Конструкция и ее специфика
Конструктивные детали механизма обеспечивают функциональность и жесткость. Особенности соединения узлов определяют эффективность работы.
Хобот и серьги
Возможно перемещение хобота в направляющих станины. А серьги могут перемещать в хоботе, так же закрепляться. Не разрешается перестановка серег с другого оборудования, так как они монтируются индивидуально для каждого подшипника. В случае поломки их изготавливают самостоятельно.
Регуляция зазора проводятся винтом и гайкой. Подача масла проходит по проволоке из подшипника. Температура вращающейся части не должна превышать при работе 55 градусов.

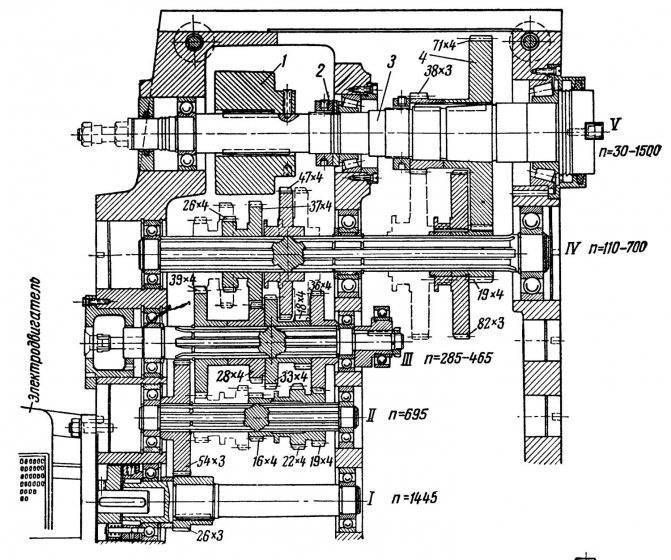
Коробка скоростей
Коробка скоростей находится в корпусе станины, видна через окно справа. Шпиндель — вал с тремя опорами, третья из которых соединена с хвостиком. Регуляция происходит путем снятия крышки, ослабления гайки и обкатки шпинделя, уменьшения зазоров.
Смазка происходит насосом с производительностью до 2 литров минуту. Поступает в узлы при помощи трубок, а на отделенные элементы разбрызгивается из отверстий.
Коробка переключения скоростей
Работа коробки переключения дает возможность выбирать оптимальную скорость работы, но при этом, не проходя все промежуточные ступени. В фразерном станке реализуется при помощи устройства из рейки, рукоятки, вилки, диска переключения, конических шестерен, зубчатого колеса.
Соответствие скоростей достигается выставлением определенного соотношения шестерен. Смазка происходит путем подачи масла из станины.
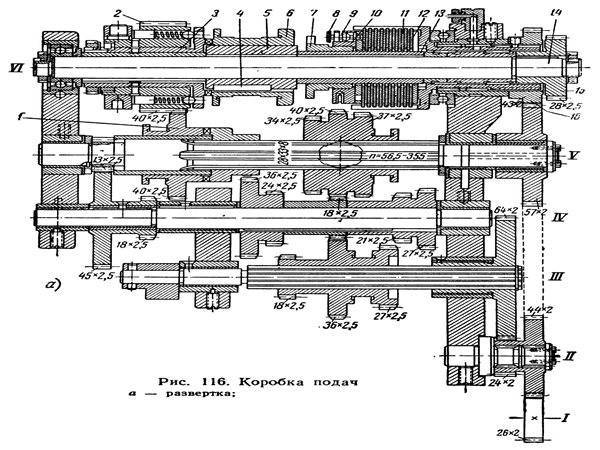
Коробка подач
Необходима для перемещения стола, консоли и салазок. Получив информацию по панели управления сигнал подается на выходной вал, муфты. Подается на кулачковую втулку, которая сжимает пружины, приводящие в движение зубчатое колесо. От того, какие задействованы муфты и торец втулки изменяется подача на гайки и диски. В свою очередь это определяет движение колеса и передачу вращения.
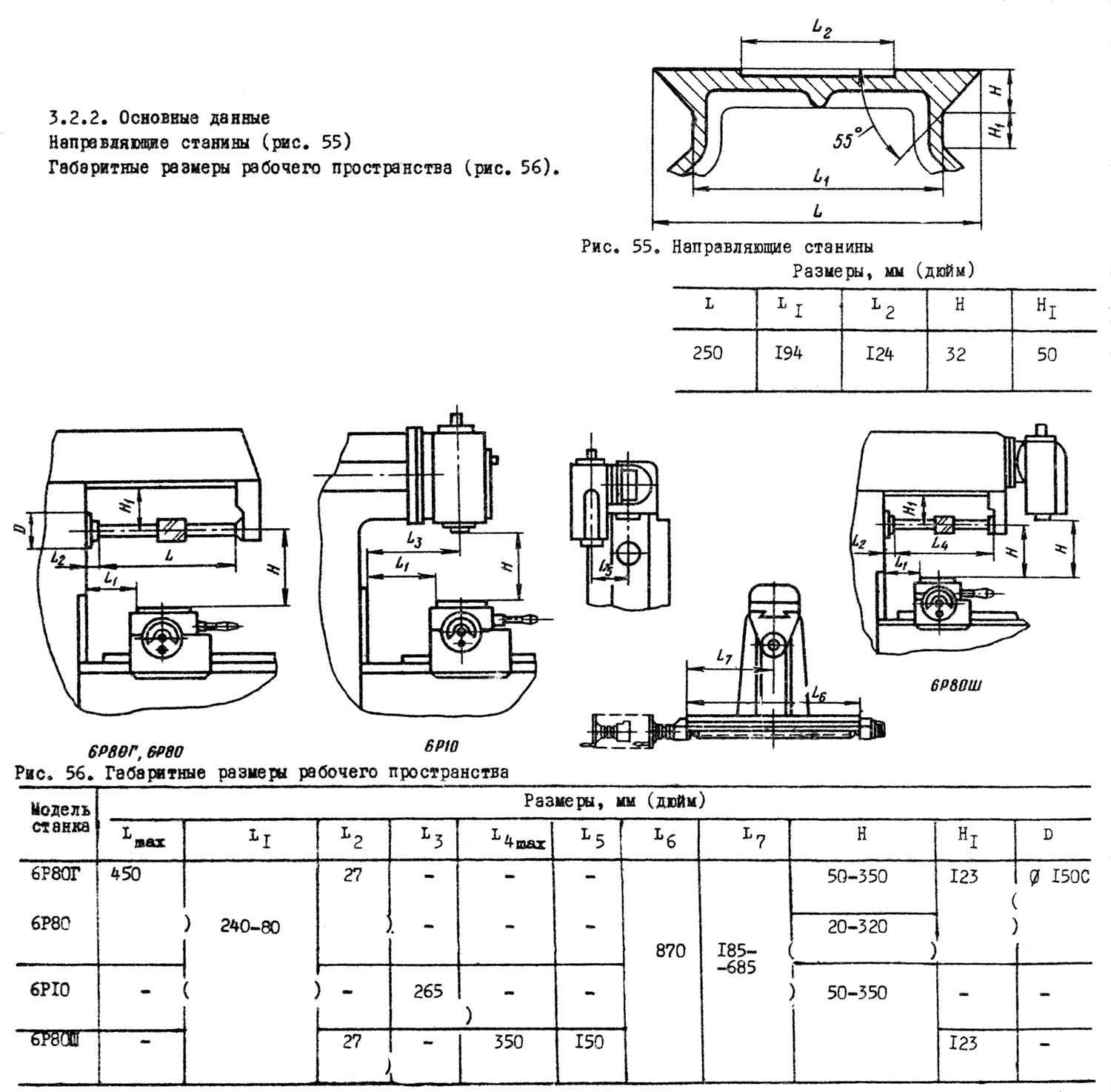
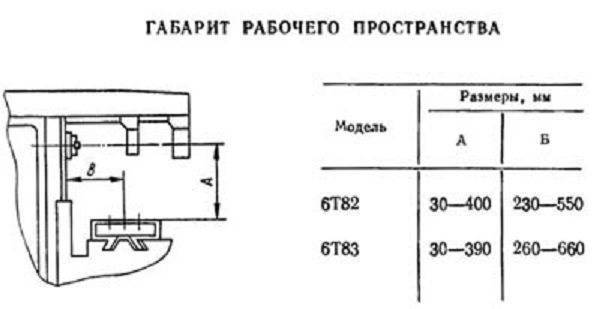
Габаритные размеры рабочего пространства
Форм-фактор меньшие, чем у модели 83. Учитываются фазы стола и шпиндель. В стандартной схеме указывается, что даются параметры не менее 128,57 сантиметров по длине. Круговым элементом определяется размеры (учесть стоит и поворот на 45 градусов). Диагональ составляет 101 сантиметр, не учитывая угол поворота.
Основные параметры станка 6Т82Ш
Класс точности по ГОСТ 8-82 П
Размеры рабочей поверхности стола (длина х ширина), мм 1250 х 320
Наименьшее и наибольшее расстояние от оси горизонтального шпинделя до стола, мм 30..450
Расстояние от оси горизонтального шпинделя до хобота, мм 155
Расстояние от торца шпинделя поворотной головки до стола, мм 125..545
Расстояние от оси шпинделя поворотной головки до направляющих станины (вылет), мм 260..820
Рабочий стол
Наибольшее перемещение стола продольное/ поперечное/ вертикальное, мм 800/ 320/ 420
Максимальная нагрузка на стол (по центру), кг 400
Число Т-образных пазов Размеры Т-образных пазов 3
Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм 0,05
Перемещение стола на один оборот лимба продольное и поперечное, мм 6
Перемещение стола на один оборот лимба вертикальное, мм 2
Быстрый ход стола продольный/ поперечный/ вертикальный, м/мин 4/ 4/ 1,3
Число ступеней рабочих подач стола 22
Пределы рабочих подач стола. Продольных и поперечных, мм/мин 12,5…1600
Пределы рабочих подач стола. Вертикальных, мм/мин 4,1…530
Усилие резания продольной, поперечной, вертикальной подач, Н 15,0/ 12,0/ 5,0
Шпиндель
Частота вращения шпинделя поворотной и накладной головок, об/мин 50..1600
Количество скоростей шпинделя 11
Частота вращения горизонтального шпинделя, об/мин 31,5..1600
Количество скоростей горизонтального шпинделя 18
Перемещение пиноли (гильзы) шпинделя, мм 80
Перемещение пиноли шпинделя на одно деление лимба, мм 0,1
Перемещение пиноли шпинделя на один оборот лимба, мм 6
Поворот головки шпинделя к станине/ от станины, град 45
Поворот головки шпинделя в продольной плоскости, град 360
Поворот накладной головки шпинделя в продольной плоскости, град 360
Наибольший крутящий момент на горизонтальном шпинделе, кН.м
Конец горизонтального шпинделя по ГОСТ 24644-81 (конус по ГОСТ 15945-82) 50 ряд4, исп.6
Эскиз конца шпинделя поворотной и накладной головки по ГОСТ 24644-81 40 ряд 3, исп.5
Допустимый диаметр фрез при черновой обработке. Горизонтальный/ вертикальный шпиндель, мм 250/ 75
Механика станка
Выключающие упоры подачи (продольной, поперечной, вертикальной) есть
Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) есть
Блокировка раздельного включения подачи есть
Автоматическая прерывистая подача Продольная есть
Автоматическая прерывистая подача Поперечная и вертикальная нет
Торможение шпинделя есть
Предохранение от перегрузки (муфта) есть
Привод и электрооборудование
Количество электродвигателей на станке 5
Электродвигатель привода главного движения М1, кВт 7,5
Электродвигатель привода шпинделя поворотной головки М2, кВт 3,0
Электродвигатель насоса охлаждающей жидкости М3, кВт 0,125
Электродвигатель привода подач стола М4, кВт 2,2
Электродвигатель привода зажима инструмента, кВт 0,18
Суммарная мощность всех электродвигателей на станке, кВт 13,87
Габариты станка (длина х ширина х высота), мм 2280 х 1965 х 1970
Масса станка, кг 3550

Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Конструкция узлов горизонтально-фрезерного станка
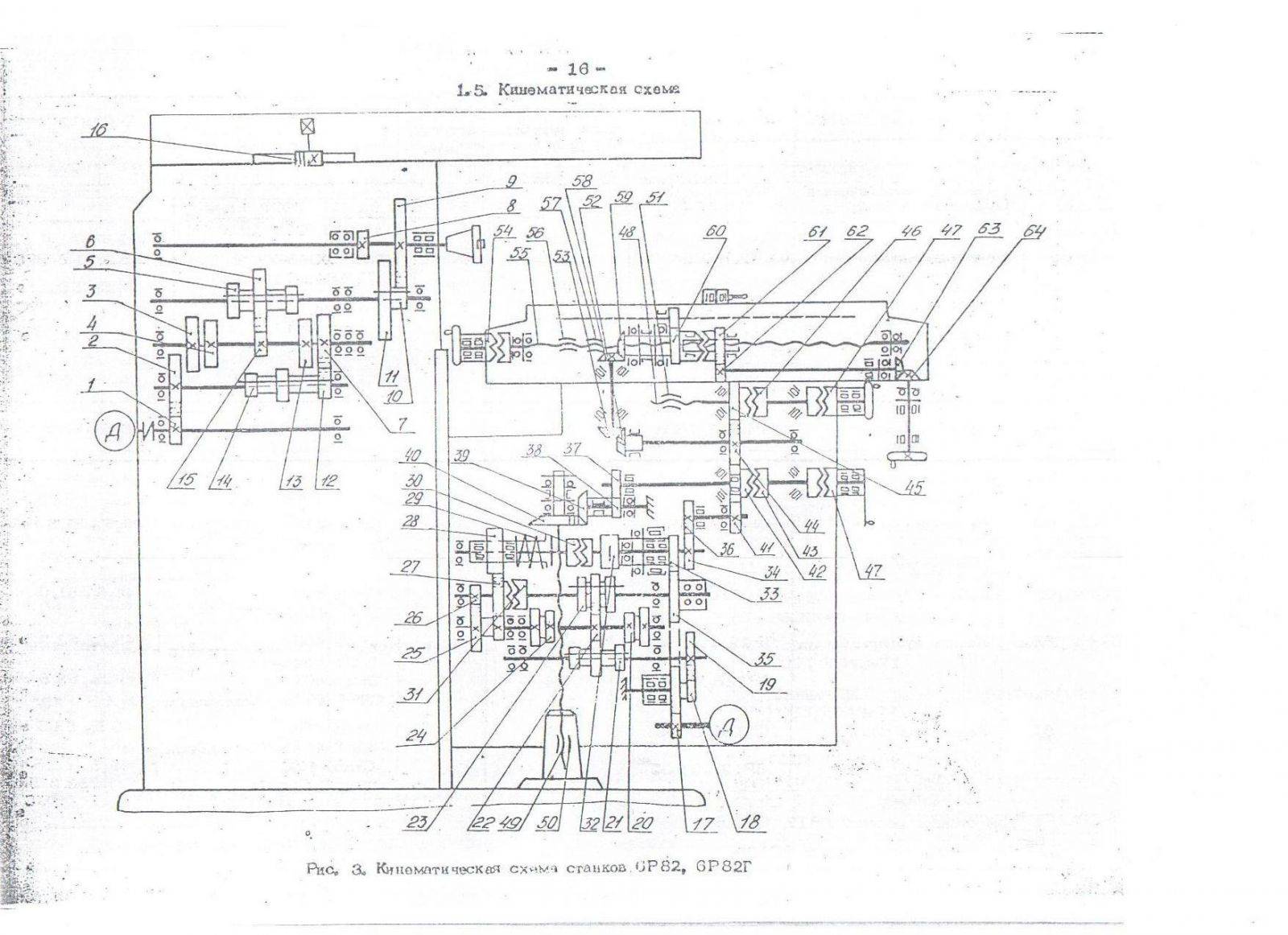
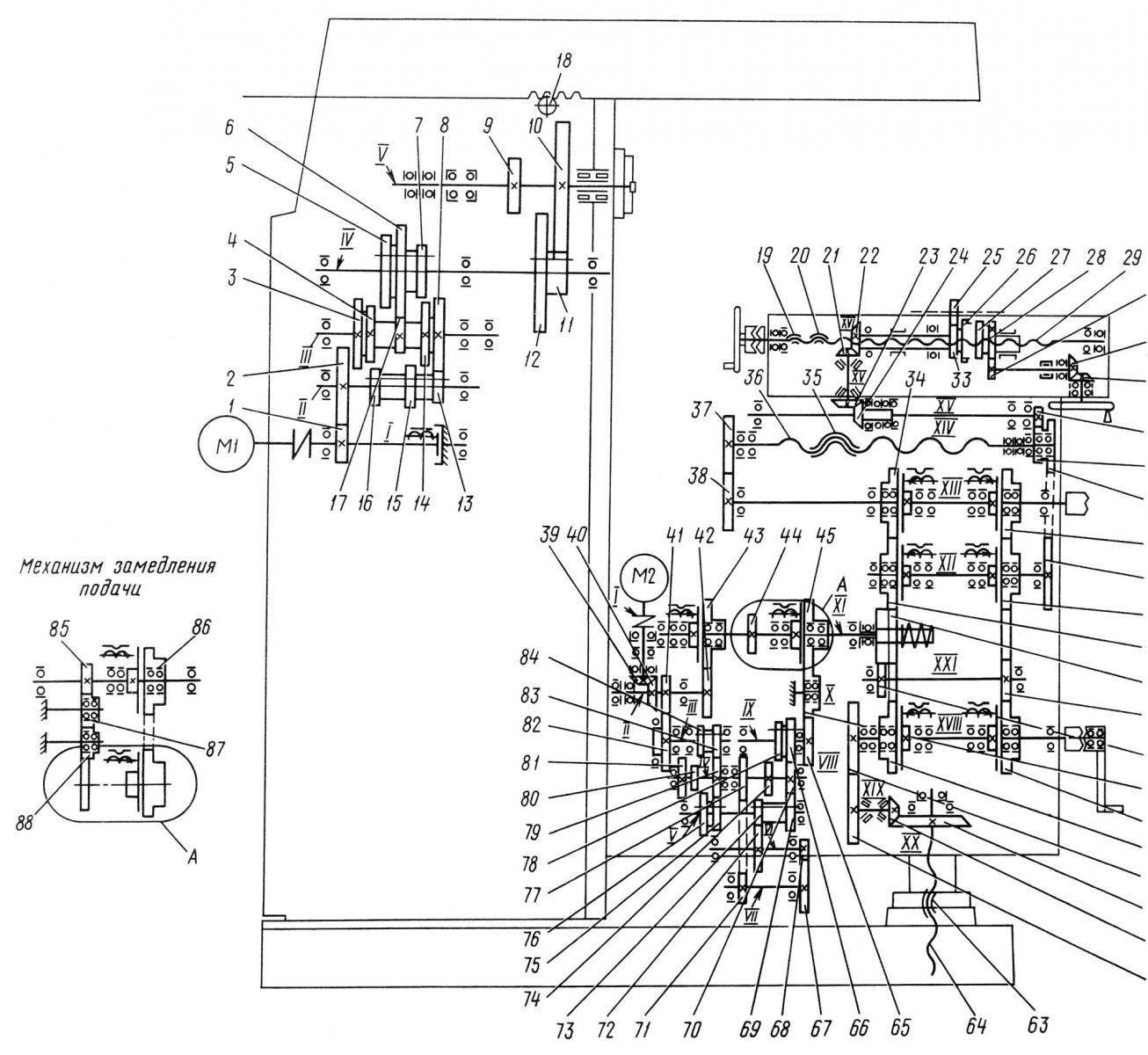
Механизм привода станка

Привод главного движения фрезерного станка 6Д82Ш
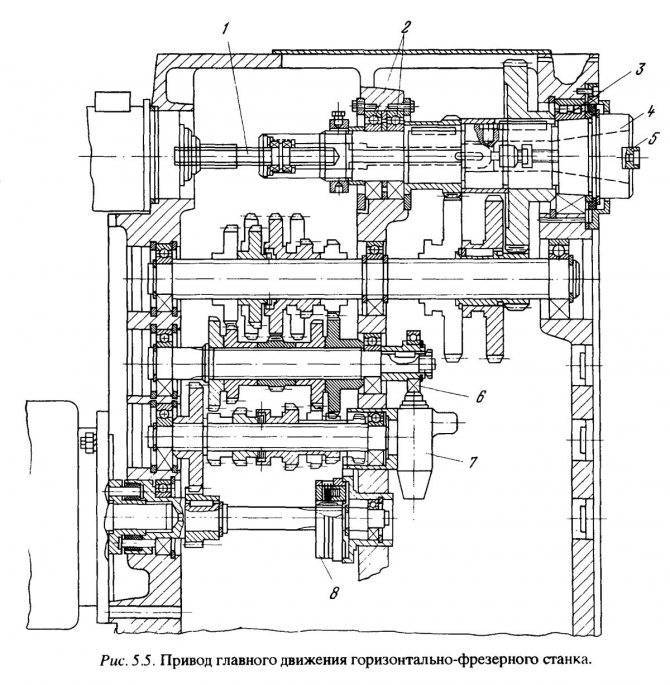
Характерной особенностью шпиндельного узла любого фрезерного станка является устройство 1 (рис. 5.5) для крепления в шпинделе 4 хвостовика фрезы или оправки и торцовая шпонка 5 для передачи крутящего момента со шпинделя на фрезу. Хвостовик инструмента (оправка) втягивается в шпиндель резьбовым шомполом или тягой с отдельным приводом до контакта с центрирующим несамотормозящим (7:24) конусом шпинделя. Удельные давления в конусе определяют жесткость соединения. Для опор шпинделя применена простейшая комбинация подшипников качения с предварительным натягом: спереди — радиальный, двухрядный роликовый 3, сзади — пара радиально-упорных шариковых 2. Чтобы ускорить остановку привода при выключении двигателя, используют электромагнитный тормоз 8, связывающий первый вал (и ротор двигателя) с корпусом. Механизмы привода смазываются с помощью насоса 7, на который нажимает эксцентричный подшипник 6.
Стол
Стол фрезерного станка 6Д82Ш
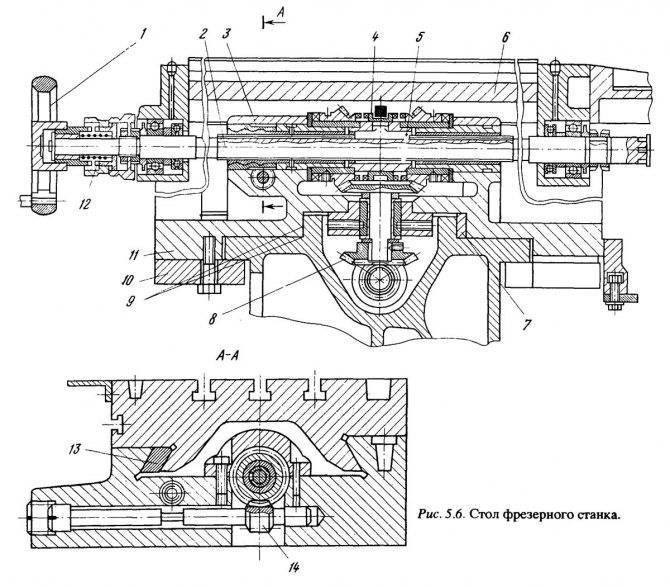
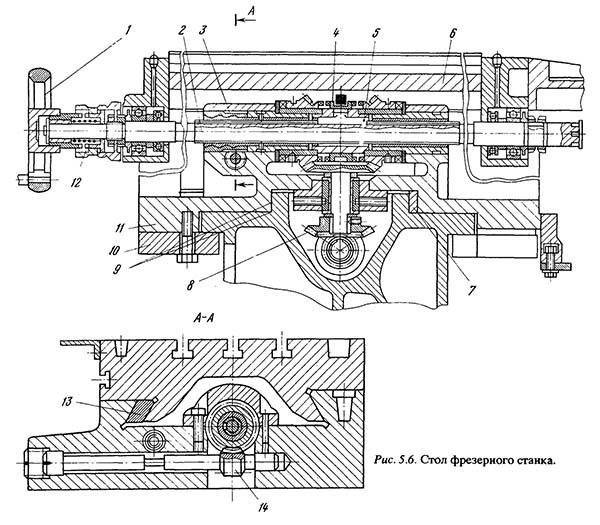
Стол 6 (рис. 5.6) имеет Т-образные пазы для крепления заготовки, направляющие скольжения типа «ласточкин хвост» и передачу винт-гайка для прямолинейного перемещения. Зазор в направляющих регулируют клином 13, а в передаче — червяком 14. Ходовая гайка 3 неподвижно закреплена на салазках 11, а ходовой винт 2 вращается в столе и перемещается вместе с ним. Винт получает вращение от маховичка 1 через муфту 12 или от двигателя коробки подач через коническую передачу 8, реверсирующий механизм с муфтой 4 и скользящую шпонку 5 (шпоночный паз на винте прорезает резьбу). У направляющих 9 салазок форма прямолинейная, а зазоры регулируют клином 7 и пригонкой планок 10.
Консоль
Консоль фрезерного станка 6Д82Ш

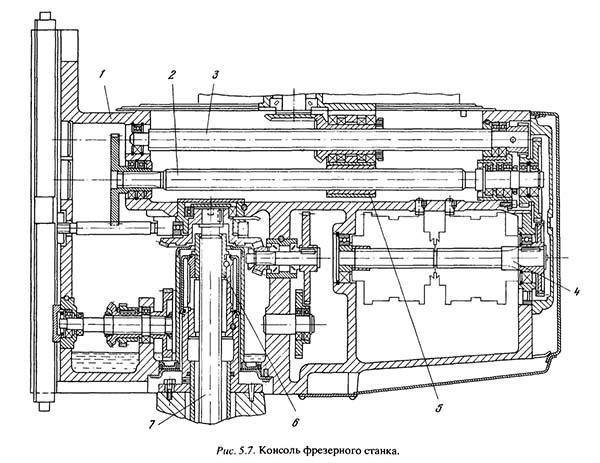
Консоль 1 (рис. 5.7) содержит многоваловую конструкцию коробки подач, распределительно-реверсирующие механизмы с электромагнитными муфтами (например, на валу 4), передачу с ходовым винтом 7, который вращается и перемещается вертикально относительно гайки 6, ходовой винт 2, который вращается, перемещая гайку 5 салазок, шлицевый вал 3, который передает вращение через конические передачи ходовому винту стола.
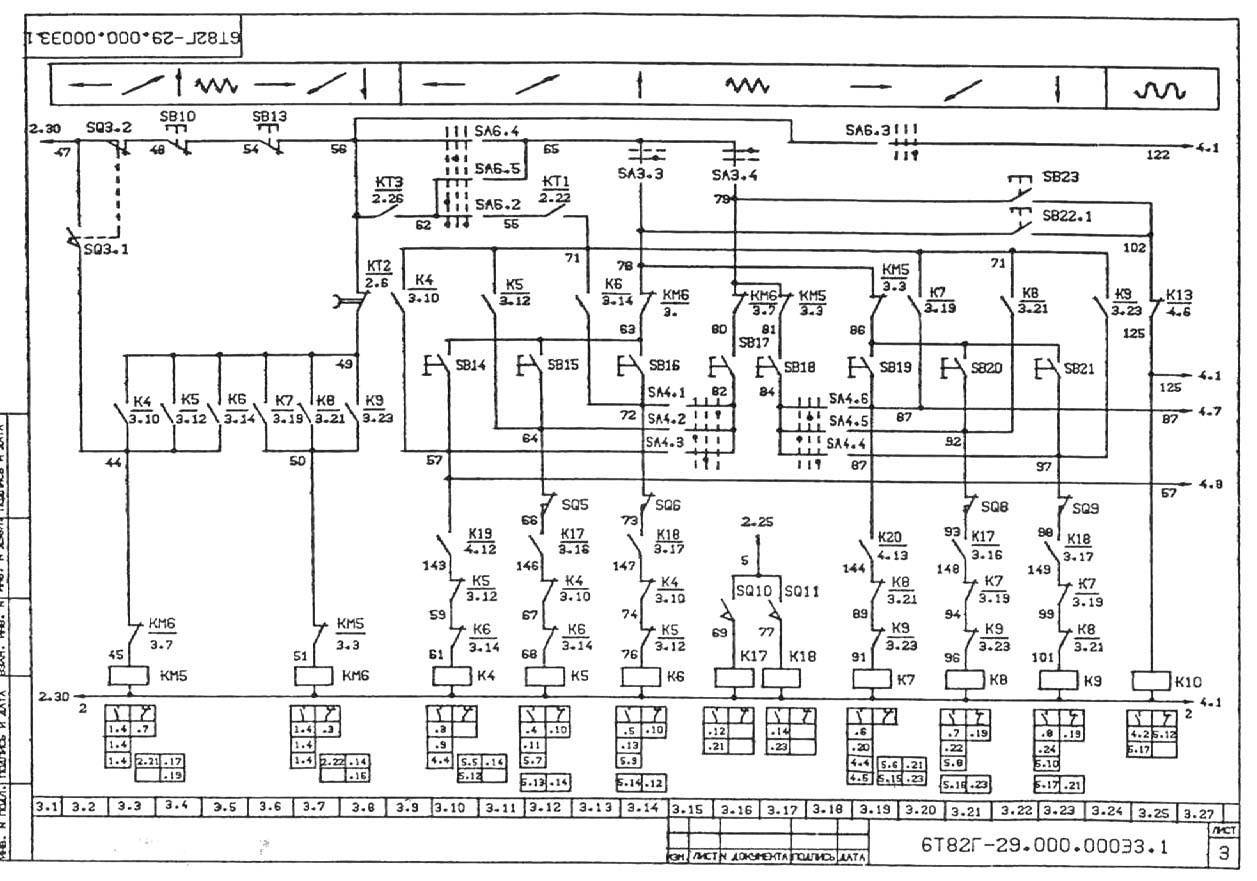
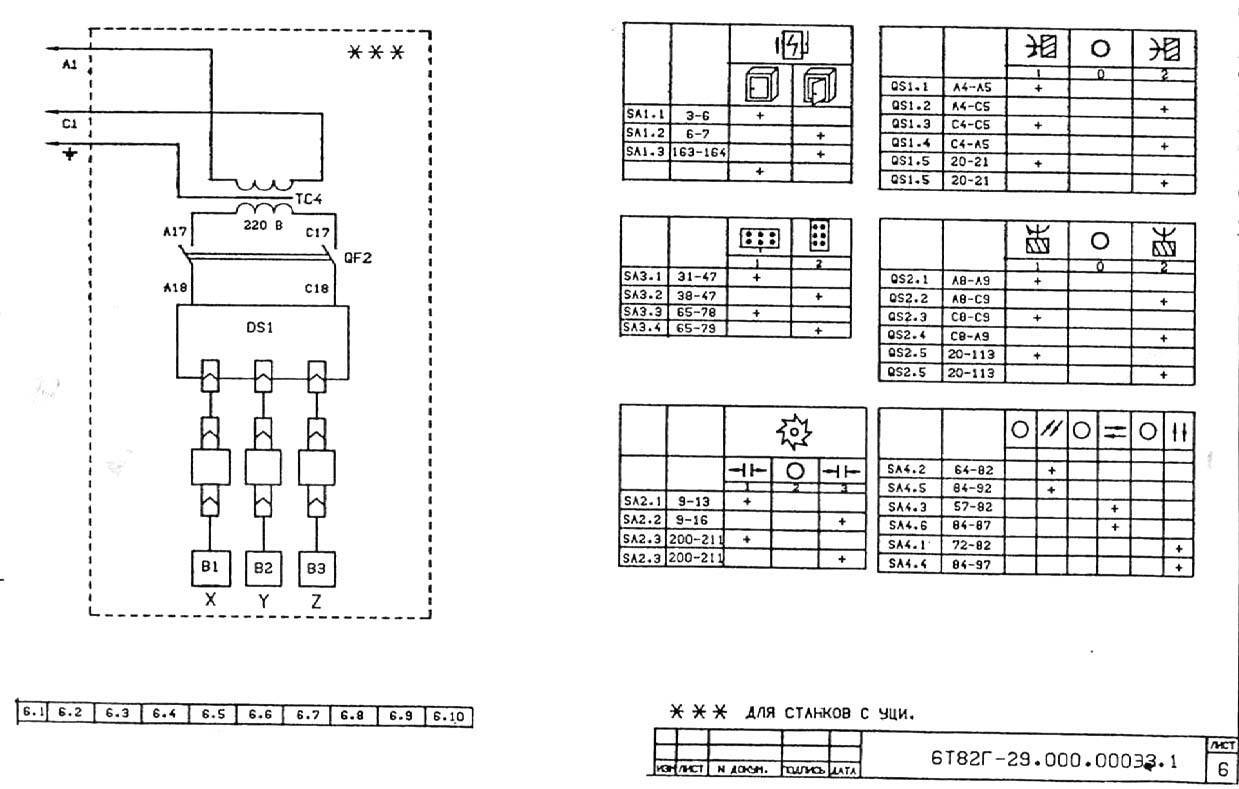
Cхема электрическая фрезерного станка 6Т12-1
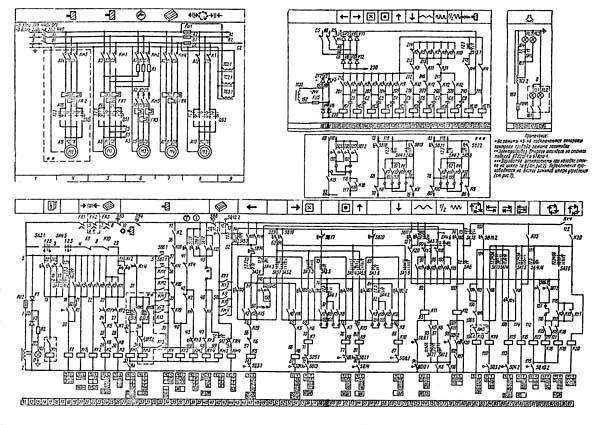
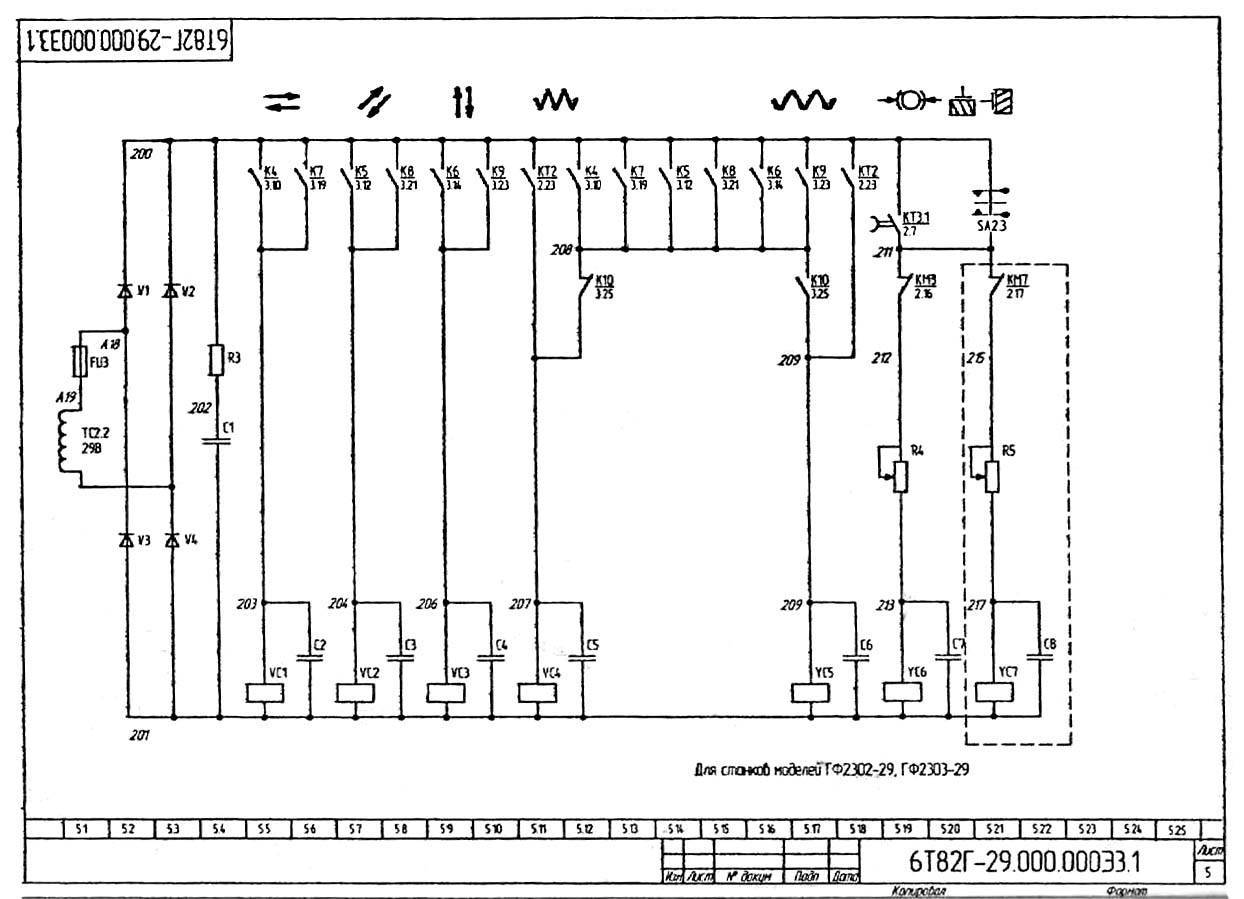
Электрическая схема фрезерного станка 6Т12-1

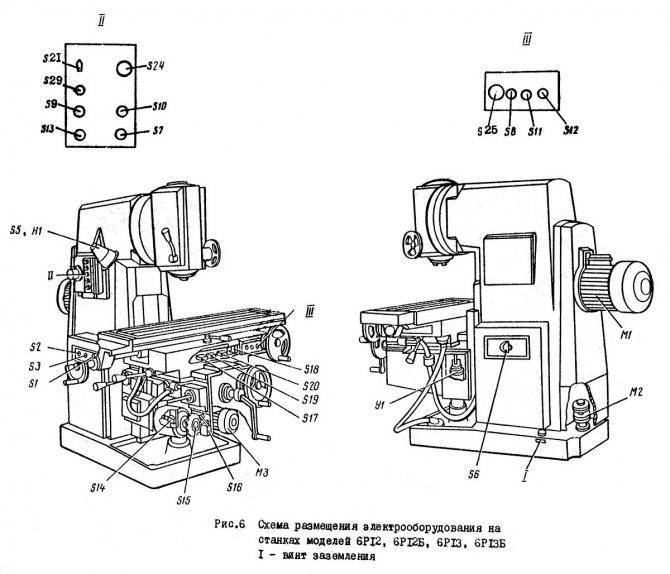
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
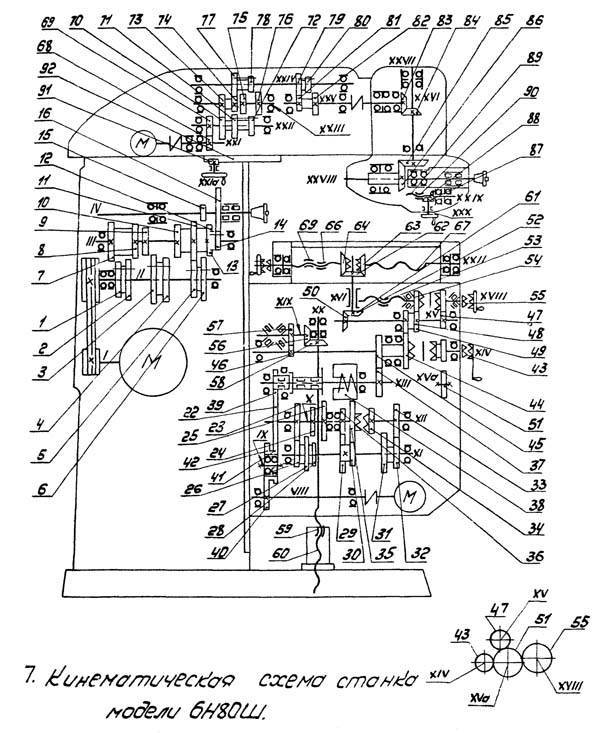
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Дмитровского станкозавода, ДЗФС
Электрооборудование фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш
Электрооборудование фрезерных станков 6Н11, 6Н81, 6Н81Г, 6Н81А
6Н81А Станок консольный фрезерный широкоуниверсальный. Назначение и область применения
Широкоуниверсальный консольно-фрезерный станок 6Н81А с поворотной фрезерной головкой предназначен для обработки небольших изделий из стали, чугуна, цветных металлов и пластмасс цилиндрическими, торцовыми, дисковыми, угловыми и специальными фрезами.
Принцип работы и особенности конструкции станка
Шпиндель станка 6Н81А может поворачиваться в вертикальной плоскости на 115° и занимать горизонтальное, вертикальное и наклонное положение.
При наличии делительной головки на станке 6Н81А можно обрабатывать зубчатые колеса с прямым и спиральным зубом, спиральные сверла, и подобные изделия.
Основные размеры станка соответствуют ГОСТ 165-49, нормы точности соответствуют ГОСТ 154-41, ГОСТ- 155-41.
Станок 6Н81А состоит из следующих узлов:
- Станина;
- Ползун;
- Коробка подач;
- Редуктор;
- Коробка реверса;
- Механизм переключения подач;
- Консоль;
- Стол;
- Охлаждение;
- Смазка;
- Электрооборудование;
- Принадлежности.
Наиболее известные серии консольно-фрезерных станков, выпускаемых ДЗФС:
- серии 6Н: вертикальные — 6Н11; горизонтальные — 6Н81, 6Н81Г, 6Н81А
- серии 6Р: вертикальные — 6Р11; горизонтальные — 6Р81; 6Р81Г; широкоуниверсальные — 6Р81Ш
- серии 6Т: вертикальные — 6Т11, 6Т12
- серии 6К: вертикальные — 6К11 ,6К12 , широкоуниверсальные —6К81Ш, 6К82Ш
- серии 6М: широкоуниверсальные с автоциклами — 6М82Ш
- серии 6Д: вертикальные — 6Д12 , горизонтальные —6Д81, 6Д82; широкоуниверсальные — 6Д81Ш, 6Д82Ш
- серии 6ДМ: вертикальные с ЧПУ 6ДМ13ФЗ, с автоциклами — 6ДМ83Ш, с ЧПУ — 6ДМ83ШФ2
Станки консольно-фрезерные. Общие сведения
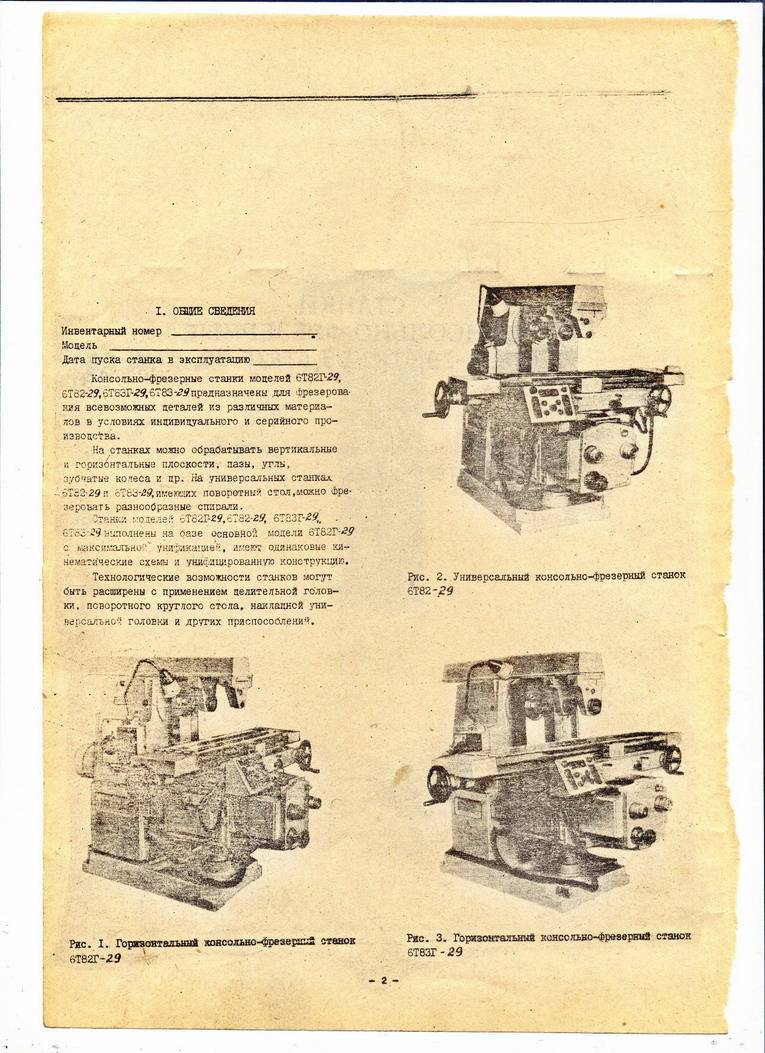
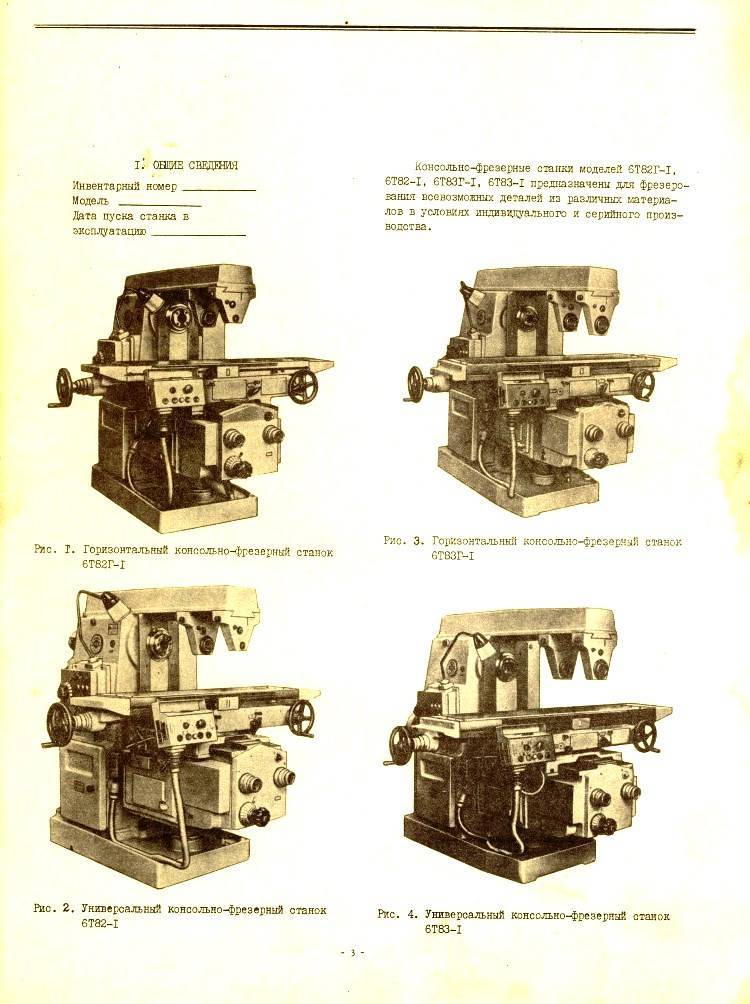
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя накладную поворотную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г, 6Н81А; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Классификация горизонтально фрезерных станков
Горизонтальный станок по металлу или дереву по принятой классификации относится к 6-й группе, но некоторые типы оборудования определяются как резьбонарезные и зубообрабатывающие. Блоки ЧПУ обычно ставят на устройства 6 группы. Агрегаты 5 группы для выполнения тонких задач не пригодны.
Классификация токарного оборудования:
| Группа | Назначение, вес установки |
| 1 группа | Легкие устройства, вес – до 1 т (применяют в быту, в мастерских) |
| 2 группа | Средние станки, вес – до 10 т (для мастерских) |
| 3 группа | Крупные станки, 10-30 т (для мастерских, промышленности) |
| Тяжелые, 30-100 т (для промышленности) | |
| Уникальные станки | Сверхтяжелые, от 100 т (используются на производстве для выполнения сложных операций) |
Станки для обработки материалов делятся на такие виды:
- горизонтальные консольные и бесконсольные для работы в нескольких осях;
- универсальные с возможностью изменения угла;
- консольные вертикальные;
- широкоуниверсальные (используемые в различных положениях);
- продольные с двумя шпинделями, в одно-, двухстоечном исполнении;
- объемно-фрезерные установки со следящим, прямым копированием, непрерывным движением в 3 направлениях;
- карусельные станки с круглыми столами;
- шпоночно-фрезерное оборудование с автоматизированным циклом, возвратно-поступательным, вращательным перемещением.
Все установки для работы с металлом оснащаются блоками ЧПУ. Классификация оборудования предполагает разделение станков на имеющие ручное, полуавтоматическое, а также автоматическое управление.




В промышленности и для мастерских применяют установки с автоматизированным управлением. ЧПУ расширяет возможности, повышает точность обработки латуни, алюминия, бронзы, пластика.
Плюсы и минусы
Основная положительная характеристика станка – это его универсальность. На нем выполняются все фрезерно-сверлильные работы. Модель 6Р82 имеет преимущества перед другими моделями:
- удобное для станочника управление;
- быстрая смена инструмента;
- удобный стол для крепления заготовки;
- несколько скоростей подачи стола;
- встроенный механизм замедления подачи в автоматическом режиме;
- автоматическая смазка узлов;
- механизм плавного изменения скорости подачи;
- встраивание станка в автоматические линии;
- возможность подключения ЧПУ.
Справка! На станке имеется кнопочный дублирующий пульт управления шпинделем и перемещением стола.
Для рабочего удобно, что ручки включения перемещения поворачиваются для включения в сторону передвижения детали.
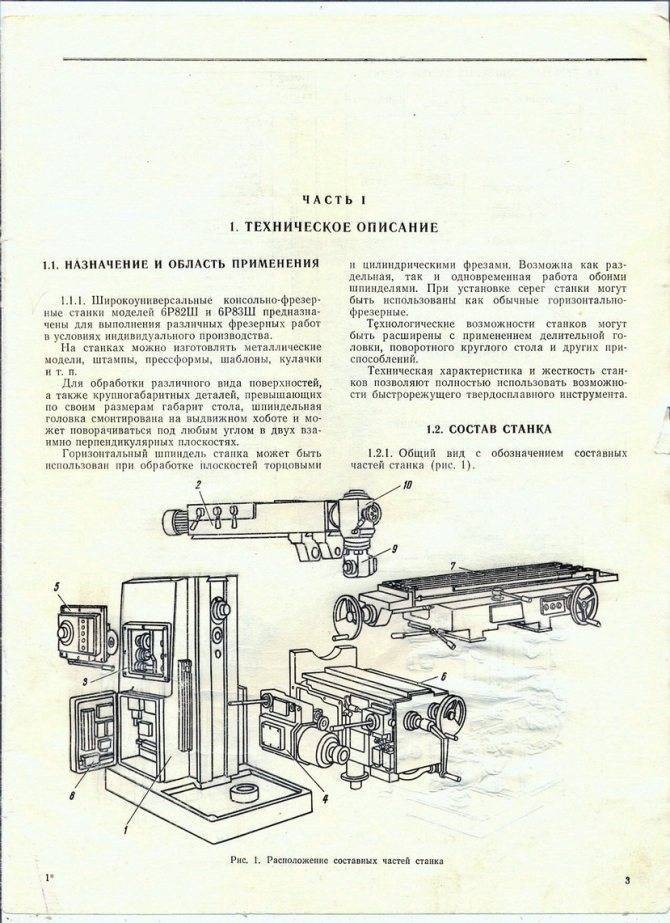
§ 2. ШИРОКОУНИВЕРСАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 6Р82Ш
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>> На широкоуниверсальном фрезерном станке модели 6Р82Ш выполняют различные сложные работы: изготовление металлических моделей, штампов, пресс-форм, шаблонов, кулачков и т. д. Станок имеет горизонтальный шпиндель, который может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами. На хоботе смонтирована поворотная головка и на нее может быть установлена накладная головка.
На направляющих хобота станка могут быть установлены опоры для поддержки длинных оправок при работе горизонтальным шпинделем. Кроме обычных принадлежностей, необходимых для повседневного ухода за станком, к станку могут поставляться делительная головка, круглый стол, долбежная головка, которые существенно расширяют возможности станка.
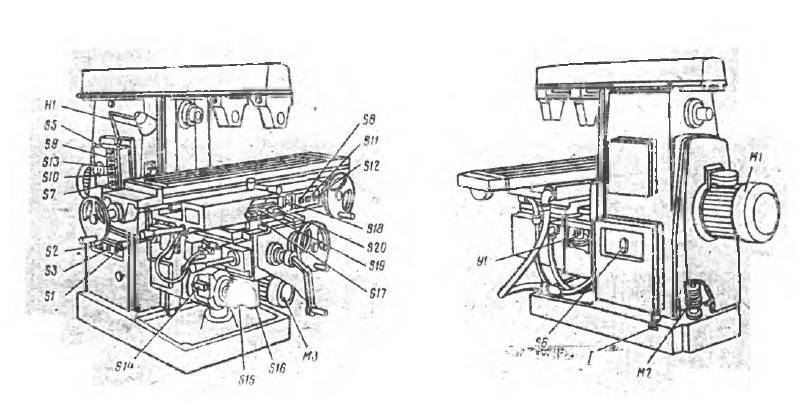
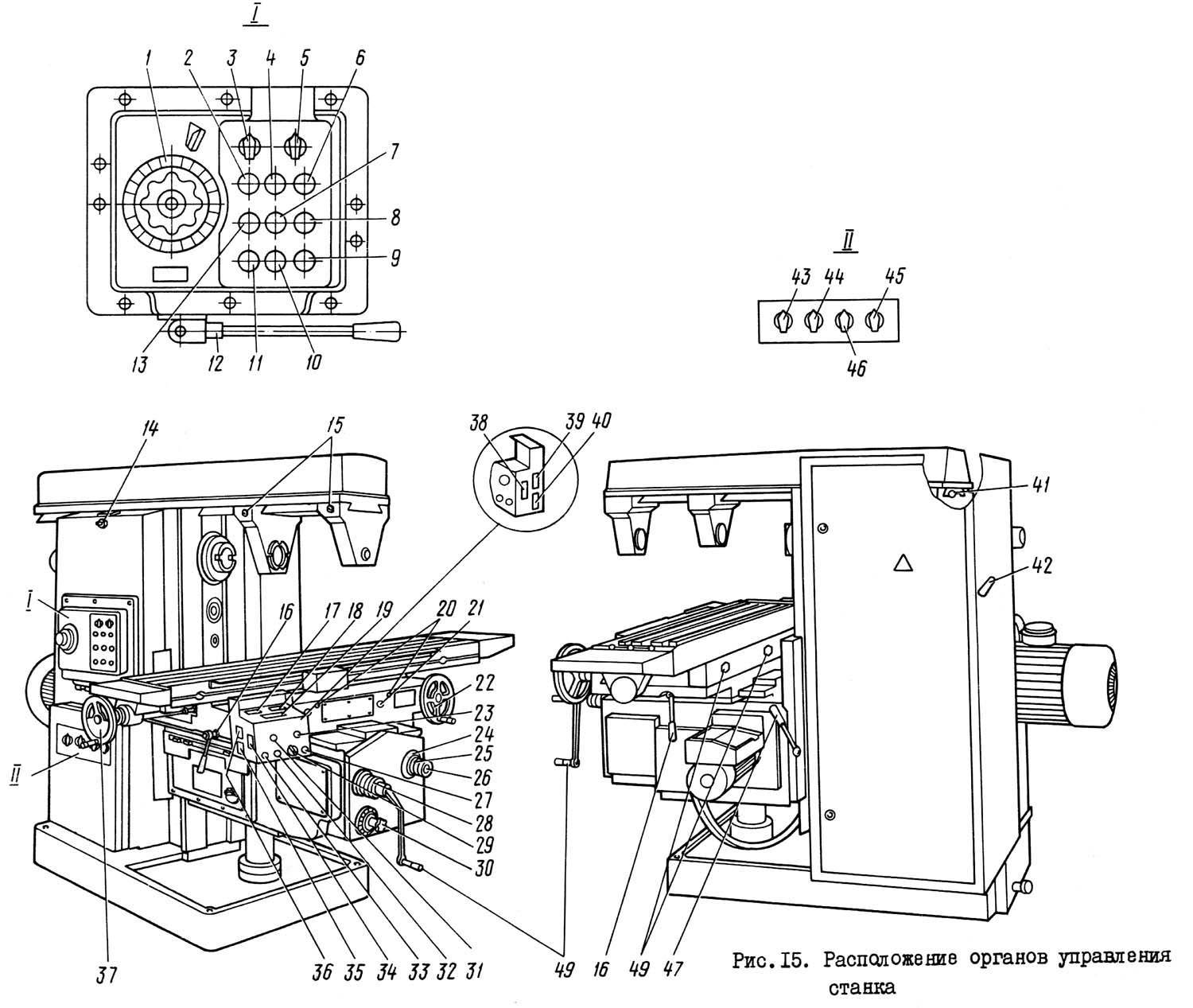
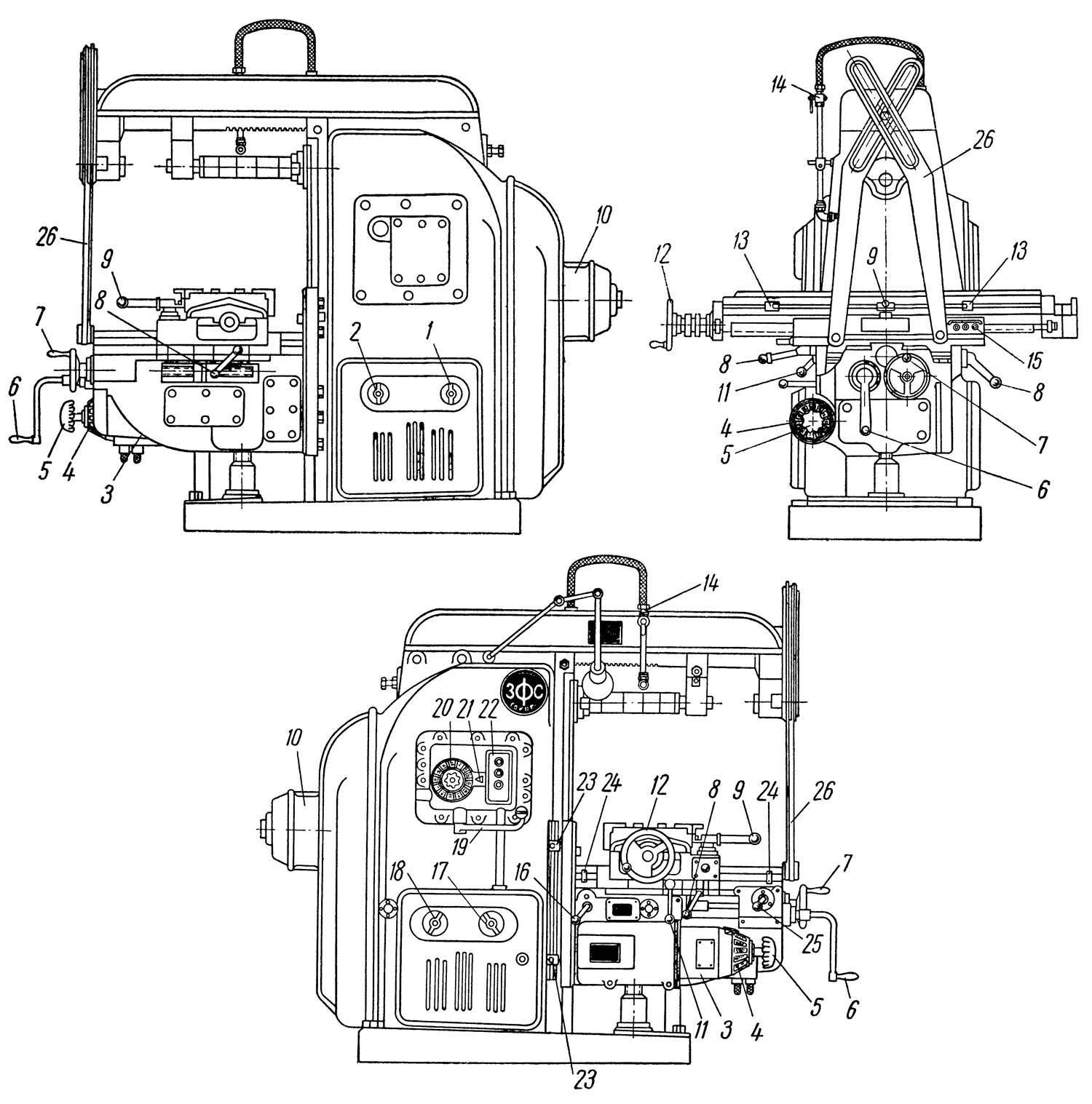
На рис. 53 показаны основные узлы станка модели 6Р82Ш, а на рис. 54 обозначены его органы управления.
Дублирующие органы управления предусмотрены для удобства работы при нахождении рабочего сбоку станка у коробки скоростей.
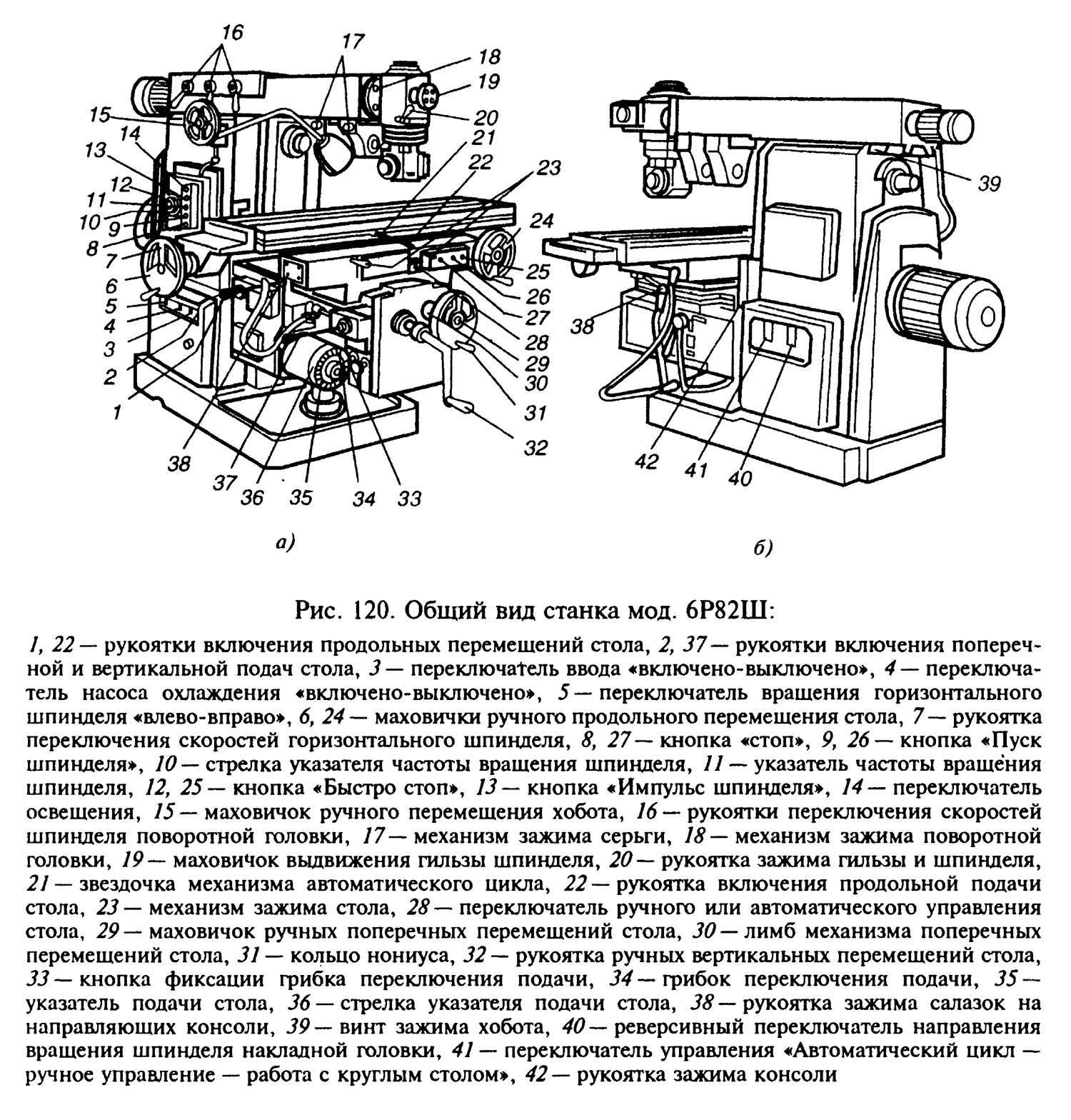
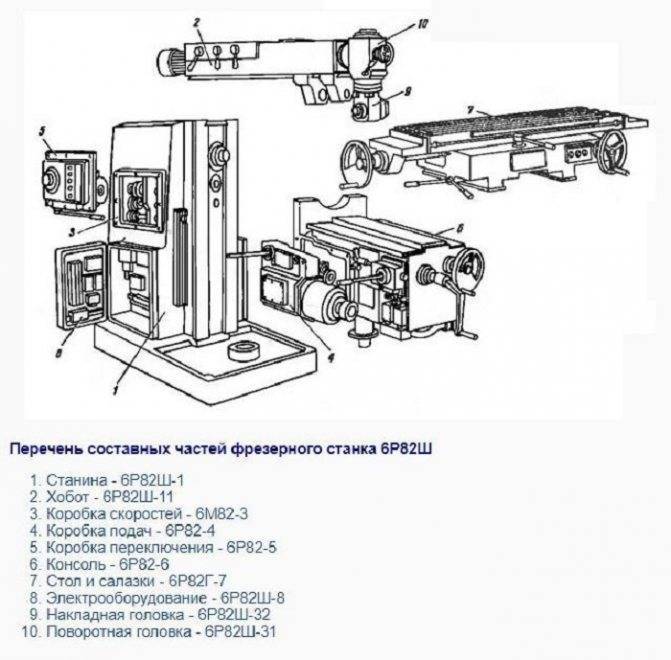
Рис. 53. Основные узлы станка модели 6Р82Ш:
1 — основание, 2 — станина, 3 — электрооборудование, 4 — коробка скоростей, 5 — коробка переключения, 6 — хобот, 7 — поворотная головка, 8 — накладная головка, 9 — стол и салазки, 10 — консоль, 11 — коробка подач
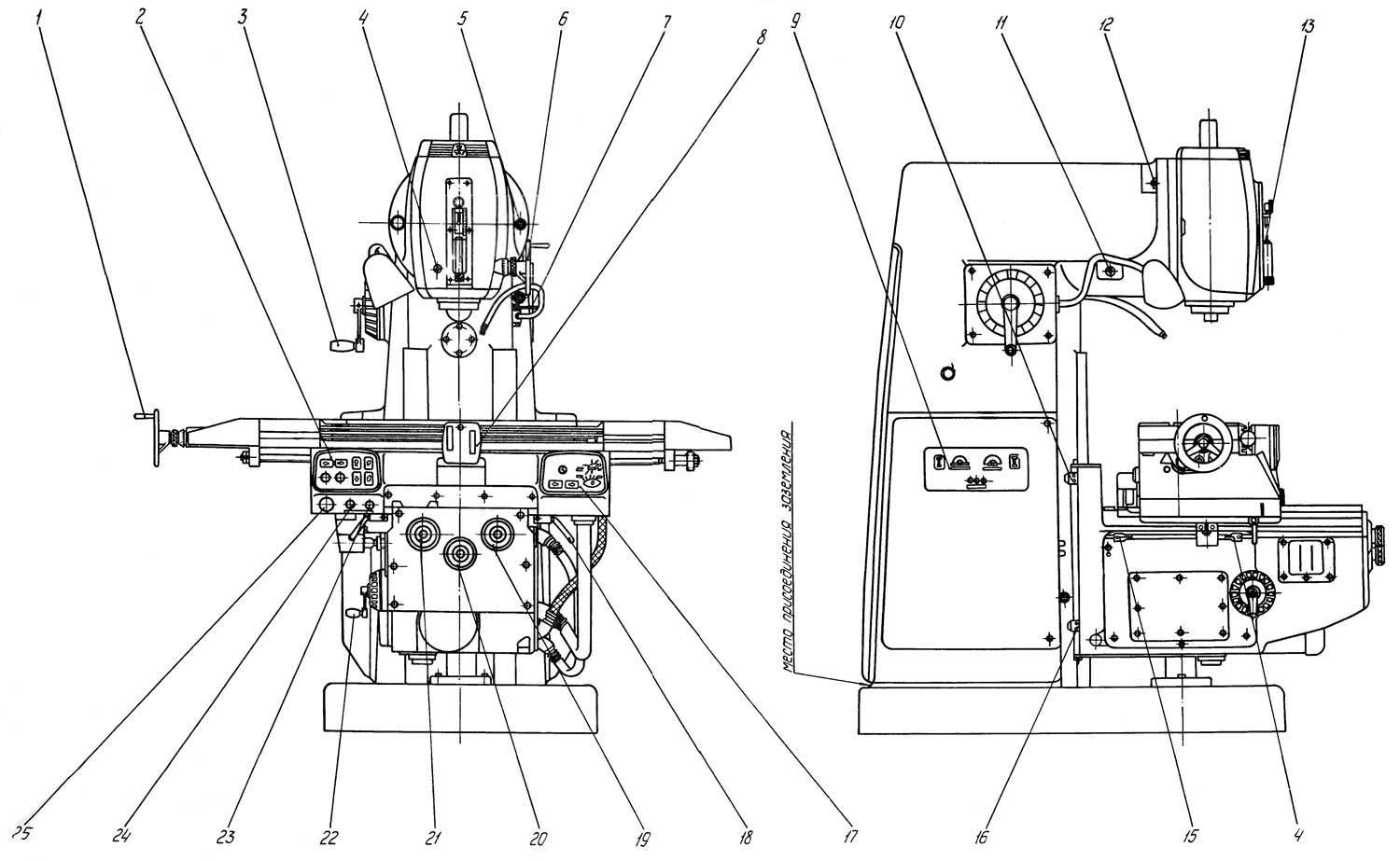
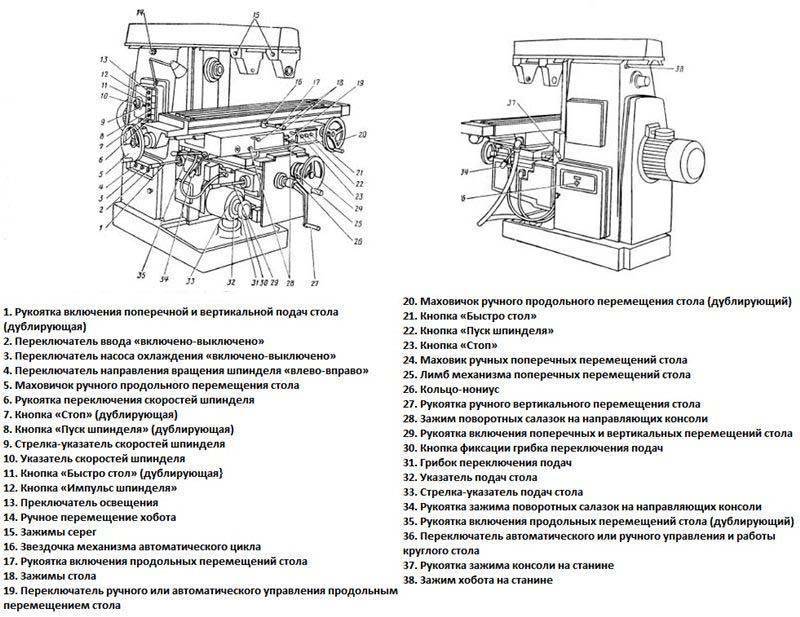
Рис. 54 Органы управления станка модели 6Р82Ш:
1 — кнопка «Стоп» (дублирующая), 2 — кнопка «Писк шпинделя» (дублирующая), 3 — стрелка-указатель частоты вращения, 4— указатель частоты вращения шпинделя, 5 — кнопка «Быстро стоп» (дублирующая), 6 — кнопка «Импульс, шпинделя», 7 — переключатель освещения, 8 — маховичок ручного перемешения хобота, 9 — рукоятки переключения скоростей шпинделя поворотной головки, 10 — механизм зажима (серьги, опоры), 11 — механизм зажима поворотной головки, 12 — маховичок выдвижения гильзы шпинделя, 13 — рукоятка зажима гильзы и шпинделя, 14 — звездочка механизма автоматического цикла, 15 — рукоятка включения продольных перемещений стола, 16 — механизм зажима стола, 17 — маховичок ручного продольного перемещения стола, 18 — кнопка «Быстро стоп», 19 — кнопка «Пуск шпинделя», 20 — кнопка «Стоп», 21 — переключатель ручного или автоматического управления стола, 22 — маховичок ручных поперечных перемещений стола, 23 — лимб механизма поперечных перемещений стола, 24 — кольцо-нониус, 25 — рукоятка ручных вертикальных перемещений стола, 26 — кнопка фиксации грибка переключения подач, 27 — грибок переключения подач, 28 — указатель подач стола, 29 — стрелка-указатель подач стола, 30 — рукоятка включения поперечной и вертикальной подач стола, 31 — рукоятка зажима салазок на направляющих консоли, 32 — рукоятка включения продольных перемещений стола (дублирующая), 33 — рукоятка включения поперечной и вертикальной подач стола (дублирующая), 34— переключатель ввода «Включено—выключено», 35 — переключатель насоса охлаждения «Включено—выключено», 36 — переключатель вращения горизонтального шпинделя «Влево-вправо», 37 — маховичок ручного продольного перемещения стола (дублирующий), 38 — рукоятка переключения частоты вращения горизонтального шпинделя, 39 — реверсивный переключатель направления вращения шпинделя накладной головки, 40 — переключатель управления «Автоматический цикл — ручное перемещение — работа с круглым столом», 41— рукоятка зажима консоли на станине, 42 — винт зажима хобота на станине, 43 — крышка
Перейти вверх к навигации
Инструкция по эксплуатации, паспорт
В руководстве по эксплуатации указаны паспортные данные на станок, его назначение, перечислены основные узлы со сборочными чертежами и деталировкой. Указана схема установки станка и правила его эксплуатации.
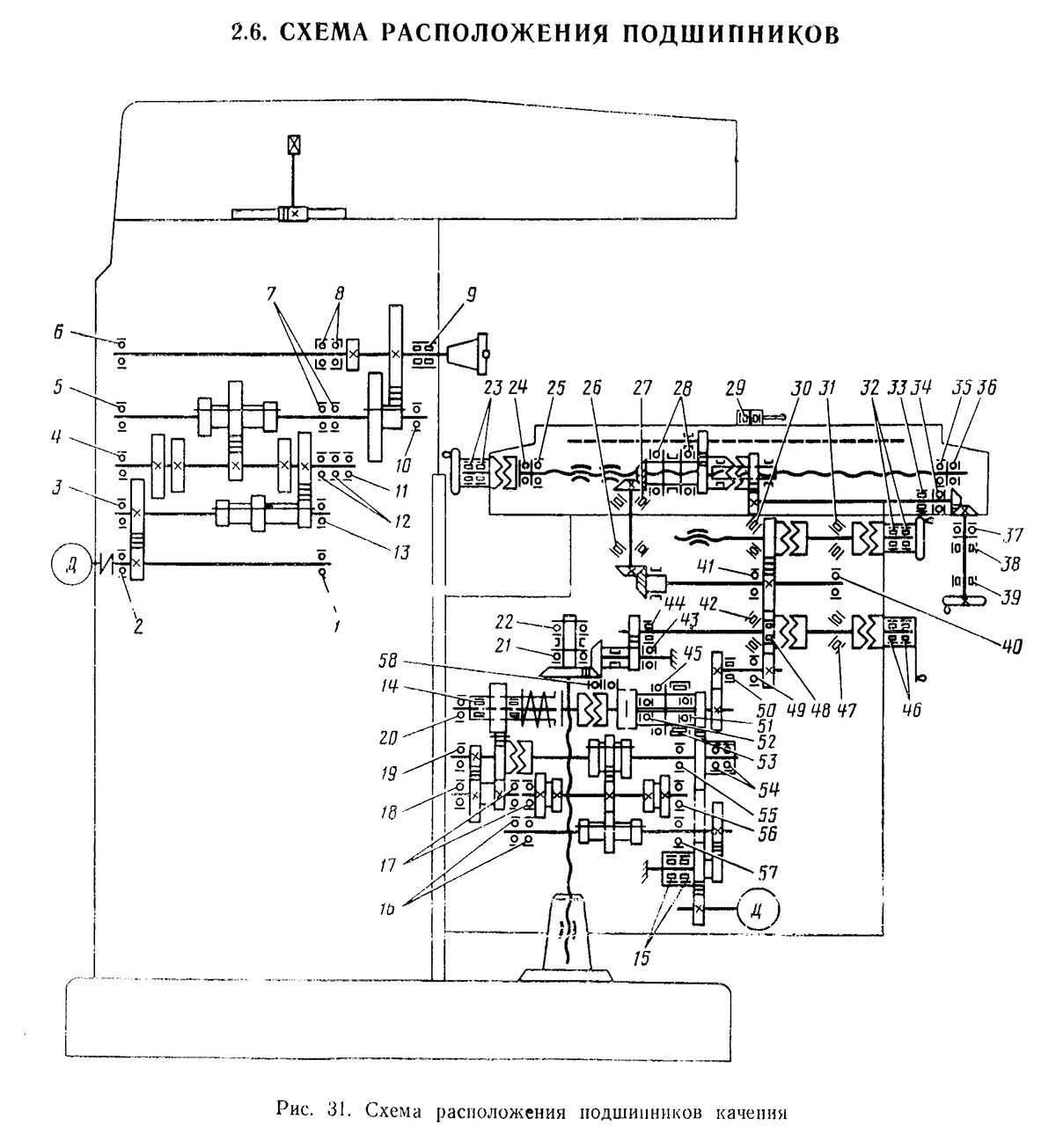
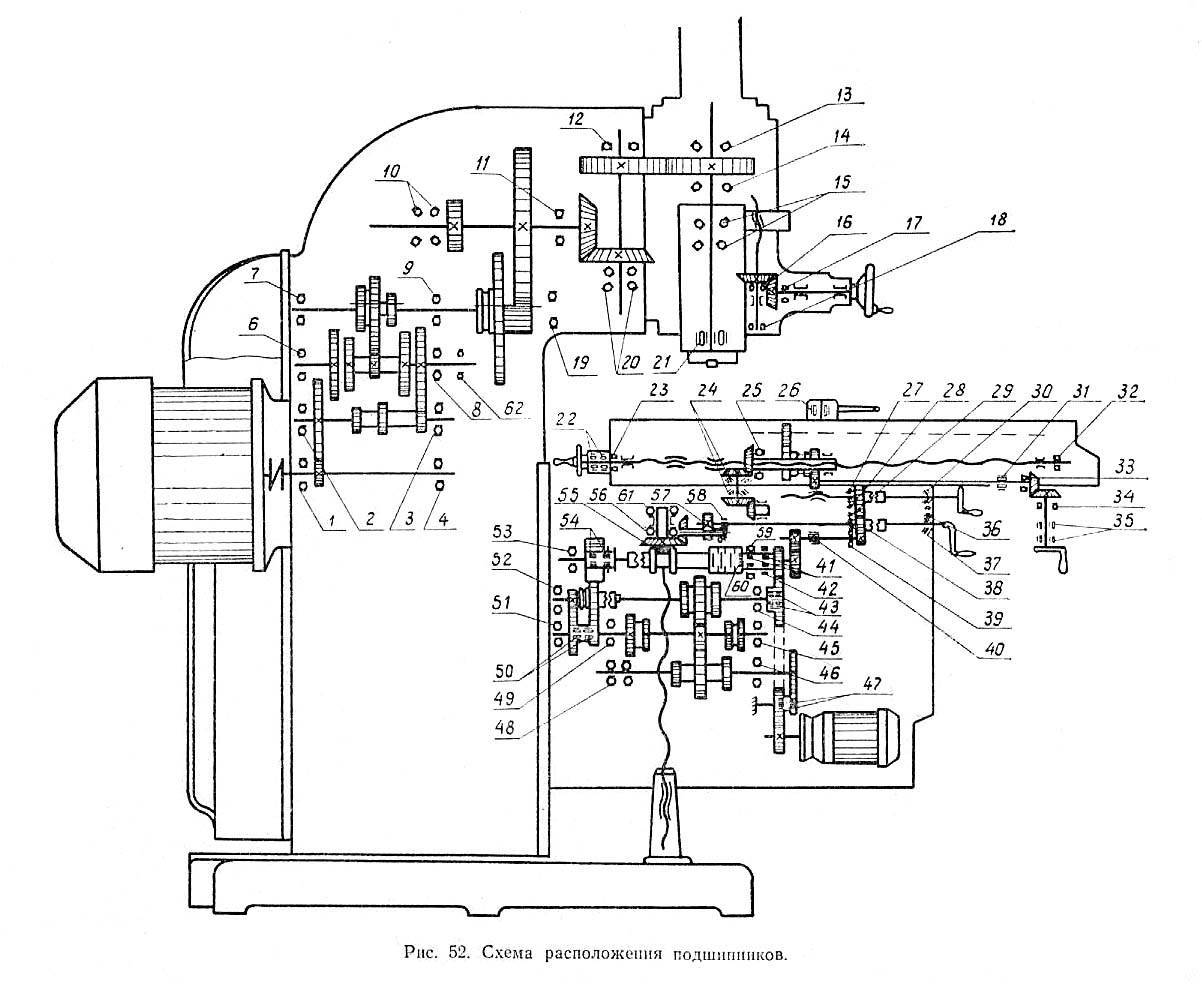
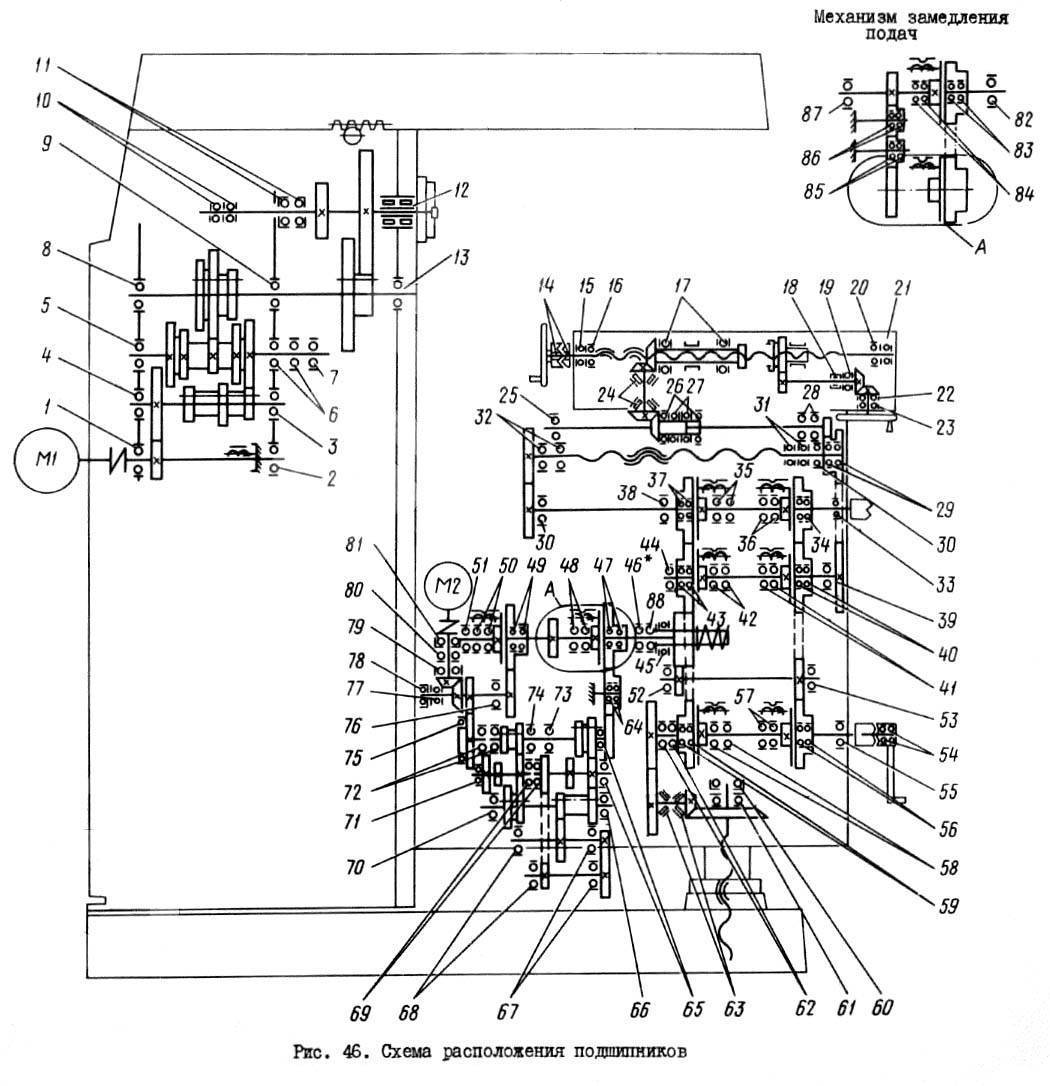
Инструкция по эксплуатации содержит описание панелей управления, схематическое расположение ручек, режимов резания. В ней перечислены основные причины сбоев в работке, имеется схема смазки и расположения подшипников. В инструкции описаны правила работы на станке, включая технику безопасности.
Горизонтально-фрезерный консольный станок 6Р82 отличается простотой управления и надежностью. Данные модели многофункциональны, занимают мало места. Они подходят для ремонтных мастерских и установки в гараже.
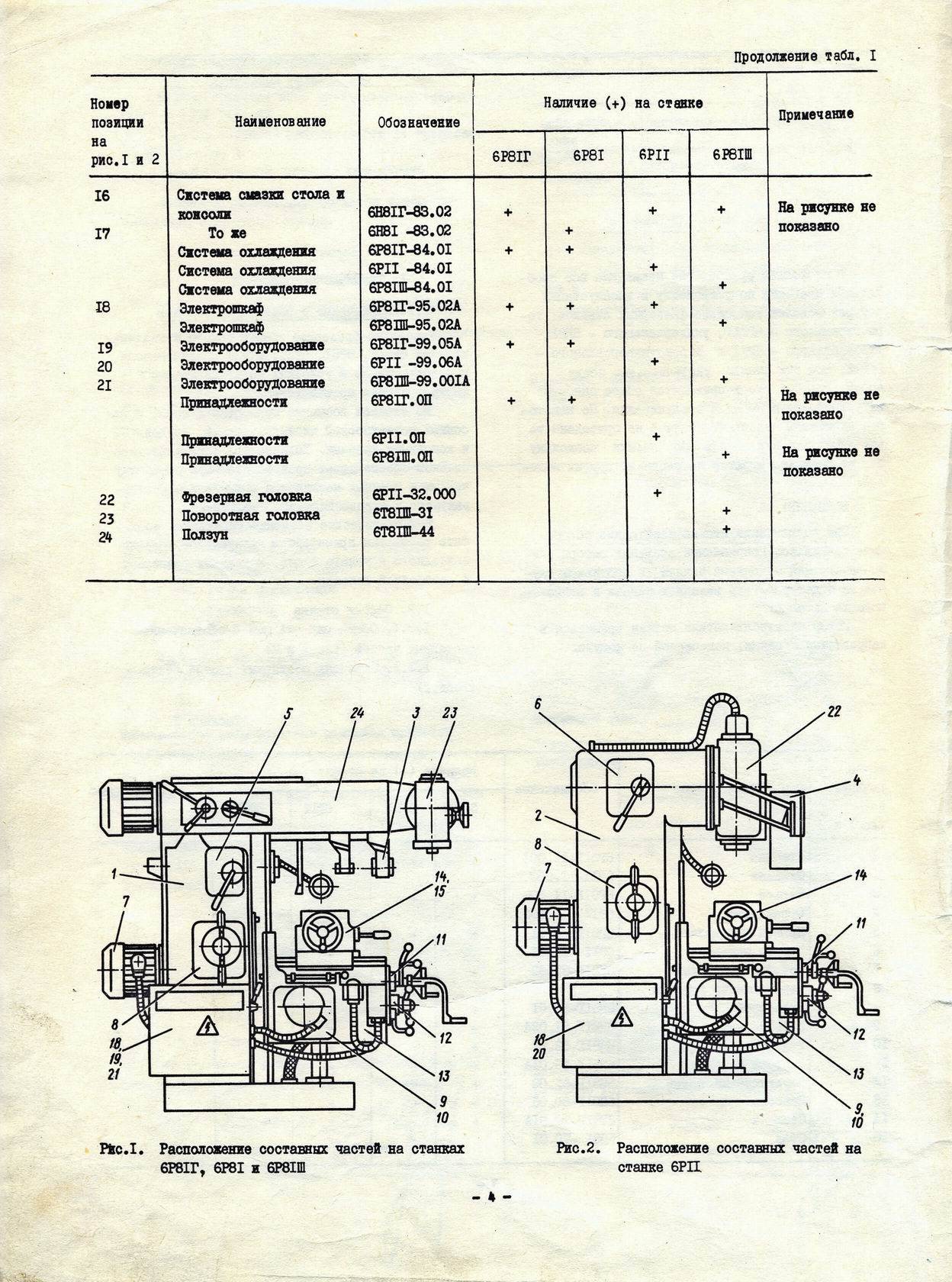
Перечень и расположение составных частей
Станок 6Р82Ш состоит из следующих основных частей:
- вертикальная основа (станина) с направляющими;
- фундаментная плита;
- инструментальная консоль с наличием подвижных салазок;
- поворотная плита (хобот);
- рабочий стол;
- скоростная коробка, которая спрятана внутри станины;
- механизм коробки передач;
- поворотная или дополнительная головка;
- органы управления станком;
- емкости, содержащие смазочно-охлаждающую жидкость.
В итоге рабочий стол может передвигаться по всем трем координатам. Чтобы исключить вибрации центр тяжести расположен ниже поверхности рабочего подвижного стола.
Основные параметры станка 6Т82Ш
Класс точности по ГОСТ 8-82
П
Размеры рабочей поверхности стола (длина х ширина), мм
1250 х 320
Наименьшее и наибольшее расстояние от оси горизонтального шпинделя до стола, мм
30..450
Расстояние от оси горизонтального шпинделя до хобота, мм
155
Расстояние от торца шпинделя поворотной головки до стола, мм
125..545
Расстояние от оси шпинделя поворотной головки до направляющих станины (вылет), мм
260..820
Рабочий стол
Наибольшее перемещение стола продольное/ поперечное/ вертикальное, мм
800/ 320/ 420
Максимальная нагрузка на стол (по центру), кг
400
Число Т-образных пазов Размеры Т-образных пазов
3
Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм
0,05
Перемещение стола на один оборот лимба продольное и поперечное, мм
6
Перемещение стола на один оборот лимба вертикальное, мм
2
Быстрый ход стола продольный/ поперечный/ вертикальный, м/мин
4/ 4/ 1,3
Число ступеней рабочих подач стола
22
Пределы рабочих подач стола. Продольных и поперечных, мм/мин
12,5…1600
Пределы рабочих подач стола. Вертикальных, мм/мин
4,1…530
Усилие резания продольной, поперечной, вертикальной подач, Н
15,0/ 12,0/ 5,0
Шпиндель
Частота вращения шпинделя поворотной и накладной головок, об/мин
50..1600
Количество скоростей шпинделя
11
Частота вращения горизонтального шпинделя, об/мин
31,5..1600
Количество скоростей горизонтального шпинделя
18
Перемещение пиноли (гильзы) шпинделя, мм
80
Перемещение пиноли шпинделя на одно деление лимба, мм
0,1
Перемещение пиноли шпинделя на один оборот лимба, мм
6
Поворот головки шпинделя к станине/ от станины, град
45
Поворот головки шпинделя в продольной плоскости, град
360
Поворот накладной головки шпинделя в продольной плоскости, град
360
Наибольший крутящий момент на горизонтальном шпинделе, кН.м
Конец горизонтального шпинделя по ГОСТ 24644-81 (конус по ГОСТ 15945-82)
50 ряд4, исп.6
Эскиз конца шпинделя поворотной и накладной головки по ГОСТ 24644-81
40 ряд 3, исп.5
Допустимый диаметр фрез при черновой обработке. Горизонтальный/ вертикальный шпиндель, мм
250/ 75
Механика станка
Выключающие упоры подачи (продольной, поперечной, вертикальной)
есть
Блокировка ручной и механической подачи (продольной, поперечной, вертикальной)
есть
Блокировка раздельного включения подачи
есть
Автоматическая прерывистая подача Продольная
есть
Автоматическая прерывистая подача Поперечная и вертикальная
нет
Торможение шпинделя
есть
Предохранение от перегрузки (муфта)
есть
Привод и электрооборудование
Количество электродвигателей на станке
5
Электродвигатель привода главного движения М1, кВт
7,5
Электродвигатель привода шпинделя поворотной головки М2, кВт
3,0
Электродвигатель насоса охлаждающей жидкости М3, кВт
0,125
Электродвигатель привода подач стола М4, кВт
2,2
Электродвигатель привода зажима инструмента, кВт
0,18
Суммарная мощность всех электродвигателей на станке, кВт
13,87
Габариты и масса станка
Габариты станка (длина х ширина х высота), мм
2280 х 1965 х 1970
Масса станка, кг
3550
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.