

Разновидности латуни
В зависимости от состава химических веществ, латуни подразделяются на:
Двухкомпонентные, или простые. Такие сплавы включают в себя преимущественно медь и цинк, количество иных элементов незначительно. В свою очередь, среди них выделяются:
- Альфа-латуни, или однофазные. В них содержится менее 39 % цинка, поэтому нет необходимости доводить температуру плавления до 905 °C, чтобы он растворился в меди.
- Бета-латуни, или двухфазные. Вторая фаза латуни возникает, если в составе сплава находится большее количество цинка, чем то, которое может раствориться. Как правило, b-латуни не такие пластичные, как а-латуни, но более прочные.
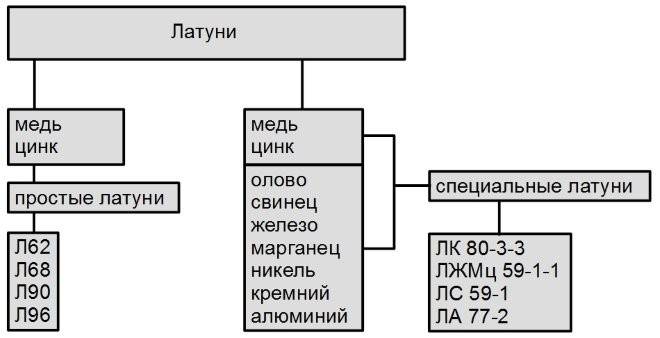
- классификация латуней по химическому составу
Многокомпонентные, или специальные. Они состоят из меди, цинка и таких легирующих элементов, как железо, олово, кремний, алюминий, марганец и свинец.
По степени и качеству обработки латуни бывают:
- Деформируемые. Для изготовления деталей используются такие состояния деформируемых латуней, как особо твердое (с обжатием >50%),твердое (с обжатием >30%), полутвердое (с обжатием 10-30 %) и мягкое (отожженные сплавы). Смесь меди и цинка представлена в виде трубок с круглым сечением, проволоки, лент, листов.
- Литейные. Литейная латунь — легкоплавкая разновидность, содержащая в себе не менее 50-80% меди, остальное – цинк и легирующие элементы. Сюда относятся полученные латунные изделия, а также арматура.
Пошаговая инструкция по плавлению меди
Плавка меди, если подготовить все необходимое для реализации такого технологического процесса и подойти к его выполнению правильно, позволяет даже в домашних условиях изготавливать медные изделия как декоративного, так и чисто практического назначения.
Для того чтобы расплавить медь, вам потребуются следующие инструменты, оборудование и расходные материалы:
- муфельная печь (желательно с регулировкой температуры нагрева);
- тигель, в котором вы будете расплавлять медь (для плавки меди используют тигли, изготовленные из керамики или огнеупорной глины);
- щипцы, при помощи которых горячий тигель будет извлекаться из печи;
- крюк (его можно изготовить из обычной стальной проволоки);
- бытовой пылесос;
- древесный уголь;
- форма, в которую будет выполняться литье;
- газовая горелка и горн.
Меньше всего примесей содержится в электротехнической меди
Медь в измельченном состоянии помещают в тигель. Следует иметь в виду: чем меньше будут кусочки металла, тем быстрее он расплавится. Тигель после его наполнения медью помещают в печь, которую, используя регулятор температуры, необходимо прогреть до требуемого состояния. В дверцах серийных муфельных печей обязательно предусмотрено окошко, через которое можно наблюдать за процессом плавления.
Смотровое окошко позволит контролировать процесс не открывая дверцу лишний раз, тем самым не снижая температуру в печи
После того как вся медь в тигле расплавится, его необходимо извлечь из печи, используя для этого специальные щипцы. На поверхности расплавленной меди обязательно присутствует окисная пленка, которую необходимо сдвинуть к одной из стенок тигля при помощи стального крюка. Расплавленный металл после освобождения его поверхности от окисной пленки следует максимально оперативно и аккуратно залить в предварительно подготовленную форму. Подробности и правила выполнения этой процедуры хорошо демонстрирует видео, которое несложно найти в интернете.
Разливать металл по формам придется очень быстро, если выбранный вами способ нагрева не смог обеспечить нужную температуру
В том случае, если в вашем распоряжении нет муфельной печи, то разогревать тигель с медью можно при помощи газовой горелки, расположив ее вертикально под дном емкости
При этом важно следить за тем, чтобы пламя газовой горелки было равномерно распределено по всей площади дна тигля
Если в домашних условиях необходимо расплавить легкоплавкие сплавы на основе меди (латунь и некоторые марки бронзы), то в качестве нагревательного устройства можно использовать обычную паяльную лампу, также расположив ее вертикально под дном тигля. При плавке, выполняемой данным и предыдущим способами, поверхность расплавленного металла будет активно взаимодействовать с кислородом, что приведет к интенсивному окислению. Чтобы уменьшить интенсивность окисления, расплавленную медь можно присыпать измельченным древесным углем.
Плавка меди паяльной лампой в самодельной печке
Если в вашей домашней мастерской имеется горн, то его также можно использовать для того, чтобы расплавить медь, латунь или бронзу. В данном случае тигель с измельченным металлом помещается на слой раскаленного древесного угля. Чтобы процесс нагревания и плавления проходил более интенсивно, в зону горения угля можно обеспечить подачу воздуха, для чего подойдет обычный пылесос, работающий не на втягивание, а на выдувание. В том случае, если вы будете использовать пылесос, на его шланг необходимо изготовить металлический наконечник с отверстием для выдувания небольшого диаметра.
Процесс плавки будет ещё эффективнее в газовом горне
Подбирая муфельную печь для выполнения литейных операций с медью и ее сплавами, следует обращать внимание на температурный режим, который может обеспечить такое устройство. В зависимости от типа расплавляемого металла такая печь должна обеспечивать следующие температуры нагревания:
- медь – 1083°;
- различные марки бронзы – 930–1140°;
- латунь – 880–950°.
Возможно, что вы решите сделать печь для плавки самостоятельно, посмотрев видеоролик.
Обычная медь, не содержащая в своем химическом составе никаких легирующих добавок, не отличается хорошей текучестью в расплавленном состоянии, поэтому для изготовления методом литья изделий сложной конфигурации и небольших размеров она мало подходит. Для этих целей лучше всего использовать латунь, причем выбирать сплав, цвет поверхности которого более светлый (это свидетельствует о том, что латунь данной марки отличается меньшей температурой плавления).
Сферы применения
В зависимости от количественного содержания основных компонентов латунь может использоваться для изготовления изделий различного назначения.
Содержание основных элементов указывается в маркировке латунных сплавов
Одной из наиболее распространенных разновидностей деформируемых латунных сплавов является томпак, в составе которого содержится 88–97% меди и не более 10% цинка. Наиболее значимыми характеристиками сплавов данного типа являются:
- высокая пластичность;
- высокая коррозионная устойчивость;
- хорошие антифрикционные свойства.
Из характеристик, которые способствуют высокой популярности сплавов данного типа, надо отметить:
- хорошую свариваемость со сталью и другими металлами, что позволяет использовать томпак для изготовления изделий из комбинированных материалов;
- красивый золотистый цвет – характеристика, которая стала причиной активного использования томпак для производства изделий художественного назначения;
- возможность покрывать поверхность изделий из томпака эмалью и лаком, золотить, а также использовать другие типы декоративных покрытий.
Так выглядит лента томпака, из которой потом делают изделия, в том числе и ювелирные украшения
Специалисты при производстве томпака используют три основные формулы химического состава данного сплава, в котором медь, цинк, свинец и олово могут содержаться в следующих пропорциях:
- 82/18/1,5/3;
- 82/18/3/1;
- 82,3/17,5/0/0,2.
Данные формулы, что примечательно, были выведены еще в XIX веке. Их автором является ученый из Шотландии Эндрю Юр.



![Литье алюминия дома под давлением [оборудование, формы]](https://labequip.ru/wp-content/uploads/d/1/c/d1c6022aaf007be63df6e5963b851c7c.jpeg)






Области применения деформируемых латуней
Чтобы получить литейную латунь, в ее состав, кроме цинка, добавляют 50–81% меди, а также ряд других элементов: алюминий, железо, кремний, олово, марганец, свинец. Наиболее значимыми характеристиками, которыми обладает такая латунь, являются:
- высокая устойчивость к коррозии;
- антифрикционные свойства;
- хорошие механические характеристики;
- хорошая текучесть в расплавленном состоянии;
- высокая устойчивость к распаду материала.
Сферы применения литейных латуней
Для производства различных изделий методами резания металлов используются автоматные латуни, в химический состав которых входят:
- 57–75% меди;
- 24,2–42,7% цинка;
- 0,3–0,8% свинца.
Автоматная латунь марки ЛС59-1 используется для изготовления метизов и декоративных элементов
В составе сплавов данного типа обязательно содержится свинец, за счет чего обеспечивается формирование короткой и сыпучей стружки, что и позволяет выполнять скоростную обработку изделий из таких латуней.
Виды отливочных форм
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.
Отливочная форма из графита
Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.
При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Настолько щепетильная работа требует от всего персонала высокой точности и квалификации. Каждый этап производства проводится в оптимальных условиях, способствующих выходу только качественной продукции.
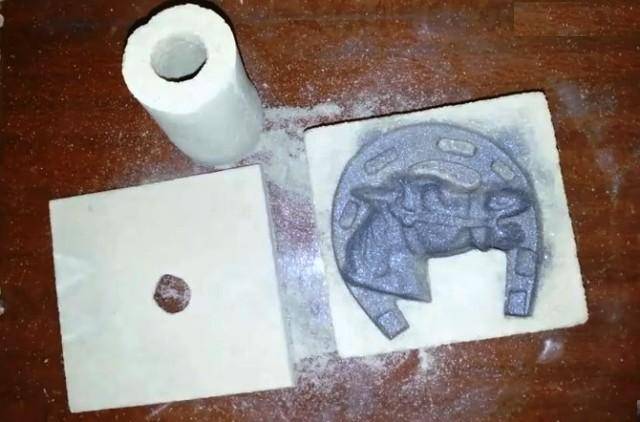
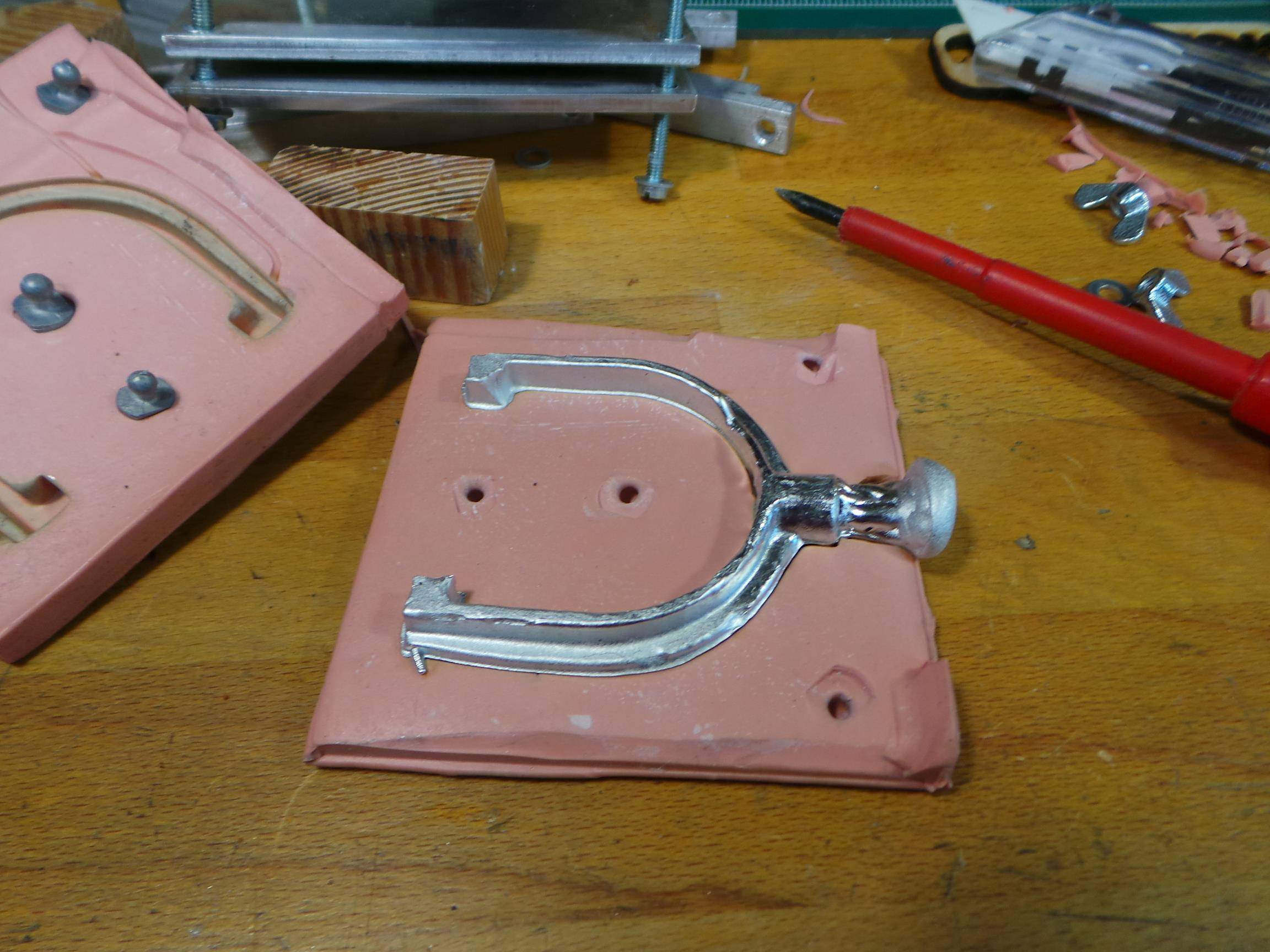
МИКРОЛИТЬЕ НА ДОМУ
Литых деталей из цветных металлов и их сплавов в технике применяется немало, в том числе достаточно сложных и миниатюрных, серийный выпуск которых могут себе позволить лишь предприятия с прецизионной технологией. Однако единичное (или даже мелкосерийное) микролитье вполне под силу организовать и на дому. С современной технологией, оказывается, может соперничать старинный способ литья под давлением с помощью незамысловатой ручной центрифуги.
Практически все, что нужно для такого микролитья, может быть изготовлено своими руками. Затраты — минимальные.
Действительно, требующаяся при литье опока в данном случае — это Отрезок обычной стальной трубы диаметром 50—60 мм и с толщиной стенок 2—3 мм. Для литья изделий разной величины хорошо иметь несколько опок различного диаметра при условии, что каждая свободно умещается в бадейке центрифуги. При наличии такого набора можно отливать по очереди целую серию деталей.
Под стать опоке по простоте и центрифуга. Деревянная ручка ее имеет длину порядка 200 мм и диаметр 20—30 мм. В осевое отверстие ручки вставлен болт М8. К нему с помощью законтренной гайки прикреплена металлическая серьга так, чтобы и ручка, и серьга легко вращались, не мешая друг другу.
К серьге на коромысле из 6-мм стальной проволоки подвешена бадейка для опоки. Борт бадейки изготовлен из 60-мм отрезка стальной трубы 80×3 мм, а приварное днище — из стального листа толщиной 3 мм. Дужка высотой 200 мм — из той же 6-мм стальной проволоки.
Чтобы уверенно пользоваться такой центрифугой, надо сначала немного потренироваться, вспомнив, как в школьные годы в физкабинете доводилось крутить на бечевке ведерко с водой при изучении центробежной силы.
Правда, теперь вместо бечевки и ведерка с водой в руках самодельная центрифуга с бадейкой, на днище которой— пластмассовый (чтобы не разбился) стаканчик. Но вода в нем обычная, какая была в школьных экспериментах по физике. И действие центробежной силы аналогичное. Крепко удерживая рукоятку, надо вращать всю цепь (серьга — коромысло — бадейка и сосуд с водой) вокруг болта-оси, стараясь не пролить ни капли.
Технология получения качественного микролитья пол давлением из цветных металлов и сплавов с помощью ручной центрифуги:
1 — болт-ось; 2 — деревянная ручка; 3 — металлическая, легко вращающаяся серьга; 4 — законтренная гайка; 5 — стальное проволочное коромысло; 6— дужка; 7 — борт бадейки; 8 — днище бадейки; 9 — опока; 10 — формовочная масса; 11 — восковая модель; 12 — восковой шарик с технологическими проволочными штифтами; 13—литьевая форма с литниковыми каналами, образовавшаяся после выплавления воска и удаления штифтов; 14—расплавляемый металл (сплав); 15 — пламя бензиновой горелки; заполнение формы расплавом при вращении центрифуги и последующие операции по извлечению и доводке готового изделия не показаны
Приноровившись, впоследствии можно иметь дело уже не с водой, а с расплавленным цветным металлом (или сплавом), который станет вдавливаться центробежной силой через литниковые каналы в литьевую полость в опоке, установленной в бадейке вместо пластмассового стаканчика.
Самое, пожалуй, сложное и трудоемкое в микролитейном деле — это изготовление объемной, в натуральную величину восковой модели. Лепится такая из воска вручную, с использованием нагретого глазного скальпеля или горячей штопальной иглы С предельной тщательностью прорабатываются даже мелкие детали, ведь расплавленный металл (а равно и любой сплав) ошибок и неряшливости не прощает. Более того, отливка, выполняемая на центрифуге под давлением, проявляет все огрехи модели!
В своей практике я использую восковые модели, высота у которых не более 40, а диаметр — 50 мм. При этом стараюсь соблюдать соразмерность, чтобы масса металла в отливке не превышала 40 г Ограничения обусловлены в основном небольшой мощностью горелки, используемой мною для плавки.
Где продавать изделия из бронзы
Не менее привлекательным для мастера способом получения прибыли от такого вида деятельности является художественное литьё из бронзы на заказ. Этот вариант взаимодействия покупателя с продавцом удобен тем, что прежде чем приступить к изготовлению бронзового изделия мастер уверен в том, что его изделие будет реализовано срезу после окончания процесса плавки. Цена литья бронзы на заказ всегда будет выше, по причине разработки индивидуального эскиза для изделия. Заказы для мастера работающего с бронзой, могут поступать и на изготовление объёмных изделий, например, памятники и мемориальные таблички наиболее часто изготавливаются из медных сплавов.
Для домашнего мастера возможны и другие направления работы с металлом. Нередко из бронзы изготавливаются скульптуры различных персонажей мифов или реальных людей, живших в прошлые века. Несмотря на то, что при изготовлении объёмных фигур будет тратиться значительно больше времени, оплата за выполнение такого вида работ всегда высока.
Из этого вида медного сплава можно также изготавливать иконы, реализацию которых можно осуществлять через церковные лавки. Если мастером освоено тонкое ювелирное литьё бронзы, то можно заняться самостоятельным изготовлением украшений как на заказ, так и для реализации через розничные точки продаж.








Для крупных предприятий наиболее удобной формой реализации продукции является оптовая продажа посредникам. Также возможно осуществление крупных заказов на бронзовые изделия для других видов производств.
Преимущества и недостатки
К преимуществам литья металлов под давлением относятся:
- улучшение условий для усадки отливки;
- высокая герметичность изделий;
- глубокий рельеф;
- точное соблюдение размеров;
- широкие художественные возможности;
- минимальная потребность в специальной обработке полученных предметов;
- качественное изготовление небольших тиражей продукции (от 10 до 100 штук);
- оптимальный набор условий для выпуска медалей, значков, мебельной фурнитуры тиражом до 1000 штук.
Среди недостатков, которые имеет литье под давлением, можно выделить:
- долгую подготовку к изготовлению изделий (не менее недели);
- сложность конфигурации отливки;
- высокую стоимость расходных материалов.
Придание отлитому изделию привлекательного внешнего вида
Изделие, которое только что извлекли из литейной формы, выглядит достаточно непрезентабельно. На его поверхности может остаться пригоревшая формовочная смесь и обнаруживаются другие поверхностные дефекты. Первым этапом приведения отлитого из бронзы предмета в нормальное состояние является его очистка. Для выполнения такой процедуры используются металлические щетки или шлифовальные машинки (в качестве рабочего органа на них устанавливается проволочный круг).
Несмотря на то, что латунь и бронза отличаются хорошей текучестью и при выполнении литья хорошо заполняют все углубления в форме, получить на готовом изделии тонкий рисунок практически невозможно. Чтобы сформировать подобный рисунок, используют такую доводочную операцию, как чеканка. Она выполняется при помощи специального инструмента. В зависимости от сложности и тонкости рисунка, который необходимо сформировать на поверхности отлитого из бронзы изделия, операция чеканки может занимать различное количество времени.
Ручная чеканка бронзовой статуэтки
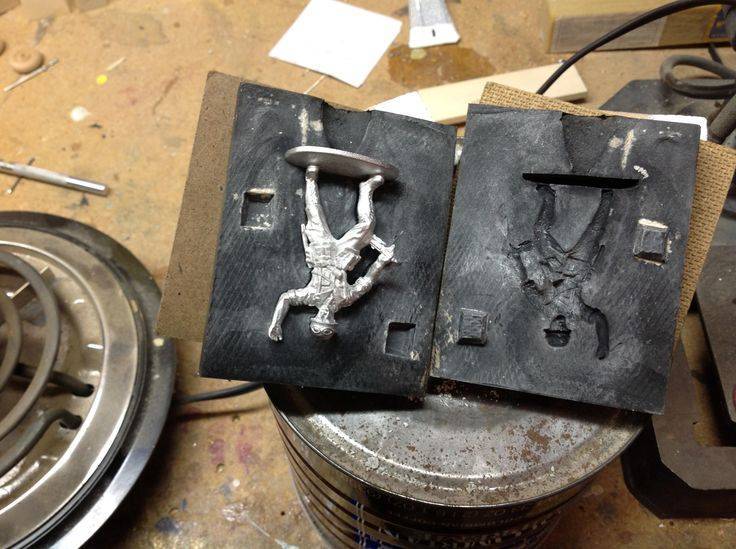
В зависимости от задумки мастера, выполняющего литье из бронзы или латуни, а также от требований к декоративности, поверхность отливки может покрываться искусственной патиной, позолотой, серебром, слоем никеля или хрома. Предметы, которые имеют сложную конструкцию, часто отливают не целиком, а отдельными частями, которые затем необходимо правильно соединить. Выполняется такое соединение при помощи специальных замков, изначально предусмотренных в конструкции. Для того чтобы не перепутать такие замки и правильно сопоставить их элементы друг с другом, их часто маркируют.
Литье в песчаные формы
Для изготовления деталей литьем применяется несколько технологий. Самая простая — литье в песчаные формы:
Если требуется изготовить алюминиевую деталь простой формы, то выполнять литье можно открытым способом непосредственно в грунт — кремнезем. Изготавливают небольшую модель из любого материала: дерево, пенопласт. Устанавливают в опоку. Грунт укладывают вокруг небольшими слоями и тщательно трамбуют. После того как образец извлекают, кремнезем хорошо держит форму и литье выполняют прямо в нее.
В качестве формирующей смеси можно использовать песок, соединенный с силикатным клеем, или цемент, замешанный на тормозной жидкости. Соотношение материалов должно быть таким, чтобы если смесь сжимать, она сохраняла форму.
Видео «Литьё алюминия в земляную (песочную) форму в домашних условиях»
Для деталей сложной формы применяется иная технология.
Литье по выплавляемым моделям
Этот известный давно способ для изготовления алюминиевых изделий в домашних условиях может быть немного изменен. Принцип литья заключается в следующем:
Из легкоплавкого материала изготавливается модель. Укладывается в определенную форму, заливается гипсом. Устанавливается один литник или несколько. После того как гипс застыл, его хорошо просушивают. При высокой температуре легкоплавкий материал переходит в жидкое состояние и вытекает через литник. В полученную форму льют алюминиевую заготовку.
Рекомендуемый материал — воск, имеет один очень большой недостаток. Это высокая цена материала. Но для небольших деталей он не нанесет большого вреда семейному бюджету.
Подробности процесса можно уточнить по видео.
Видео «Литье алюминия под высоким давлением»
Таким образом, изготовить необходимую деталь из алюминия различной формы можно даже самому обычному мастеру-любителю.
Заводы по литью меди
Литейное производство — это одна из отраслей машиностроения, которая занимается литьем отливок деталей путем заполнения различных форм расплавленным металлом.
Процесс изготовления металлических изделий возможен четырьмя основными способами — штамповкой, механической обработкой, ковкой и литьём. MKDB — одна из самых технологичных компаний, которая занимается всеми этими видами изготовления продукции, остановимся подробнее на литье.
Литьё деталей — это процесс изготовления изделий путём заливки расплавленного металла в готовую форму. Получение качественных заготовок или сразу готовых изделий зависит от качества оборудования, профессионализма работников и применяемых технологий на производстве.

Мы занимается литьем металлов и окружением этого процесса, в который входят:
- сквозное проектирование
- изготовление оснастки
- финишная обработка
В работе максимально широко используются современные технологии:
- программы проектирования (3D, CAD/CAM) — ArtCam, SolidWorks, Cinema 4D
- моделирования процессов литья
- ЧПУ обработка (CNC)
Виды литья
Чугун — один из самых распространенных металлов для изготовления изделий. Мы производим литье чугуна в ХТС, ЛВМ, ЛГМ и кокиль. Способ литья определяется в зависимости от сложности поверхности и формы отливаемого изделия что конечно влияет на сроки изготовления и стоимость конечного продукта. Также вы можете заказать готовые изделия из нашего каталога
Подробнее о чугунном литье

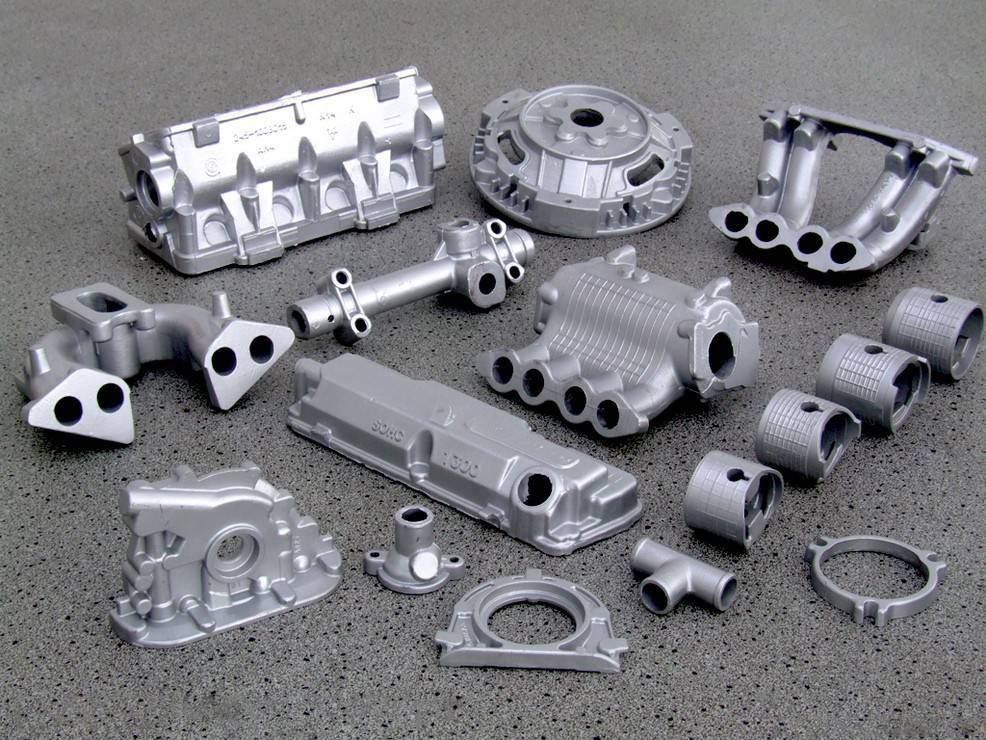
Литьё изделий из алюминия на заказ с массой от 0,1 кг. Наши мощности позволяют изготавливать любые партии изделий с высоким качеством литья, что выгодно в последующей механической обработке. Также принимаем заказы на изготовление модельной оснасти для изделий из алюминия.








Подробнее о литье алюминия

Сталь – универсальный материал для литья. Благодаря своей высокой прочности и пластичности она представляет собой превосходный материал для машиностроения.
Возможен выпуск изделий из стали следующих марок:
- углеродистая сталь;
- низколегированная сталь;
- легированная сталь;
- высоколегированная сталь
Изделия из бронзы чаще всего являются художественным литьём, но также имеют своё место в модельном производстве изделий небольшими партиями, для тестов или при невысокой необходимости высоких прочностных характеристик. Так как бронза — сплав меди с оловом, свинцом, или никелем, то изделия обладают достаточной прочностью, коррозионной стойкостью и эстетичным внешним видом. Художественное литьё из бронзы обладает неким налётом старины и часто ассоциируется у людей с 18-19 веками, когда такие изделия чаще всего украшали собой замки, дворцы или дома знати.
Изготовление уникальных художественных изделий из бронзы занимает до 30 рабочих дней на согласование 3d модели изделия и изготовление оснастки (при необходимости). Стоимость варьируется от сложности изделия и тиража.
Медное литье широко используется в разнообразных областях техники. Сплавы меди с золотом часто используются в ювелирном деле. Наша компания располагает собственным литейным производством, на котором и изготавливается литье меди и медных сплавов.
Все литье из меди и ее сплавов, производимое нашей компанией, сертифицировано и соответствует ГОСТ и ТУ. Большую часть этого ассортимента составляют отливки из бронзы и латуни.
Мы изготовим любое литье из меди и медных сплавов по вашим чертежам, осуществим его механическую обработку.
Марки технической меди определяются ГОСТ 859-78.
Технически чистую медь обозначают буковой М.
Марки меди различаются содержанием в ней различных примесей, а также способом изготовления (указывается в конце маркировки):
К – катодная медь, Б – бескислородная медь, Р – раскисленная медь.
Источник





