

Эксплуатационные ограничения
Лица, эксплуатирующие станок, должны знать его конструкцию, правила эксплуатации в объеме настоящего РЭ и требования по технике безопасности.
Не допускается работа на станке в случае его механической неисправности, повреждения заземления, отсутствия защитных кожухов и страховочных приспособлений.
К работе на станке должны допускаться только лица соответствующей профессии, специальности и квалификации, прошедшие инструктаж и обучение.
Прогиб ремней клиноременной передачи должен быть пределах 25-30 мм, при нажатии на ремень с силой 70-90 Н.
Новые шлифовальные круги перед установкой на станок должны быть испытаны на соответствие требованиям ГОСТ 2424 «Круги шлифовальные. Технические условия» и ГОСТ Р 52588 «Инструмент абразивный. Требования безопасности».
Запрещается эксплуатация шлифовальных кругов с трещинами на поверхности, а также не имеющих отметки об испытании на механическую прочность или с просроченным сроком хранения.
Перед установкой новых шлифовальных кругов на станок необходимо произвести их испытания на стенде.
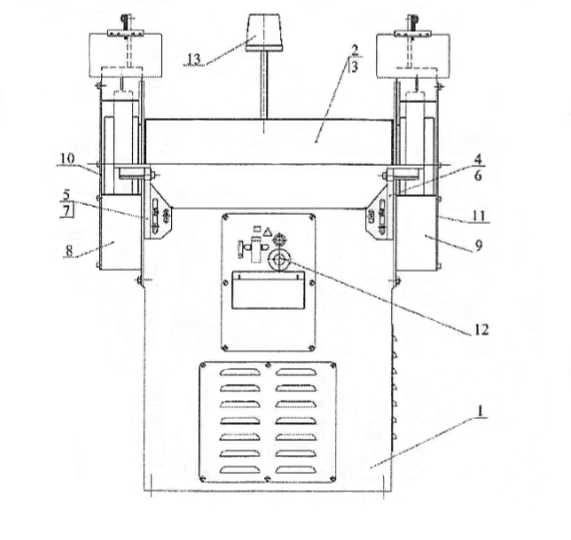
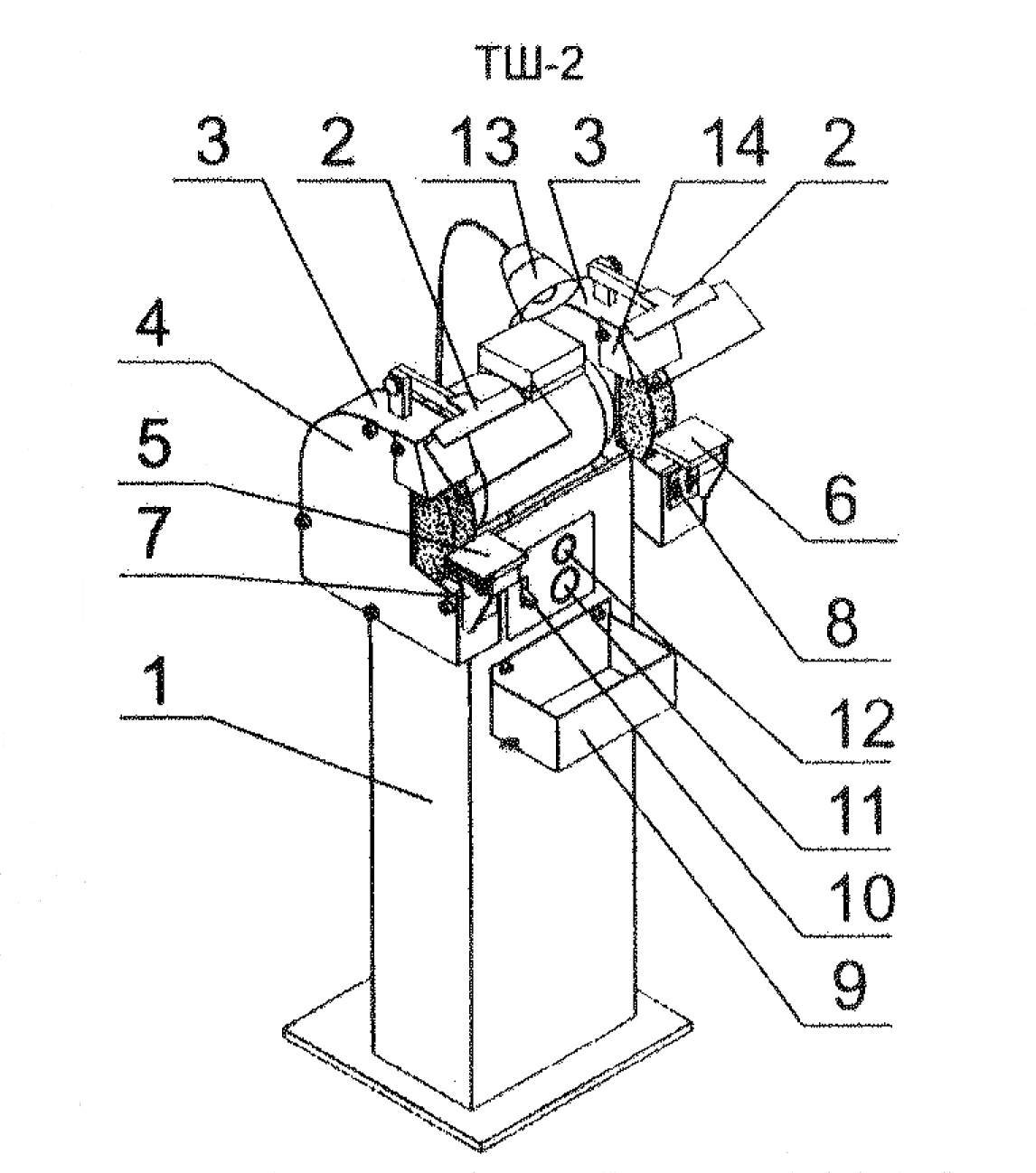
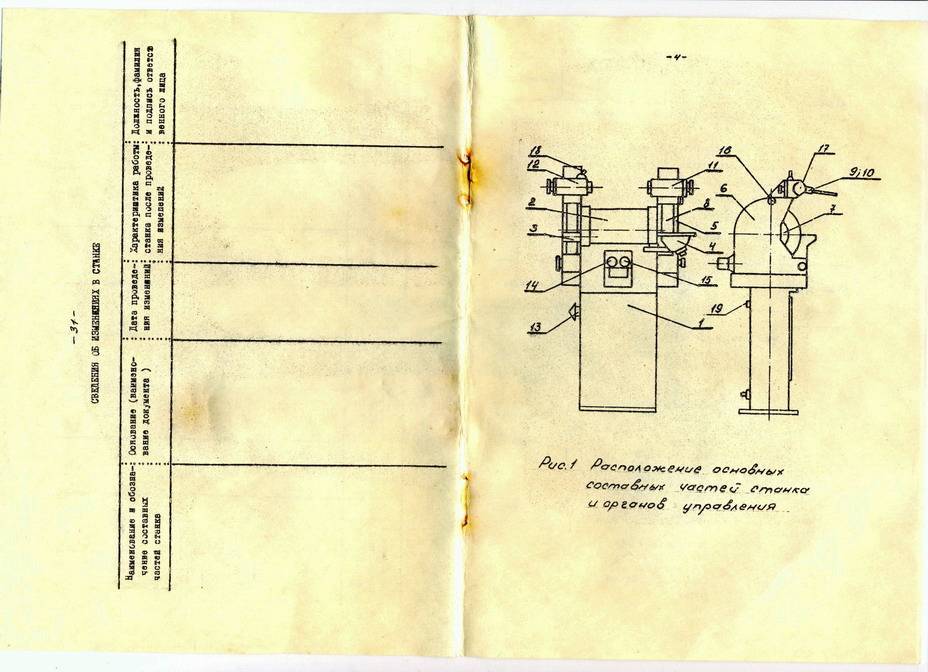
Установка шлифовальных кругов должна производиться только специально выделенным и инструктированным рабочим. Затяжку винтов крепежных фланцев следует производить последовательно попарно, ключом нормальной длины. Зазор между кругом и нижней кромкой кронштейна 15 должен быть не более 6 мм.
К работе на вновь установленном круге можно приступать только после 5-минутного испытания на холостом ходу.
Запрещается тормозить вращающийся круг нажатием на него каким-либо предметом.
Запрещается переустанавливать подручники 7 (рисунок 1) во время работы станка.
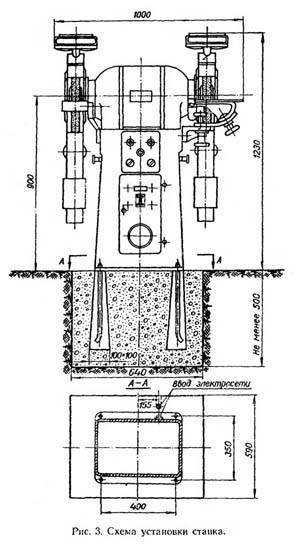
Станок и устройства, входящие в его состав, должны иметь надежное заземление. Качество заземления проверяется внешним осмотром и измерением сопротивления между металлическими частями станка и зажимом заземления на вводе к станку. Сопротивления заземления не более 0,1 Ом.
Подготовка станка к использованию
Перед началом работы на станке проверить:
- исправность и комплектность станка;
- исправность заземления, подводящего кабеля и вилки;
- надежность крепления кругов шлифовальных, защитных кожухов и подручников;
- исправность вытяжного устройства пылеприемника.
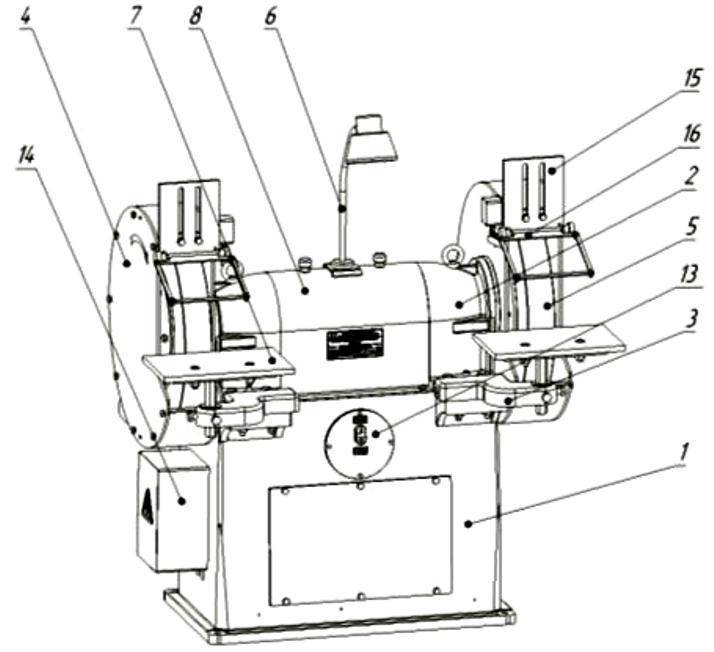
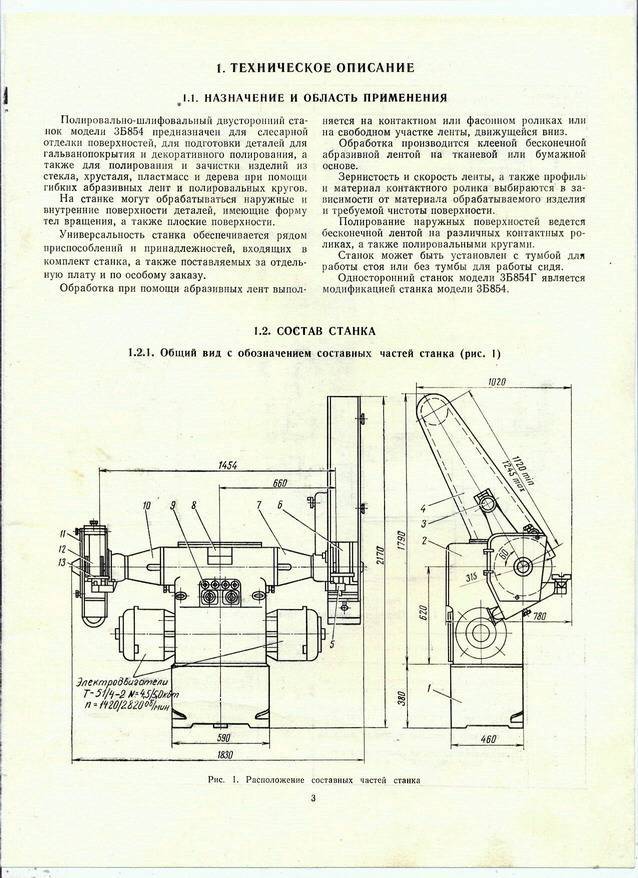
Подручники 7 должны устанавливаться так, чтобы верхняя точка соприкосновения обрабатываемой заготовки со шлифовальным кругом 5 (рисунок 1) находилась выше горизонтальной плоскости, проходящей через центр круга, но не более 10 мм. Зазор между краем подручника и шлифовальным кругом должен быть меньше половины толщины шлифуемого изделия, но не более 3 мм.
Подручники 7 должны быть надежно закреплены. Перестановку подручников производить только во время остановки станка.
Использование станка
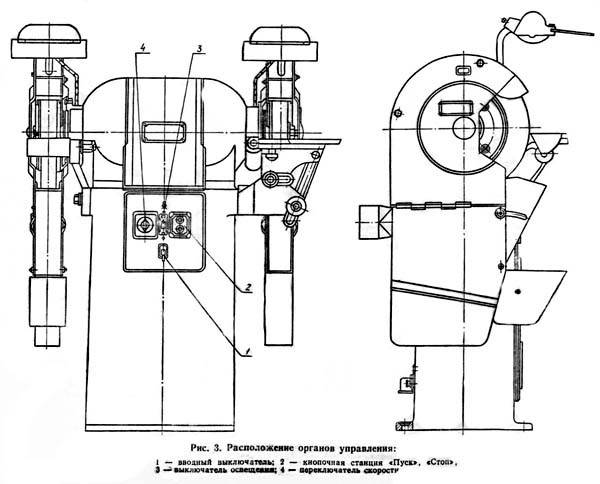
Вводным выключателем подать напряжение на станок. Нажатием кнопки ПУСК (пиктограмма ▌ на рисунке 4) включить электродвигатель станка.
При запуске и остановке станка возможно явление резонанса, что вызывает кратковременные вибрации. Допустимая величина виброскорости на подручниках 7 при этом не более 2,0 мм/с.
Проверить работу станка на холостом ходу в течение 5 минут, обращая внимание на направление вращение кругов шлифовальных
Круглошлифовальный
На круглошлифовальных станках обрабатывают поверхность металлических заготовок цилиндрической или конической формы, торцевые плоскости. Возможна работа с изделиями разных габаритов. Наличие электронного блока управления, вид абразивного круга, скорость его вращения обусловливают высокую точность, низкую шероховатость.
Крепление выполняется различными способами:
- установка детали в центрах,
- бесцентровая установка по обрабатываемой поверхности,
- закрепление патронами.
Оборудование имеет два рабочих стола: на горизонтальном фиксируется изделие, на вертикальном — шпиндельная бабка с абразивным кругом. В универсальных моделях возможны повороты основного рабочего стола и круга. Одними из определяющих параметров являются размер стола, диаметр и скорость вращения круга, устройство механизма подачи, ограничения по габаритам.
Возможно выполнение различных шлифовальных операций:
- продольные;
- врезные;
- внутренние;
- шлифование торцов.
Они осуществляются в ручном или автоматическом режиме с использованием ЧПУ, с возможностью поворачивать круг, деталь, переднюю и шлифовальную бабку. Блок ЧПУ может также управлять продольным движением стола, шпиндельной бабкой.
Последовательность работы за станком включает следующие этапы:
- металлоизделие закрепляется;
- настраивается положение абразивного круга;
- запускается вращение изделия, его поступательное горизонтальное движение;
- производится шлифовка со смещением на заданную глубину.
Диапазон настройки оборудования данного типа широк, позволяет выполнять разнообразные виды шлифования.
Зачем нужны шлифовальные станки?
Обрабатывающие агрегаты незаменимы в обдирочной и чистовой обработке металла, твердых материалов. Для работы применяются стандартные шлифовальные и алмазные круги, обеспечивающие небольшую шероховатость в результате обработки, точность размеров и геометрии.
Аппараты применяют для шлифовки деталей, прошедших механическую или температурную обработку, изготовленные на фрезерном, сверлильном или токарном оборудовании. Преимущества у агрегатов следующие:
- можно обрабатывать изделия различных форм и габаритов;
- настройка параметров точная, качество шлифования высокое;
- есть функция автоматической или ручной подачи;
- модель оборудования можно подбирать под выполнение конкретных задач производства в целях снижения себестоимости работы и повышения эффективности.
Оборудование может значительно различаться по конструкции — например, опорный нож крепят на салазках ведущей бабки или на фиксированной станине. Движение ножа зависит от типа его крепления. Нож, размещённый на салазках, двигается одновременно с кругом относительно оси. Вместе с тем бабка будет статичной по отношению к станине.






Правила работы с аппаратом
Любая техника требует бережного отношения. От правильности использования зависит не только качество обработки заготовок, но и здоровье работника
Чтобы не возникали проблемы с эксплуатацией оборудования, важно соблюдать такие правила:
- Хранят, испытывают и используют абразивные инструменты необходимо в соответствии с инструкцией производителя.
- Элементы должны быть защищены от негативного воздействия внешних факторов, способствующих их разрушению.
- Снос колец обязан быть одинаковым.
- Если станок перемещается с места на место, каждый раз следует надежно закреплять стол.
- Фланцы и кольца следует внимательно осмотреть перед креплением.
- Кожух время от времени нуждается в уборке металлической пыли.
- Перед включением следует внимательно осмотреть все узлы агрегата. Последующую шлифовку требуется проводить после разогрева устройства.
- Периодически агрегат нужно подвергать техническому обслуживанию: ремонту и смазке узлов, замене вышедших из строя деталей.
- Установкой кругов занимается только специально обученный человек.
Дополнительные требования техники безопасности
Аматера лучше не подпускать к этому процессу, так как монтаж может быть сделан неправильно, что приведет к некачественной работе, быстрой поломке, травмированию работников.
Только соблюдение представленных правил поможет сделать процесс обдирки эффективным и безопасным. Аппарат вовремя работы испытывает существенные вибрационные нагрузки. Этот параметр следует учитывать во время установки оборудования в цеху.
Обдирочный станок – универсально многофункциональное оборудование, позволяющее сделать металлические заготовки качественными и аккуратными. Правильный выбор оборудования позволит обрабатывать детали длительное время.
Виды станков
Шлифовальные станки служат для обработки различных материалов: металла, дерева, стекла, пластика, керамики и пр. Ниже приведена классификация станков в зависимости от метода обработки и назначения.
- Круглошлифовальный. Используется для чистовой обработки наружных поверхностей заготовок в форме цилиндра и конуса.
- Плоскошлифовальный. Предназначен для шлифования плоских деталей торцевой или периферийной стороной круга.
- Внутришлифовальный. Осуществляет обработку внутренних поверхностей (отверстий) изделия, торцов деталей; характеризуется вращением абразива и заготовки.
- Бесцентрово-шлифовальный. Применяется для шлифовки наружных поверхностей деталей в крупносерийном и массовом производстве.
- Заточный. Выполняет операции по заточке режущих инструментов.
- Специализированный. Подходит для работы с деталями заданной формы: зубьями, резьбой и пр.
- Дисковый. Применяется для шлифования и выравнивания углов деталей, в том числе вогнутых.
- Ленточный. Абразивным инструментом выступает лента. Такой станок отличается скоростью и высокой точностью. Финишная шлифовка абразивной лентой оптимальна для заготовок из стекла, дерева.
- Цилиндровый. Выполняет финишное шлифование и калибровку.
- Щёточный. Обрабатывает рельефные детали, структурирует и сглаживает поверхность.
- Обдирочно-шлифовальный. Используется для поверхностной обработки: зачистка, снятие слоёв краски или лака, полировка.
- Точильно-шлифовальный (наждачный). С его помощью можно произвести полировку поверхности, придать форму изделию, а также заточить режущую часть инструмента. Обработка происходит путём вращения металлического шлифовального круга.
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978 Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Стандартное устройство аппарата
Шлифовальный станок 3М636 имеет несколько основных узлов, которые слаженно работают между собой. Конструкция обдирочно-шлифовального станка не представляет собой ничего сложного.


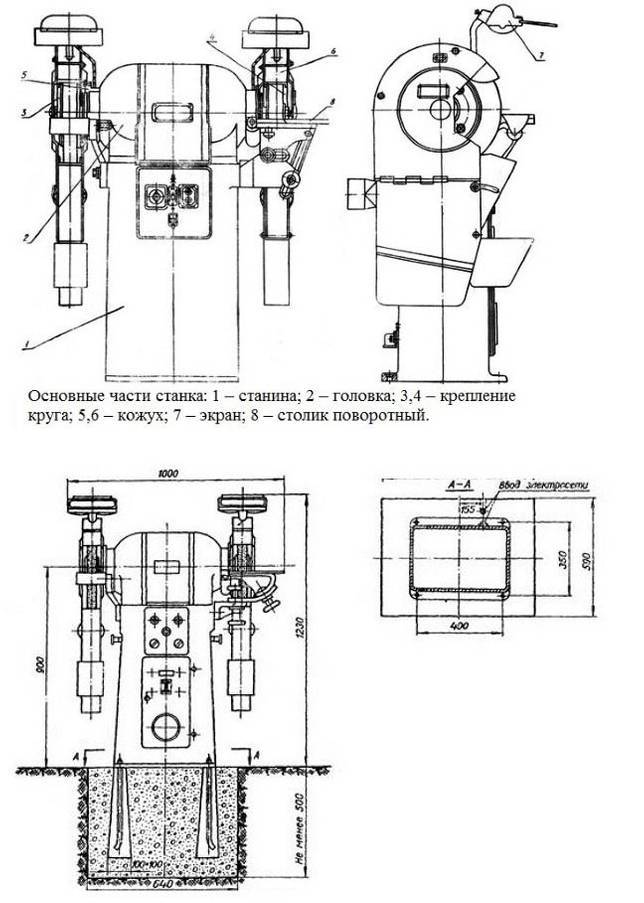
Головка с двухскоростным электрическим двигателем. Благодаря ей обеспечивается движение абразивных кругов. Вал размещен в корпусе с двумя крышками. Его концы оснащены подшипниковыми узлами, одновременно являющимися опорой для шпинделя.
Опоры шпинделя – представленный узел обеспечивает надежность оборудования, точность вращения кругов. В опорах присутствуют уплотнители.
Узел охлаждения – работа электродвигателя сопровождается выделением большого количества тепла, которое способно привести к поломке. Поэтому во время работы устройство должно охлаждаться. Осуществляется это за счет потоков воздуха, находящихся в полости корпуса и внутри станины. Они циркулируют постоянно, у них нет препятствий.
Крышки головки – к ним крепятся защитные кожухи. Дополнительно на них разрешено зафиксировать приспособления, осуществляющие полировку заготовок.
 Крышки головки шлифовального станка
Крышки головки шлифовального станка
Станина – чаще всего она изготавливается из чугуна. Внутри станины расположен шкаф, в котором и прячется все электрическое оборудование. В передней его части есть окошко, дающее доступ ко всем внутренним узлам оборудования. Во время работы оно надежно закрывается крышкой.
Прозрачные защитные экраны. Они защищают от металлической пыли и делают работу более удобной. Дополнительным приспособлением принят светильник.
Замена шлифовальных кругов производится быстро, ведь для этого нужно просто откинуть боковую часть кожуха.
Конструкция аппарата достаточно проста, поэтому некоторые народные умельцы способны соорудить аппарат самостоятельно. Однако, в домашнем хозяйстве не нужен стационарный вариант, так как дома не придется ежедневно обрабатывать сотни заготовок.
Конструкция устройства
Главным конструктивным узлом станка 3К634, обеспечивающим вращение рабочих кругов, является головка, во внутренней части которой смонтирован двухскоростной электрический двигатель. Вал двигателя, размещенный вместе с ротором, статором и крыльчаткой вентилятора в корпусе с двумя крышками, одновременно выполняет роль шпинделя точильно-шлифовального станка. В отверстия крышек наружу выходят концы вала электродвигателя, оснащенные подшипниковыми узлами, выступающими в роли опор шпинделя.
Опоры шпинделя – один из важнейших узлов точильно-шлифовального станка 3К634. За счет этого элемента обеспечиваются точность вращения рабочих кругов и надежность всего оборудования. В опорах шпинделя установлены сдвоенные радиально-упорные подшипники высокой точности и выбраны осевые люфты. Кроме того, в опорах есть уплотнительные элементы: с наружной стороны – осевые лабиринтные, с внутренней – с жировыми канавками.
Устройство станка
Эффективное охлаждение электрического двигателя, активно нагревающегося в процессе эксплуатации точильно-шлифовального станка, обеспечивается за счет воздушных потоков, циркулирующих внутри станины и корпуса головки. Для того чтобы воздушные потоки внутри станины и в полости корпуса головки циркулировали беспрепятственно, в опорной части головки имеются специальные окна.
Крышки головки оснащены двумя цапфами, с помощью которых к ним крепятся защитные кожухи, а также различные приспособления, используемые для выполнения полировальных работ, ленточного шлифования и др. Сама головка закреплена на станине оборудования с помощью шпилек.
Станина 3К634 изготовлена из чугуна методом литья, в ее внутренней части размещено все электрооборудование, смонтированное в специальном шкафу. Обеспечивает доступ к электрооборудованию точильно-шлифовального станка специальное окно в передней части его станины, которое в процессе эксплуатации оборудования герметично закрывается крышкой.
Не пропустите: Гриндер своими руками: 3 самодельных способа изготовления
На станке модели 3К634 могут использоваться круги двух типов:
- плоские прямого профиля – 1(ПП) 400х50х203;
- плоские с выточкой – 5-400х60х203.
Для фиксации кругов на конусной части шпинделя используются переходные фланцы, на наружной части которых смонтировано по три сухарика. За счет последних выполняется балансировка рабочих кругов.
Станок 3к634, подключенный к вытяжной системе
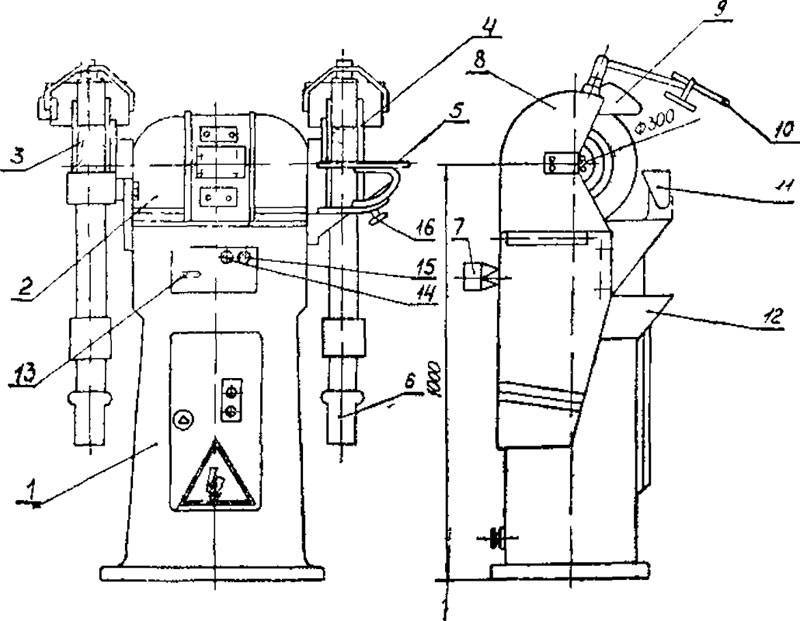
Доступ оператора к рабочему кругу осуществляется благодаря двум окошкам в передней части кожухов. В верхней части кожухов для обеспечения безопасности работающего на точильно-шлифовальном станке есть два козырька, изготовленных из органического стекла. В процессе работы на станке образуется много пыли, для сбора которой предназначены выдвижные заслонки и пылесборники, находящиеся в нижней части кожухов. Для облегчения сбора пыли пылесборник через внутреннюю часть кожуха соединяется с системой вытяжной вентиляции. При помощи такой системы в процессе выполнения работ собирается до 40% пыли, которая отсасывается из рабочей зоны.
В верхней части прозрачных защитных экранов для обеспечения удобства работы и ее безопасности монтируются светильники. Согласно паспорту оборудования, лампы, встраиваемые в такие светильники, должны обладать мощностью 41,6 Вт. Характеристики и особенности конструкции точильно-шлифовального станка данной модели обеспечивают возможность быстрой и удобной замены рабочих кругов. Для выполнения такой операции достаточно откинуть боковую сторону кожуха, которая смонтирована на шарнирных навесах.
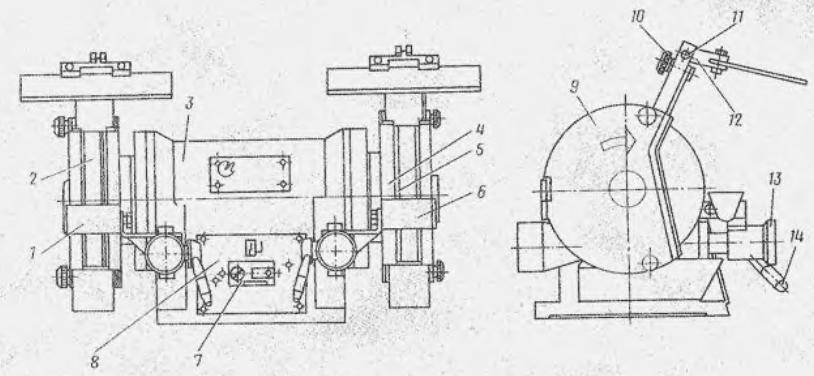
Станок комплектуется регулируемым подручником (слева) и поворотным столиком (справа)
В паспорте рассматриваемого точильно-шлифовального станка указано, что он оснащен удобными устройствами для заточки токарных резцов. Это поворотный столик и подручник, позволяющие затачивать резцы высотой до 100 мм. Подробно изучить характеристики таких приспособлений можно по паспорту оборудования.
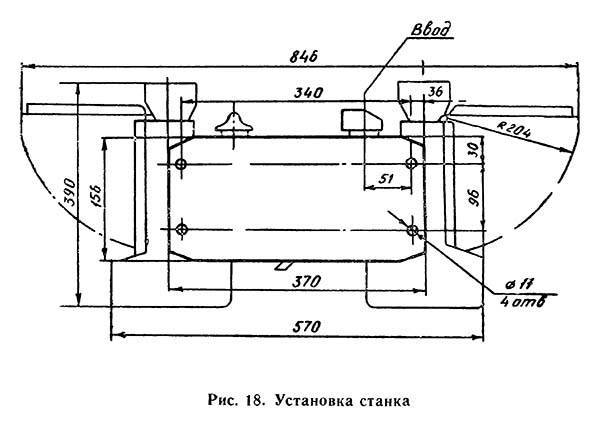
Следует иметь в виду, что при работе точильно-шлифовального станка данной модели возникают серьезные вибрационные нагрузки. Поэтому, если вы собираетесь установить такое оборудование в своем производственном цеху, следует выяснить несущую способность и надежность фундамента и напольного покрытия, а также разработать четкий план всех монтажных операций.
Точильно-шлифовальный станок данной модели отличается универсальностью и приличными техническими возможностями. Подробнее узнать о них можно в паспорте оборудования.



Правила эксплуатации
При работе с фрезерно-центровальным оборудованием следует контролировать легкость перемещения стола ручной подачей
При эксплуатации следует обращать внимание на вибрацию. Если она появилась и отличается сильными колебаниями, то рекомендуется застопорить станок и проверить надежность крепления фрезы и заготовок
При работе следует соблюдать технику безопасности, поскольку фрезерно-центровальный станок относится к опасному оборудованию.
Для черновой обработки металлических заготовок применяется узкоспециализированное оборудование со специфическим набором функций. Фрезерно-центровальные станки используются для промышленного производства и в мелких цехах, а также в домашних мастерских.
Простейший самодельный станок
Шлифовальный станок может заметно упростить жизнь домашнему мастеру, но у него есть один существенный недостаток – цена. Обойти это препятствие несложно. Используя минимум материалов и инструментов, делают простенькие шлифовальные станки по дереву своими руками.
В качестве силового агрегата домашнего шлифовального станка лучше всего подойдет двигатель от отслужившей свой век стиральной машины. Выбор конфигурации устройства зависит от предпочтений мастера, оптимальным же вариантом для большинства работ в домашней мастерской является самодельный станок ленточного типа. Он отличается простотой изготовления и позволяет выполнять широкий спектр работ.
Рама
Для работы в домашней мастерской вряд ли стоит изготавливать стационарный станок, достаточно сделать переносное устройство, которое при необходимости можно установить на верстак.
Лучший материал для рамы – металлический уголок или труба квадратного сечения. Соединение – сварка или болты. В любом случае станина должна быть устойчива, а двигатель на ней укреплен надежно.
Валики и лента
Чтобы избежать дополнительных затрат и не использовать ременную передачу или редуктор, валики делают разного диаметра. Точные размеры зависят от скорости вращения двигателя. Если используется двигатель 1500 оборотов в минуту, то диаметр ведущего диска должен быть около 200 мм, а натяжного – 20-40 мм. Рабочая ширина – 200 мм.
Если нет возможности подобрать готовые валики, их несложно изготовить из толстой фанеры или ДСП. Из листа вырезают заготовки 200 х 200 мм, собирают их в пакет толщиной около 250 мм. Используя дрель, по центру каждой заготовки сверлят отверстие, пакет стягивают болтом и обтачивают до получения цилиндрической формы. Так же изготавливают натяжной ролик.
Ведущий ролик крепят непосредственно на вал двигателя, натяжной – на станину. Чтобы в процессе работы лента не слетала, желательно сделать простенькие направляющие – резиновые кольца из велосипедной камеры. Их надевают на края валиков. Если ведущий валик сделать съемным, получится комбинированный станок, при необходимости на место валика можно устанавливать абразивный диск небольшого диаметра.
Готовые ленты для шлифовального станка несложно купить в специализированном магазине. Скорее всего, размер ленты будет нестандартным, если только устройство не проектировалось под конкретные расходные материалы, но это легко исправить, используя ножницы и клей.





