

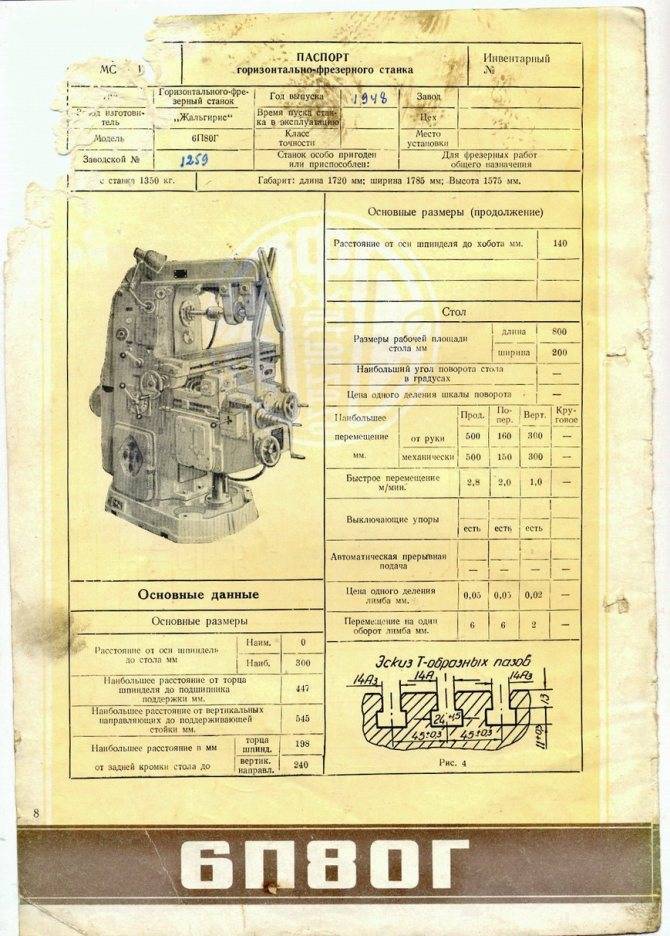
Характеристика фрезерного станка 6Н81Г.
Горизонтальный консольно-фрезерный станок 6Н81Г предназначен для обработки различных изделий сравнительно небольших размеров из стали, чугуна, цветных металлов и пластмасс в основном цилиндрическими, торцовыми, дисковыми, угловыми, фасонными и модульными фрезами специальными фрезами в условиях индивидуального и серийного производства. Станок предназначен для обработки плоских и фасонных поверхностей, зубчатых колёс и т. п. Наличие поворотного стола позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, зенкеров, разверток и тому подобных деталей.
Расшифровка названия станка:
6 — фрезерный станок (номер группы по классификации ЭНИМС)
Н – серия (поколение) станка (Б, К, Н, М, Р, Т)
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 — горизонтально-фрезерный)
1 – исполнение станка — типоразмер (0, 1, 2, 3, 4) (1 — размер рабочего стола — 250 х 1000)
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
Широкий диапазон скоростей шпинделя и подач стола обеспечивает возможность обработки изделий на оптимальных режимах резания.
Для вращения шпинделя и механических подач стола предусмотрены приводы от отдельных электродвигателей. Стол станка может совершать быстрые перемещения в трех направлениях.
Ручной и механический приводы сблокированы. Выключение механических перемещений стола может осуществляться упорами и вручную. Для торможения шпинделя применяется электромагнитная муфта.
Повышенная мощность электродвигателей и жесткость станка обеспечивают обработку изделий. на скоростных режимах резания твердосплавным инструментом.
Станок может применяться в единичном мелкосерийном и серийном производстве.
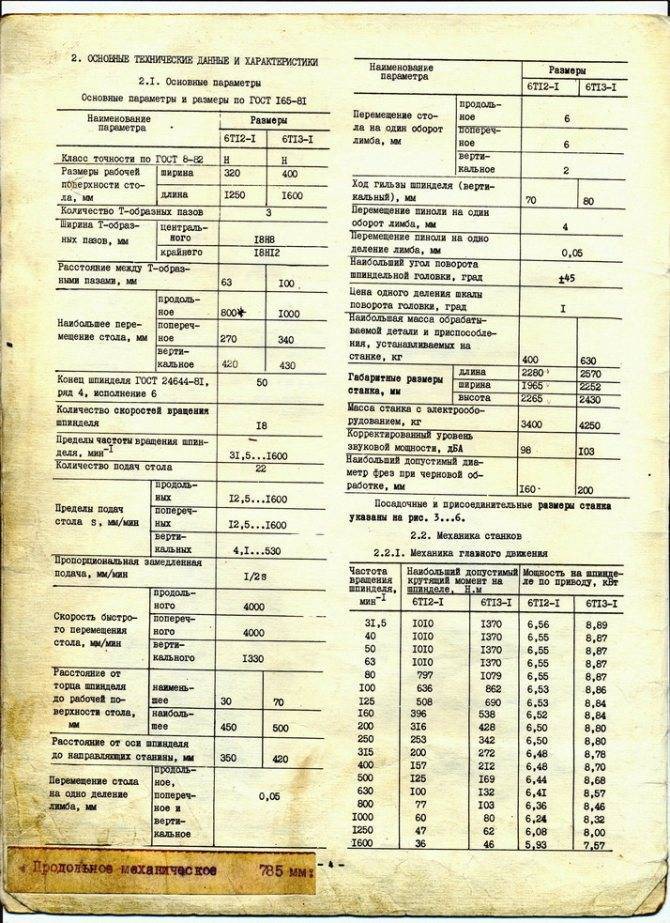
Технические характеристики станка приведены в таблице 2.
| Таблица 2 | |
| Основные параметры станка | |
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 250 |
| Наименьшее и наибольшее расстояние от оси шпинделя до стола | 30..380 |
| Расстояние от оси шпинделя до хобота, мм | 150 |
| Рабочий стол | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наибольшее перемещение стола продольное от руки/ от двигателя (ось X), мм | 600/ 560 |
| Наибольшее перемещение стола поперечное от руки/ от двигателя (ось Y), мм | 200/ 190 |
| Наибольшее перемещение стола вертикальное от руки/ от двигателя (ось Z), мм | 400/350 |
| Перемещение стола на одно деление лимба (продольное, поперечное), мм | 0,05 |
| Продолжение таблицы 2 | |
| Перемещение стола на одно деление лимба (вертикальное), мм | 0,025 |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 3 |
| Шпиндель | |
| Частота вращения шпинделя, об/мин | 65..1800 |
| Количество скоростей шпинделя | 16 |
| Эскиз конца шпинделя | ГОСТ 836-47 |
| Конус шпинделя | 45 |
| Наибольший допустимый крутящий момент на шпинделе Нм | 525 |
| Механика станка | |
| Быстрый ход стола продольный (ось X), м/мин | 2,9 |
| Быстрый ход стола поперечный (ось Y), м/мин | 2,3 |
| Быстрый ход стола вертикальный (ось Z), м/мин | 1,15 |
| Число ступеней рабочих подач стола | 16 |
| Пределы рабочих подач. Продольных (ось X), мм/мин | 35..980 |
| Продолжение таблицы 2 | |
| Пределы рабочих подач. Поперечных (ось Y), мм/мин | 25..765 |
| Вертикальных (ось Z), мм/мин | 12..380 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка ручной и механической подачи (продольной) | нет |
| Блокировка ручной и механической подачи (поперечной, вертикальной) | есть |
| Торможение шпинделя (муфта) | есть |
| Предохранение от перегрузки (муфта) | есть |
| Привод | |
| Электродвигатель привода главного движения, кВт | 4,5 |
| Электродвигатель привода подач, кВт | 1,7 |
| Электронасос охлаждающей жидкости Тип | ПА-22 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 |
| Производительность насоса СОЖ, л/мин | 22 |
| Окончание таблицы 2 | |
| Габарит и масса станка | |
| Габариты станка (длина ширина высота), мм | 2060 х 1940 х 1600 |
| Масса станка, кг | 2000 |
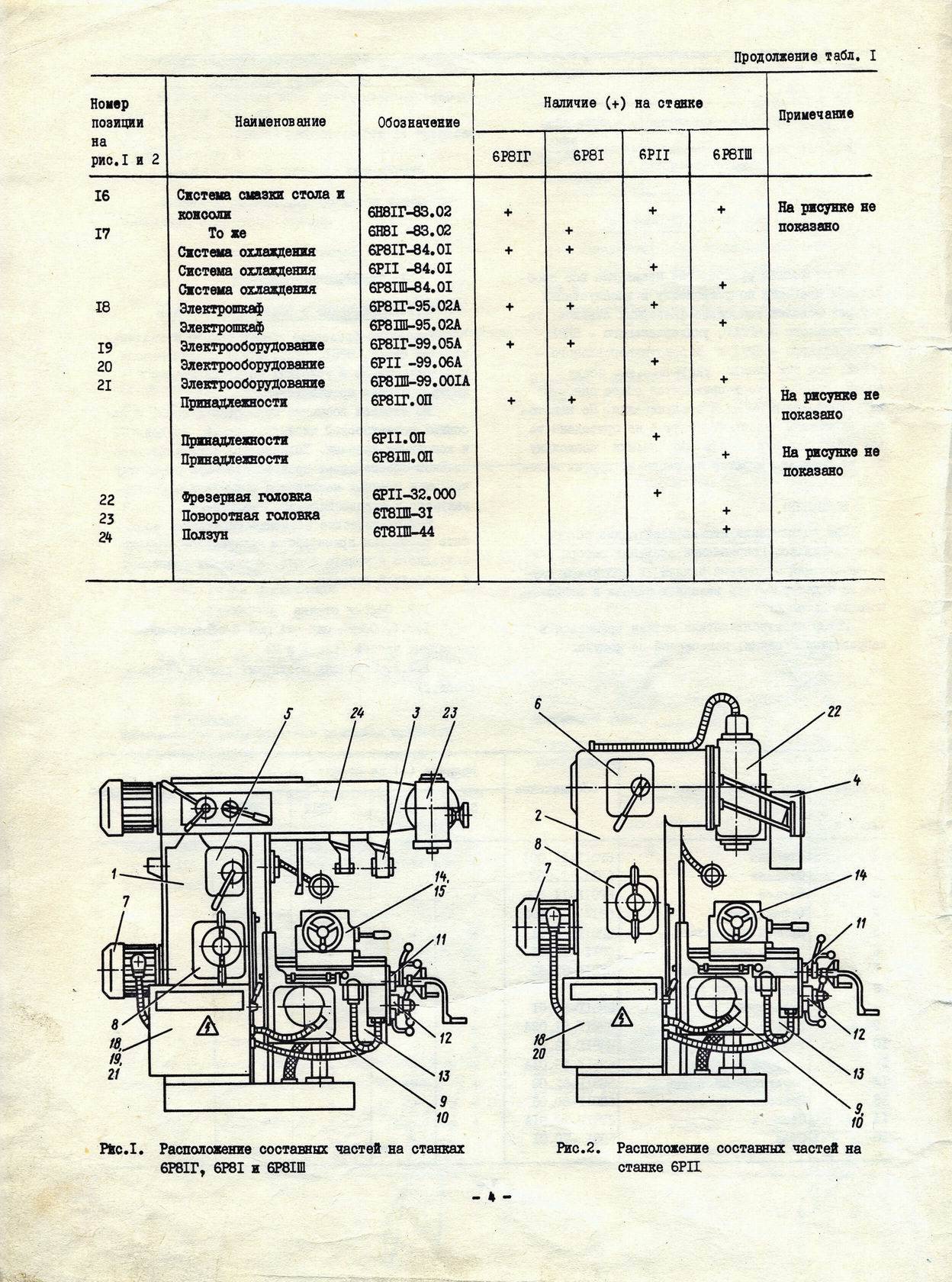
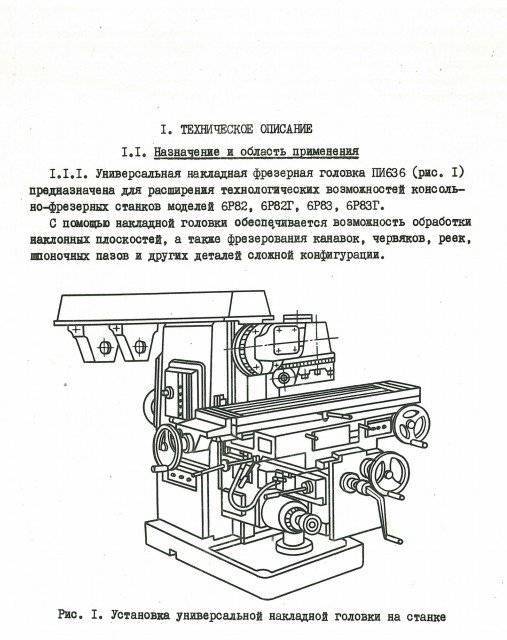
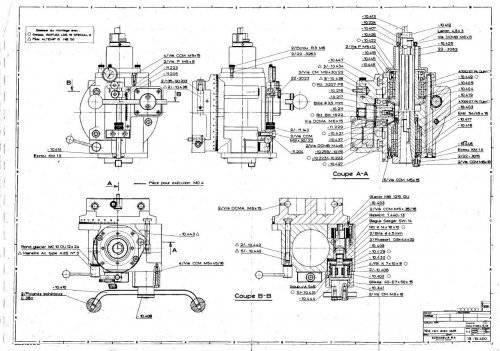
В станине 1 станка размещена коробка скоростей 2. По вертикальным направляющим станины перемещается консоль 7. Заготовка, устанавливаемая на столе 4 в тисках или приспособлении, получает подачу в трех направлениях: продольном (перемещение салазок по направлению салазок 6), поперечном главным движением является вращение шпинделя. Коробка подач 8 размещена в консоли. хобот 3 служит для закрепления подвески 5, поддерживающей конец фрезерной оправки. Схема расположения узлов станка 6Н81Г показана на рисунке 2.
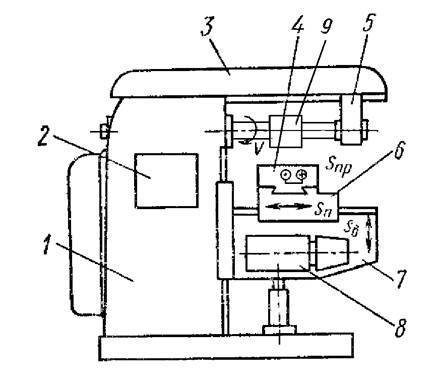
Рис.2. Схема расположения узлов станка 6Н81Г.
Устройство и работа станка 6Р80, 6Р80Г
Главный привод станка 6Р80, 6Р80Г
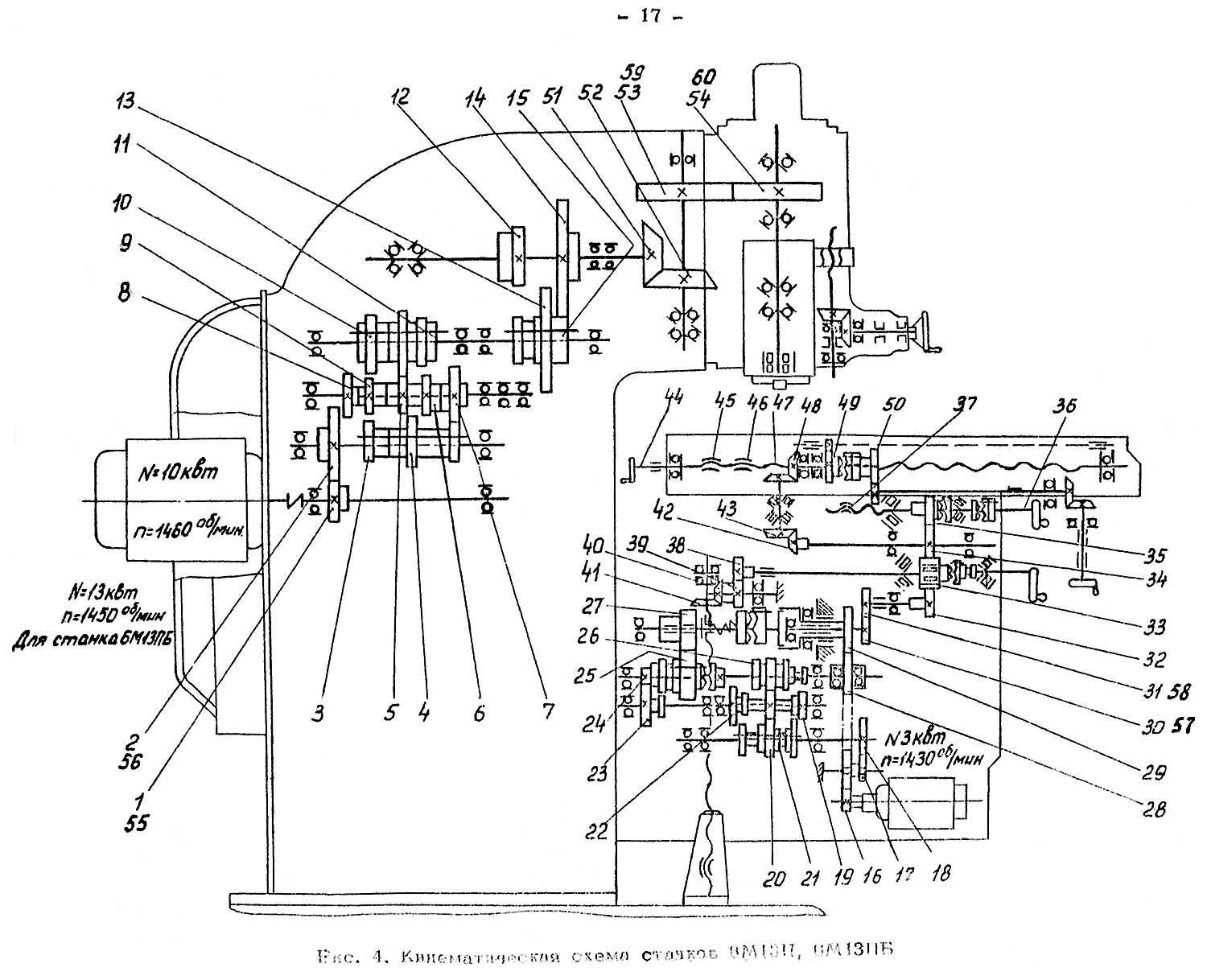
Кинематические схемы главного привода станков 6Р80Г и 6Р80 одинаковы. Вращение шпинделя осуществляется от электродвигателя через клиноременную передачу и коробку скоростей. При перемещении блоков шестерен на валу II-II и переключении шестерен перебора на шпинделе получается 12 скоростей.
Привод подач станка 6Р80, 6Р80Г
Кинематическая схема привода подач одинакова для всех станков. Вращение валов VIII, IX, X, XI, XII, XIII привода подач осуществляется от электродвигателя.
Рабочая подача осуществляется при отключенной электромагнитной муфте. Вращение от коробки подач передается через обгонную муфту на вал консоли XIV.
Кинематическая цепь ускоренных перемещений стола идет от электродвигателя через валы VIII, IX, X, XIII, электромагнитную муфту, обгонную муфту и вал консоли XIV.
Включение и реверсирование продольных, поперечных и вертикальных подач производится двухсторонними кулачковыми муфтами 25, 32, 39.
Станина станка 6Р80, 6Р80Г
Станина станков состоит из основания, стойки, электрошкафа, кожуха и хобота с подвесками (на станке 6Р10 хобот и подвески отсутствуют).
На основании установлены: стойка, кронштейн с гайкой винта подъема консоли и насос охлаждения.
Внутренняя полость основания является резервуаром для охлаждающей жидкости.
С правой стороны стойки прикреплен электрошкаф, в верхней части — коробка скоростей и механизм переключения скоростей.
На хоботе станков 6Р80Г и 6Р80 крепятся подвески, которые служат опорами для фрезерных оправок. Одна из подвесок имеет опору качения, другая — скольжения.
Коробка скоростей и шпиндель станка 6Р80, 6Р80Г
Привод шпинделя станков 6Р80Г и 6Р80 состоит из электродвигателя, клиноременной передачи, шестиступенчатой коробки скоростей, шпинделя и перебора, встроенных в сгонку станка.
В качестве передней опоры шпинделя применены двухрядные роликовые подшипники с посадкой внутреннего кольца на конус. Для восприятия осевых усилий в задней опоре установлены радиально-упорные шарикоподшипники.
Консоль и коробка подач станка 6Р80, 6Р80Г
Привод подач размещен в консоли. Спереди, в нижнюю часть консоли, встроен фланцевый электродвигатель, с левой стороны консоли крепится коробка подач с механизмом переключения подач и механизмом включения вертикального перемещения консоли, а с правой — механизм перемещения салазок.
12-ступенчатая коробка кроме цепи рабочих подач имеет цепь ускоренного хода. В коробке подач расположена предохранительная муфта 1 (рис. 15), исключающая возможность поломки шестерен при перегрузке.
На одном валу с предохранительной муфтой смонтированы электромагнитная муфта 2 и обгонная муфта 3. Включение быстрых перемещений стола, салазок и консоли осуществляется кнопкой, расположенной на передней стенке салазок.
Рукоятка и маховик ручных перемещении стола в поперечном и вертикальном направлениях расположены на консоли спереди.
Механизм переключения подач состоит из рукоятки, диска с профильными пазами и рычагов. При движении рукоятки вверх или вниз диск поворачивается и рычаги перемещают вилки с шестернями.
Включение механического перемещения консоли и салазок осуществляется при помощи рукояток, расположенных с левой и правой сторон консоли. Направление движения рукоятки мнемонически увязано с направлением движения консоли и салазок.
Задняя стенка консоли выполнена в виде направляющих профиля «ласточкин хвост».
С правой стороны сзади консоли находится рукоятка для закрепления консоли на стойке.
Верхняя часть консоли имеет прямоугольные направляющие, по которым перемещаются салазки.
Стол и салазки станка 6Р80, 6Р80Г
Салазки перемещаются в поперечном направлении на консоли и имеют направляющие для стола.
Со столом связан винт 1 (рис. 18) продольной подачи. В салазках находятся конические шестерни 2, вращающие винт, рукоятка и механизм включения продольной подачи стола.
Для работы методом попутного фрезерования предусмотрен механизм выборки зазоров между резьбой ходового винта 1 и гаек 3 и 4.
При работе методом встречного фрезерования сильно изнашивается ходовой винт. Поэтому, когда на станке длительное время выполняется одна работа, следует менять участок работы винта.
Поворотные салазки на станке 6Р80 дают возможность осуществлять поворот стола в пределах ±45° в горизонтальной плоскости.
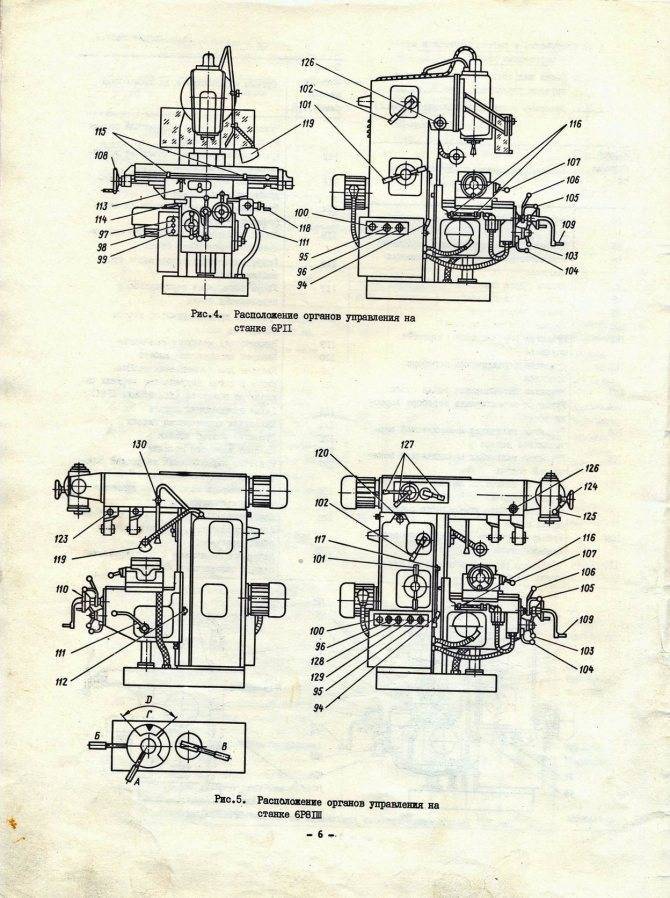
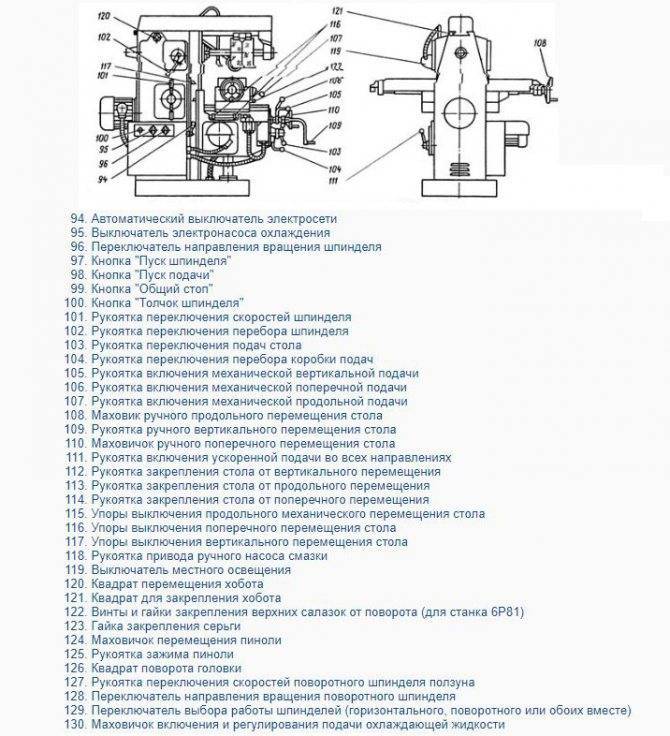
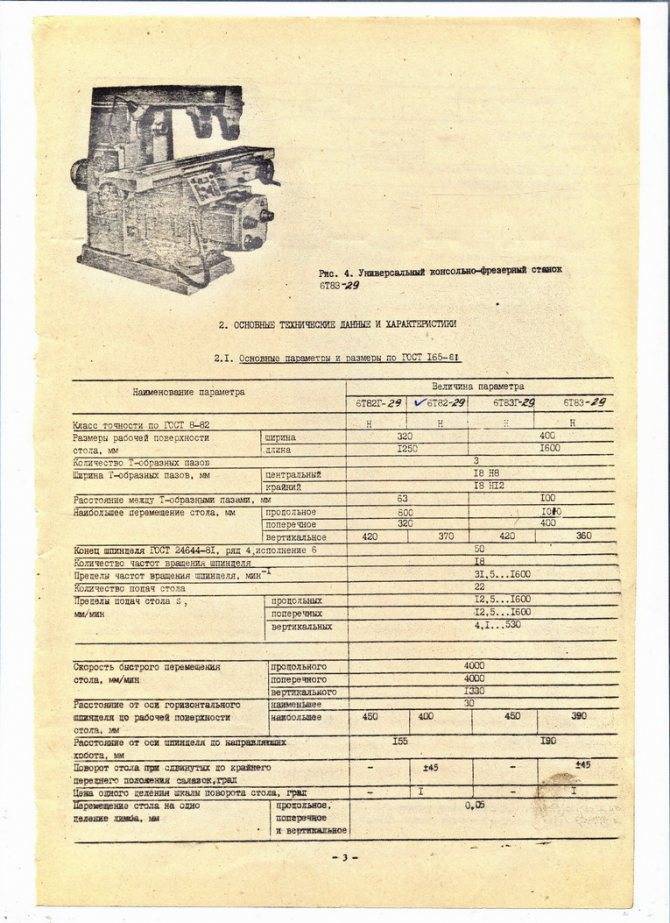
Расположение органов управления фрезерным станком модели 6Р81Г
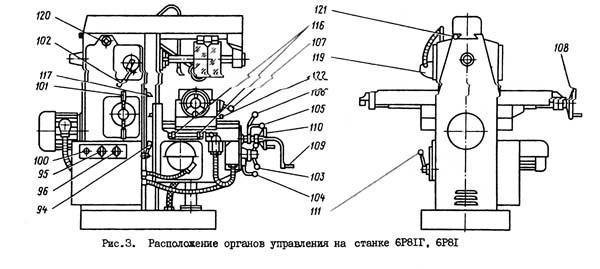
Расположение органов управления фрезерным станком 6р81г
Перечень органов управленияя станком 6Р81Г и их назначение
- Автоматический выключатель электросети
- Выключатель электронасоса охлаждения
- Переключатель направления вращения шпинделя
- Кнопка «Пуск шпинделя»
- Кнопка «Пуск подачи»
- Кнопка «Общий стоп»
- Кнопка «Толчок шпинделя»
- Рукоятка переключения скоростей шпинделя
- Рукоятка переключения перебора шпинделя
- Рукоятка переключения подач стола
- Рукоятка переключения перебора коробки подач
- Рукоятка включения механической вертикальной подачи
- Рукоятка включения механической поперечной подачи
- Рукоятка включения механической продольной подачи
- Маховик ручного продольного перемещения стола
- Рукоятка ручного вертикального перемещения стола
- Маховичок ручного поперечного перемещения стола
- Рукоятка включения ускоренной подачи во всех направлениях
- Рукоятка закрепления стола от вертикального перемещения
- Рукоятка закрепления стола от продольного перемещения
- Рукоятка закрепления стола от поперечного перемещения
- Упоры выключения продольного механического перемещения стола
- Упоры выключения поперечного перемещения стола
- Упоры выключения вертикального перемещения стола
- Рукоятка привода ручного насоса смазки
- Выключатель местного освещения
- Квадрат перемещения хобота
- Квадрат для закрепления хобота
- Винты и гайки закрепления верхних салазок от поворота (для станка 6P81)
- Гайка закрепления серьги
- Маховичок перемещения пиноли
- Рукоятка зажима пиноли
- Квадрат поворота головки
- Рукоятка переключения скоростей поворотного шпинделя ползуна
- Переключатель направления вращения поворотного шпинделя
- Переключатель выбора работы шпинделей (горизонтального, поворотного или обоих вместе)
- Маховичок включения и регулирования подачи охлаждающей жидкости
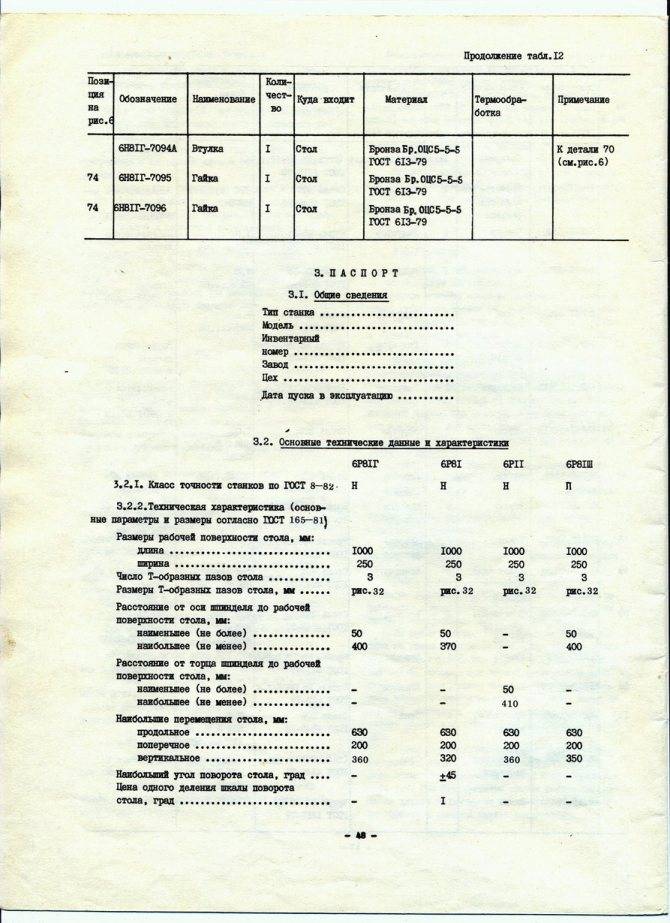
Технические характеристики станка 6Р81Г
| Наименование параметра | 6Р81 | 6Р81Г | 6Р81Ш |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | П |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 250 | 1000 х 250 | 1000 х 250 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | – | – | – |
| Наименьшее и наибольшее расстояние от оси шпинделя до стола | 50..370 | 50..400 | 50..400 |
| Расстояние от оси шпинделя до хобота, мм | 142 | 142 | 142 |
| Расстояние от оси вертикального шпинделя до направляющих стойки, мм | – | – | 245..845 |
| Рабочий стол | |||
| Максимальная нагрузка на стол (по центру), кг | |||
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Наибольшее перемещение стола продольное (ось X), мм | 630 | 630 | 630 |
| Наибольшее перемещение стола поперечное (ось Y), мм | 200 | 200 | 200 |
| Наибольшее перемещение стола вертикальное (ось Z), мм | 320 | 350 | 350 |
| Наибольший угол поворота стола, град | ±45 | нет | нет |
| Цена одного деления шкалы поворота стола, град | 1 | нет | нет |
| Перемещение стола на одно деление лимба (продольное, поперечное), мм | 0,05 | 0,05 | 0,05 |
| Перемещение стола на одно деление лимба (вертикальное), мм | 0,025 | 0,025 | 0,025 |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 | 6 | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 3 | 3 | 3 |
| Шпиндель | |||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 |
| Эскиз конца шпинделя | 45 ГОСТ 836-72 | 45 ГОСТ 836-72 | 45 ГОСТ 836-72 |
| Конус шпинделя | 45 | 45 | 45 |
| Конус поворотного шпинделя | – | – | 40 |
| Механика станка | |||
| Быстрый ход стола продольный и поперечный, мм/мин | 3150 | 3150 | 3150 |
| Быстрый ход стола вертикальный, мм/мин | 1050 | 1050 | 1050 |
| Число ступеней рабочих подач стола | 16 | 16 | 16 |
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 25..800 | 25..800 | 25..800 |
| Пределы рабочих подач. Вертикальных, мм/мин | 8,3..266,7 | 8,3..266,7 | 8,3..266,7 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть | есть |
| Блокировка ручной и механической подачи (продольной) | нет | нет | нет |
| Блокировка ручной и механической подачи (поперечной, вертикальной) | есть | есть | есть |
| Торможение шпинделя (муфта) | есть | есть | есть |
| Предохранение от перегрузки (шариковая пара) | есть | есть | есть |
| Привод | |||
| Электродвигатель привода главного движения, кВт | 5,5 | 5,5 | 5,5 |
| Электродвигатель привода подач, кВт | 1,5 | 1,5 | 1,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | Х14-22М | Х14-22М |
| Электронасос охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 |
| Производительность насоса СОЖ, л/мин | 22 | 22 | 22 |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1480 х 1990 х 1630 | 1480 х 1990 х 1630 | 1480 х 2045 х 1890 |
| Масса станка, кг | 2280 | 2210 | 2530 |
Список литературы:
Консольно-фрезерные станки 6Р81Г, 6Р81, 6Р11, 6Р81Ш. Руководство по эксплуатации РЭ, 1983
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984



Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Узлы и агрегаты
Комплектующие станка изготавливаются из специальных сплавов, что обеспечивает низкий шум во время выполняемых работ, сохранение точности обработки, высокий срок эксплуатации основных узлов. Предусмотрена система защиты фрезеровщика от попадания металлической стружки и капель жидкости охлаждения. К комплектующим узлам станка относится:
- станина;
- серьга;
- шпиндельный привод;
- реверсивная коробка;
- редуктор;
- коробка скоростей, блок регулировки;

- консоль;
- стол;
- смазочные системы консольные и столовые;
- охлаждающая система;
- электрошкаф;
- головки фрезерные, поворотные
Согласно размерам рабочего стола, подгоняются размеры основных узлов 6р81. Могут различаться параметры стола, станины, размер консоли, хобота в однотипных фрезерных станках 6р81, в зависимости от производства.
Узлы управления на стандартный фрезерный станок 6р81 устанавливаются согласно ГОСТу, режимы подачи материала и остановки можно усовершенствовать или заменить. Систему охлаждения и подачи можно корректировать, в зависимости от параметров и характеристик обрабатываемого материала.

Система охлаждения фрезерного станка поддаётся корректировке в зависимости от обстоятельств
К установкам, осуществляющим подачу материала, режим скоростей, контрольные функции в работе станка, относятся:
- Реле питания станка, кнопка насоса охлаждения.
- Направляющий переключатель шпинделя.
- Пусковые кнопки: подача, стол, толчок-пуск шпинделя.
- Переключатели скоростных режимов, подачи стола (горизонтально-поперечно).
- Маховик ручного перемещения.
- Закрепляющие, ускорительные рукоятки.
- Упоры.
- Зажимы, маховики перемещения пиноли.
Модель 6Н81
Фрезерный станок 6Н81 – это агрегат горизонтального типа, производимый на заводе ДЗФС – предприятия, знаменитого многими успешными инженерными разработками в сфере станкостроения. Эта модель предназначена для качественной обработки чугунных и стальных заготовок, а также деталей, изготовленных из цветных металлов и различных типов пластмассы. 6Н81 позволяет мастеру использовать широкий диапазон режущих инструментов, в том числе фасонные и модульные фрезы.
Важной изюминкой этой модели считается поворотная конструкция стола, которая открывает массу возможностей для качественного нарезания винтовых канавок с последующим изготовлением зенкеров, разверток, косозубых колес и других нестандартных элементов. У мастера есть возможность настроить работу фрезерного станка 6Н81 в соответствии с характером выполняемых работ. Это позволяет сделать довольно широкий диапазон передач шпинделя и вариантов подач рабочего стола, который может перемещаться по трем координатам
Это позволяет сделать довольно широкий диапазон передач шпинделя и вариантов подач рабочего стола, который может перемещаться по трем координатам
У мастера есть возможность настроить работу фрезерного станка 6Н81 в соответствии с характером выполняемых работ. Это позволяет сделать довольно широкий диапазон передач шпинделя и вариантов подач рабочего стола, который может перемещаться по трем координатам.

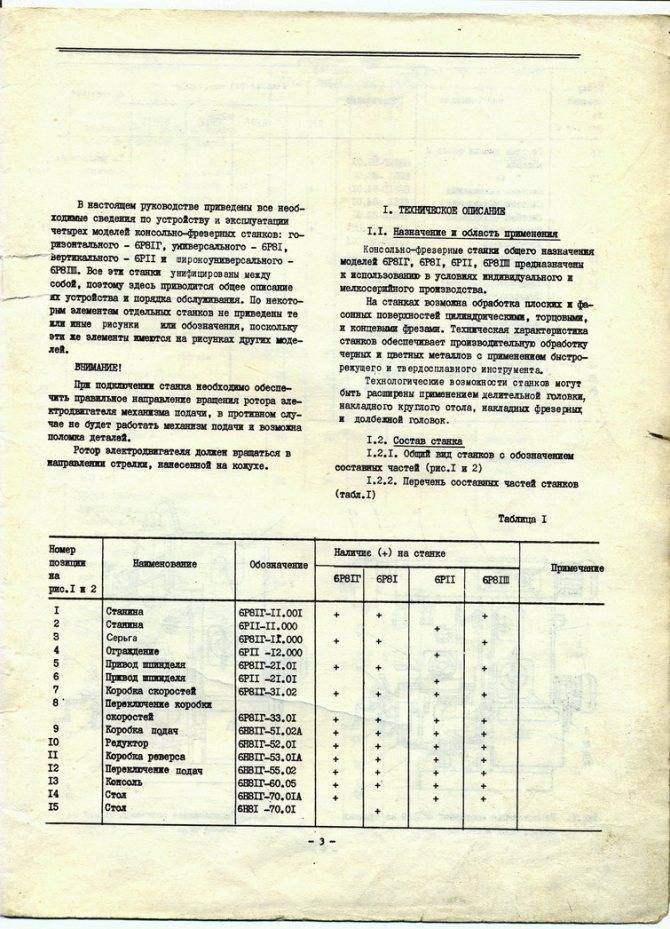


Принцип работы фрезерного станка достаточно прост – заготовка фиксируется на рабочем столе с помощью тисков или других приспособлений, которые могут быть опционально установлены. Если мастеру нужно разделить заготовку на несколько сегментов – может быть задействована в работе универсальная делительная головка.
Специалист может оперативно производить настройку агрегата с помощью удобных механических и ручных перемещений салазок, консоли и стола. Если мастеру предстоит обработка твердой заготовки в тяжелом режиме – есть возможность установить дополнительную связь между хоботом станка и рабочим столом для повышения жесткости всей конструкции.
Рассмотрим основные технические характеристики фрезерного станка 6Н81:
- Мощность электромотора – 4.5 кВт;
- Мощность электрического привода рабочего стола – 1.7 кВт;
- Габариты – 2060х1940х1600 мм;
- Масса – 2100 кг;
- Пределы перемещений рабочего стола в продольном/поперечном/вертикальном направлении – 600/200/350 мм;
- Диапазон расстояний от шпинделя до стола – 30-340 мм;
- Максимальная частота вращения шпинделя – 1800 оборотов в минуту;
- Класс точности по ГОСТ 8-71 и ГОСТ 8-82 – H.
Выводы
Фрезерные станки 6Н81 и 6Н82 во многом схожи по функциональным возможностям и по ряду технических параметров. Их эксплуатационные качества заслуживают похвал, несмотря на то, что техника была спроектирована много десятилетий назад. Сегодня 6Н81 и 6Н82 – это проверенные временем агрегаты, к которым до сих пор проявляют интерес опытные фрезеровщики.
Среди преимуществ этой техники нужно отметить надежность, жесткость конструкции и ремонтопригодность, которая объясняет тот феномен, что эти станки до сих пор функционируют в многочисленных мелких и крупных цехах. Если у вас возникла необходимость в качественном фрезерном оборудовании — 6Н81 и 6Н82 могут стать отличным и недорогим выбором.
Базовые комплектующие
Базой 6р81г является станина, для этого узла характерна жесткая оливка, которая обеспечивает плотность всего механизма и его упор (вес укомплектованной машины составляет 2300 кг). Агрегатный хобот производит направляющие передвижения. В зависимости от модели, на хобот устанавливается единичная или комплексная серьга. Охлаждающий блок устанавливается горизонтально на основную конструкцию.
Рабочая поверхность (стол) производит движение в трех параметрах, с определенной скоростью, которая регулируется узлами контроля. При таком режиме осуществляется возможность быстрой регулировки фрезерного процесса для достижения нужной шероховатости (шлифовки) обрабатываемого материала, и высокое качество.
Для предохранения станка 6р81г от возможных сбоев в подаче питания, скоростных перегрузок, в агрегате предусмотрен режим блокировки и торможения шпинделя.
Возможно автоматическое отключение режима подачи, во время непредвиденных сбоев в режиме электропитания, или при механической поломке. В конструкции фрезерного устройства (модель 6р81) предусмотрены механические и ручные упоры, которые осуществляют ту же функцию.





