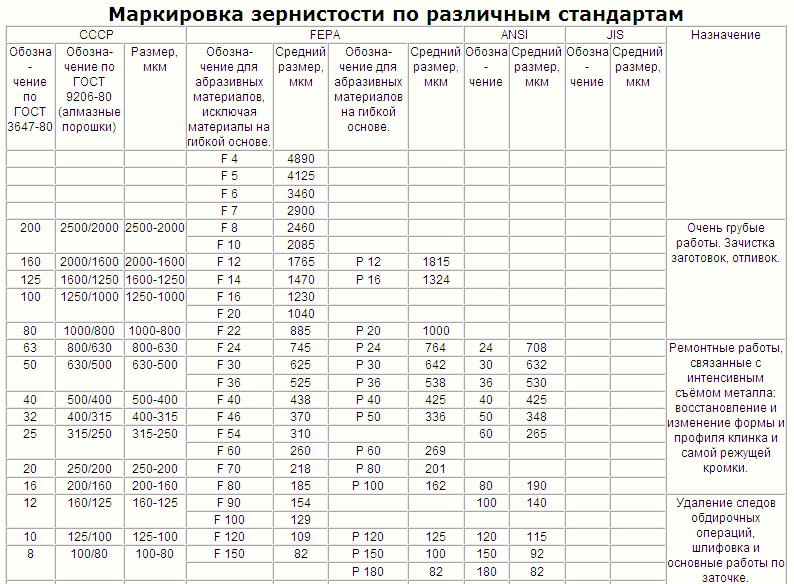
Слишком крупные зерна на поверхности точильного камня оставляют борозды/царапины на режущей поверхности, для некоторых материалов и инструментов это недопустимо. А профессионалы считают заточенную поверхность идеальной, если на ней отсутствуют заусеницы и любые другие дефекты. Поэтому крупная зернистость камня подойдет для проведения грубых ремонтно-восстановительных работ.
Если пользоваться точильным камнем с мелкозернистой поверхностью, то качество работы будет очень высокое, но времени до получения нужного результата понадобится реально много. Опытные мастера-заточники рекомендуют иметь в наличии точильные камни с разным уровнем зернистости, чтобы начинать процесс с грубой заточки, а заканчивать выведением режущей поверхности «в идеал».

Камни из серии Small NANIWA Flattening Stone различной зернистости
Что такое грит
Грит, гритность – это уровень зернистости точильных камней. Обозначается этот технический параметр в цифрах, например: если речь идет о камне с зернистостью в 120 грит, то его используют для грубой заточки режущей поверхности (зерно крупное), заканчивают работы по заточке камнями мелкой зернистости (1200, 3000, 8000 грит).
Электрокорунд – основа белых наждачных кругов
Подобного рода товар раскупается в нашей стране просто великолепно. При этом он может использоваться не только в производстве, но и в быту при работе с мелким и средним инструментом. Он отлично подойдет для заточки ножниц, ножей, топоров, обработки уголков, в общем и целом – идеальное решение, если речь идет о нетвердых металлах.
Наличие высокого спроса, естественно, рождает и массу различных предложений. Число производителей растет, как и увеличивается ассортимент. Сегодня не составляет труда приобрести изделия с самыми разными характеристиками начиная от зернистости и заканчивая посадочными диаметрами.
В продаже в подавляющем большинстве случаев подобного рода товар имеет белый цвет, который ему обеспечивается именно электрокорундом. Однако, в некоторых случаях чаще всего, в маркетинговых целях в него может добавляться тот или иной краситель, который придаст иной цвет.
В чем же преимущество подобного рода материала? В первую очередь необходимо отметить его мягкость. Это позволяет существенно повысить качество работ, пусть и за счет долговечности диска. Если заточка ведется с обычным металлом, то этот показатель остается все равно вполне себе высоким
При этом очень важно, что материал не нагревается до сверхвысоких температур. Это приводит к тому, что отсутствует после заточки на металле так называемой синей окалины
В результате структура металла не разрушается, а изделие служит верой и правдой долгие годы.
Размеры изделий из электрокорунда могут варьироваться в широком диапазоне начиная от 125 и заканчивая 200 мм с толщиной от 10 до 25 мм. При этом посадочное отверстие устанавливается чаще всего стандартное – 32 мм.
2 Приспособление для заточки токарных резцов
Заточка инструментов предполагает не только круги, но и применение дополнительных приспособлений – расточных станков.
Координатно-расточные станки растачивают, сверлят, зенкеруют, нарезают внутреннюю и наружную резьбу, обтачивают цилиндрические поверхности и подрезают торцы.
Станок для заточки резцов
Отличительная особенность станков – горизонтальный (или вертикальный) шпиндель, который совершает движения осевой подачи. В отверстие шпинделя фиксируют необходимый инструмент – борштанг с резцом, развертку, сверло, фрезу и т.д.
- горизонтально-расточные;
- координатно-расточные;
- алмазно-расточные;
- вертикально-расточные.
Специализированные модели координатно-расточных станков:
- Координатно-расточный 2Д450.
- Координатно-расточный 2В440А.
- Координатно-расточный 2431.
- Координатно-расточный 2421.
2.1 Технология заточки
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления кольца.
В конце проводят проверку углов заточки по шаблону.
Виды заточки резцов
Для получения ровной и гладкой кромки инструмент должен постоянно находиться в движении вдоль шлифовальной поверхности. Круги, при такой работе, смогут дольше прослужить.
Обработку инструмента можно производить всухую или с водой. Струя воды должна быть достаточной и непрерывной. Сухой инструмент не стоит опускать в воду, это может вызвать разрушение рабочей кромки.
- оселком с мелкой зернистостью (дополнительно используют техническое масло);
- медным кругом (также применяют пасту из карбида бора и техническое масло).
2.2 Техника безопасности
- Не пользоваться шлифовальными кругами, работа которых сопровождается биением.
- Подручник должен быть надежно зафиксирован ближе к кругу.
- Использовать подручник в качестве опоры для резца.
- Не стоит слишком сильно прижимать резец (неравномерное нагревание может образовать трещины; под высоким давлением круг может быстро испортиться).
- Не производить заточку без защитного кожуха.
- Надевать защитные очки.
- Рабочее место должно иметь местную вентиляцию.
2.3 Алмазный круг для заточки инструментов (видео)
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.







Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
1 Заточка токарных резцов и ее виды
Геометрические особенности отрезного резца по дереву или металлу предопределили его наиболее уязвимый режущий инструмент. Но несмотря на это, их широко применяют на практике. Процесс изготовления деталей на станках, прежде всего, предполагает нарезку заготовок до нужного размера.
На больших металлообрабатывающих заводах всегда есть заточники. Кроме того масштабное производство включает наличие расточных станков для придания резцам рабочего состояния. В маленьких мастерских делают это самостоятельно.
Заточка может быть:
- абразивная (шлифовальные круги);
- химико-механическая (обработка металла особыми составами);
- с применением специальных устройств.
Для абразивной заточки используют координатно-расточной токарный станок или самостоятельно с помощью шлифовального бруска. Ручная заточка не позволяет качественно обработать инструмент с учетом нужных углов. Сложность процесса в том, что нагретый металл теряет свои свойства. Окончательный результат зависит от мастерства токаря.

Различные виды резцов по металлу
Заточку твердосплавных инструментов производят на зеленом карборунде. Для обработки резцов из стали используют шлифовальный круг средней твердости. Для первичной обработки применяют абразивные оселки (маркировка 36-46; для финальной процедуры маркировка 60-80). Прежде чем установить круг на рабочий станок убедитесь в его целостности.
Перед началом затачивания резцы обрабатываются раствором медного купороса. Благодаря реактиву, формируется защитный слой, смывающийся абразивными зернами из раствора. В процессе задействуют станок, который имеет емкость и подвижный шлифовальник. Движения закрепленного резца возвратно-поступательны, а давление прижима к абразивной поверхности составляет 0,15 кг/см².
На специализированном станке заточку проводят белым кругом из электрокорунда (для быстрорежущих инструментов), зеленым из карбида кремния (для твердосплавных инструментов) и алмазный круг для финальной доводки.
1.1 Характеристика заточных кругов
Алмазный круг можно использовать для заточки пилы из твердого сплава, напайки и отрезного резца.

Виды алмазных заточных кругов
Очень маленькая структура зерна позволяет использовать алмазные круги в качестве доводки.
Зернистость:
- 100/80;
- 125/100;
- 160/125;
- 200/160.
Чем больше цифра, тем крупнее будет зерно круга. Зернистость 125/100 – одна из самых распространенных. Отлично подходит для затачивания дисковых пил и резцов.
Алмазный круг может иметь форму чаши, тарелки или прямого профиля. При выборе необходимо учитывать форму заготовки, площадь и удобство применения той или иной формы. Для обработки дисковых пил лучше взять круг в форме тарелки. Этот тип может легко проникать между зубьями, и обладает заостренным краем. Для работы с лезвием ножа подойдет обычный круг либо в форме чашки.
Круги могут быть диаметром от 125мм-300мм. Подбирать нужно под свой наждак, учитывая посадку и внешний диаметр.
Широкий алмазный слой подходит для заточки сверла с большим диаметром и широкой детали. Чем толще слой, тем дольше будет снашиваться алмазный круг.
- ширина слоя – 3-20мм;
- толщина слоя – 2-5мм.

Правка инструмента на заточном круге
Маркировка шлифовального круга включает:
- тип устройства;
- размер;
- абразивный материал;
- зернистость;
- твердость;
- структуру;
- связку;
- скорость;
- точность;
- неуравновешенность.
Стандартный алмазный круг для наждака (маркировка 125*40*10*3*32):
- Размер внутреннего отверстия – 32мм.
- Диаметр внешнего круга – 125мм.
- Глубина (круг в форме чашки) – 40мм.
- Алмазный слой – 10мм.
- Толщина – 3мм.
- Посадка – 32мм.
В отдельной строке указывают зернистость.
Правильный выбор
Чтобы правильно подобрать расходный материал для заточки, необходимо при изучении различных изделий учитывать ряд следующих параметров:
Тип машины для резки и обрабатываемого материала. Если планируется выполнять рез большой глубины, то выбранный диск должен иметь соответствующий размер. Эффективная работа инструмента возможна только при условии, что рабочий диск будет подходить по размеру резочному оборудованию.
Форма зубьев отрезного круга. Этот параметр зависит от типа обрабатываемого материала
Учитывать его в процессе выбора алмазного диска важно, потому что от этого зависит скорость и чистота обработки. Однако иногда попадаются материалы с мягкой структурой, которые легко можно разрезать и алмазными дисками без зубьев
Благодаря использованию такого материала можно избежать их повреждения.
Также существуют и другие параметры, которые нужно учитывать при выборе алмазного шлифовального круга для заточки:
- Возможности и технические параметры отрезного круга.
- После приобретения точильного материала, удовлетворяющего необходимым требованиям, нужно правильно закрепить его на валу резочного станка.
- Необходимо позаботиться о том, чтобы после включения вал станка и диск имели одинаковое направление вращения. Понять, как правильно установить круг алмазный для заточки инструмента, можно по расположенной на корпусе стрелке, которую наносят многие производители на свои изделия.
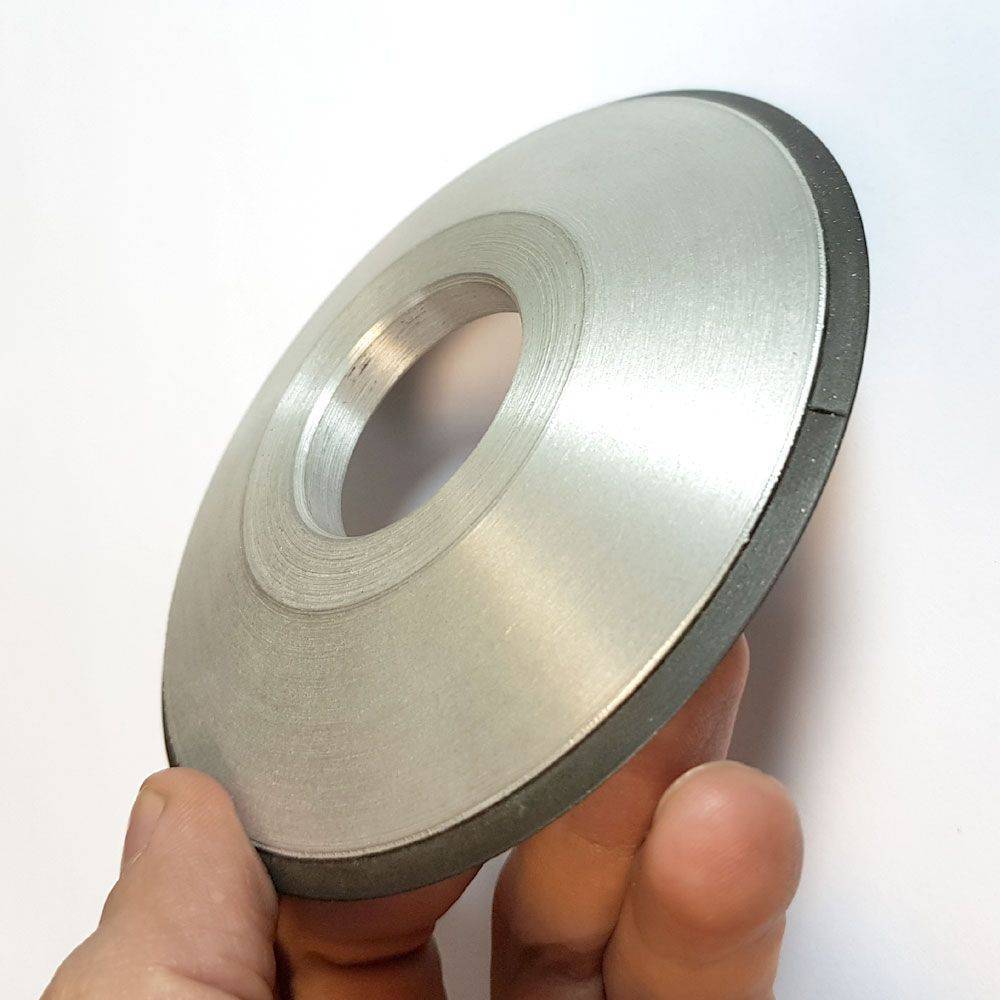
Неглубокая тарелка. Маркировка 12А220

По внешнем виду тарелка заметно отличается от чашки глубиной, как правило, высота тут всего 18 мм. В другом все стандартно, алмазный заточной круг 12А220 150*10*2*18*32 160/125 — тарелка диаметром 150 мм, ширина алмазного слоя 10 мм, толщина 2 мм, глубина — 18 мм(неглубокая), посадка 32 мм. Зерно 165/100 — достаточно крупное по сравнению с другими.
Еще на заметку: Какие бывают алмазные чашки для шлифовки камня
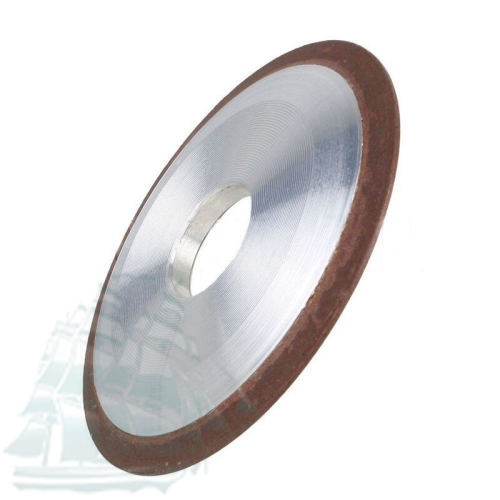
Тарелки бывают на 150 мм и на 125 мм диаметром.
Они отлично подходят для заточки инструмента, более того, на них точат твердосплавные напайки на дисковых пилах. Для того, чтобы заточить такие напайки, понадобится тонкая тарелка, чтобы край смог пролезть между зубьями.
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения.
Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки.
Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку.
Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую
Это поможет выявить скрытые дефекты.
Во время работы всё внимание обращать на производимую операцию.
Не работать без защитных очков или масок.
Замена абразивных кругов возможна только на отключённом оборудовании.
Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями.
В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
СМОТРИТЕ ЭТО ПОЛЕЗНОЕ ВИДЕО:
Круги наждачные для заточного станка (наждак).
Заточные наждачные круги имеют свойство изнашиваться, поэтому время от времени их приходится менять.
Есть два основных вида заточных кругов: -белый (электрокорунд белый), имеет маркировку 25А. -зеленый (карбид кремния зеленый), имеет маркировку 64С.











Белый круг предназначен для бытовых работ, заточки таких изделий бытового назначения — топоры, кухонные ножи, лопаты и др.
Читать также: Самодельное реле давления для компрессора
Диаметр наждачного круга чаще всего используется 200мм и толщиной 20мм.
Зеленый круг точило предназначен для заточки напаек на резцах, на дисковых пилах, заточки сверл по металлу и др. В основном используются круги ПП диаметром 300-350мм, а так-же чашечные и тарельчатые.
Заточные наждаки имеют разное зерно 8Н, 12Н, 16Н, 25Н, 40Н. Чем больше цифра, тем крупнее зерно и соответственно грубее обработка.
Чем крупнее зерно у точильного круга, тем быстрее стачивается слой металла, чем мельче, тем медленнее, но край будет более гладким и острым.
Есть специальные наждачные заточные круги для пил, край у них сделан под углом, для удобства заточки зубьев.
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Виды насадок на болгарку
Обработка деревянного дома проходит поэтапно: сначала проводится грубая обработка поверхности, затем чистовая, и на завершающем этапе выполняется финишная шлифовка. Соответственно и насадки, представленные сегодня на рынке, подразделяются на разновидности, которые отличаются назначением, формой и материалом изготовления.
Насадки для грубой обработки
- Обдирочные круги конструктивно состоят из диска с напайками металлической проволоки. Стальная щетина может располагаться параллельно или перпендикулярно инструменту. Круги прекрасно справляются не только с черновой обработкой, но и с обдиранием старой краски или лакового покрытия.
- Кордщетки представляют собой диск с металлическими волокнами, горизонтального расположения. Абразивная щетка подходит для грубой шлифовки и выравнивания поверхности.
- Торцевые диски применяются для обработки косых распилов и выравнивания торцов бревен.
- Металлические щетки состоят из ворсинок, выполненных из жесткой проволоки, которые располагаются перпендикулярно инструменту. Используются для первичной обработки и снятия старого лакокрасочного покрытия.
Насадки для щадящей шлифовки и полировки
- Лепестковые насадки на УШМ являются самыми распространенными. Они состоят из множества трапециевидных лепестков из абразивного материала, которые накладываются внахлест друг на друга. Благодаря такой конструкции насадка изнашивается медленно. В зависимости от степени обработки можно выбрать диски с разным размером зерна.
- Шлифовальные круги изготавливаются из наждачки, войлока, губки, плотных тканей и обычно продаются в наборе. Диски снабжены липучкой, при помощи которой они закрепляются на тарелочной насадке. Набор для шлифовки дерева состоит из пяти кругов, выполненных из одного материала. Они очень удобны в работе, изношенный диск легко снимается с основной насадки, и на его место ставится другой абразив. Кругами с липучками выполняется тонкая и финишная шлифовка. Мягкими тканевыми и войлочными дисками можно полировать древесину, нанеся на поверхность специальную полировочную пасту на восковой основе.
- Чашечные насадки представляют собой нейлоновую щетку, состоящую из множества ворсинок из абразивного нейлона. Применяется для чистовой шлифовки древесины.
Маркировки
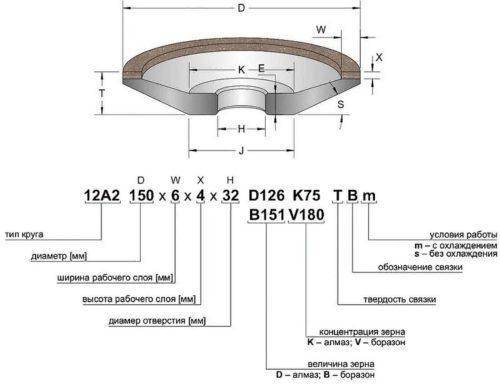
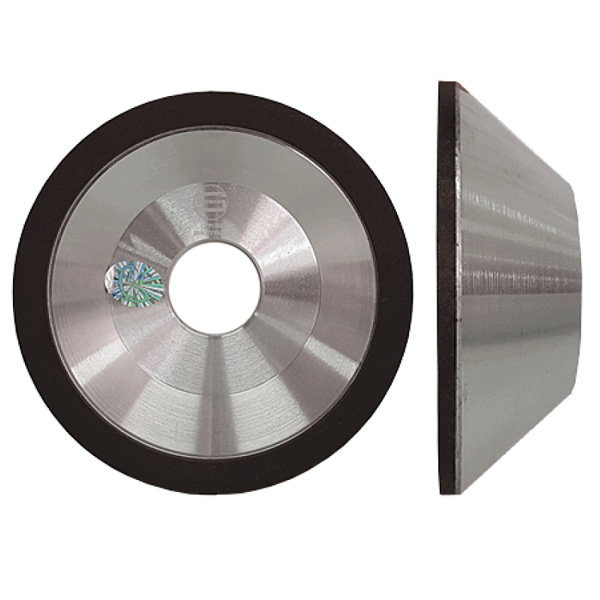
Чтобы расшифровать тип изделия, необходимо воспользоваться ГОСТ 24747-90 или таблицами с кодами и эскизами наиболее распространенных конструкций. В нашем случае это алмазный круг тарельчатый конической формы с углом 20° Ø150 мм, размером рабочего слоя 6×4 мм и посадочным отверстием Ø32 мм. Во второй части маркировки указаны следующие параметры абразивного слоя:
- D126 — номер алмазного зерна по FEPA, что соответствует диапазону 106-125 мкм или 120/140 меш.
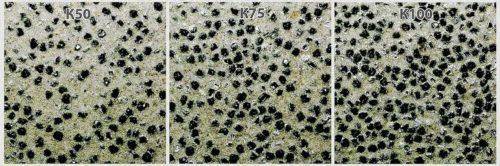
- К75 обозначает концентрацию зерна в каратах на кубический сантиметр рабочего слоя.
- B — обозначение органической связки по FEPA.
- T — кодировка твердости связки. Регламентируется ГОСТ Р 52587-2006 (см. далее) и международными стандартами. В нашем случае круг относится к категории «весьма твердые».
Зернистость
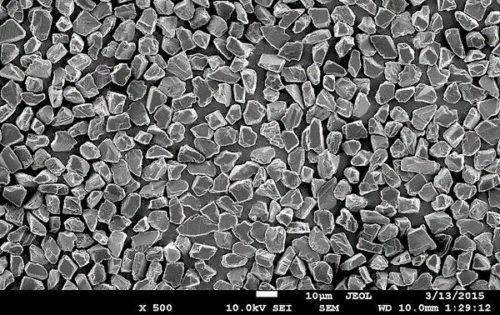
При чистовом шлифовании производительность не является основным критерием, поэтому в этом случае используют алмазные круги с зерном D54 и в результате получают поверхность 10 класса с Ra = 1.2 и Rz =1.0÷1.6. От размера зерна также зависит глубина резания и, соответственно, толщина припуска, снимаемая за один проход.
Рекомендуется выбирать глубину шлифования не более 1/3 нормативного размера зерна. В приведенном выше примере в первом случае эта величина будет составлять 0.05 мм , а во втором — 0.018 мм. На фото ниже — алмазное зерно размером 10÷15 мкм под электронным микроскопом при увеличении 500Х.
Концентрация алмазов (размер алмазного слоя)
Он влияет сразу несколько технических характеристик алмазного круга и оказывает значительное влияние на его стоимость. Концентрация свыше К125 характерна для инструмента с твердой связкой и небольшой высотой рабочего слоя. Кроме того, она позволяет сохранять неизменной геометрию периферии в течение всего цикла шлифования.
В целом значение этого параметра пропорционально размеру абразивного слоя: чем меньше концентрация, тем он толще и шире. Алмазные круги с низкой (до К25) концентрацией обычно имеют рабочий слой большей ширины и малую зернистость.